Classement

.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

Contenu populaire
Contenu avec la plus haute réputation dans 11/11/2021 Dans tous les contenus
-
J'aime pas les chats....
 4 points
4 points -
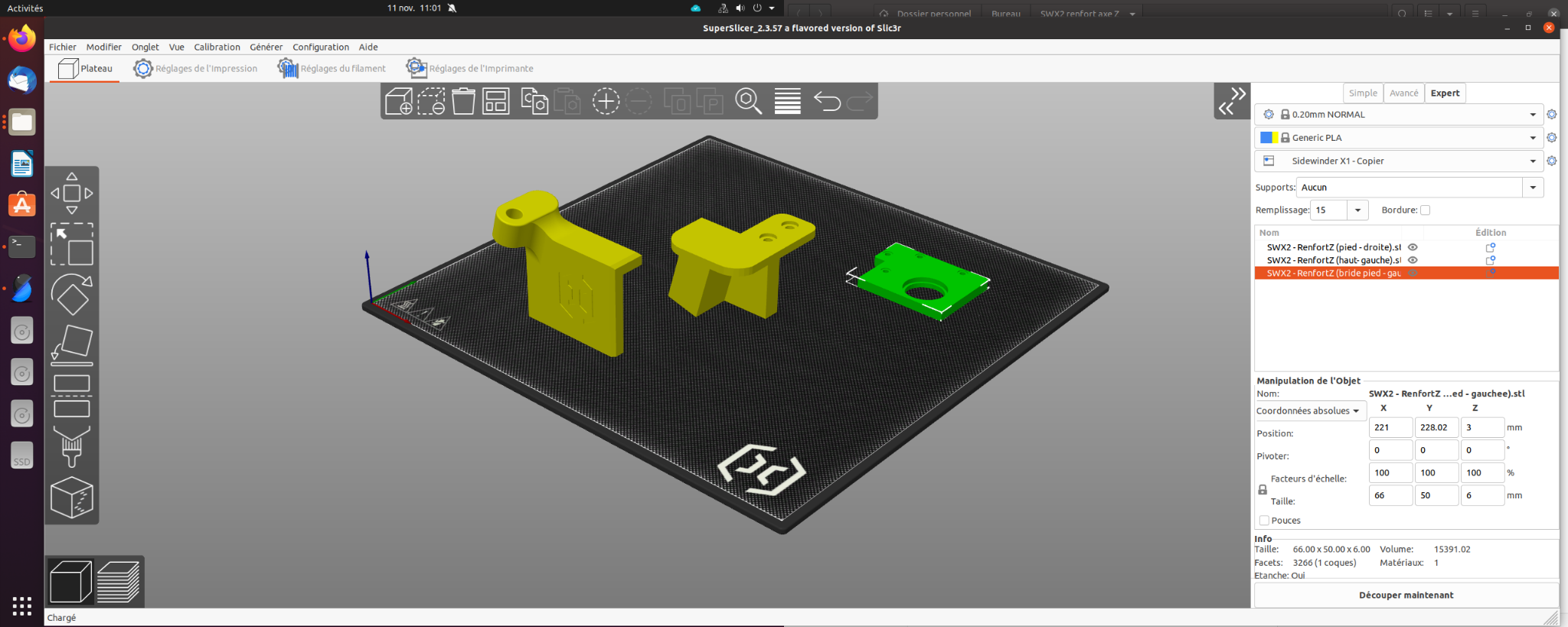
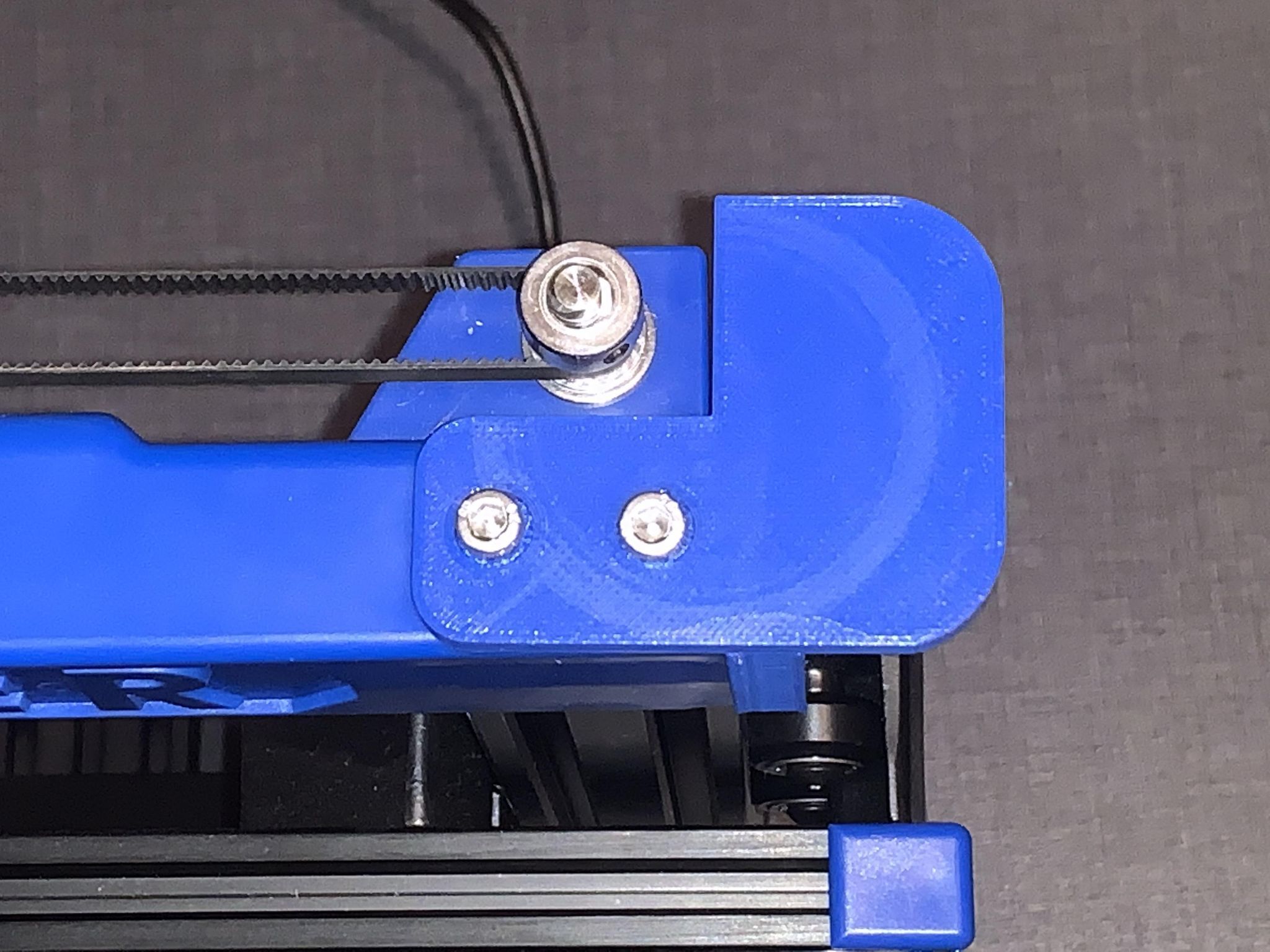
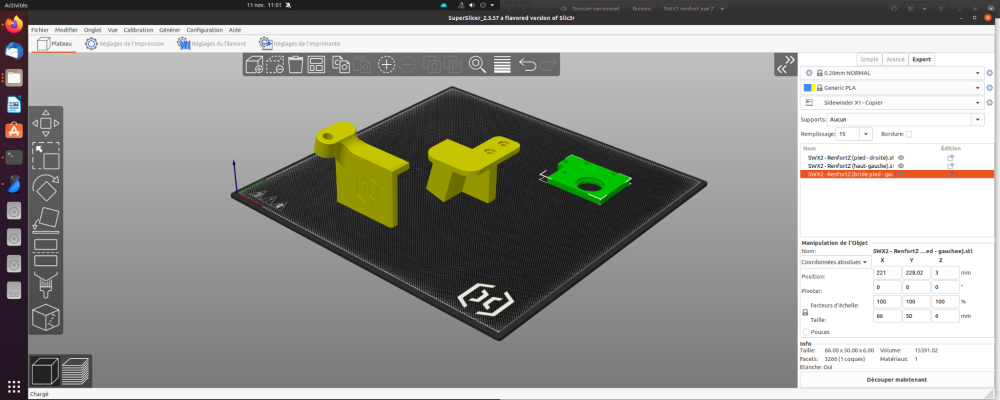
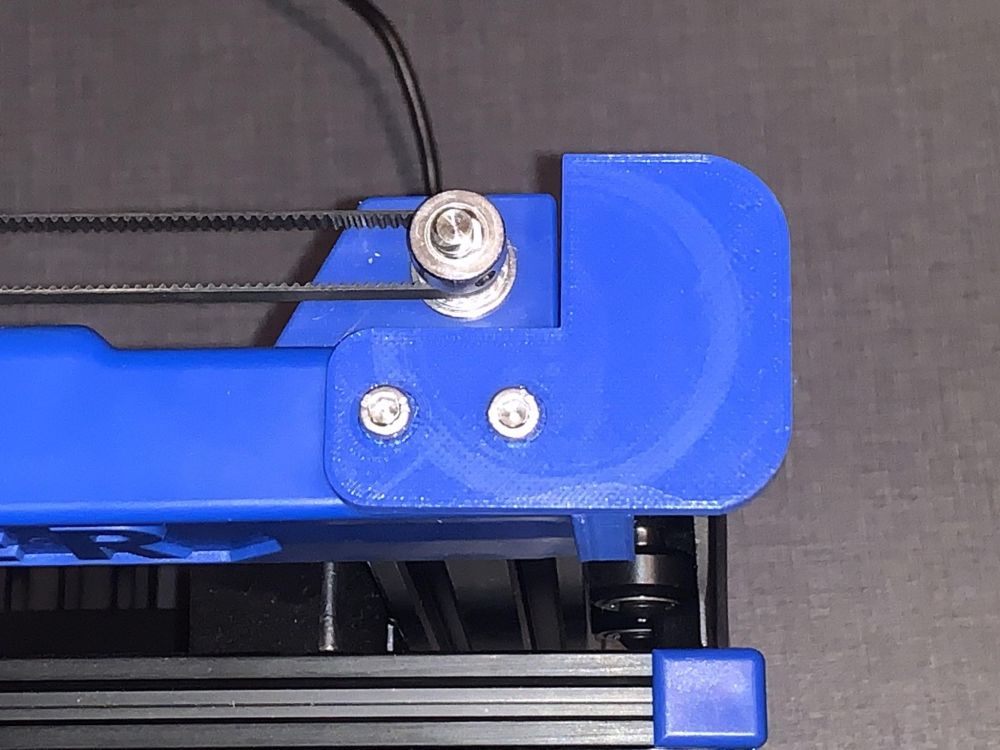
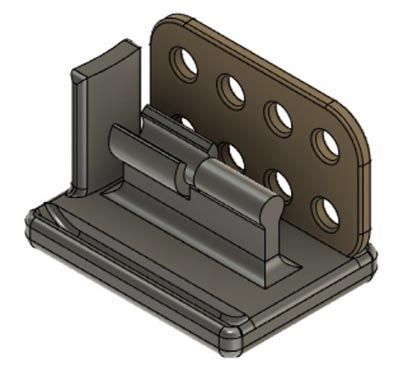
Hello, N’ayant pas trouvé de fichiers tout prêts, j'ai créé un pack comprenant les pieds venant d'ici les brides de pied venant du même endroit, que j'ai modifié les pièces du haut que j'ai entièrement dessiné SWX2 - Renfort axe Z.zip Matériel nécessaire pour le montage : 2 tiges M8 de 60 cm de longueur (mini 58 cm, maxi 65cm mais ça fait crade) 8 écrous M8 (éventuellement 6 nylstop et 2 normaux) 4 vis M5 x 12 ou plus - tête Allen (pour les pièces du haut) 6 vis M3 x 16 - tête Allen (pour fixer la bride sur le pied) 6 écrou à encastrer M3 carré 5.5 (pour fixer la bride sur le pied) 2 vis M3 x 12 ou plus (pour fixer la bride sur l'imprimante) Une visu des pièces d'un seul coté : Le bleu France de chez Arianaplast se marie très bien avec le bleu Artillery. Voici un tuto pour le montage Merci à @TonyNarko67 pour la réalisation de cette vidéo.
