Classement


Contenu populaire
Contenu avec la plus haute réputation dans 28/11/2021 Dans tous les contenus
-
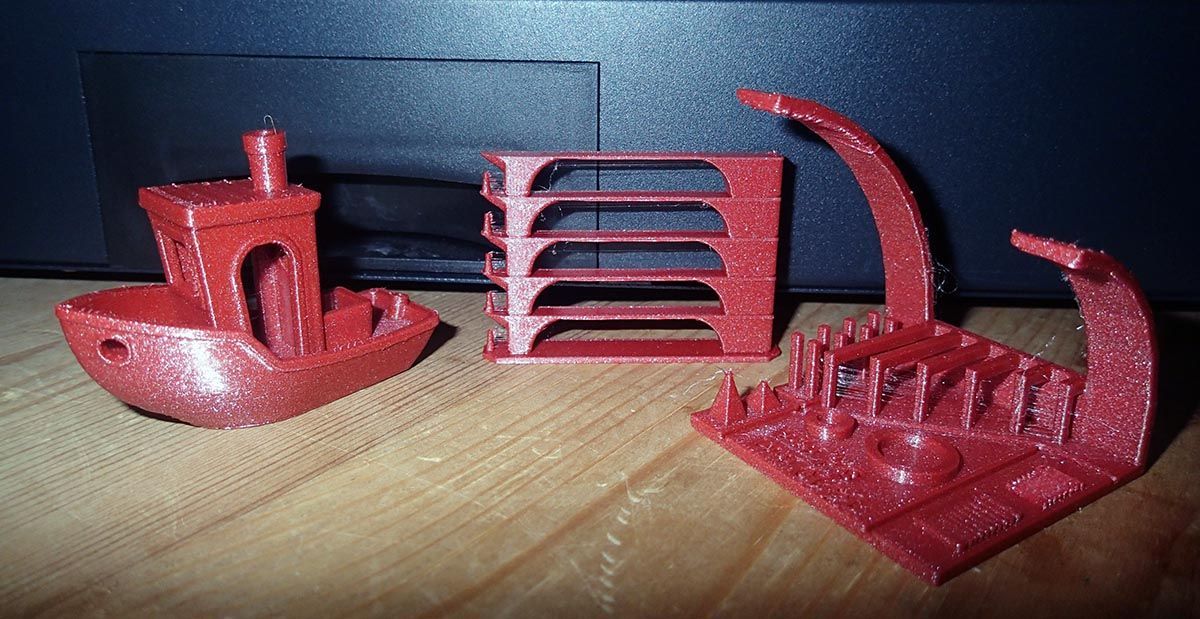
C'est pour ça que je disais qu'on allait parler de poil de c... Un Londonien reçoit le premier œil au monde imprimé en 3D Ce qui est bien dans l'histoire c'est que l'opération était gratuite puisqu'il l'a eu à l'oeil ...ok, je sors, je suis déjà parti !4 points
-
En même temps les deux sont relié car quant on te tire un poils de c.. tu tire une larme....3 points
-
Euhhh. Les 105/110 cm c'est sur ? Pas plutôt des mm ? (Pourtant tu le répètes 2 fois ...) Je ne la voyais pas si grande l'ender3 (alors que ça tient laaaaargement sur le plateau !)3 points
-
Salut a toi @NIEB je vais te donner un diagnostic rapide sur ton soucis. Premièrement si tu es sous Cura sur quels version es tu ? 2eme points Tony a raison cette effet de boursoufflure est lié au fait que ta buse est trop proche de ton bed et donc a certain endroit la matière déborde et fait un effet de vaguelette et de pico, le soucis avec le firmware TFT d'origine l'ajustement du Z-offset est pas optimum car les pas de Z offset sont trop important quelques Réglé sur l'interface d'origine. Après je te conseil d'utiliser le profil de la Artillery X1 déjà présent dans Cura et d'ajouter la ligne M420 S1 comme dit par tony (qui active les valeur de leveling après le G28 c'est obligatoire car Artillery a pas activé le Restore Leveling after G28 dans sont firmware d'origine). Le Profils pour X2 ou X1 proposer par Artillery 3D expert est plus que perfectible selon mon point de vue.2 points
-
En général quand j'ai ce genre de soucis c'est que ma première couche est trop écrasé. Je n'utilise pas le profil de Artillery essaye avec le profil de base de la X1 en rajoutant un M420 S1 à la deuxième ligne après le G28. (ça permet de charger le dernier auto-level que tu a sauvegardé)2 points
-
Tu ne vas pas tarder à nous parler des poils de c...toi non ?2 points
-
Une longue vue sans lentilles pour shadoks Une boite à vide pour ranger rien, ou un mélangeur à air2 points
-
C'est pour mettre en forme quelque chose ? C'est temporaire et ça s'enlèves, ou ça reste ? Pour aérer ? Protéger ? Maintenir ouvert ? Ça s'utilise dedans ? Dehors ,? Au jardin ? Au garage ? A l'atelier ? Dans le cuisine ? Au salon ? Dans la chambre ? Salle de bain ? Au bureau? Dans la voiture ? Pour voyager ?2 points
-
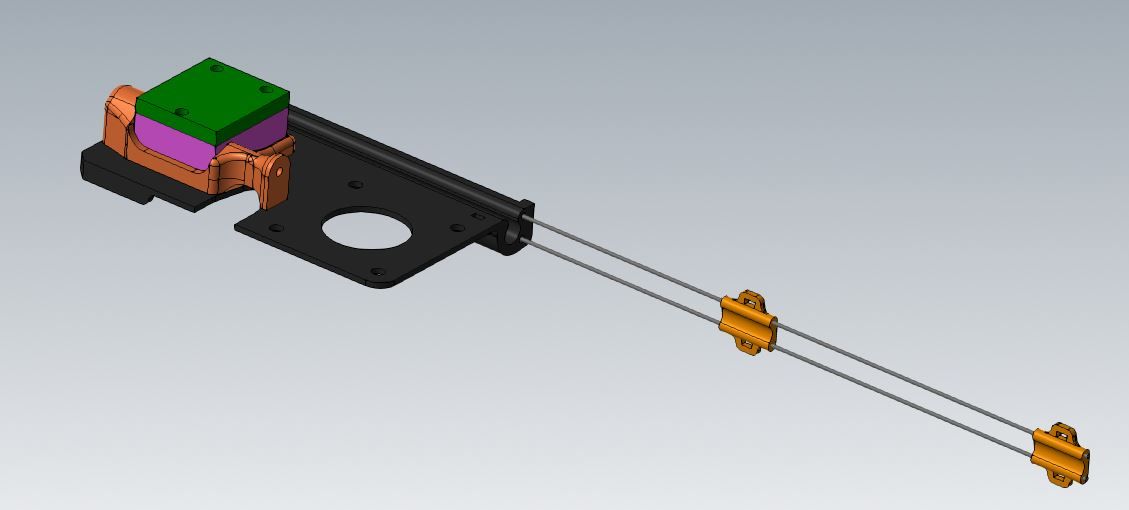
