Classement


Contenu populaire
Contenu avec la plus haute réputation dans 01/12/2021 Dans tous les contenus
-
Longuement teasée dans le topic «koikesse», voici, comme d'habitude, un test ultra complet de l'Ender 3 S1 réalisé par @fran6p https://www.lesimprimantes3d.fr/test-creality-ender-3-s1-20211201/6 points
-
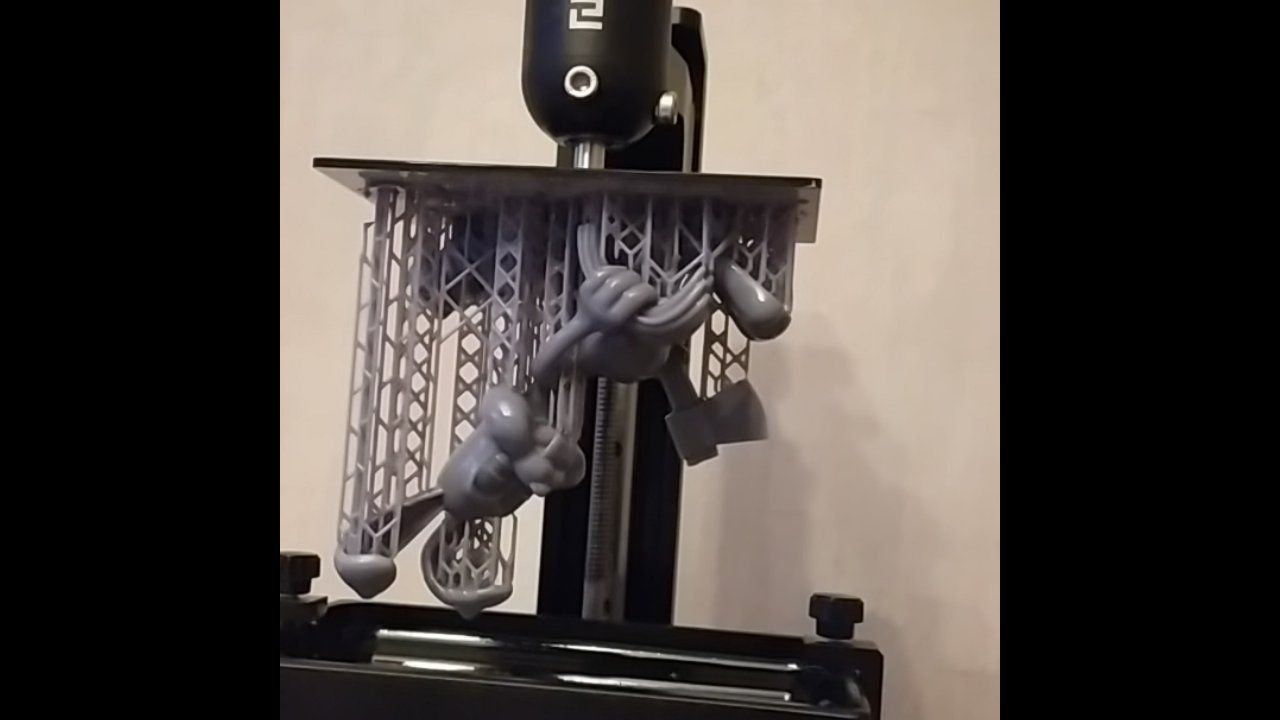
L'impression du lapin... Imprimante elegoo mars2 pro, résine lavable à l'eau, modèle évidé, épaisseur de la paroi 3mm. Impression en 2 parties, le lapin et la carotte mais en une seul fois tout tenant sur le plateau... La figurine fait 14 cm de haut.




 4 points
4 points -
Pourquoi pas un volet roulant pour ciclope La réponse est non(voyant) (attention ce n'est pas une moquerie)3 points
-
Alors la Julien, tu as tué l’Embargo avec plusieurs mois d’avance . Allez je sors . Sympa le test, par contre pas d’alimentation mean well a ce prix … c’est dommage je trouve.2 points
-
J'aime avoir des photos des "entrailles" des machines ! Merci fran6p ! Super taf !2 points
-
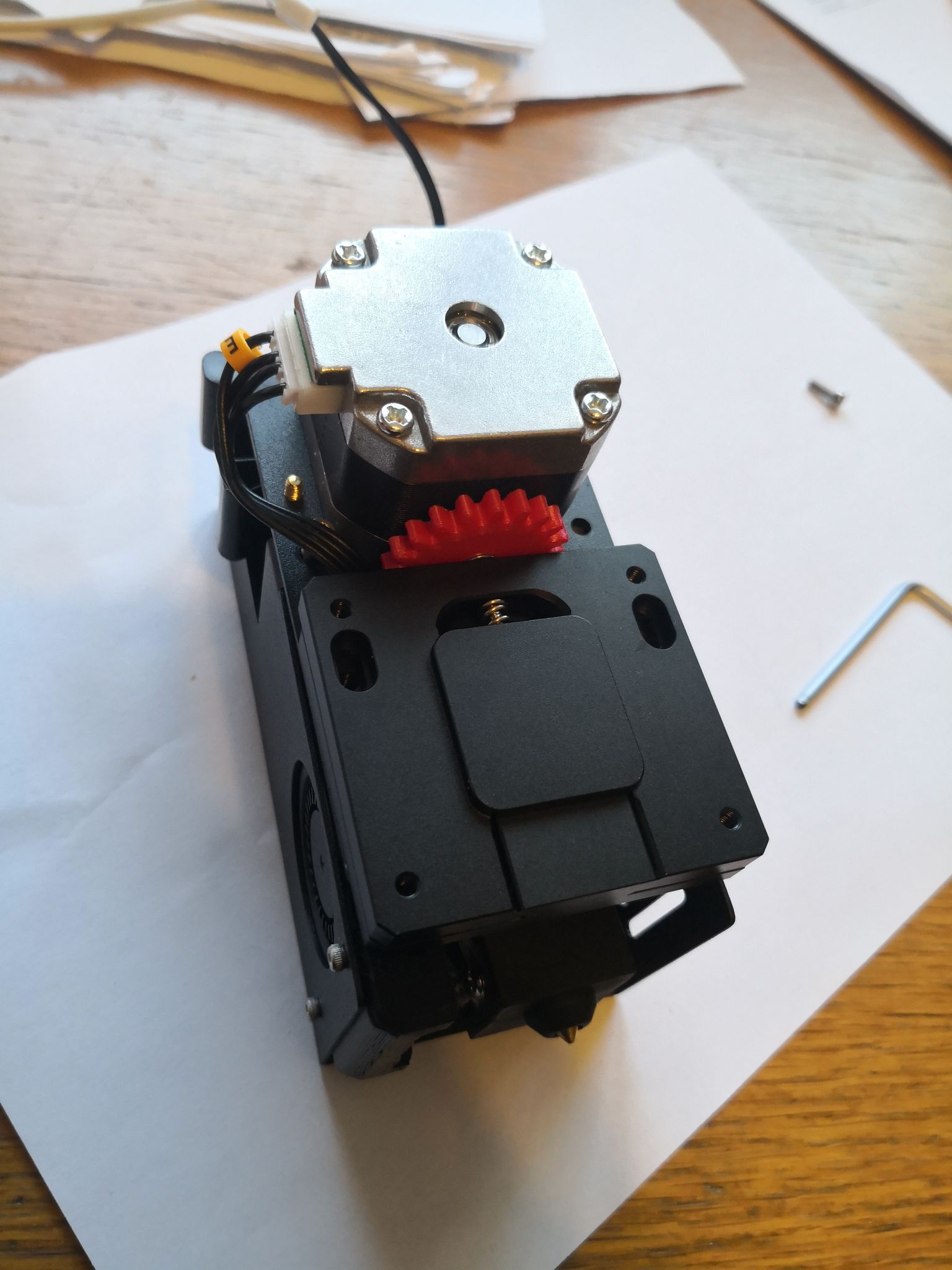
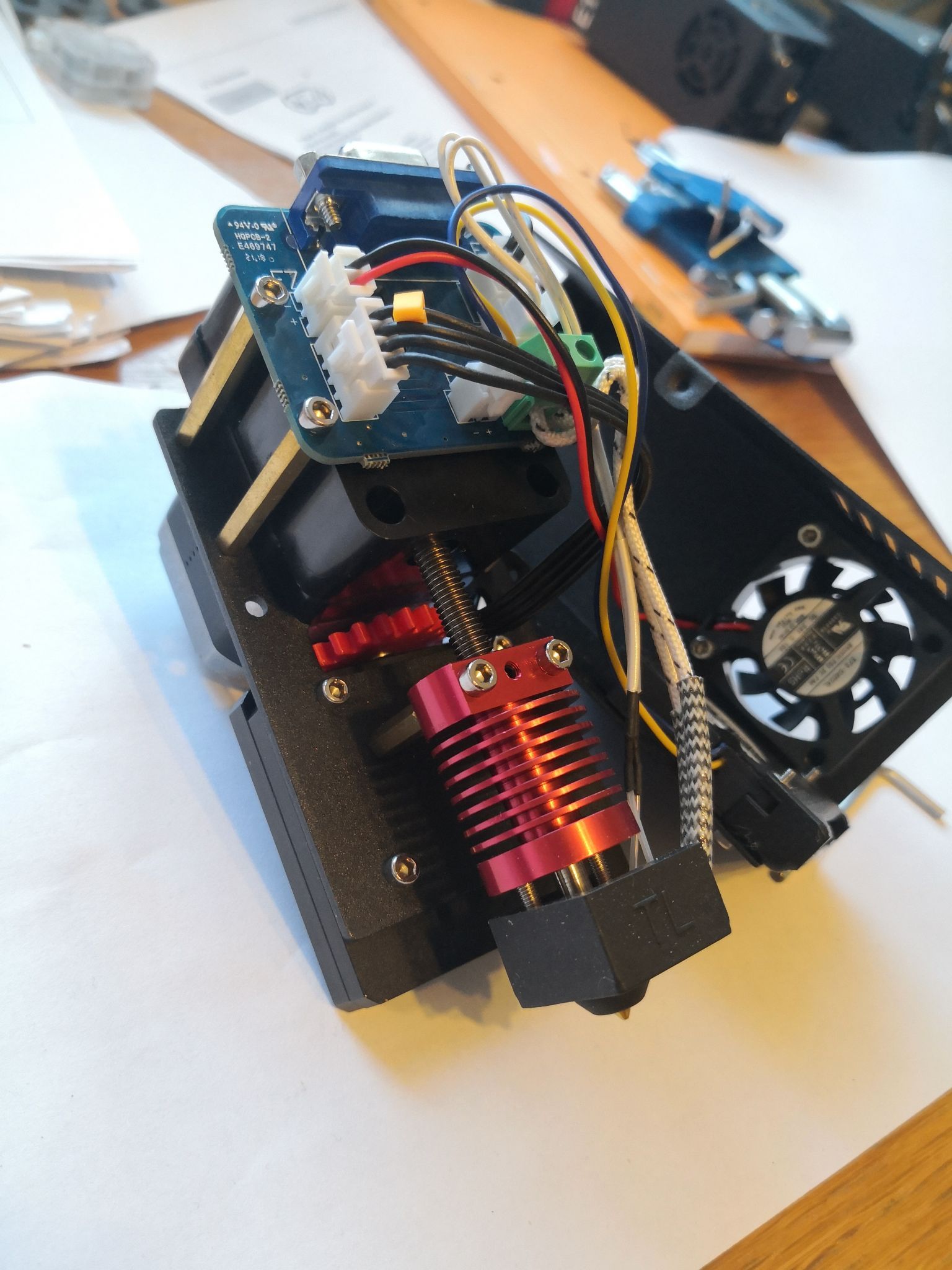
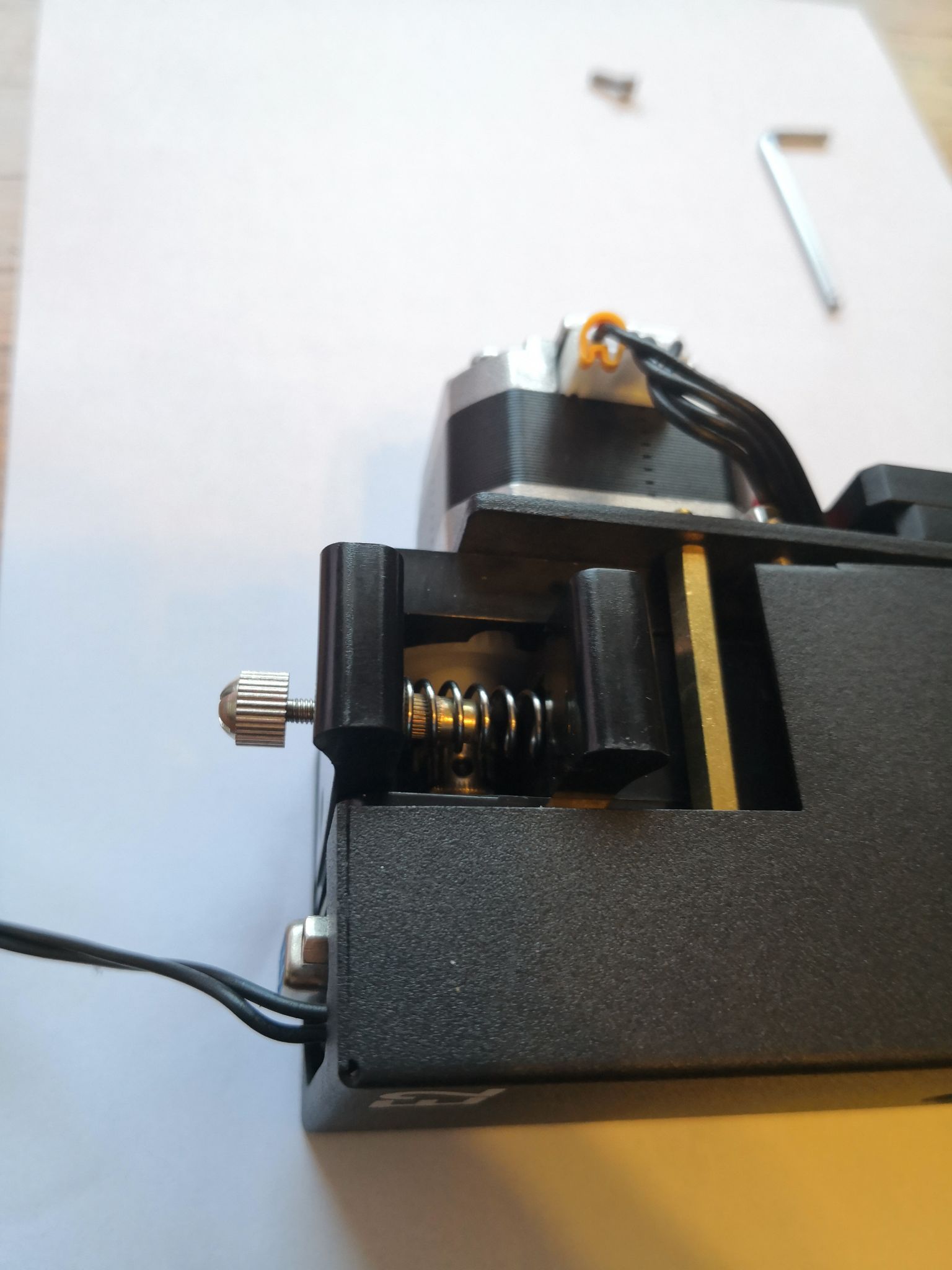
Bonsoir, Voici quelques photos de l'extrudeur E2, le E1 est identique sauf système de réglage avec la molette qui n'est pas présent. Poids E1 : 677 g Poids E2 : 663 g La suite avec le montage fin de semaine ou durant le WE @+ Charles
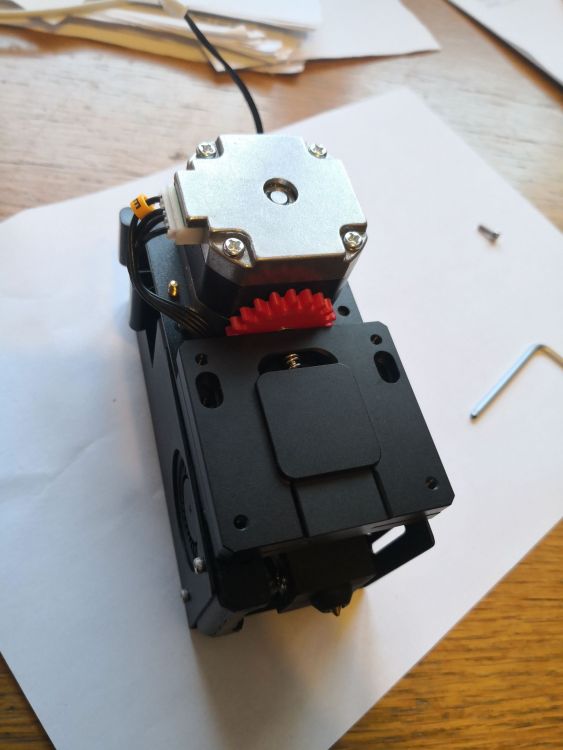
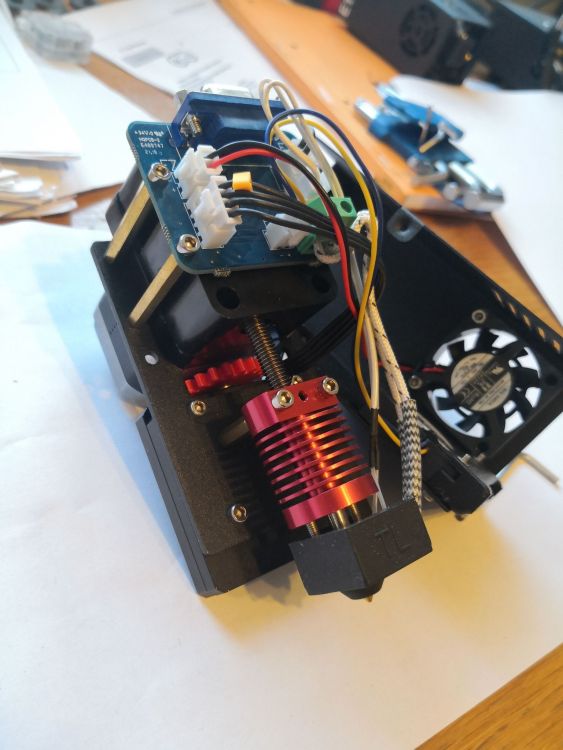
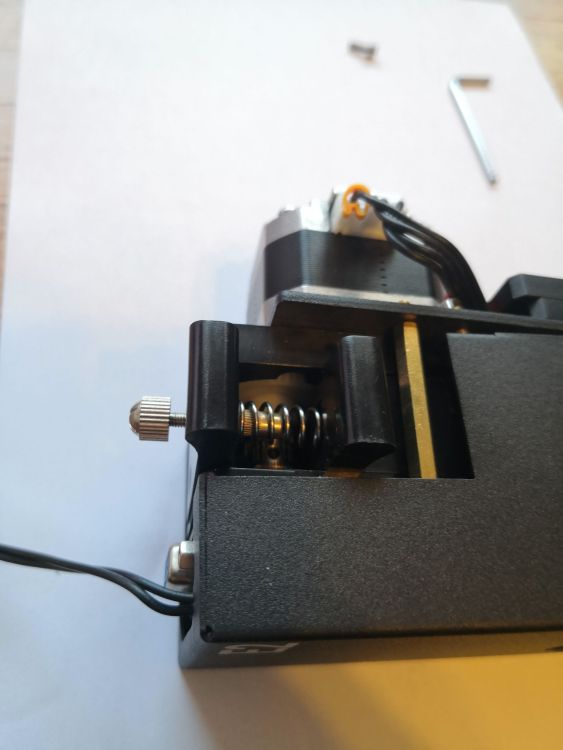 2 points
2 points -
Sans vouloir être mesquin, même si tu es dans ton droit, Tenlog étant une petite boîte, le SAV en direct avec la Chine n'est clairement pas à la hauteur de grosse entreprise comme Creality (et dans le cas de Tenlog il est en effet à mon avis défaillant). Il faut dire qu'ils ne parlent pas français (ça à la limite ce n'est pas choquant), mais même l'anglais ce n'est pas leur point fort. La sagesse aurait été de la prendre chez le revendeur Français, et pour le connaître, comme pour tous mes achats spécialisés d'une certaine somme, regarder les avis, les forums avant de faire un achat conséquent, c'est à mon sens la démarche à suivre, et c'est d'ailleurs comme cela que je suis tombé sur studiolab39, par le biais du forum. Malheureusement beaucoup n'ont pas cette démarche. Pour ton