 3 points
3 points -
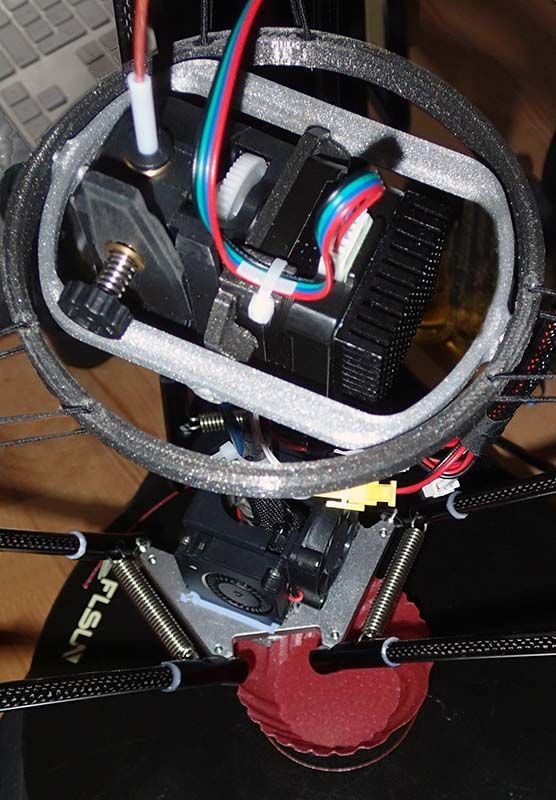
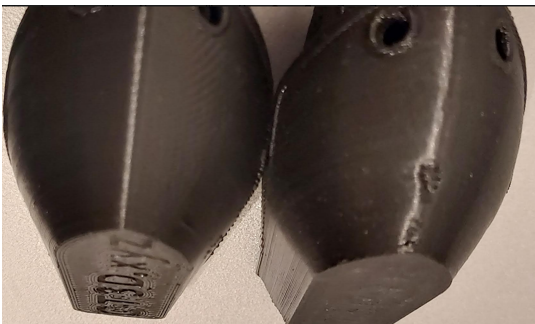
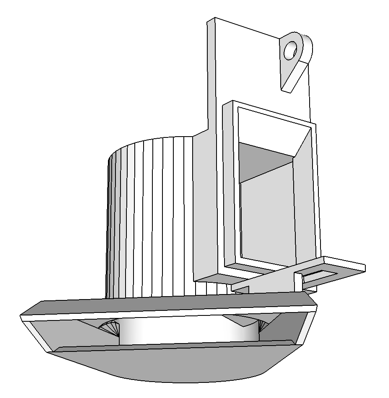
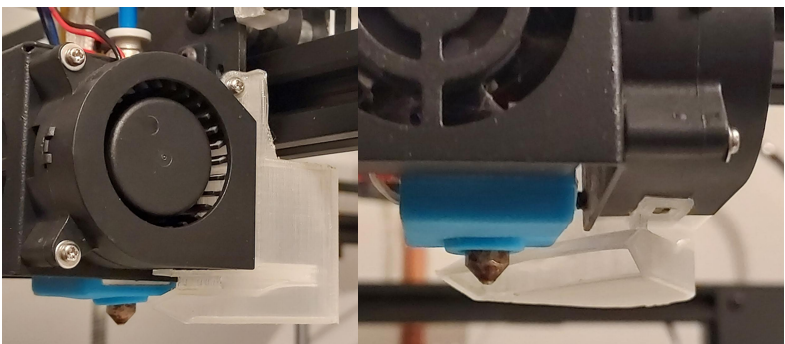
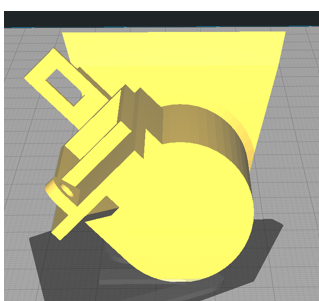
Hello la compagnie , je vous mets à dispo la dernière évolution de mon diffuseur pour refroidir le filament sur ma X5SA. La dernière evol avait amélioré la qualité de mes impressions mais tout n'était pas encore parfait. Avec cette version, j'ai enfin obtenu une étrave de benchy sans défaut: Pour se faire, j'ai redessiné l’intérieur du cylindre et augmenté sensiblement la largeur de la sortie du flux. Le diffuseur est centré sur la sortie du ventilateur 4020 d'origine Artillery X1, tenu en haut par une vis M2 et en bas sur le clip inf de la volute. Je suis resté un peu trop près de la chaussette silicone, il y a donc une légère déformation sur le dessus de la buse. L'impression en PLA 3D850 ou 870 me semble obligatoire voire en PETG (pas testé). Je viens de réaliser deux impressions en PP à 215° de 32 heures chacune sans problème. Pour le trancheur, la meilleure orientation semble être à 45° avec supports venant du plateau: buse_4020_v7d.stl
 2 points
2 points -
s'pas à toi que je disais ça, mais à tes aidants.2 points
-
S'pourtant pas la première fois que je l'explique, quand un axe bouge à l'envers, la PREMIERE chose à vérifier est le montage de la courroie concernée.2 points
-
Je suis ému devant tant de compassion vis à vis d'un carnivore pilleur de nids. Mon frère en avait une dans une grande volière et lorsque qu'il enlevait sa montre pour nettoyer la volière, elle venait discrètement lui piquer la montre et allait la cacher.2 points
-
Hello, @Savate ayant découvert ce qu'il y a supposément dans le carton : J'ai procédé à l'ouverture de cette Artillery Sidewinder X2 en provenance de GeekBuying : Et effectivement, il y a une Artillery Sidewinder X2 que je vais tester pour découvrir : La prise en main La facilité (ou non) d'utilisation La qualité d'impression Les différences avec la X1 La facilité d'upgrade (ou non)





 1 point
1 point -
On avait répondu en même temps, la réponse était plus au message précédent le tien. Les slicers ne pourront rien faire tant que matériellement ce ne sera pas séparé. Par contre ce serait bien qu'ils anticipent de manière à ce que ce soit utilisable le jour où une idex sort avec les ventilos gérables séparément.1 point