Bonjour à tous! Je propose de commencer un tuto afin de vous expliquer / aider dans l'installation et la configuration d'une clone MMU sur vos imprimantes. Première chose: Ce tuto est encore en cours (car je n'ai toujours pas lancé mon premier print à l'heure où j'écris ces lignes), il sera mis à jour au fur et à mesure des mes tests/configurations Deuxième chose: Ce MMU sera installé sur une Ender3 que j'ai récupéré complètement HS. Il y a eu énormement de mise à jour de faite dessus, aussi pour la compatibilité du MMU que pour la remettre en état. Je n'exposerai que les install qui pour moi, sont en lien avec le fonctionnement du MMU Dernière chose: je vous partage des liens AliExpress. Je ne sais pas s'il sont sponsorisés ou pas (je ne pense pas), mais vous devrez certainement trouver les pièces ailleurs. Donc c'est comme vous voulez, mais je ne prends aucune commission sur ce tuto (pour ceux qui se poseraient la question). C'est parti! Le projet de MMU que j'ai choisi est celui ci: https://www.thingiverse.com/thing:4313579 Avant de commencer, un point sur la partie Hardware: Pour la Ender3: SKR 1.4 avec TMC2209 (4 suffisent) => J'ai opté pour cette carte car les E3 Mini (v1.2 et v2.0) n'ont jamais réussi à communiquer avec le MMU, la SKR a fonctionné de suite. A vous de voir mais le firmware que je vous partegerai ne fonctionne que pour la config décrite dans ce tuto. Hotend Full Metal (j'ai personnellement opté, encore une fois, pour le clone de Triangle Lab ICI (pour ceux qui veulent le faire sur la Ender3, pensez à prendre la version 24v!) Remplacement de la tête d'orgine pour une tête MK3S. Le modèle est dispo sur Thingiverse ICI => Pour cette tête, il va vous falloir quelques pièces en plus un kit d'extrusion Bondtech, dispo ICI le kit de détection IR prusa Clone, dispo ICI Si vous n'en avez pas en stock, un NEMA17 40x40x20 (pas de lien, car ca j'en ai énormément en stock...) Si vous n'en avez pas en stock, un ventilateur 5015, pour ventiler la buse (pas de lien, car ca j'en ai énormément en stock... Attention à les prendre en 24v pour la Ender3!) Si vous n'en avez pas en stock, un ventilateur 40x40x10 en 24V pour le dissipateur de la hotend (pas de lien, car j'ai réutilisé celui d'origine Creality) Au cas ou, des roues VSLOT en Polycarbonate (le poids étant plus important sur le charriot, il semble que celles d'origine s'usent plus vite). Idem, j'en ai en stock, et pour le moment j'ai conservé ceux d'origine. Pour le MMU2+1S: Carte SKR mini v1.1 avec 2 TMC2209 (cela suffit largement