problème, si la température du bed indique 500 °C, le firmware ayant une sécurité à 110 °C je pense, l'imprimante doit se mettre en erreur et par sécurité s'éteindre. Est-ce qu'avant changement de la nouvelle CM, tu avais déjà cette température de bed. En général il y a un message sur l'écran du genre temp_bed error. Si cela se trouve, ce n'est que la sonde du bed chauffant qui est défaillante/HS.2 points
-
Elle sert également à la préparation des canards et oies pour les fêtes de fin d'année ? OK,
 2 points
2 points -
@hyoti Les derniers indices sont désormais révélés (quelques messages plus haut) L'embargo est levé même si Creality ne présentera officiellement ce modèle que plus tard dans la journée (en France vers 19h00) : C'est bien la Ender-3 S1 et oui une évaluation est prévue… Elle devrait paraître incessamment sous peu Sans divulgâcher: c'est un très bon cru2 points
-
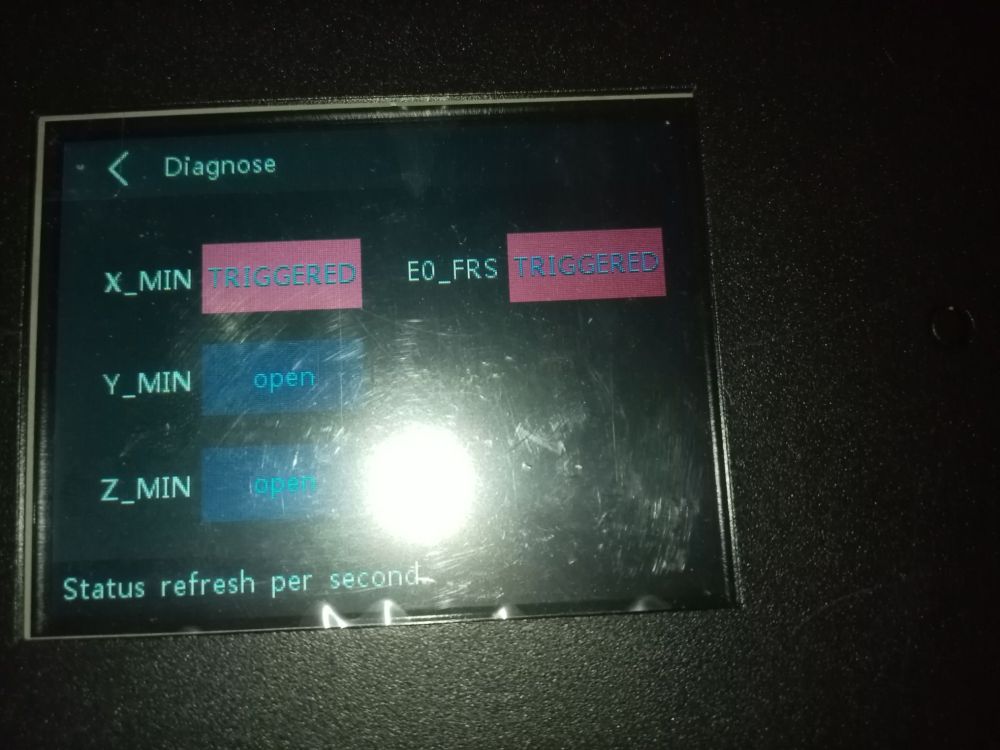
Et si tu interventis 2 endstop pour voir si ton probleme se deplace?1 point
-
Et bha, 4 ans sans poster et pas un bonjour, merci, à plus etc etc etc... Les bonnes habitudes se perdent.1 point
-
@PPAC1 point
-
Oui même le bac fermé hermétiquement des que je soulève le couvercle jaune du wash, on sent le produit, on fini quant même par s'y habituer (faut bien quant on a le nez dessus pour frotter). Sinon aujourd'hui j'ai testé le changement de fep suite à une fuite hier, des supports qui ont lâchés ont fait un petit trou (1mm), il n'y a pratiquement pas de résine qui est passé au travers et le trou c'est rebouché avec de la résine durci (peut être que la résine monocure un peu moins fluide à aidé à ne pas trop coulé par le trou...),après analyse du print raté le trou à eu lieux au bout d'environ 2h, l'impression à encore durée 3h avec le trou et pas de fuite, j'ai eu beaucoup de chance de ne pas noyer l'imprimante, l'écran n'a rien eu grâce à la protection du film fep que j'avais stochée dessus.1 point
-
Un Saint Nicolas en pain d'épices ?1 point
-
Avec tes deux derniers messages, ce que je retiens c’est que ça “pue” .1 point
-
Les Firmwares d'origines se trouvent là: https://www.creality.com/fr/download Sinon une vidéo très très bien expliqué ici:1 point
-