-
@Coryseth,Bonjour,je ne voudrais pas m'interposer,et peut-etre que ce que je vais dire ne servira à rien vu que je ne me sers pas d'une cnc,mais pour couper du plexi,coupe droite ou courbe,je me sers d'une meuleuse montée avec un disque diamant crénelé,en plusieurs passes rapides pour empêcher le plastique de fondre. Puis si besoin je rectifie avec un disque style avos(disque ajoure)grain 40.Example de découpe joint.En espérant être utile
 1 point
1 point -
La réponse est évidente pour peu que tu réfléchisse un peu, et lui a finalement été donnée, un axe qui bouge à l'envers, TOUJOURS vérifier le montage de la courroie EN PREMIER, parce que jusqu'à présent, ça a résolu 100% des cas rencontrés sur ce sous-forum.1 point
-
Sauf erreur de ma part tu m'as piqué pas mal de choses quand il s'agit d'anets. C'est pour ça que je passe moins souvent, je sais que la relève est assurée.1 point
-
en même temps je viens d'arriver sur le forum. mais t’inquiète pas je retiens la leçon1 point
-
Vi j'ai tout piqué de Maeke où il avais aidé un utilisateur dans la même situation ! Merci Maeke !1 point
-
ok, je viens de percuter , j'ai du inversé le sens du montage de la courroie . je vais vérifier cela et je vous tiens au jus . merci à vous tous problème résolue . c’était bien le sens de la courroie !!! quel C.. !!!! bon je vais pouvoir continuer le reste des tests et lancer l'impression test . encore merci a vous tous1 point
-
Non, modifie le cheminement de la courroie comme le montre PPAC1 point
-
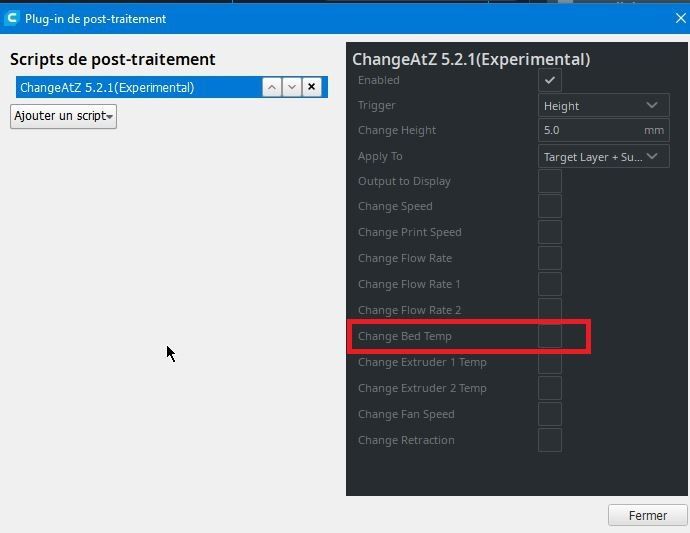
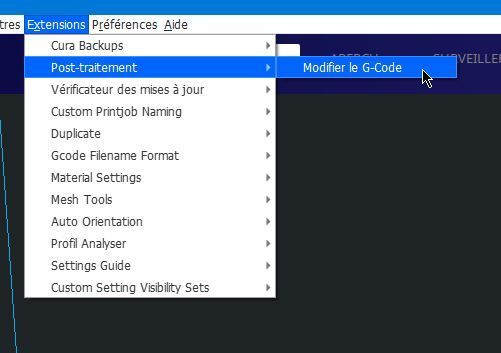
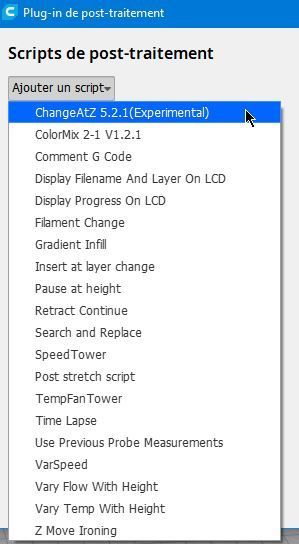
C'est tout à fait possible dans Cura : Menu «Extensions» , Post-traitement, Modifier le G-code : Ajouter un script / ChangeAtZ : Choisir ce que l'on veut modifier soit à une hauteur précise soit à telle couche (trigger / déclencheur) : Reprendre au point 3 en cliquant sur le bouton «ajouter un script» pour compléter par d'autres modifications dans le Gcode
 1 point
1 point -
Juste pour compléter le bon tutoriel de @Yo' On peut trouver une documentation, bien à jour, de ce trancheur. «Cerise sur le gâteux gâteau», elle est en français Pour la consulter, rendez-vous >>> ici <<<1 point
-