pour piloter le MMU et c'est pas très cher), dispo ICI pour la carte et ICI pour les TMC 10 pneufits (j'ai personnellement opté pour des PC4-M6 avec le PTFE qui est tranversant, important pour les pièces imprimées!), dispo ICI Kit de visserie complet MMU, dispo ICI => Simplement car je n'ai pas envie de me prendre la tête à acheter toute la quincaillerie à part (clairement solution de facilité) une tige de diamètre 5mm, longueur 200mm, dispo ICI un kit de 5 roue dentée d'extrudeur, dispo ICI un coupleur 5mm, dispo ICI 2 moteurs NEMA 17 (que j'avais toujours en stock) -------------------------------- Un point sur les pièces à imprimer maintenant: Pour le MMU2+1S: Tout est plus ou moins bien indiqué sur thingiverse. Suivre les indications et cela devrait bien se passer => https://www.thingiverse.com/thing:4313579 Pour la Ender3: Tête MK3S: Idem, pas de soucis en suivant les infos sur thingiverse => https://www.thingiverse.com/thing:3639876 -------------------------------- Logiciels: Ender3: J'ai personnellement énormément galéré (certains du forum ont plus ou moins suivi mes déboires). Mais mon premier test avec un MMU officiel Prusa fonctionne! Voici le firmware utilisé (déjà compilé) basé sur marlin 2.0.7.2 => FIRMWARE POUR SKR1.4 (CARTE IMPRIMANTE) Attention, ce firmware va sur la carte de l'imprimante (la SKR 1.4), pas sur celle du MMU! MMU2+1S: Les sources sont dispo sur Github (ICI), la configuration n'est pas forcément simple, notamment pour la configuration de la carte pour la compilation, le modèle de MMU, etc.. Je vous partagerai le firmware dès que j'aurai un peu plus de temps. -------------------------------- Montages: Pour la tête de la Ender 3: On démonte toute la tête d'origine, y compris la hotend (qu'on va remplacer par le Clone E3D). Une fois toutes les pièces imprimées, j'ai suivi cette vidéo pour le montage: https://www.youtube.com/watch?v=XeiXkAjtOaI La seule différence avec la vidéo concerne la plaque de montage. Dans le projet PrEnder3, j'ai utilisé le fichier CR10_Mount_Rev_J.stl, que l'on monte directement sur la plate du charriot, pour ensuite venir installer l'ensemble de la tête. Idem pas de soucis majeur sur ce montage. Juste les câbles de la cartouche chauffante et de la sonde que j'ai laissé "droits" car en voulant les plier à 90° directement depuis le bloc de chauffe, les fils se sont coupés.... Photo du résultat final à venir Pour le MMU2+1S: A venir TO BE CONTINUED1 point
-