Eau chaude + liquide vaisselle je valide pour le gros nettoyage, le reste non. alcool isopropylique en quotidien c'est bien. Un PEI qui a fait ses preuves est celui de energetic3d sur Aliexpress, @MrMagounet en a testé d'autres. Mais en ce qui concerne le tien je ne le connais pas.1 point
-
Merci à vous. Oui Morganne46 c'est également celle que j'utilise, j'avais essayé la marque eco de chez leclerc s'était pas trop mal aussi. mais chez Lidl j'ai jamais rien trouvé de sympa. (et merci pour ton second retour sur les verres) Voici mon PEI HICTOP de chez Amazon, je pensais avoir acheté un produit correct. Je vais essayer avec un bon nettoyage (Produit vaisselle eau chaude, vinaigre blanc). En tout cas l'aspect n'a pas bougé, pas de bulles pas de griffures jamais utilisé de spatule etc... Ha oui! sur ma Tornado mes tests était avec du PLA et un Bed à 60° donc rien d'exceptionnel. Je vais tester sur ma Ender pro alors.1 point
-
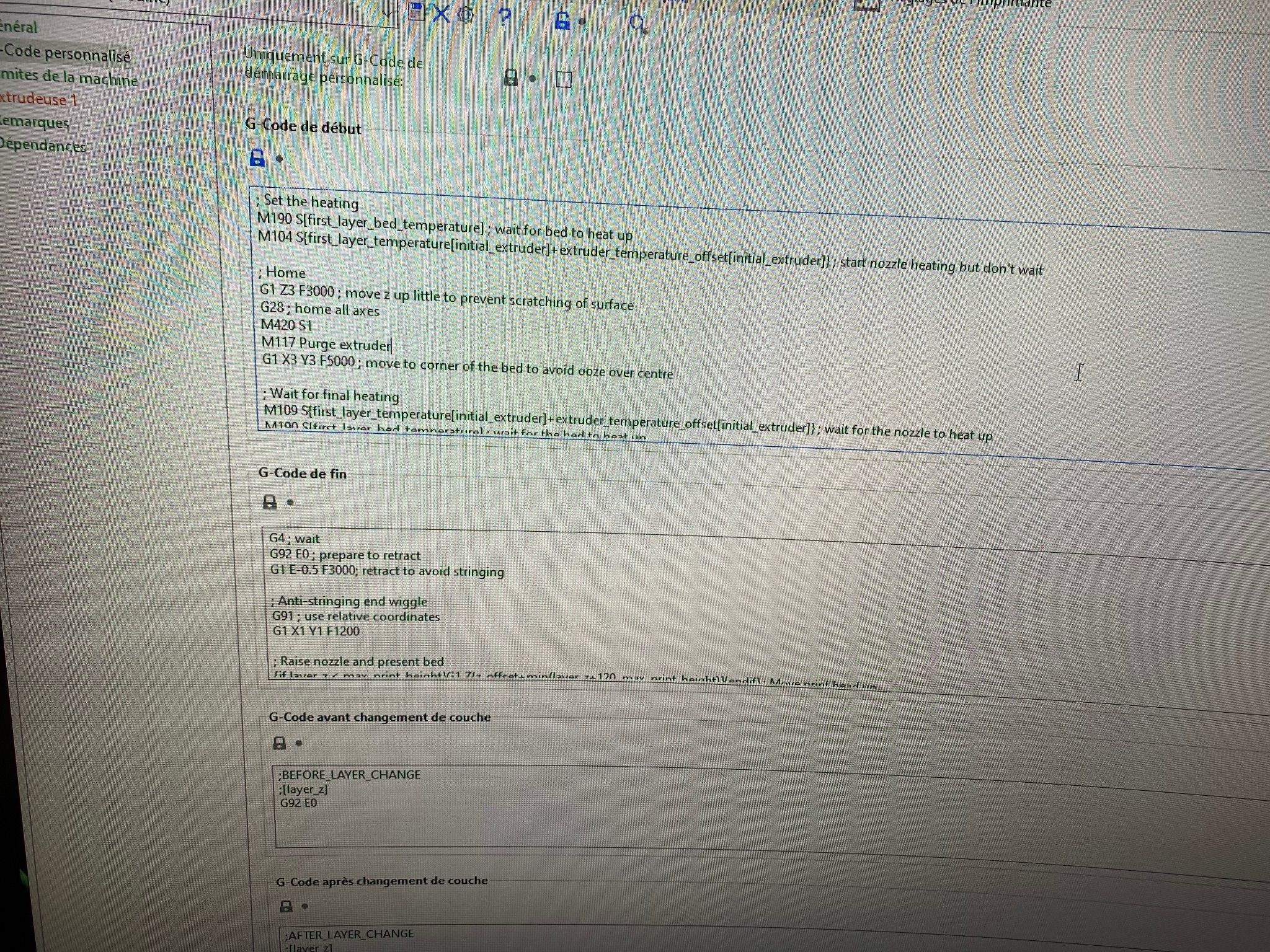
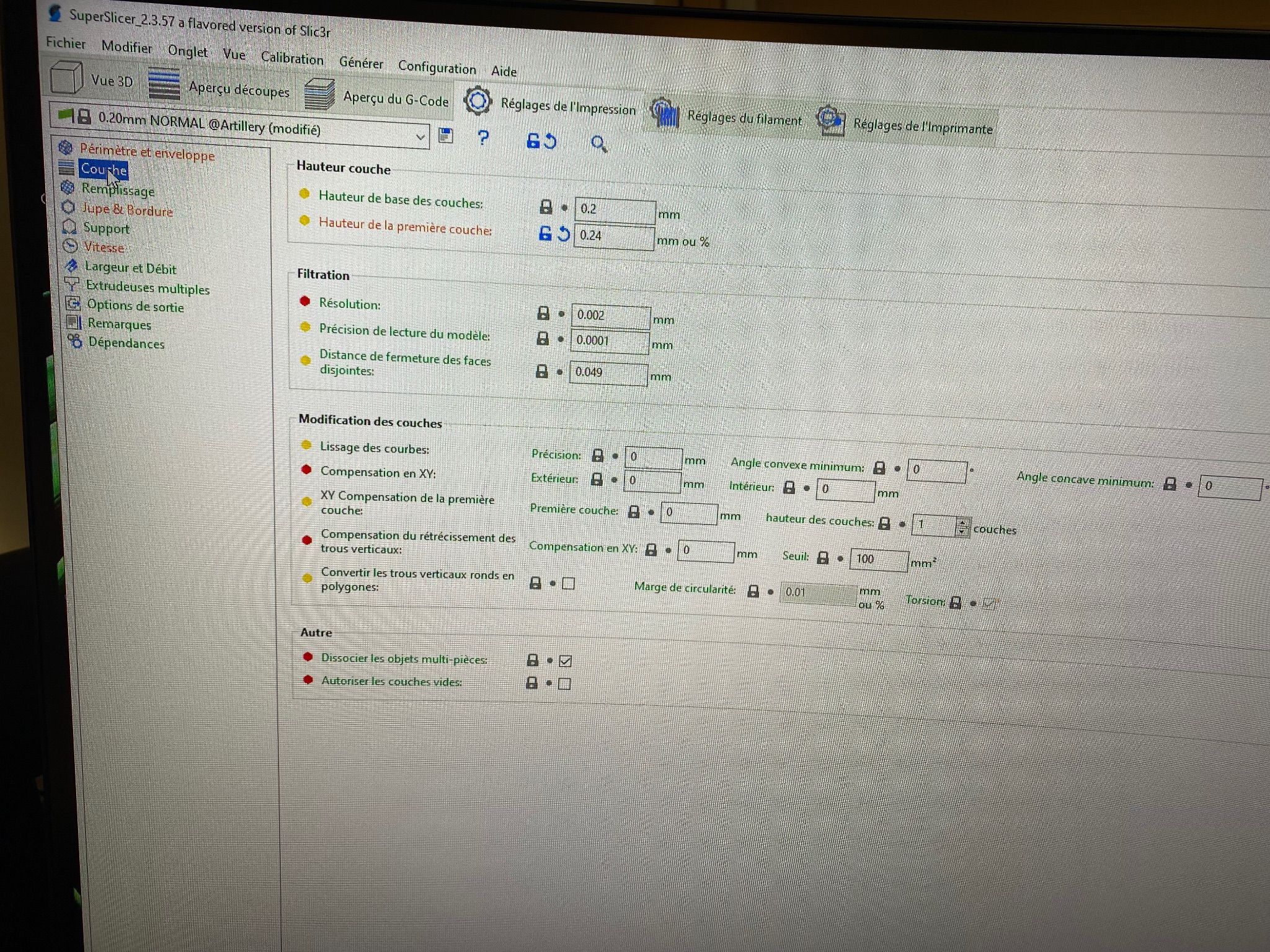
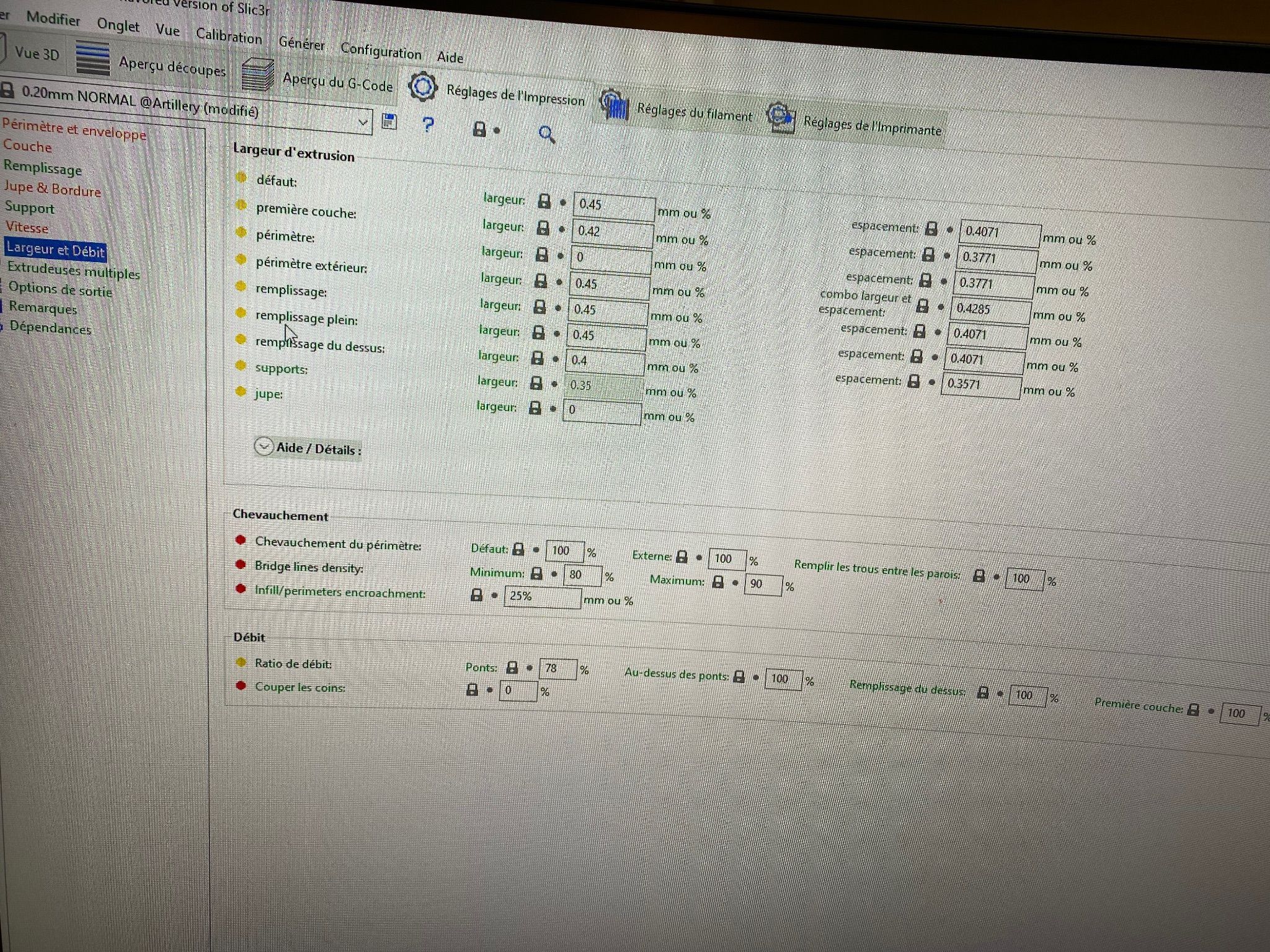
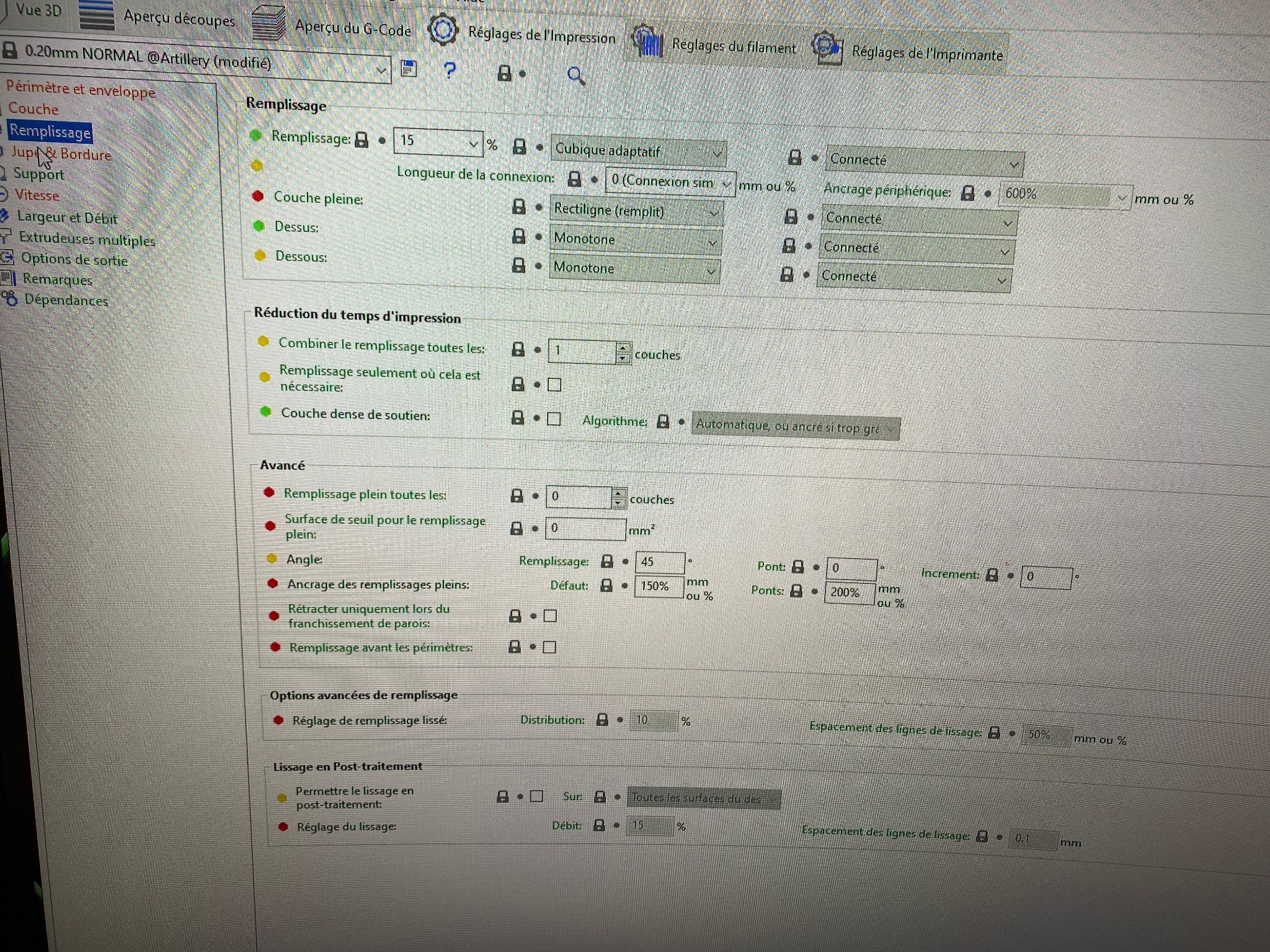
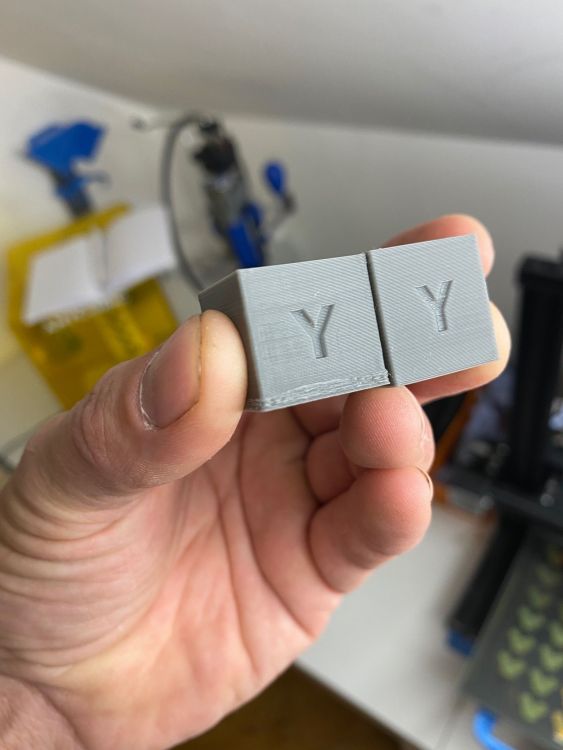
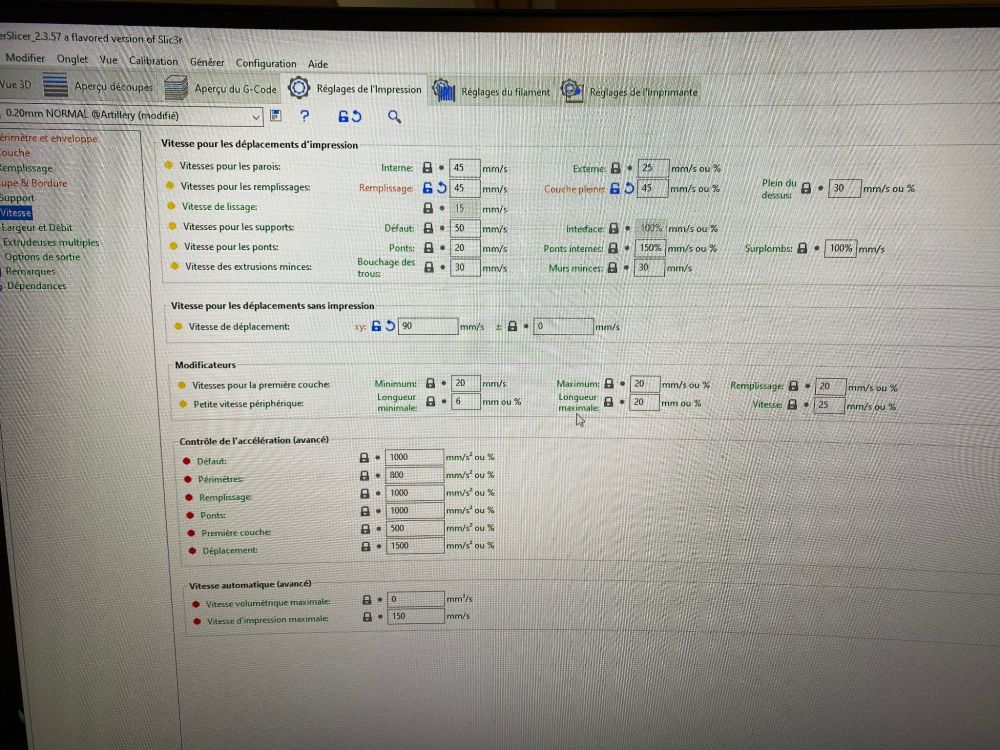
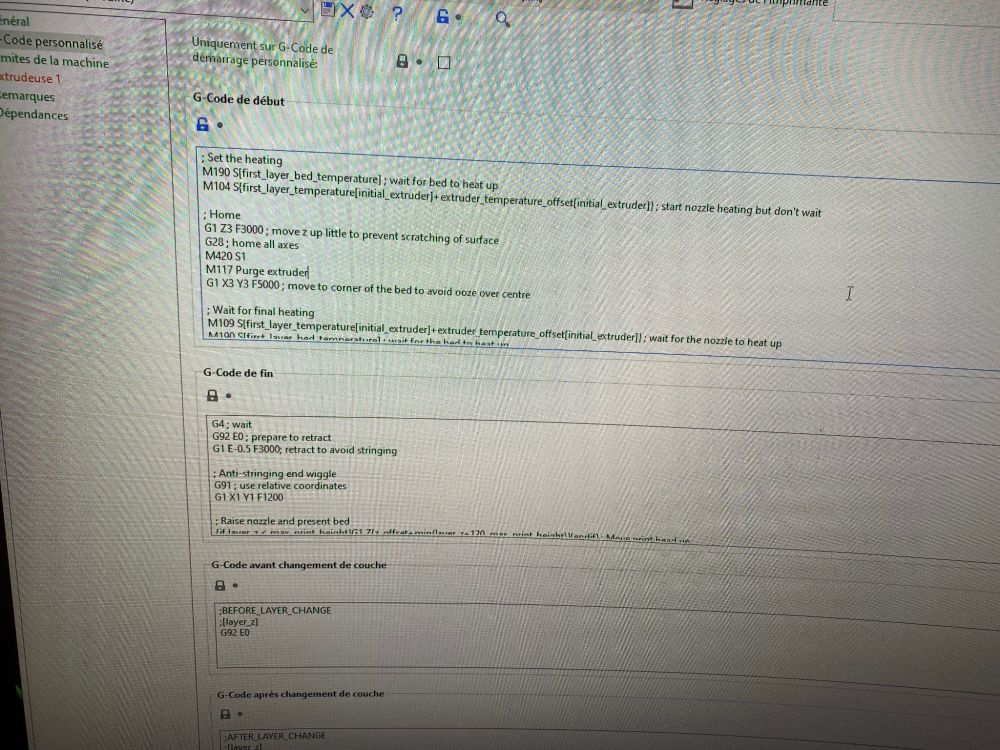
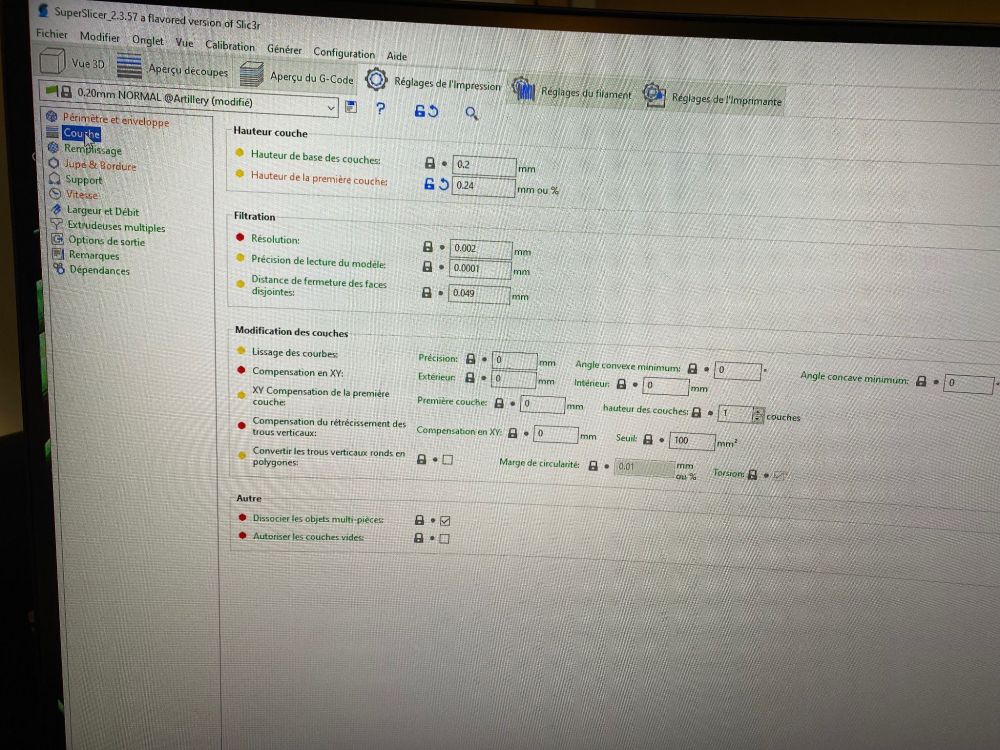
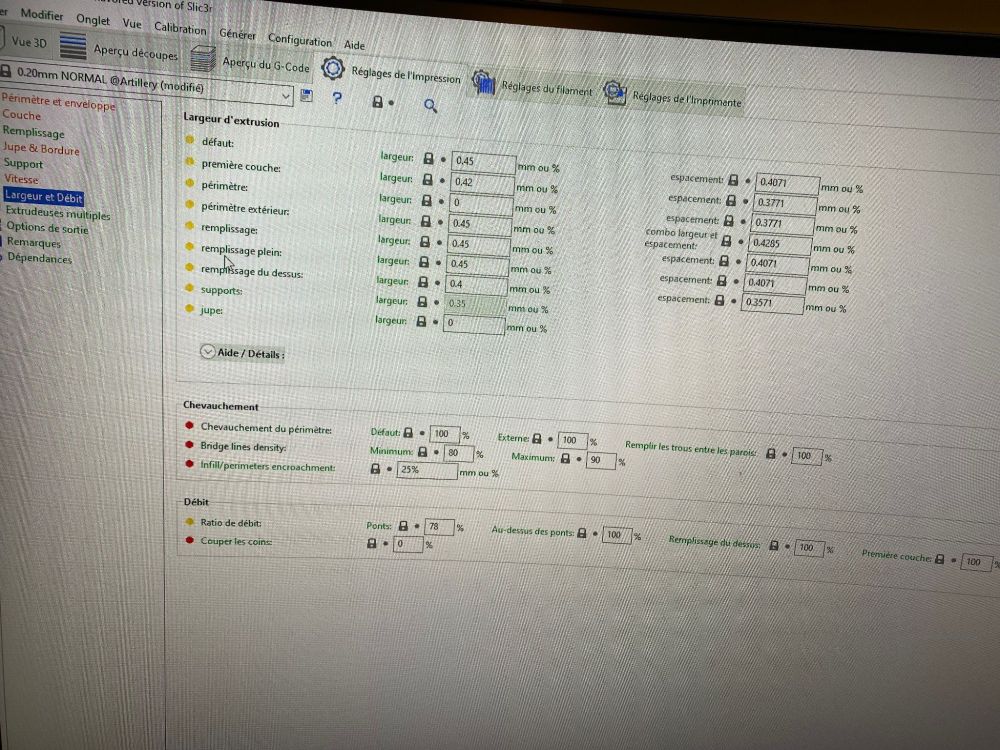
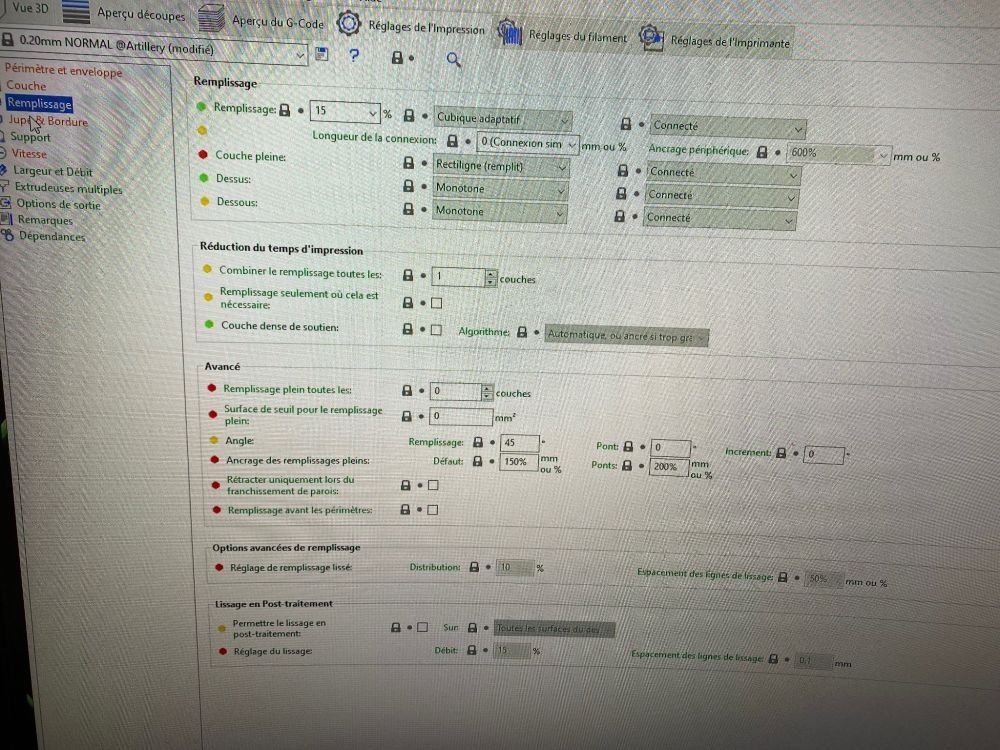
@MrMagounet @JeanJul @Savate messieurs merci pour l intérêt que vous porter à mon soucis je vient de reprendre à zéro avec un reset de l eeprom j ai refait le protocole à la lettre je pensse être sûr une net amélioration d impression mais je ne comprends pas pourquoi ceci est arrivé je n ai pas chipoté à rien dans les menu apart le leveling manuel suivi de l abl et z offset sauvegarde réglage de l extrudeur en 3fois pour être pile poil a 100 mm extruder sauvegarde reglage pid buse et plateau sauvegarde tout comme la première fois en fait il me reste les step moteur xyz a finioler car léger défaut de côte j imprime avec du pla sunlu neuf à 205/65 pour le slicer j utilise prusa et super slicer je vais joindre mes paramètres au cas où je serai parti en sucette quelques par se n est pas encore parfait mais j y travaille encore merci à @MrMagounet pour toutes c est fonctionnalité apportée à la x2


 1 point
1 point -