Je prend le fil de ce post et juste quelques remarques à apporter. Je suis tout à fait d'accord avec @Savate quand il dit que la découpe plexi se fait au CO². Tout dépend de ce que l'on veut faire, mais si on souhaite un résultat propre, il n'y a que le CO² qui donne une découpe franche, rapide et propre sur le plexi (d'une certaine épaisseur). Le laser diode, c'est fait pour graver, il peut aussi découper, mais en faisant plusieurs passages et honnêtement le résultat n'est pas top. Après pour le plexi, une cnc avec les bons outils fait des miracles, et on peut avoir une surface de travail intéressante. Un gros laser CO², avec une grande surface de travail, c'est pour les pros, ça coute 2 bras ! Une cnc qui fait 1mx1m ça revient quand même assez cher, mais c'est plus abordable. Avec ma petite cnc, j'ai découpé des cercles dans une surface de plexi de 5 mm pour faire une pendule, c'est passé comme dans du beurre. Et pour le contre plaqué, c’est encore plus facile avec ! Je pense qu'il vaut mieux prévoir une bonne cnc, qu'une laser pour faire cette vitrine @Coryseth1 point
-
Les pies j'en ai pleins, on leur donne à bouffer, elles viennent même réclamer quant on leur donne rien, on en a une qui ne vole plus (une aile esquintée), les autres la protègent mais une fois un chat a essayer de la chopper, elle est venu taper à la porte fenêtre et elle c'est planquée dans le coin du volet roulant pendant que les autres pies attaquaient le chat puis on l'a fait dégager (le chat)... Elle a de moins en moins peur de nous, elle ne se sauve plus quant on sort pour leur donner à bouffer, si elle est toujours en vie au printemps je lui ferais un abri hors de porté des prédateurs.1 point
-
Lorsque tu te retrouves devant des hommes armés qui ne parlent pas la même langue que toi et ne respectent aucune loi, le langage n'est pas une arme d'une grande efficacité (la négociation n'est efficace que à très haut niveau, et encore).1 point
-
Moi ce sont les armes que je n'aime pas, particulièrement celles qui utilisent de la poudre et des projectiles . Je préfère, de loin, le langage qui, bien utilisé, peut en devenir une (arme).1 point
-
Je n'en ai aucune idée. Il y a un modèle spécifique X1 disponible sur le forum (le STL est dans le 3ième message) Pas de plan mais je vais rajouter la visserie nécessaire dans le message d'origine. Aucun perçage, uniquement du vissage.1 point
-