Merci ! Je me suis débrouillé avec les STL après avoir vu que tu avais ajouté le step.

 1 point
1 point -
Pour dans le fichier de configuration printer.cfg Dans le paramétrage des TMC , option run_current si je ne me trompes pas .1 point
-
Il a répondu. C''est pour pouvoir enlever facilement le poteau . Le poteau est scellé dans un cylindre en béton qui vient se glisse à l'intérieur du moule. @methylene67 Le schmilblick s'utilise exclusivement en extérieur.1 point
-
bonsoir solution de dépannage : tu lui mets sur le dos un sac isotherme , ou un gros pull en laine et surtout tu mets ta résine bien au chaud ,avant de t'en servir une fois l'impression commencée la température a l'intérieure de l'imprimante devrait augmentée et suffire ... bon y'a le brasero . mais faut se relever la nuit pour l'alimenter et de toute façon , je n'aime pas les résines washables . beaucoup trop de gens s'en plaignent ok ,je sors .1 point
-
@milcentdéjà Ravi d'apprend que ton problème est résolue et que Artillery 3D Expert ta dépanner je pense qu'il faut le dire quand le travail est pas bien fait et le dire aussi quand il est fait. (Je ne porte aucun jugement sur eux personnellement, car je n'ai jamais eu a faire avec eux personnellement, j'ai beaucoup traité avec Artillery Chine par contre). Pour le Flash du firmware, je laisserais Tony alias 3DKMaker, et les autres personnes qui on déjà installé mon firmware dire ce qu'il en pense (tu peux aussi poser la question dans le sujet en question a ceux qui l'on déjà installé). Comme déjà dit progressivement il y aura quelques ajout mineur sur des demande qui m'on été faite comme l'activation du M21 pour les utilisateurs de Prusa et Super Slicer, et par la suite des version avec support d'upgrade Matériel et de la Genius Pro aussi. Pour le support de l'Arc Welder c'est une chose que j'utilise déjà depuis un moment sur ma Genius (non pro) qui est passer en 32bits il y a un moment c'est intéressant de mon avis la gestion des tracer de courbe est plus fluide (Moi par SGenL V2 est avec CPU de 120mhz, mais la Ruby et sont CPU 32bits de 82mhz a largement de quoi le supporter correctement), le poids des fichiers est plus léger mais la charge de travail demander au CPU st plus important et demande un CPU un minimum puissant d'où la nécessité d'une 32bits (Je ne l'active pas pour les X1 et Genius en carte 8bits). P.S : il faut par contre slicer sous Cura avec le plugin Arc Welder et activer la case au moment du slice, ou utiliser Octoprint et le plugin qui convertira le Fichier Gcode a la voler pour permettre la gestion de l'Arc Welder.1 point