Bizarre La racine du système ( / ) est pleine. Il faut que tu trouves quels dossiers occupent de la place. du -h -c -S / La liste est longue, tu peux la concaténer dans un fichier (en espérant qu'il y ait encore un peu de place pour le stocker) en ajoutant en fin de la commande un pipe ( > liste-occupation.txt) ou si tu as le temps en faisant une pause via ( | less ).1 point
-
Personnellement j'ai poncé mes vitres d'origine Créality en diagonale pas trop profond, juste rayé, et j'utilise de la laque à cheveux fixation forte niveau 5, c'est important le niveau 5, et j'ai aucune pièces qui se décolle, au contraire, cette technique adhère plus que le verre neuf de Crélity, à testé si tu à une vitre ou un vieux verre qui ne colle plus, tu ne regretteras pas tes quelques minutes de ponçage. Laque utilisé : Syoss Tenue Ultra indice 5 Tu la trouveras moins chère à Leclerc, je la paye 3.35€
 1 point
1 point -
C'est l'imprimante qui passe en mode DFU en faisant M997 donc si après ça tu est en STM32 BOOTLOADER tu peux flasher via le logiciel STM32CubeProgrammer L'écran se flash avec la carte microSD pas besoin du mode DFU.1 point
-
Il aura tellement été attendu que le prix va passer comme une lettre à la poste1 point
-
Je n'ai pas regardé ni écouté la vidéo en entier mais quand je vois le résultat de son benchy, ce n'est pas terrible la première moitié n'est pas propre et on ne peut savoir ce qu'il en est de sa solidité. c'est bien de vouloir réduire les temps d'impression mais je suis plus adepte d'un résultat propre avec un temps plus long1 point
-
Relis bien mon message, je crois que tu as oublié ta paire de lunettes, ta vue baisse comme moi on dirait . Non, rien à voir avec l'impression 3D, enfin en tout cas dans son usage principal, après chacun fait ce qu'il veux, je suis sûr que @PPAC pourrait le manger devant son imprimante résine qui n'est pas encore arrivé !1 point
-
Le truc le plus compliqué c'est que la référence n'est plus un pied à coulisse Donc 25 x 10 x ? Si le ? = 25 : ça peut aussi être du filament (mais une seule bobine) Si le ? = 10 : des vis sans fin pour l'imprimante que tu retapes ? Mais est-ce que c'est en rapport avec l'impression 3D ?1 point
-
Dis donc c’est chaud pour du PLA. Je ne connais pas ce filament et ce que signifie le « + » mais en général le PLA c’est 210/220°C pour la buse et 0 à 40°C pour le plateau. A 80°C l’impression va s’effondrer sur elle même. Tu as vérifié ton épaisseur de première couche ? Est elle bonne ? Les lignes joignent-elles parfaitement ? Ton multiplicateur d’extrusion est bien réglé sur 1 ? Grossiste3D ou Sakata3D et tu es tranquille concernant les filaments. Filament « presse bouton ». J’ai du Geetech ou truc du genre, impossible à imprimer de manière « clé en main ».1 point