@Altinak avec les effet de lumière difficile d'être hyper formel sur le résultat, mais ta première couche semble correcte, les Steps/mm de l'extrudeur semble au moins proche de la valeur optimal, la dernière couche semble propre. Je t'invite malgré tout de effectué le test de calibration du Flow (Débit) dans ton slicer, l'idée ici est d'imprimer un cube vide de 1 seule parois donc la parois fera 0.44 a 0.50 a toi de définir la largeur de ligne et avec un pied a coulisse tu vérifie que l'épaisseur soit respecter, puis tu ajuste le Débit dans ton slicer en conséquence. Pas besoin de faire un Auto Nivellement avec chaque print ton plateau ce dérèglera pas si vite, dans ce cas dans ton start Gcode après la ligne G28, tu remplace la ligne G29 par M420 S1. Tu indiquera d'activé les valeurs du dernier Auto Bed leveling effectué, tu fera une auto bed leveling que de temps a autre quand nécessaire.1 point
-
Il n’y a rien de compliqué niveau programmation, c’est très basique dans ce cas. Concentre toi sur l’aspect mécanique pour l’instant .1 point
-
J'ai déjà pas de temps et à vous écouter j'ai l'impression que quand je serai à la retraite ce sera pire ! J'espère pouvoir participer au prochain schimlblick car j'ai pas eu le temps de proposer la réponse après avoir trouvé que c'était dans les WC.... ça fait chier quand même...1 point
-
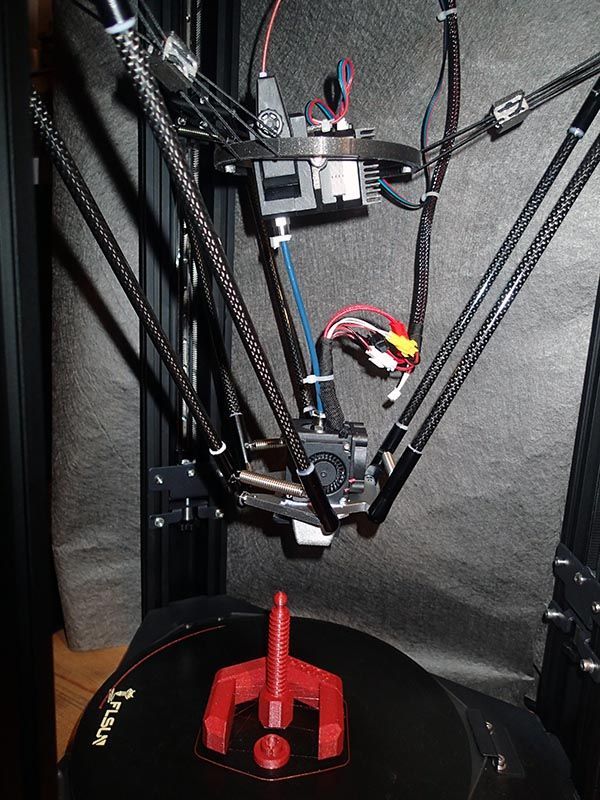
3ième proto Flystrudeur : Juste les élastiques moins espacés pour diminuer les contacts avec la gaine électrique, sinon RAS. STL dispo sous : https://www.prusaprinters.org/prints/84444-flystruder-delta-printer-flsun-sr Montage du moteur extrudeur 17HS4023 (pancake de 23mm), plus léger que l’original. Du coup, mon support de flystrudeur ne sert plus à grand-chose au repos. Ces moteurs sur des extrudeurs avec démultiplication n’ont pas besoin de force mais plutôt de réactivité et c’est le cas avec un moteur plus léger, avec moins d’inertie. Vref passée de 1,24v à 0,42v. Ampérage passé de 950mA à 680mA. Accel max de l’extrudeur passée de 5000 à 8000mm/s2. Avec ces réglages, le moteur chauffe encore un peu, ce qui m'étonne, quelqu’un aurait déjà monté et réglé ce moteur ? A+
 1 point
1 point -
Ba ? @divers tu t'en prends a un nouveau une nouvelle (merci fran6p) ... ce n'est pas très gentil... attention, le Père Noël ne va pas t'apporter de cadeaux si tu continues !1 point
-
Ton soucis ne viens pas de ta Hornet mais de ta gestion des support et as tu effectué une calibration de step/mm et du flow de ton extrudeur c'est primordiale. Pour apprendre a bien gérer les support sous Cura par exemple, regarde cette Vidéo elle t'aidera bien je pense1 point