-
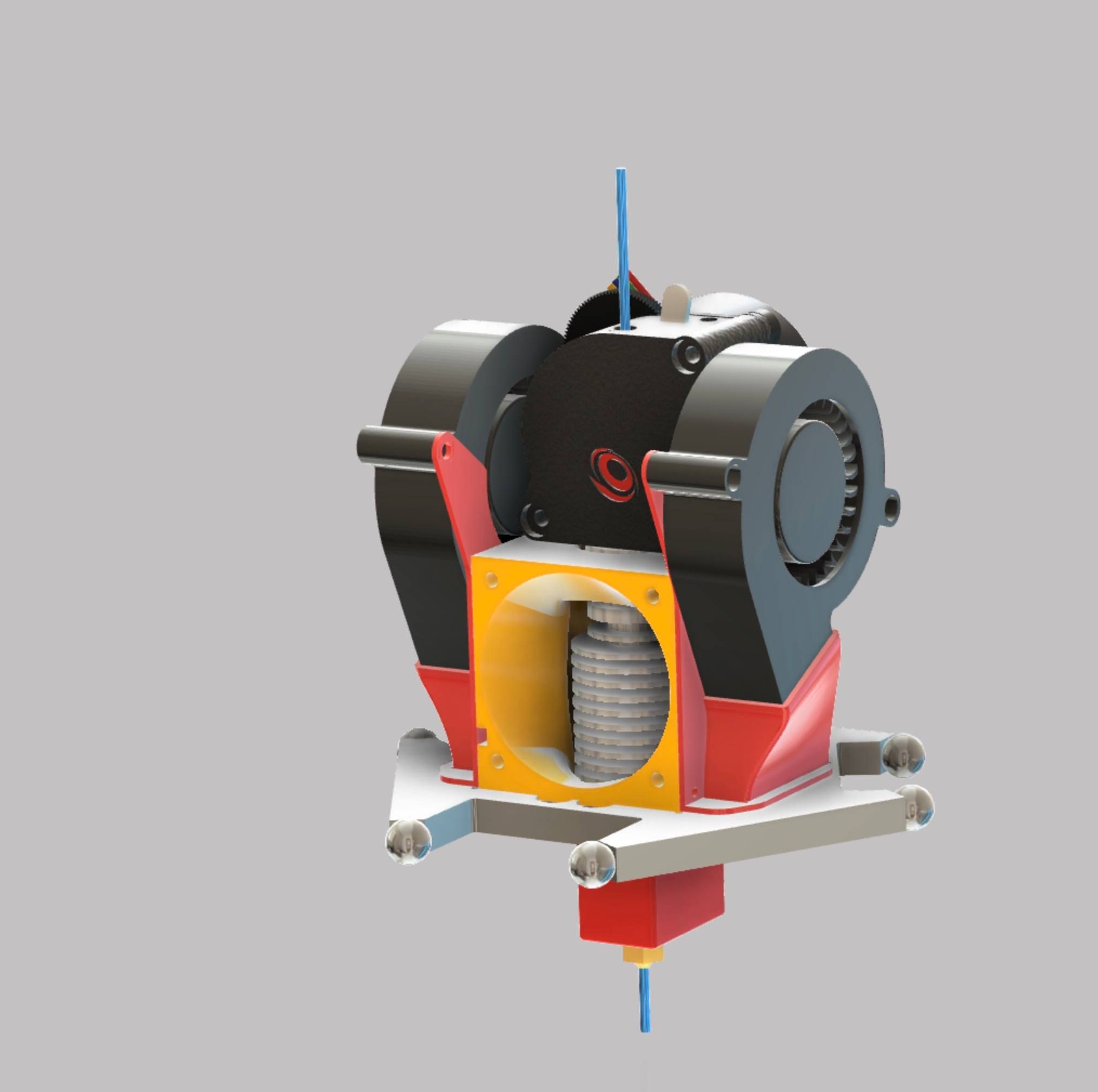
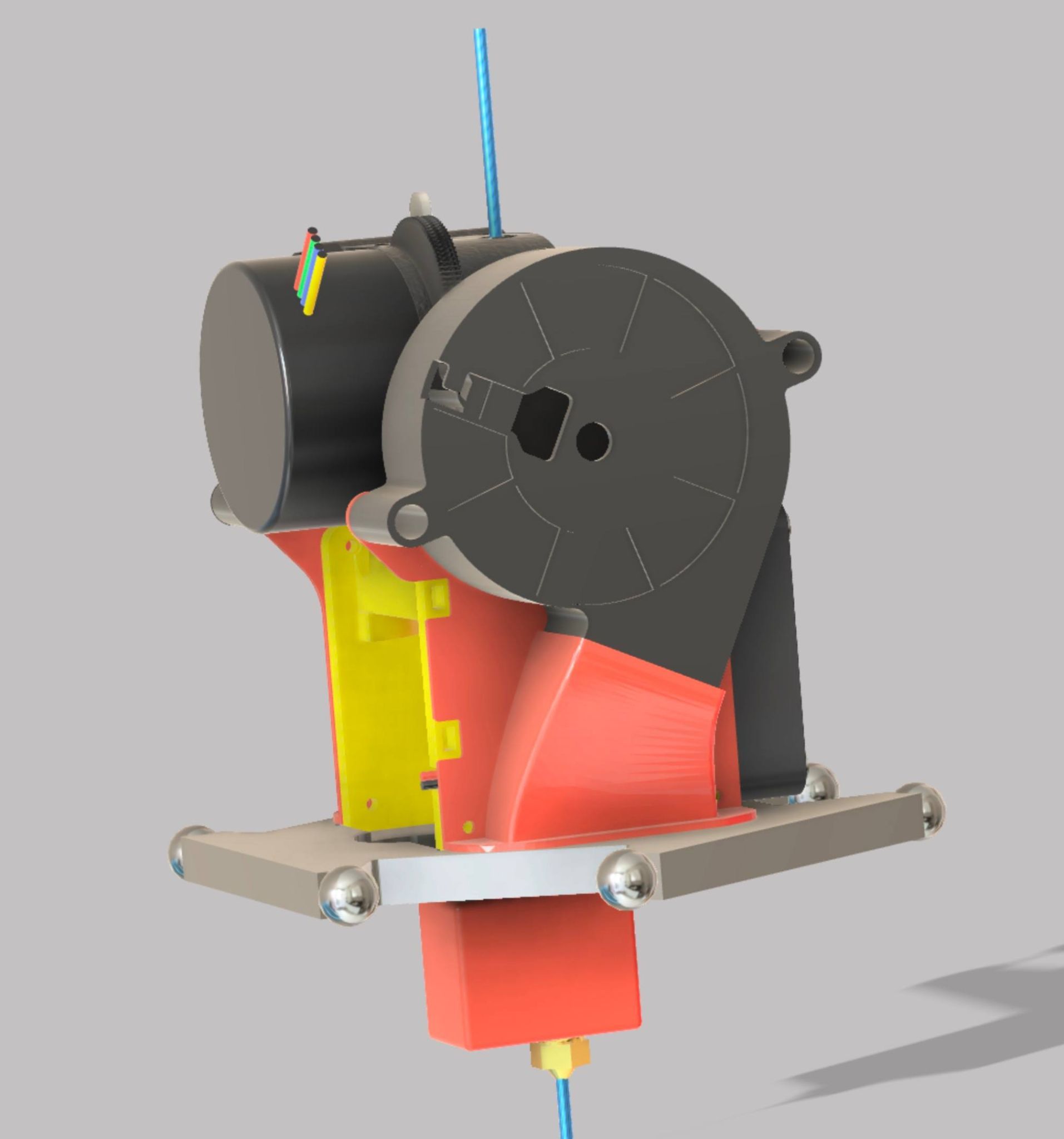
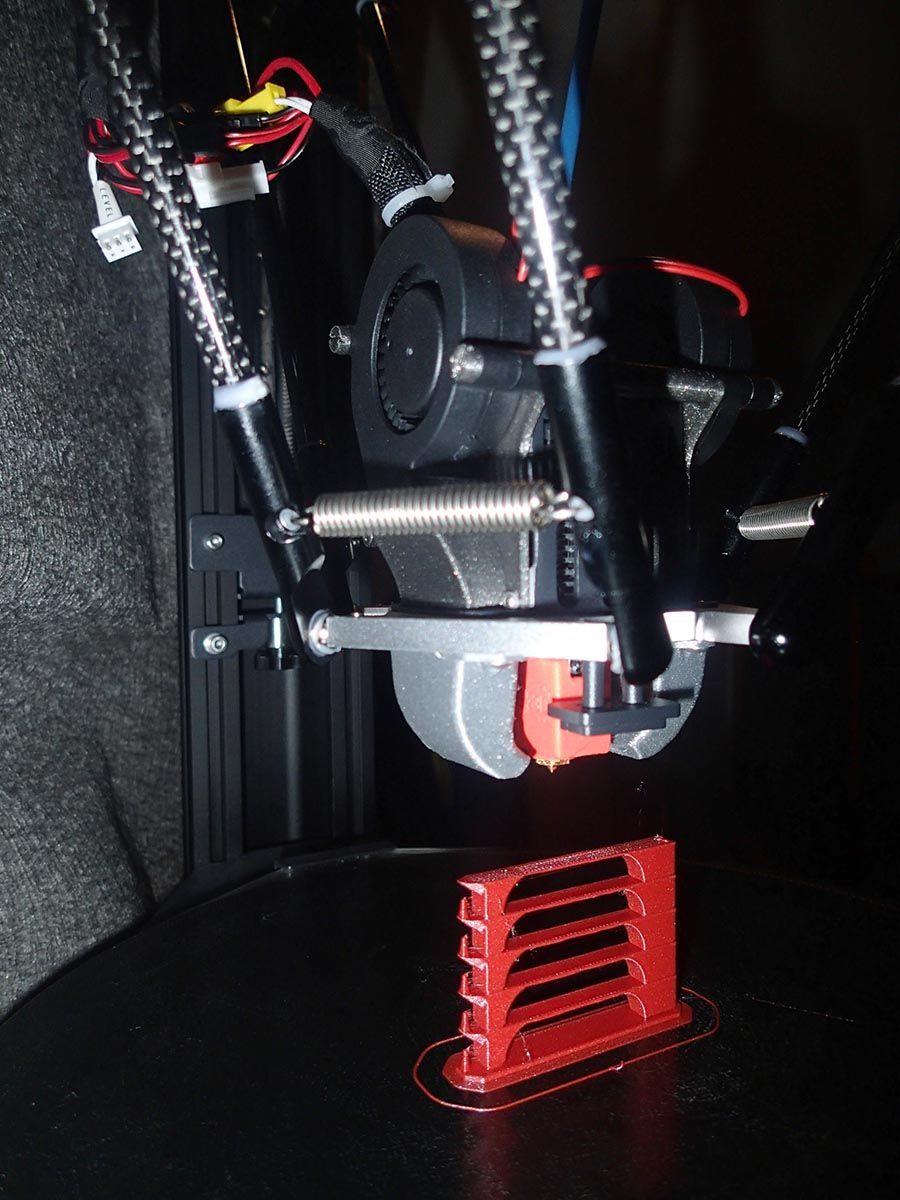
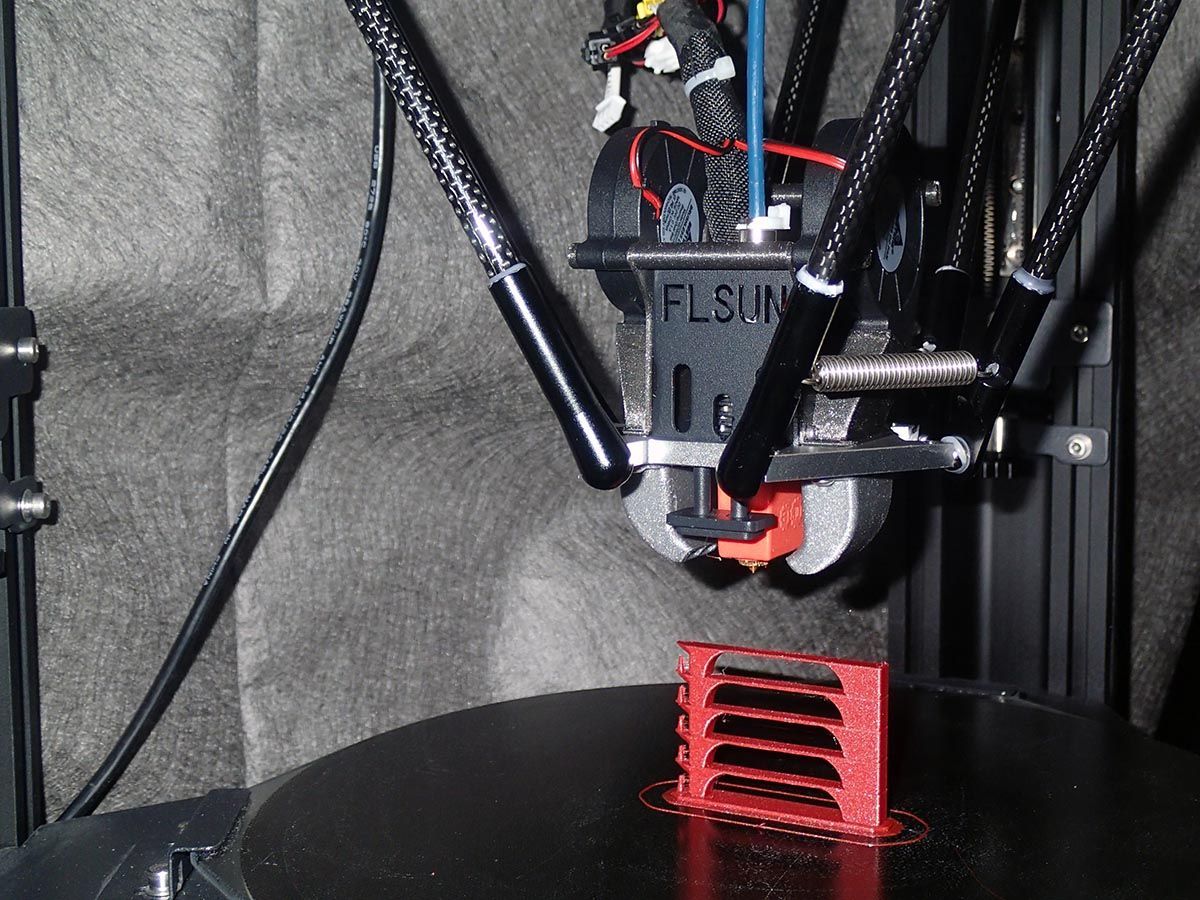
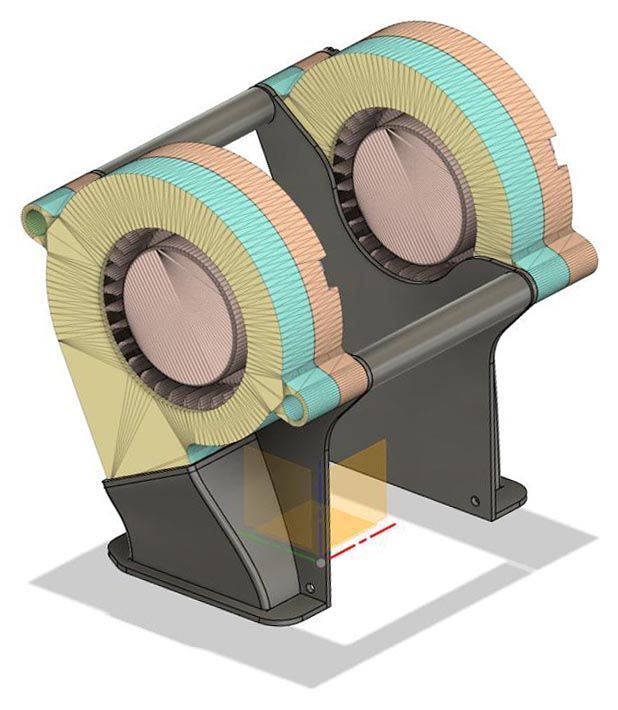
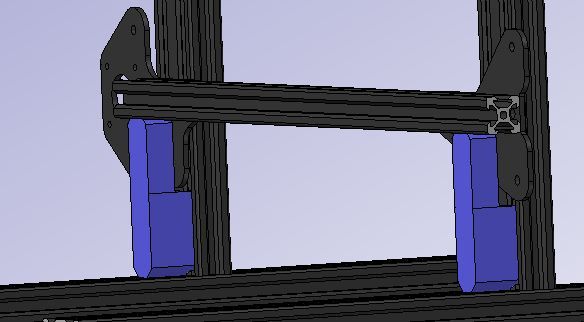
STL dispo si besoin sous : https://www.prusaprinters.org/prints/89305-support-ventilo-5015-pour-flsun-sr Edit : je viens de rajouter un fichier step des supports ventilo sur le même lien.1 point
-
Oui cette sonde est tout a fait ce que je t'ai indiqué, moi j'ai pris chez Trianglelab comme les autre pièce pas pas de soucis une thermistance reste une thermistance . Sinon j'utilise aussi cette dernière 104GT-2, après il suffit d'indiqué dans marlin quels sonde tu utilise il faut déclaré la bonne. D'expérience tu peux parfaitement mettre une B3950 à la place de la Epcos, ton imprimante va fonctionné mais tu as un risque surtout au assez haute température d'avoir un écart entre la temp° réelle et la valeur relevé. Il est donc préférable de le faire. Après oui Flash marlin sur a X1 ou la Genius avec la carte mère d'origine MKS GenL tu es obligé de débrancher l'écran pour faire le Flash, après si tu ne la jamais fait cela te permettra d'avoir accès a de nouvelle fonction, plus ou moins utile pour toi selon tes besoin mais comme exemple la fonction M600 (changement de couleur) et le Lineare advance (control du flux de matière lors des décélération et accélération). En fonction des modifications effectué sur ta machine je pourrais te faire suivre un lien vers un des Firmware déjà compiler que j'ai réaliser qui irait avec ta machine ou te compiler un Marlin adapter sur mesure, et si tu souhaite ou non mettre un BLT ou pas. Tu pourras Flasher le firmware deja compiler avec Prusa Slicer très facilement par exemple.1 point
-
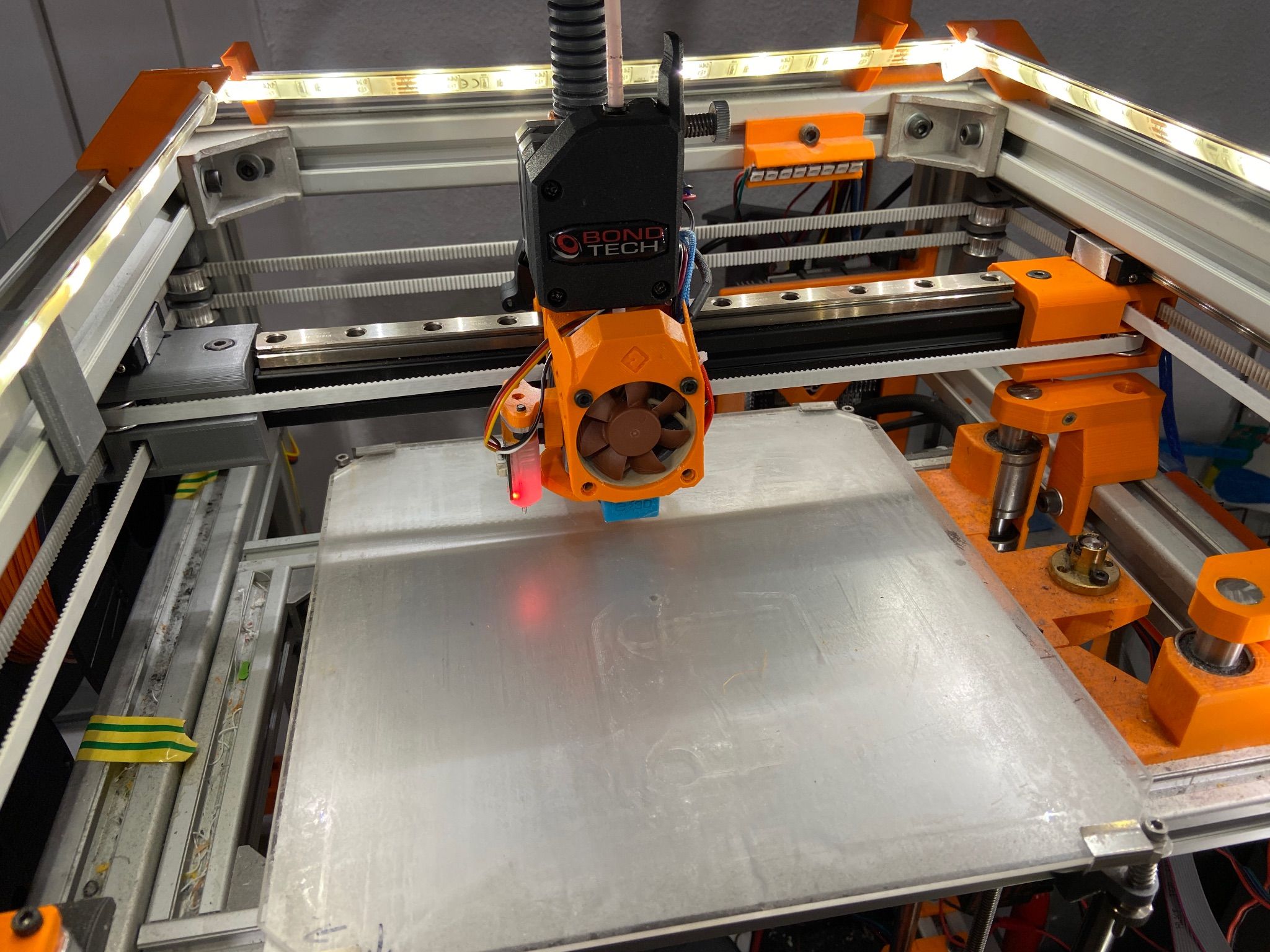
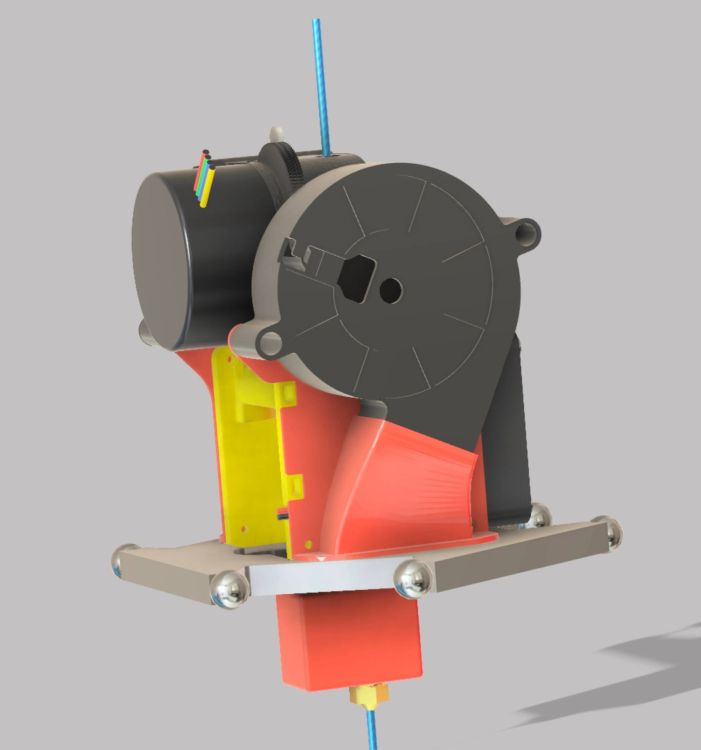
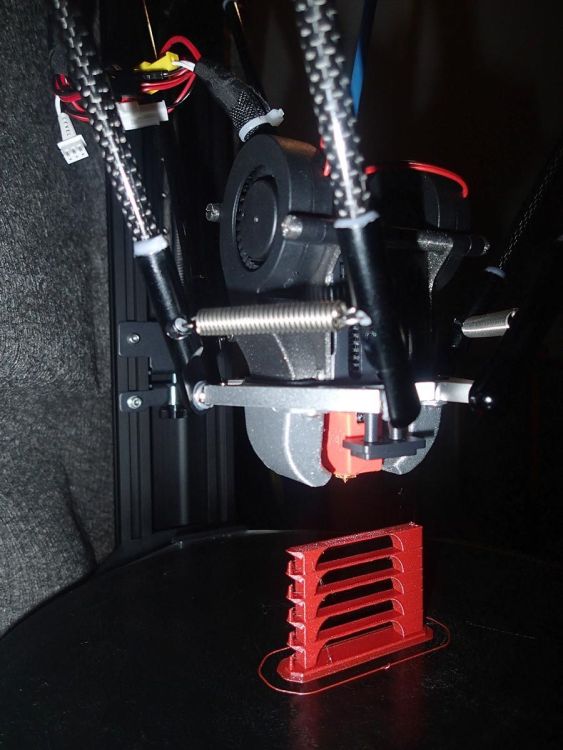
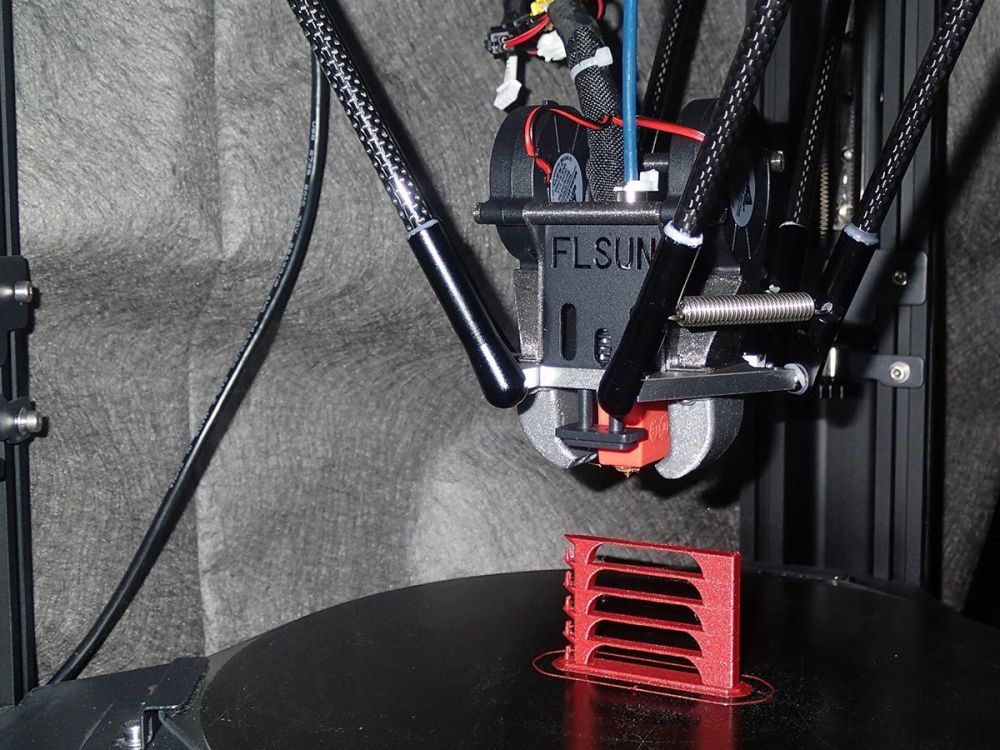
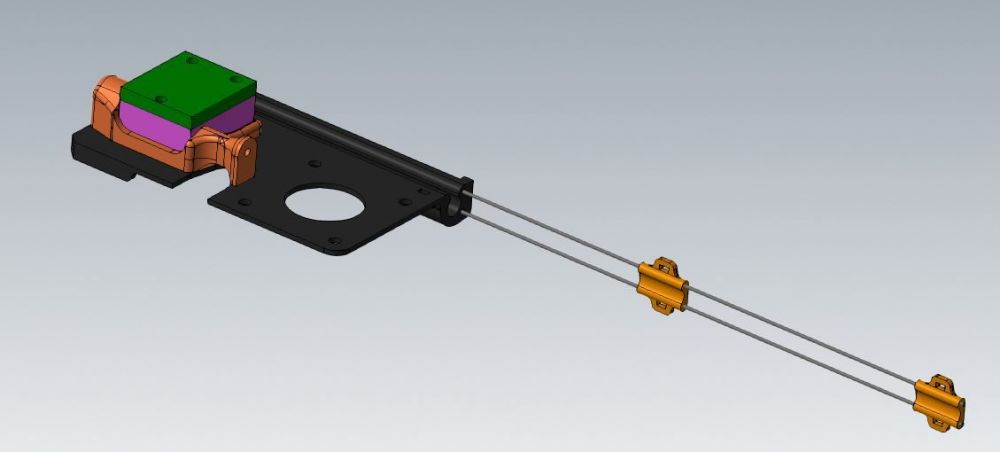
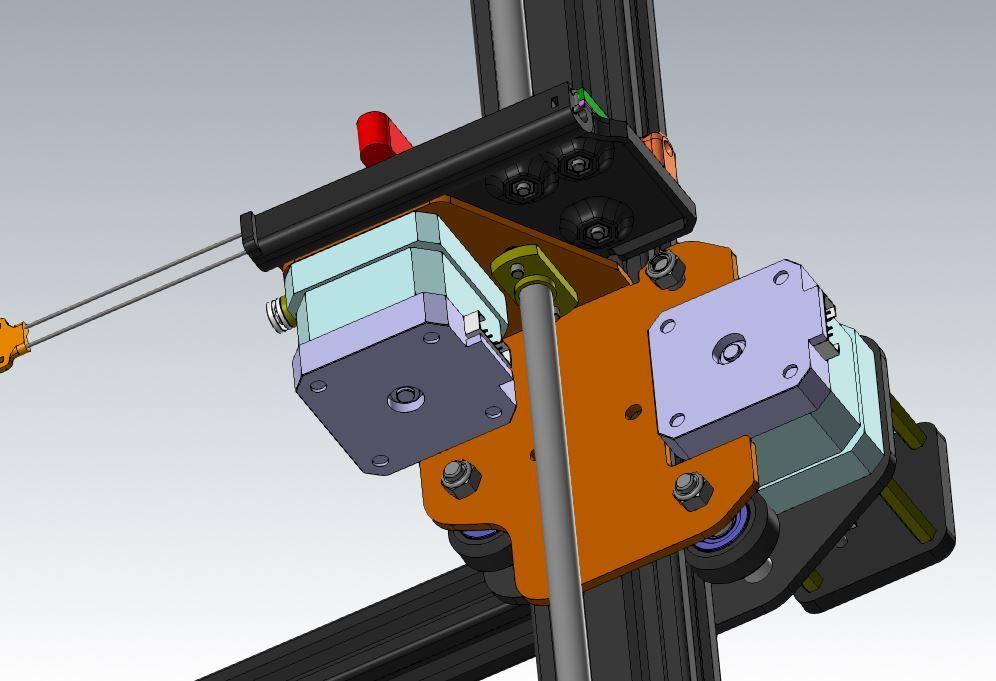
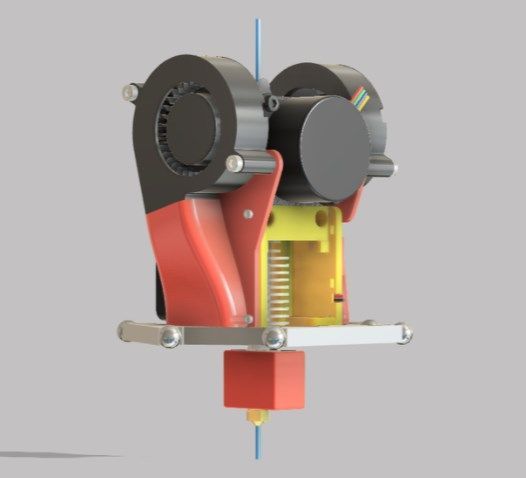
27/11/2021 Montage d’un corps de chauffe Volcano et de deux ventilateurs 5015. Les 2 ventilo sont placés au plus bas et fixés avec des vis et intercalaires imprimés (vis nylon pas dispo chez bricotruc), ça passe pas loin des ressorts mais pas de contact. Les tests se passent bien. Maintenant, fini les upgrades, on va tester de belles impressions.