-
Bonjour, Alors étant donné qu'on m'a aidé, je vais essayé également de t'aider, même si je ne maîtrise pas complètement. Soit tu pars du dernier MArlin 2.0 des sources officielles, et tu le configures pour ta configuration + ce que tu veux de spécifique (dimension plateau, carte, imprimante ect ...) Soit, tu le trouves déjà fait, et tu configures juste ce que tu veux, par exemple, sur le github de @fran6p, tu trouveras normalement une branche correspondant à ta configuration c'est à dire carte 4.2.2, BLTouch, driver A4988, Ender 3. Le lien est par ici : https://github.com/fran6p/Marlin/tree/E3-CM422-BLT-HR4988 Ensuite, pour tes besoins, sur VS et platformio, il faudra configurer pour le nombre de points à prendre (plus il y a de points plus c'est long, donc prises de mesures une fois via le menu de l'imprimante, sauvegarde, et ensuite appel du nivellement enregistré avec un M420 S1 dans ton start Gcode) : #define GRID_MAX_POINTS_X 4#define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X Mettre le nombre de points voulus, moi je suis à 6 ce qui fait 36 points, puisque le nombre de points définit sur Y = X Ensuite, des paramètres utile à modifier, le probe offset pour définir la position de la buse par rapport à ton BLTouch. Tu dois mesurer la distance de la pointe du BLTouch en X, et Y par rapport à la buse, puis définir les valeurs ici : NOZZLE_TO_PROBE_OFFSET { -45, -15, 0 }, pour savoir si tu met - ou +, lire la suite. Un peu de lecture par ici t'aidera pour le reste, y compris si tu souhaite que la buse sorte du plateau pour que ton BLTouch palpe le plus près du bord (attention il faudra mesurer la distance entre le chariot et la butée, chez moi j'avais une vis + écrou de la Vwheel de l'axe X qui dépassé et qui tapé dans la platine droite de l'axe Z que j'ai recoupé et meulé pour palper le plus à droite du plateau). Je te mets aussi mon sujet : Et si tu as besoin je peux te partager mon Gcode adapté via un truc trouvé qui fonctionne très bien. Pour le reste je te laisserai cherché un peu par toi-même car c'est comme cela qu'on apprend. Et un petit merci en bas à droite de mon message (le coeur en gris) ne fait pas de mal .1 point