-
@bp006 j'espère que ces informations te seront d'une grande utilité. Si tu n'as besoin de rien d'autre n'hésites pas à le demander.1 point
-
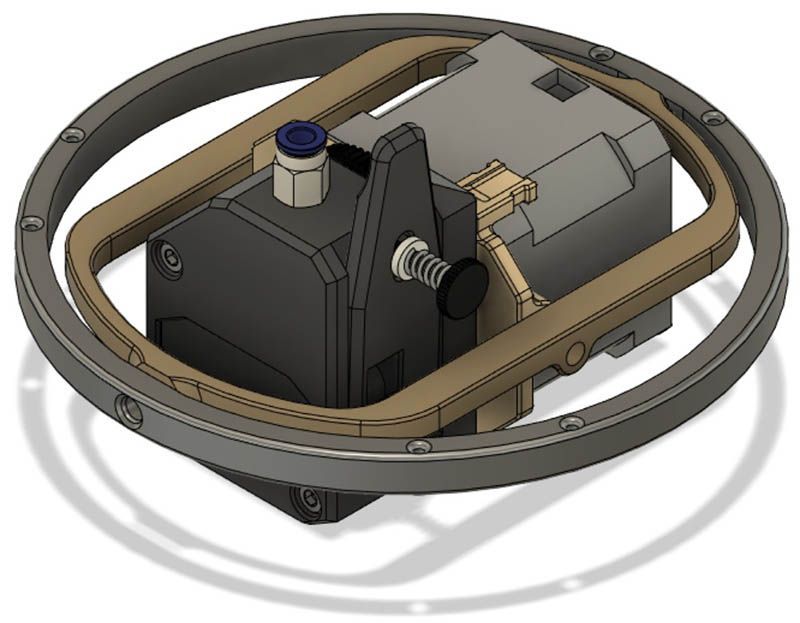
Bonjour, Merci pour le lien officiel du Bondtech et les 2 vidéos, cool. Plus qu’à attendre un prix et s’il propose un genre de kit pour upgrade. Je pense que je risque d'être tenté par ce upgrade ! Tu as pris quel moteur avec l’extrudeur ? D’après ce que j’ai compris sur leur site, il conseille plutôt celui-ci LDO-36STH 17-1004AHG ? est-ce bien cela ? As-tu une documentation sur ce moteur. Pour le firmware, je suppose que tu es sur celui de Cyril Guislain pour Robin Nano v3.0. Tu indiques 572 Esteps donnés par le constructeur mais que tu as à priori du augmenter je pense après la calibration de l’extrudeur. Finalement ta configuration pour ce upgrade (avec le travail de Stéphane Saint Joanis : housing+Fan duct ) pèse combien par rapport à celui d'origine ? merci pour l'essai et les réponses possibles.1 point
-
Bienvenue à toi. peu importe l'age1 point
-
Perso je ne pense pas qu'il y ai une bonne solution à la pollution de la planète enfin si mais elle est pas politiquement correct.... pour moi le seul trucs pour sauver la planète c'est la disparition de plus de la moitié de la population mondial, on est trop et presque personne n'ose le dire (en tout cas pas les politiques), on pourra faire tout les efforts du monde tant qu'on se reproduira plus vite que des lapins il n'y aura aucune solution viable.1 point
-
Bonjour. je suis tombé sur une video ou un gars disait que l'on pouvait lisser le PLA avec de l'acétone . pour avoir tester il y'a de nombreuse années et connaissant le résulta (que dalle) . J'ai donc tester sur du PLA+ eSUN jaune , il y'a bien réaction avec l'acétone ... j'en conclue qu'il contient de l'ABS ??? . pour ma par ça ne me gène aucunement , mais pour ceux qui veulent évité cette matière , ou au contraire ceux qui aimeraient lissé du PLA sans cholro sans ponçage . c'été juste pour info .1 point
-
Cela veut dire qu’il y a un des trois composants de l’ABS dans le PLA pour le renforcer, certainement le styrène car c’est celui des trois qui est attaqué par l’acétone. De plus ce n’est pas onéreux.1 point
-
houai l'age compte pas et pui je vien d'arriver est tout le monde est gentille est puis moi je suis assé jeune0 points