 1 point
1 point -
Personnellement je préfère quand on m'explique le pourquoi du comment. J'ai horreur qu'on me donne une directive, ou un principe, sans me donner les raisons qui ont amené cette directive....1 point
-
C'est un cas vécu récemment pourtant (pas la méthode @Ironblue, le "trompé" de port usb)1 point
-
Si l'utilisateur se trouve de port USB, appliquer la méthode @Ironblue : https://www.lesimprimantes3d.fr/forum/topic/44566-rédaction-dun-livre-blanc-de-limpression-3d-fdm/?do=findComment&comment=466704 @PPAC, les justifications peuvent faire partie d'une annexe.1 point
-
peut être faudrait il préciser qu'il n'est pas utile de graisser les axes avec des roulettes, ça doit faire des gros pâtés alors prenez un autre trancheur (on a l'impression qu'il faut changer d'imprimante ) à 30° c'est ok1 point
-
Merci pour l'info. Du coup vous utilisez le profil X1 sous Cura ? Je viens de voir paraître votre vidéo de flash du firmware de la X2 suivant les conseils de MrMagounet, quel retour de cette version Marlin ? Si vous en avez déjà ... La fonction arc welding m'intéresse bigrement car j'imprime des modèles d'avion RC, avec ma Ender 3 je n'avais pas intégré cette version dans le Marlin. Je sais que cette fonction fait gagner en poids le volume des fichiers et aussi en efficacité pour toutes les courbes. Je suis votre page youtube donc.1 point
-
C'est chaud 90°C ... Sinon, je me dit que justifier / donner les raisons c'est mieux ... mais cela va augmenter le temps de lecture ... donc a voir : ? rajouter raison : ( pour en extruder/faire fondre une partie et ainsi éviter un éventuel blocage a l'extraction/éjection du filament ) ? ? clarification : "avec l'aperçu/la prévisualisation, après découpage, "balayer"/"parcourir" les couches pour les vérifier." ? ? rajouter détails ( si votre filament se casse quand vous le pliez avec un angle de 45° ou que vous entendez des crépitements lors de l'extrusion, alors il a probablement pris l'humidité. éventuellement le passer au four/source de chaleur à maximum 45°C plusieurs heures pour le sécher ) ? Il faudrait presque faire un dépôt git hub d'une version en .md (markdown) ou en wiki pour profiter d'un suivie de version, et d'ajout / modification et commentaires d'autre utilisateurs. Et peut être faudrait t'il "s'inspirer"/"piquer"(licence GPL 3.0 ... Donc si on donne la source et qu'on met le fichier de licence ...) le lexique de https://github.com/5axes/SuperSlicer-FRDocumentation/blob/main/src/glossary/glossary.md ( car là on peut y faire des liens vers des définitions (titres) ex https://github.com/5axes/SuperSlicer-FRDocumentation/blob/main/src/glossary/glossary.md#portique-gantry )1 point
-
J'ai mis le four à chauffer à 40° avant toi, nananereuuuu !1 point
-
il suffit de les mettre au four à 40° pendant quelques heures. Avec des sachets de déshydratant, tu auras le temps de tuer un âne à coup de figues molles avant que le pla soit "sec" Oups, grillé par @Yellow T-pot1 point
-
C'est du warping, réglage buse/bed a faire. nettoyage bed a faire (eau tiède + liquide vaisselle et bien rincer), ne pas mettre les doigts sur le bed. Ca c'est pour le gros nettoyage. ensuite alcool isopropylique pour un petit nettoyage printanier ^^1 point
-
j avais fait la remonté sur le girt mais bon il y a jamais de réaction ... le probleme est que si il y a bien une auto detection du typa ecran le beeper tjc a ete ignorer dans le pins pour info la derniere version en date est la 1.0.33 mais dispo en hex uniquement elle comprte des fichiers ecrans .... pas encore testé suite au bug du beeper ....1 point
-
@Spid le Bloc Chauffant cuivre nickel c'est ce que j'utilise sur ma Genius (regarde mon topic sur ma Genius dans ma signature), il te faudra changer la sonde par contre car la Epcos d'origine n'est pas compatible avec ce bloc, il te faudra soit un thermistance B3950 ou 104GT-2 pour aller avec. (modifié le MArlin en conséquence) Pour le heatbreak j'utilise des modèles cuivre il sont très bon te faut la version Smooth en rouge Après malgré cela tu es limité a 275°c après si tu doit monté plus haut faudra passer sur des sondes spéciales et modifié le Marlin comme il ce doit.1 point
-
un coffrage pour un pied de poteau en béton ?1 point
-