-
Oui et oui ! donc gagné en un coup ! bravo ! (J'ai craqué sur le -30% de arianeplast qui il me semble se termine aujourd’hui.) Je ne pousse pas le truc a faire deviner les matériaux/diamètre de filament/poids/couleurs
 1 point
1 point -
Si c'est horizontal comment le plus grand est-il dessus?1 point
-
Des stores pour lunettes ?1 point
-
Il y a déjà un certain temps. https://all3dp.com/4/new-creality-ender-3-s1-3d-printer/1 point
-
Malheureusement 3D Expert c'est 6 personnes qui se chargent de l'expédition surtout et un peu de maintenance. Ils couvrent Wanahou et Artillery, les 2 marques, plus tout ce qui est filament. Il me semble que seul Loïc fait du support mais il a une liste longue surement car le montage initial de la X2 en usine n'est pas idéal. Du coup le mieux comme j'ai pu faire est de se déplacer mais pas évident je reconnais. J'ai commencé par une Ender 3 personnellement et il ne faut pas se faire d'illusion une imprimante 3D n'est pas comme une imprimante papier plug&play. Par contre il est regrettable que le montage amène a des problèmes qui ne facilitent pas la prise en main.1 point
-
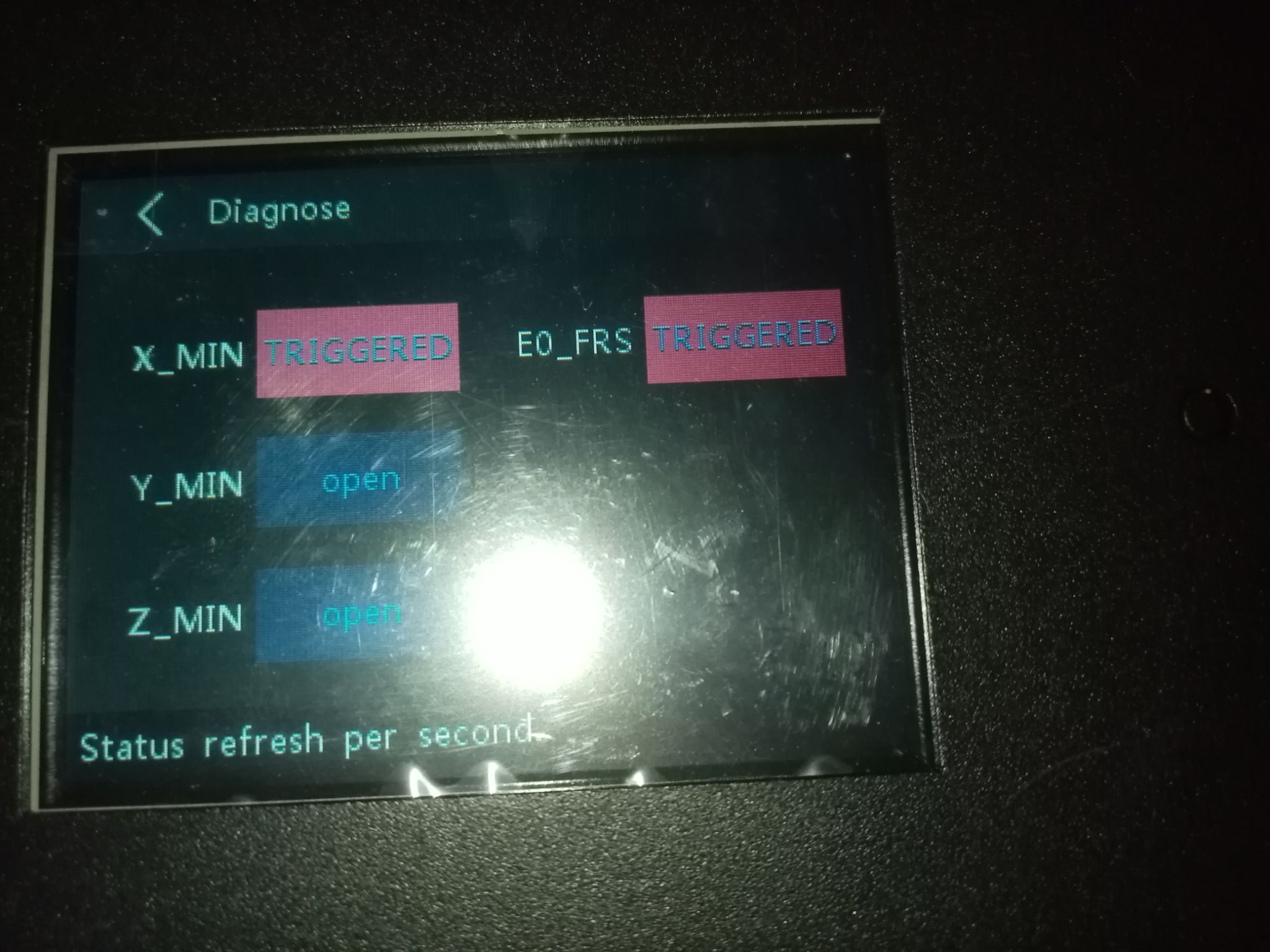
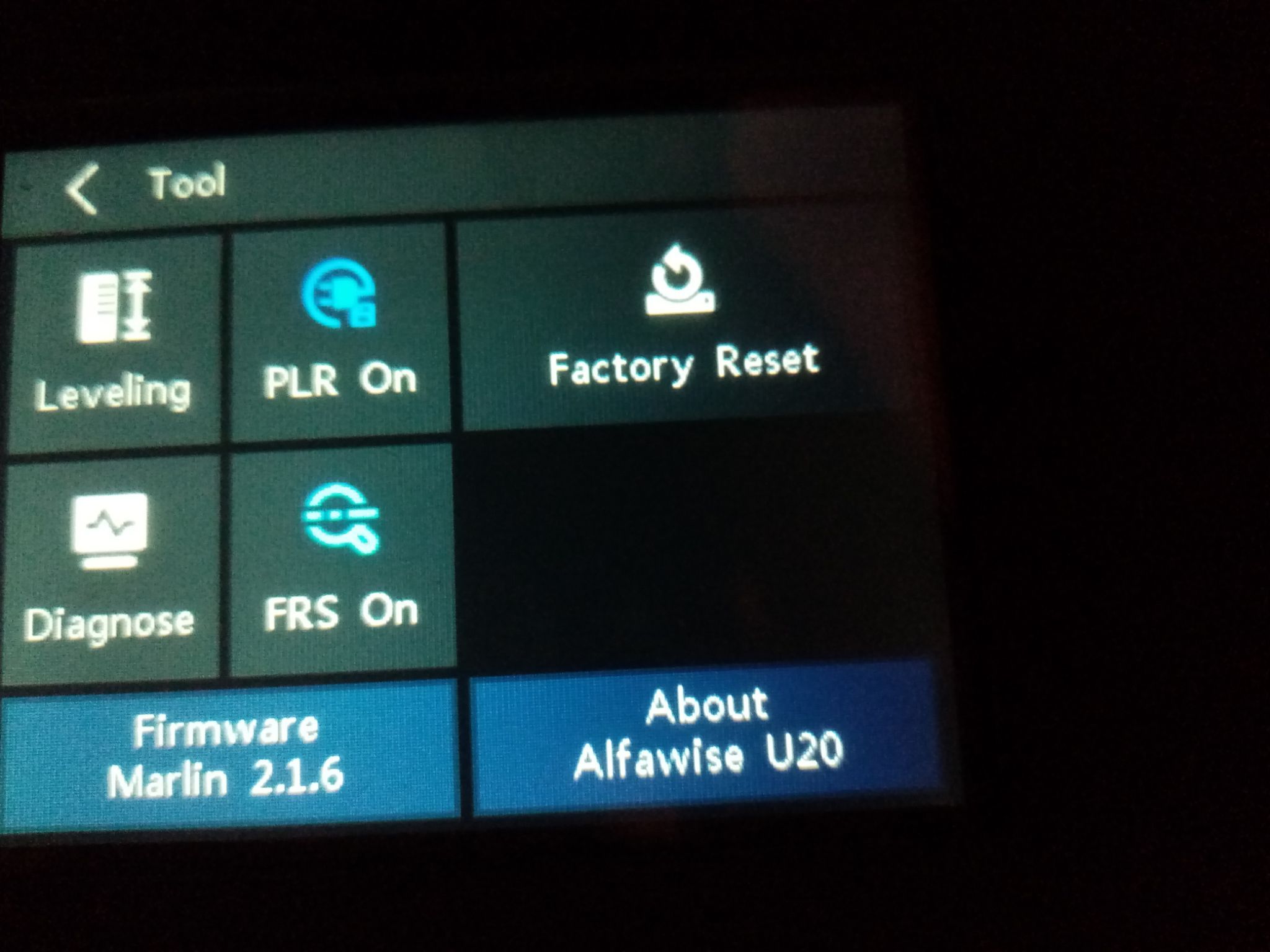
Bonjour je suis la chérie de norawenne, je me permet de poster les photos de l'écran de l'imprimante. Je vais créer un nouveau sujet du coup, merci

 1 point
1 point -
C'est pas grave, il n'y a pas mort d'homme, c'est plus pour éviter les gaffes, car je pense ne pas être le seul, en général je relis les messages précédents mais en accéléré (en les survolant quoi), donc certaines informations peuvent parfois ne pas être vues.1 point
-
Bonjour, Je suis tombé sur un kickstarter que je trouve pour ma part, très intéressent. Cette machine ressemble a une glowforge(sans CO2) avec un plotter de découpe.Laser de 5 et 10w (8mm de bois, en une passe), ventilation déjà intégrée.Sécurité l'ouverture la machine s'arrête.On peut ajouter le Rotary axePlotter de découpe Une camera 16 mp pour au mieux centrer, préparer, et même scanner pour reproduire une photo en gavage ou découpe.Le logiciel semble assez intuitif.Cela reste un kick starter qui me vend du rêve et vous, qu'en pensez vous ?