Bon avant tout merci beaucoup pour vos réponse, j'avoue j'avais la tête dans le guidon. J'ai démonté l'imprimante dés le matin, passé la journée à remonter/câbler la presque totalité du coté alimentation et re-sertis pas mal de connecteurs ça m'as fatigué à fond. Premièrement j'ai repris le firmware de zéro comme tu as proposé en Marlin 2.0.9.x mais mauvaise idée. Des paramètres ne sont pas identiques et j'ai penser aujourd'hui à la branche de chez BIGTREETECH, je suis donc allé télécharger BIGTREETECH-SKR-V1.3-master. Je retourne en 2.0.6.1 mais pas grave en soit ^^ J'ai configuré mes TMC2130 SPI mon bltouch, le sensorless et la premier tour de roue, quel banane je suis... L'axe Y viens vers moi pour faire sont Homing, il était INVERT de base.. Bref place au calculs X:110-124=-14 Y:110-114=-4 #define X_MIN_POS -14 #define Y_MIN_POS -4 Surtout ne pas oublier le "Reset EEPROM" Et pour le bltouch: #define NOZZLE_TO_PROBE_OFFSET { -38, -4, 0 } Lors du homing le bltouch arrive pile sur le X110.0 Y110.0. J'ai mis un margin de 15 pour évite la sorti de plateau vu que j'ai des bords qui laisse les vis apparentes sur mon Ultrabase. Merci encore à vous Jamais j'aurais pensé au Reset EEPROM, sincèrement. La qualité maintenant d'impression est dingue1 point
-
Tu as du mal lire c'est noté 105/110mm , tu as encore commencé l'apéro trop tôt1 point
-
pour ranger une serviette de plage ? pour protéger le téléphone de la pluie ? pour faire peur aux taupes ? pour un obstacle de mini golf ? pour réparer une descente de gouttière ? pour rajouter un peu de hauteur à l'évent de la fosse ? pour réparer le tuyau des eaux usées malencontreusement détruit lors de sa rencontre avec une pioche ? pour cacher un horrible nain de jardin ?1 point
-
non, à la maison ça ne serait pas très utile la durée de vie est trop réduite ^^1 point
-
Juste pour lever le doute, tu le sors d'où ce coefficient de 0.85 ? Je pense que tu parles de flow (ou débit), sauf que les copains te parlent de calibration des extrueurs, c'est à dire les Estep en mm/s. Par exemple, la procédure à suivre, ci-dessous, mais tu trouveras également des vidéos sur Youtube, ou encore des tutos sur ce forum mais la flemme de chercher le lien, donc le premier que donne google : https://all3dp.com/fr/2/calibrer-extrudeur-imprimante-3d/1 point
-
J'ai opté pour la solution des supports de bobines désolidarisées du châssis de la Tenlog. Soit par boîte hermétique ou support à roulements à billes1 point
-
Bienvenu Les belges on les aime bien t'inquiètes . Y'a même des corses ici c'est pour dire mais on les aime bien aussi (@Savate)1 point
-
Donc un tube rond ou un cilyndre creux ou un tube plein de vide. C'est vous qui voyez y en a..... (... Laspales)1 point
-
Moi je ne sais pas ce que c'est le docx . Pour la ceinture ça ne fonctionne plus car le ventre est trop rond et le pantalon continue de descendre et sur ma cr10s le câble qui va de l'extrudeur à la tête d'impression n'ai plus soutenu par le tube ptfe depuis longtemps et a son propre système de lévitation indépendant qui le maintient en l'air et bien droit ... Il faudrait que je vous donne les photos Édition Voilà les photos c'est de la corde à piano de 0.8 pour la lévitation
 1 point
1 point -
Eh surtout que les bobines ne soient plus sur le portique, c'est ça la véritable amélioration, surtout pour réduire le wobble ...1 point
-
Ce n'est pas une question de «mécénat». Solidworks est un logiciel régulièrement utilisé dans l'industrie, de même qu'Office; on peut le déplorer mais c'est ainsi. L’Éducation Nationale forme aux outils utilisés dans le monde du travail. De plus, un accord existe en l'E.N. et Dassaults System pour avoir des licences à prix réduit (établissement, enseignant, étudiant). Lorsque les élèves sont en stage, ils peuvent donc utiliser les logiciels des entreprises les accueillant. Donc le professeur, contrairement à ce que tu sembles affirmer n'a pas d’œillères et bien que libre de sa pédagogie et de sa mise en pratique il n'a aucunement à remettre en cause ses connaissances ou sa pratique. Autre chose, les ordinateurs de la marque à la pomme sont assez rares dans nos établissements scolaires.1 point
-
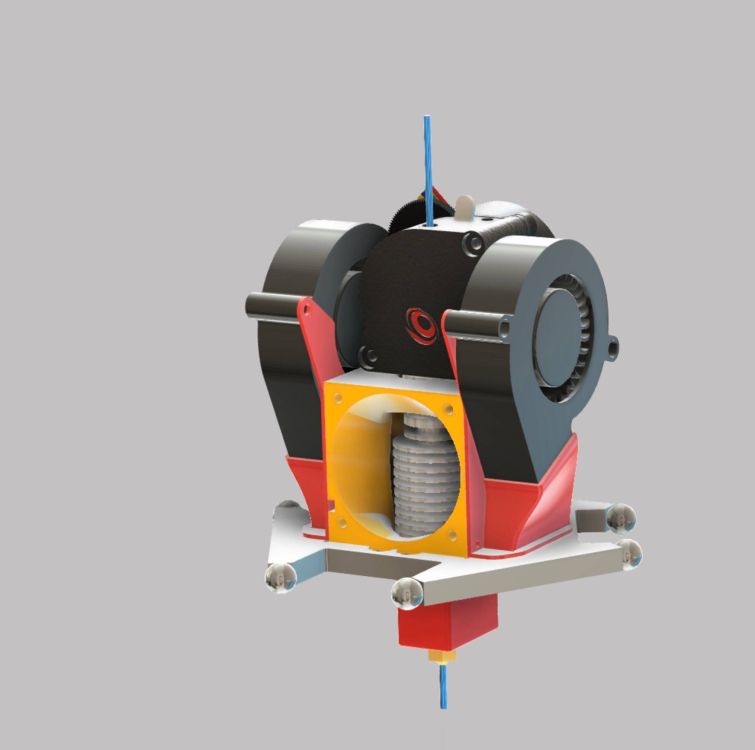
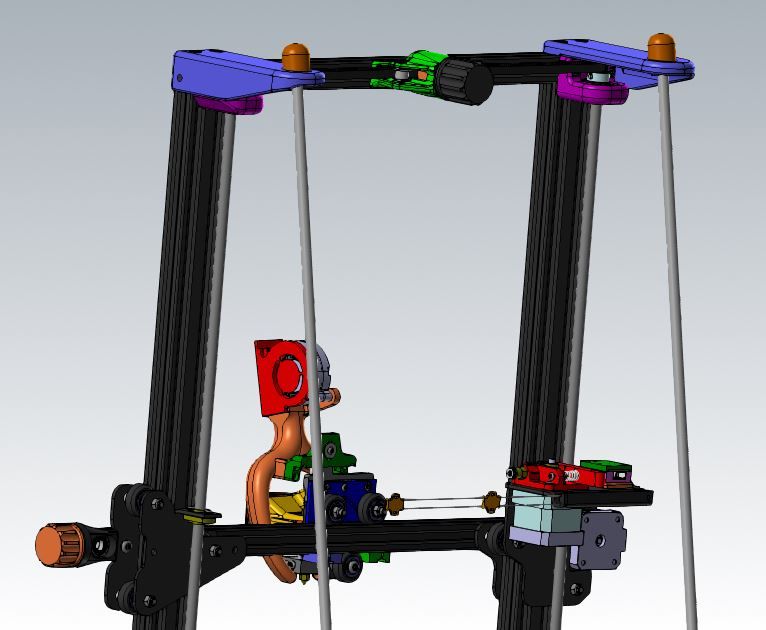
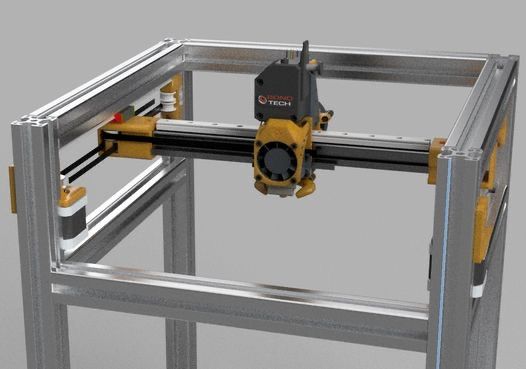
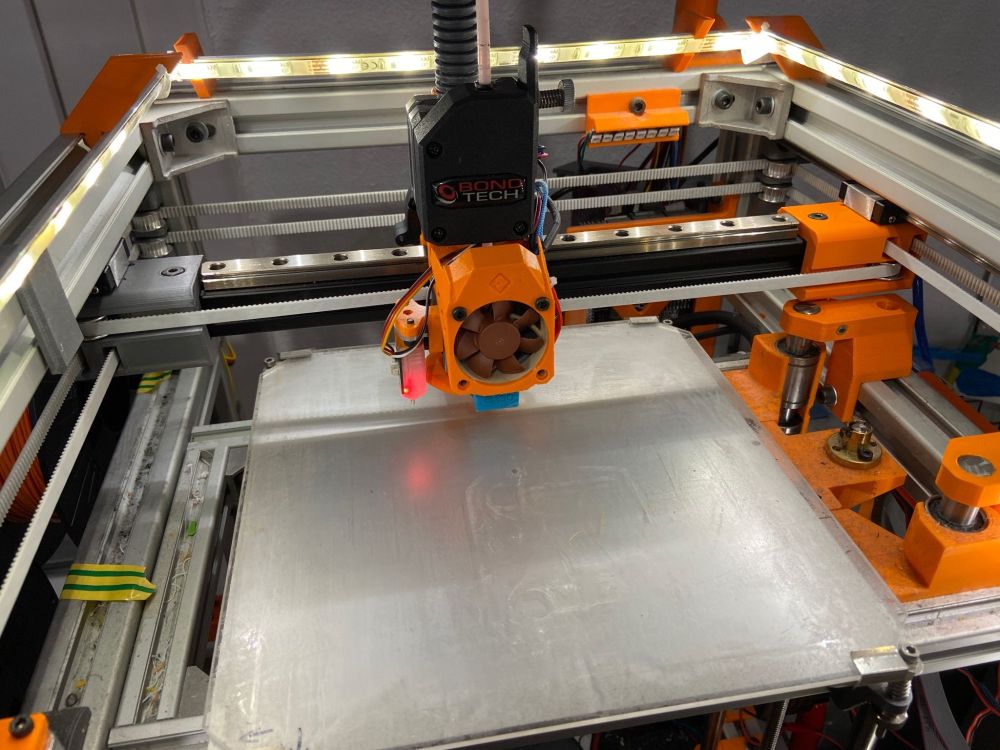
Bonjour, L'aventure continue et mon HEVO évolue avec moi. Elle vient de passer à la tête EVA et sur rails linéaires. Pour ceux qui ont facebook : https://www.facebook.com/groups/hypercubeevolutionfr/posts/1277732636063961/ Soyez indulgent, je me suis dessiné mon propre projet de rails linéaires. La tête vient de là : https://main.eva-3d.page/?fbclid=IwAR2Yracxuvrm-ypV30z5KcvdJfkeHoSKLoALNaZ-SSunfP-G0Mc48w18I7o Au final, ca donne assez bien et cela fonctionne parfaitement.
 1 point
1 point -
alcool à bruler plutôt, l'alcool ménager peut contenir des parfums ou autres éléments qui peuvent réduire l'accroche. - lavage aussi au produit vaisselle ou vinaigre blanc Attention l'utilisation d'une bordure va réduire la surface d'impression disponible En plus, les points souvent vus: au repos mon extrudeur ne veut pas bouger -> t° de 170° mini pour pouvoir extruder du filament. depuis hier, problème d'impression, trop de matière sur toutes les couches -> vérifier si mauvaise manip et passage extrudeur en mm3. mon imprimante s'arrête en court d'impression -> SD card d'origine à changer1 point
-
Un détail que j'ajouterais au recueil initiatique: Même si le plateau de votre imprimante est suffisamment grand pour imprimer plusieurs pièces, commencer par une seule à la fois. Cela ne prend pas plus de temps et en cas de problème vous aurez perdu une seule pièce. De plus, si vous avez plusieurs pièces identiques à imprimer vous pourrez améliorer vos réglages et voir l’impact sur la pièce suivante. Au final en gras: Toujours essayer de résoudre la cause du problème et non les conséquences du problème.1 point
-
Tuto montage et réglages mis à jour avec le superbe kit de @Guilouz :
 1 point
1 point -
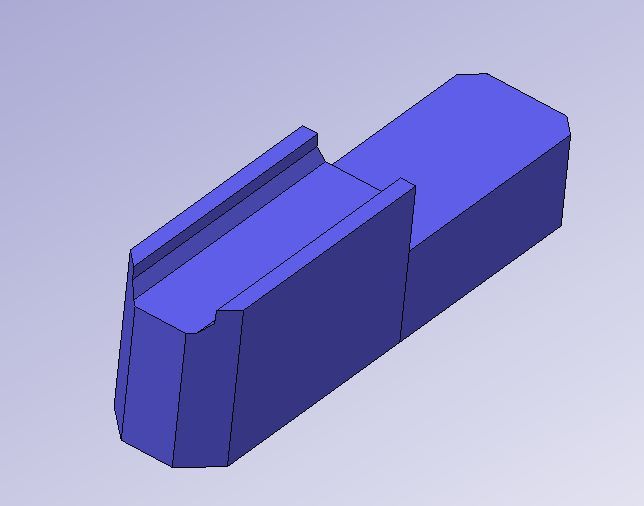
Bonjour, Voici quelques petites astuces/infos sur le réglage mécanique de ma CR-10S (deux moteurs et 2 vis pour le Z) qui je pense peuvent etre util pour de nombreuses imprimantes: Pour avoir un Z bien réglé il n'y a pas 36 truc : 1- les step en Z n'ont pas besoin d’être réglés (ou très peu) car sur la cr 10 comme plein d’autres modèles, on a une vis Z (voir 2). Donc comme le pas de la vis ne vas pas varier et que la liaison vis - noix laiton du Z est en métal ca ne va pas bouger (à part la dilatation de la vis du Z et le jeux à l’inversion mais comme on ne fait que de monter en Z, ce jeux à l'inversion ne sera pas un problème ) 2- le réglage des galets sur les 3 axes à l'aide des l’excentriques est capital pour être bien guidé. par exemple le plateau du Y: si les galets sont mal réglés le plateau peut se mettre de biais suivant que l'on appuis dessus d'un coté ou de l'autre. De plus, sur le Y il y a 3 rangés de galets et cela est une connerie. La rangée du milieu ne sert à rien et gène pour faire un bon réglage. Je les ai enlevés depuis le début. Pour savoir si l'on est bien réglé sur les galets il faut pouvoir sentir si il y a un point dur, si ca coince ou si cet trop lâche. Donc pour faire un réglage des galets via les excentriques correctement il est impératif d'enlever la courroie car sinon la force du moteur gène pour sentir si ce réglage est bien ou pas. idem pour le X (3 galets mais 1 seul excentrique) Pour le Z il faut enlever complètement les Vis du Z couplées au moteur pour pouvoir sentir quelque chose (desserrer les coupleurs pour enlever les vis). Pour pouvoir les remonter correctement il faut 2 cales exactement de même hauteur (minimum 85 mm) à placer entre le châssis et la poutre du X (une de chaque coté pour avoir le X bien horizontal), pour caler le Z et pouvoir remettre en place les vis dans les coupleurs en les vissant dans la noix. En parlant des coupleurs (liaison mécanique entre l'axe moteur et la vis Z), suivant les modèles il y en a qui se tassent plus ou moins (quelques dixièmes de mm ) avec le poids du Z au début de l’impression. c'est pour cela que je me débrouille a avoir la vis du Z en contact avec l'axe moteur pour éviter d'avoir ce phénomène de tassement (de mémoire j'ai mis une bille de roulement dans le coupleur pour que la Vis du Z s'appuis sur le haut de l'axe du moteur sans perdre le guidage avec le roulement du haut) 3- il faut penser à vérifier les 2 vis de fixation de la tête sur le chariot du X. Si elles se desserrent, la tête bouge et cela provoque des défauts de hauteur et de régularité des formes en XY 4- une fois la mécanique vérifiée et bien réglée, il faut faire le réglage plateau (voir même le refaire à chaques fois que l'on éteint/rallume l'imprimante si comme sur une cr10S et qu'il n'y a pas de synchronisation par courroie des 2 vis Z) Pour faire un réglage plateau il faut faire un Home puis MONTER LE Z de la valeur de l’épaisseur de la feuille de papier ou cale utilisée puis faire le réglage via les molettes plusieurs fois jusqu'à ne plus avoir besoin de les toucher . Voila en espérant avoir été utile ...1 point
-
Bonjour, je sais modéliser, mais j’espérai au moins trouver les STL's pour ne pas refaire tout le travail de conception. Avec une seule imprimante c'est galère, conception, impression, démontage, essai, remontage, modification, démontage, nouvel essai... Bien sur je suis preneur de toutes infos.1 point
-
Un décor pour jeux de plateau ... Je l'ai envoyé donc pas de photo, mais un petit timelapse ? ma-ruinedtown-bighouse-base_20210504211838.mp41 point
-
Comme tous les organismes officiels considèrent qu’il n’y a pas de danger avec les plastiques lors de leurs transformations, nous n’avons aucune évacuation ni filtration (matières: ABS, PP, PA, PC, PMMA, PE, PS, PEEK) En décembre je suis allé visiter une usine ultra moderne d’injection qui transforme plusieurs milliers de tonnes annuellement, il n’y a pas plus de filtration, suite aux visites de la médecine du travail et des autres organismes Apaves, etc. je suis allé dans d’autres pays européens visiter des unités d’injection dans lesquelles il n’y avait pas plus de protections. Alors permettez moi de rire lorsque je lis que les utilisateurs de petites imprimantes qui transforment quelques kilo de PLA par an sont traumatisés par les soit disantes particules dangereuses émises par leur bécane. À chacun ses phobies, moi c’est les araignées.1 point
-
@Chrisbati "Ici justement je ne sais pas faire un parallélisme du X avec le bed car dès que j'essaye de le faire en bougeant manuellement la vis sans fin pour redresser on X, ça retombe tout seul." if faut faire les réglages mécanique! .... LA MACHINE EST LIVRÉE PRÉ-MONTÉE MAIS PAS RÉGLÉE MÉCANIQUEMENT (comme toutes nos imprimantes) Démonter les 2 Vis du Z et les noix laiton en enlevant les supports du haut et desserrant les coupleurs moteur Z. Sur le montant de droite il y a 2 vis accessibles par l’arrière via des trous traversant qui permette la fixation de la traverse. X. il faut enlever ces vis pour désaccoupler la traverse X de la liaison avec le guidage Z de droite. Régler les excentriques de gauche sur les roulettes Z pour que la traverse soit droite et qu'il n'y ai pas de points durs et un guidage correct sur toute la hauteur comme les vis Z sont démontées cela permet de coulisser sur Z et bien sentir si il y a des points durs. Régler comme à gauche les excentriques du Z coté droit. remonter les vis Z sans trop serrer les noix laiton pour quelles puissent coulisser pour rattraper le faux rond des vis Z. remettre les 2 vis de fixation du Z en plaçant 2 cales de même hauteur entre le châssis et la traverse du X. Ensuite tu peux regarder ça : pour les cales de la traverse X sur le chassis j'ai modélisé çà : cales reglage Z CR10S.stl Mais même bien réglé, le X continua à se pencher tant qu'il n'y aura pas de synchro par courroie.
 1 point
1 point -
@Loak Cela dépend de la hauteur qu'il faut et de ce que tu as sous la main mais pas plus gros que l'axe moteur car elle doit pouvoir ce poser dessus. Cela peut être une bille de roulement ou une perle ou même un écrou. le but est de caler la tige fileté en appuis sur l'axe moteur pour éviter le tassement du coupleur...
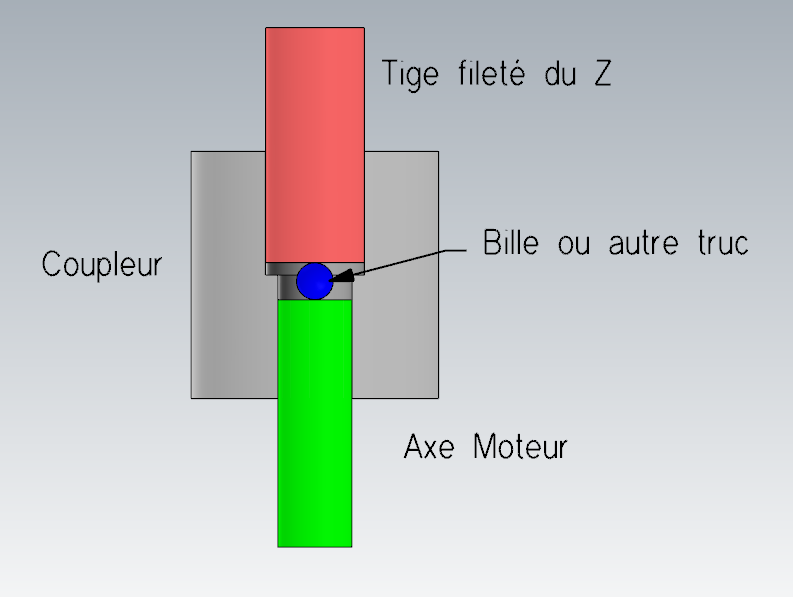 1 point
1 point