 1 point
1 point -
@divers «Errare humanum est, sed perseverare diabolicum» ou encore «Confessio est pars emendatus» Comme pénitence, vous nous ferez cinq prières à Saint Josef Prusa1 point
-
Merci pour l'invocation @methylene67 mais bizarrement j'ai l'impression de devenir un Familier invoquer par un mage ou un Djinn sortie de la lampe. Haze as tu respecté certaine étape, la première après un Flash de Firmware Marlin (si tu installé le marlin 2.0.9.2) et pas uniquement le firmware TFT, il te faut effectué un Reset Eeprom, puis après tu peux t'assurer d'avoir ton plateau bien réglé en utilisant la fonction L Corner (qui t'aide a réglé les 4 coin du bed via le 3Dtouch) ou faire un réglage manuel a toi de voir, puis lancer un ABL (qui fait une mesure du plateau en 49 points) et enfin pour finir dans le menu du Z offset ainsi ajuster le hauteur de la buse versus ton plateau. Dans le Menu Z offset quand tu va le lancer il fait un home palpe le centre du bed puis amène la buse la ou ton capteur a palper au centre, place ta feuille et ajuste la hauteur. Mais fait bien attention tu 3 niveau de réglage pour le Z offset par pas de 1mm, 0.1mm ou 0.01mm, tu choisie en appuyant sur ce bouton (si tu es par pas de 0.01mm les mouvement sont tellement faible que tu les perçoit pas a l'œil), puis il faut faire un save, si tu appuie sur suivant cela te permet d'avoir les autre option reset ainsi que save. Si c'est information ne t'apporte pas de solution, donne moi plus de détail voir photo pour bien comprendre ton soucis.1 point
-
Vu la photo c'est une ender3 S1. Une évaluation de prévue ?
 1 point
1 point -
Et si tu veux utiliser la totalité du bed en cas de gros volume, tu as la possibilité d'augmenter la taille du bed a 235x235 dans le slicer ce que je fais perso ^^1 point
-
Bonjour à tous, Nouvelle réalisation avec Blender... En cours d'impression...



 1 point
1 point -
Ah c'est pas possible, je suis encore à discuter avec des vieux qu'ont d'age (comme moi). Les tours de purge, c'est n'est pas tellement dans l'air des temps écologiques.1 point
-
Pour éviter qu'il ne te passe encore sous le nez @papagalak, je te propose de choisir le suivant ... A force de le lever, je n'ai plus rien sous le coude ... Donc à toi de jouer !1 point
-
Aïe.... le mot curieux , ça peut mener vers le côté obsure ...des finances1 point
-
Salut @Idealnight J'ai lu ceci Heater Block: A Better Understanding of the DyzEnd Pro Design Choices (dyzedesign.com) et je suis curieux, donc je suis passé au bloc laiton. Comparé à l'alu, le laiton est moins sensible aux variations de température ( il reste chaud plus longtemps). Et puis , j'ai vu le dernier de chez MicroSwiss, cuivre + nickel.....et je n'ai pas pu résister.... C'est certainement un aliage bien particulier ( NEED !!) et vu le prix, je veux bien l' essayer. ........ pas ma faute, entre les 10% pour mon anif, le black friday, le cyber monday, je frétille depuis une semaine1 point
-
La ender 3 max n'est pas très répandue. Il est évidemment possible de monter des rails linéaires mais il te faudra trouver les bonnes tailles c'est tout1 point
-
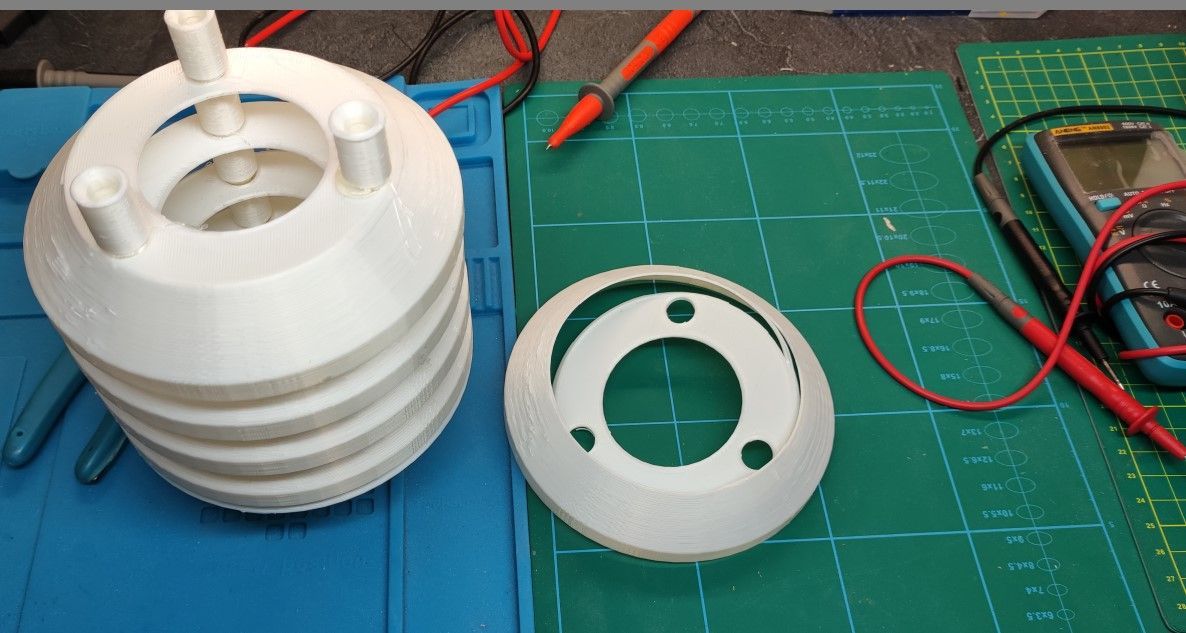
Je n'ai pas eu trop le temps ce matin de développer parce que je partais au boulot. Comme je le disais, j'ai foiré l'impression. Mais cela ne se voyait pas après l'impression. Les "soucoupes" semblaient suffisamment rigide. Ce n'est qu'au moment de les clipser les unes dans les autres et qu'il fallait forcer pour le faire, que le défaut est apparu. On voit mieux les dégâts et l'endroit de la rupture sur cette image. Coté électronique, je m'étais inspiré de cette vidéo...
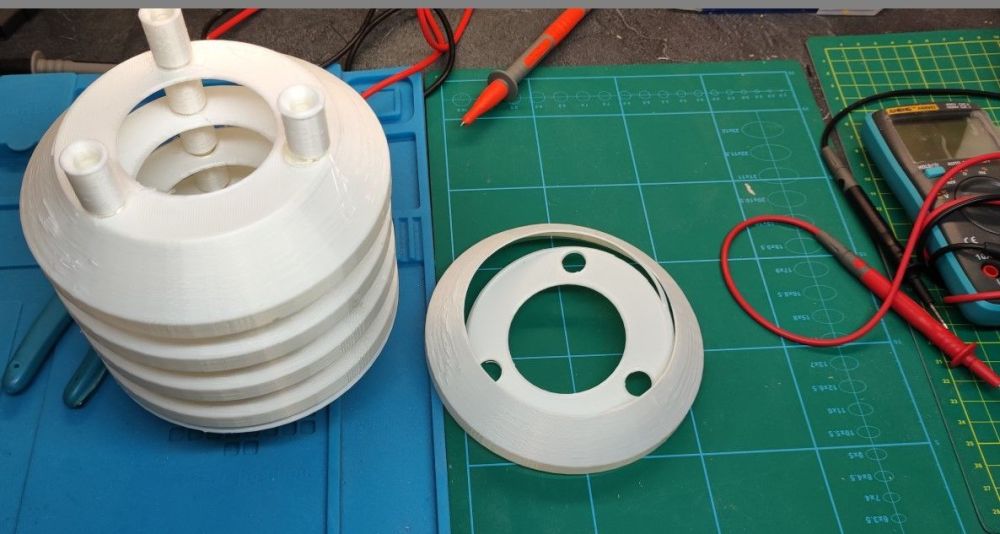 1 point
1 point -
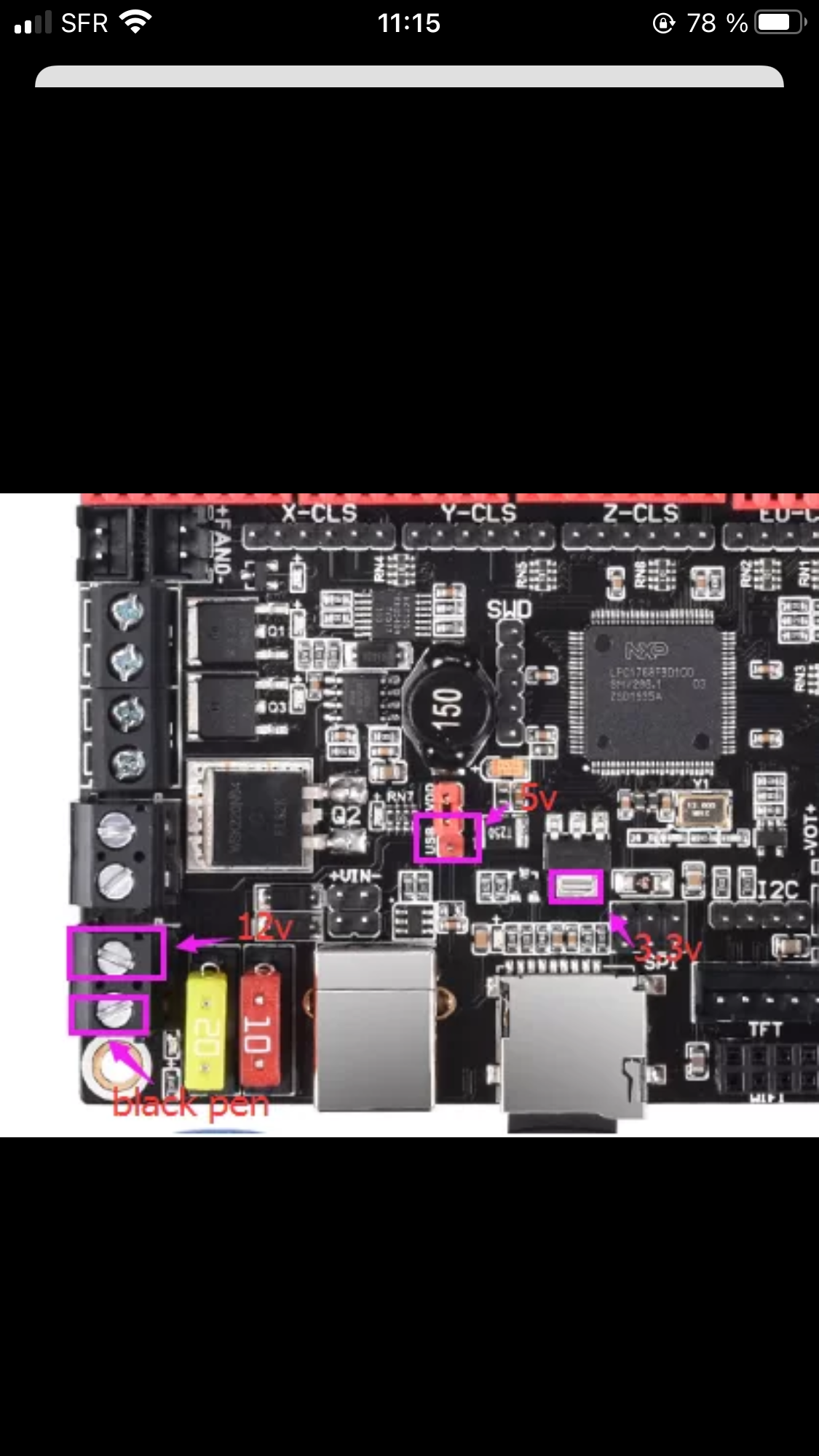
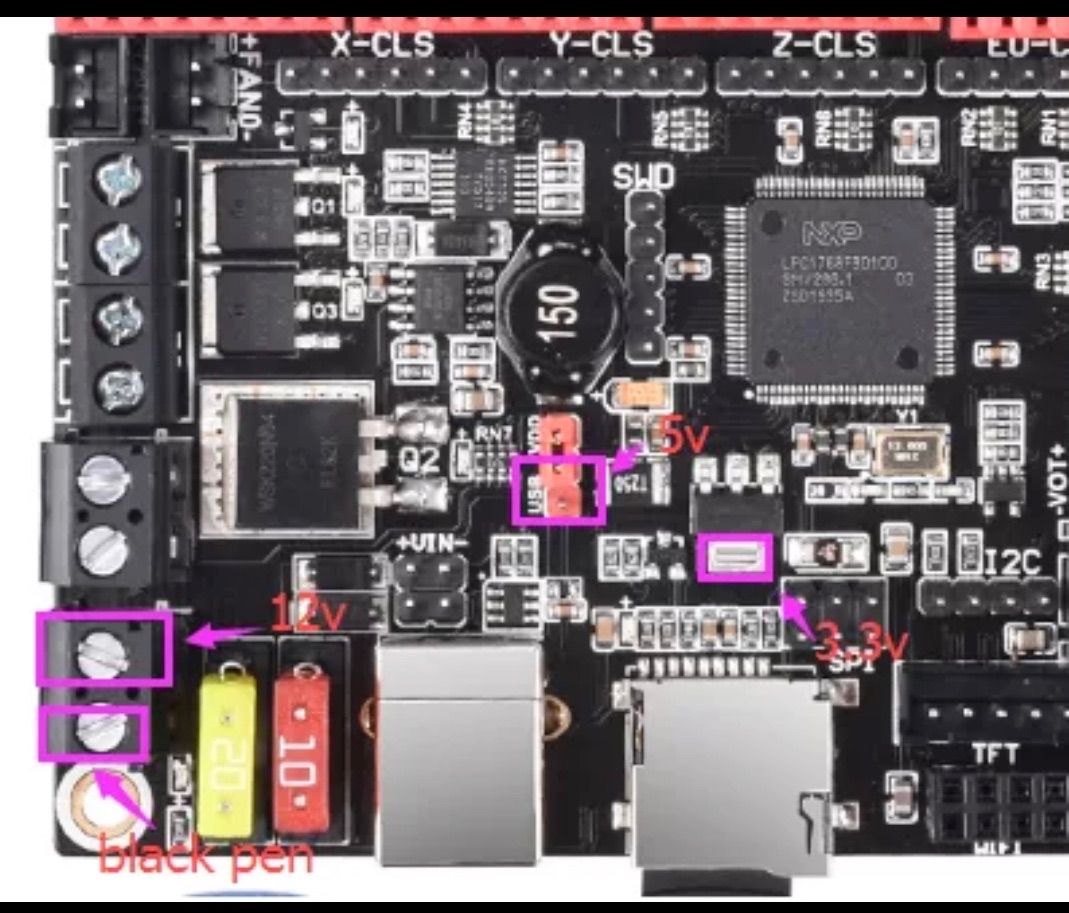
Salut, j’ai eu un problème similaire avec une carte skr v1.4 turbo ou je n’arrivais pas à la flasher du coup j’ai demandé à BTT, ils m’ont demandé de faire des tests sur la carte pour voir si j’avais bien le bon voltage et en fait non, du coup d’après BTT ma carte à été court circuitée. J’ai du en changer. sinon ta manip est bonne normalement, enfin je n’ai pas de e3 turbo mais peut être que celle ci a un boot loader intégré je ne suis pas sûr. si tu a un multimètre il faut tester comme la photo que je t’envoie mais attention je te rappel que j’avais une skr v1.4 T donc différente, sur ta carte tu devrais trouver facilement quand même. sinon pour dans klipper je ne peux pas t’aider justement je me renseigne avant d’y passer, dsl.

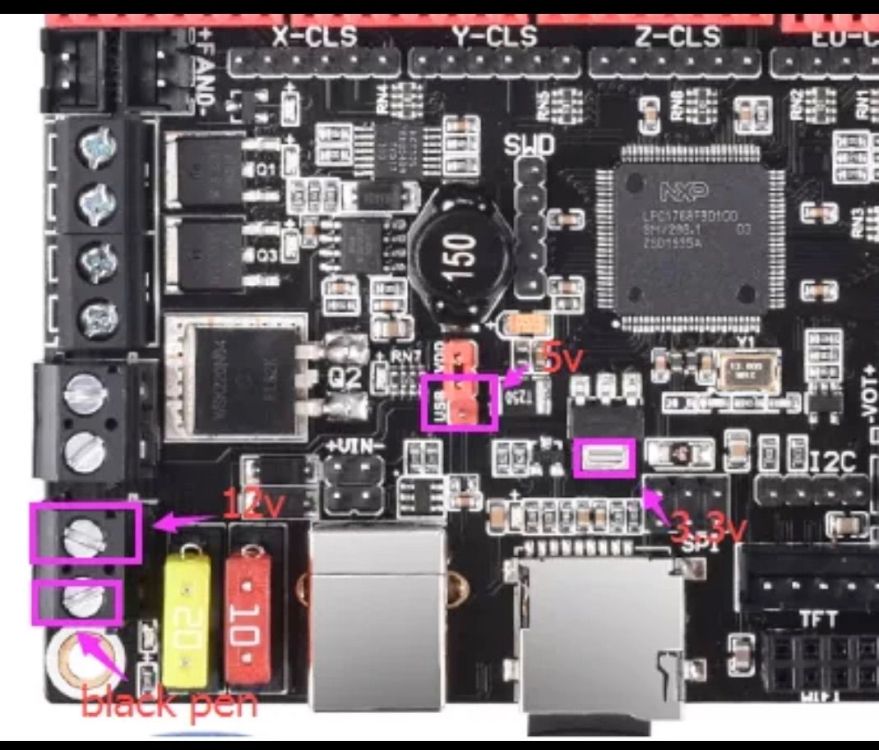 1 point
1 point -
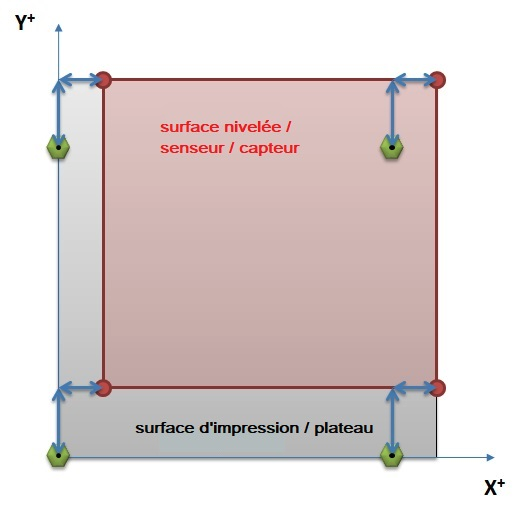
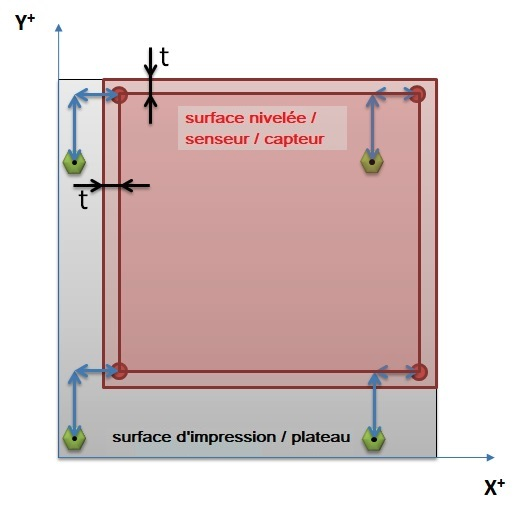
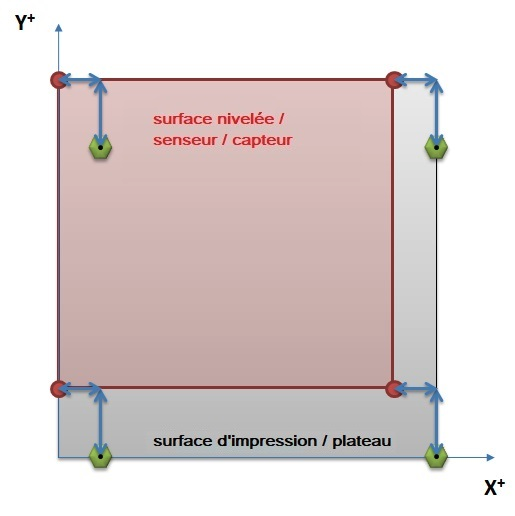
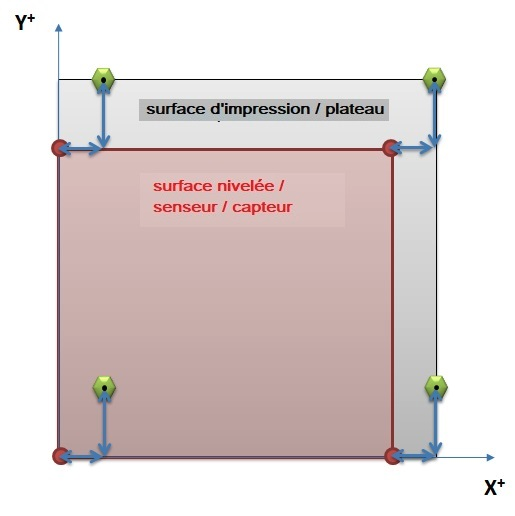
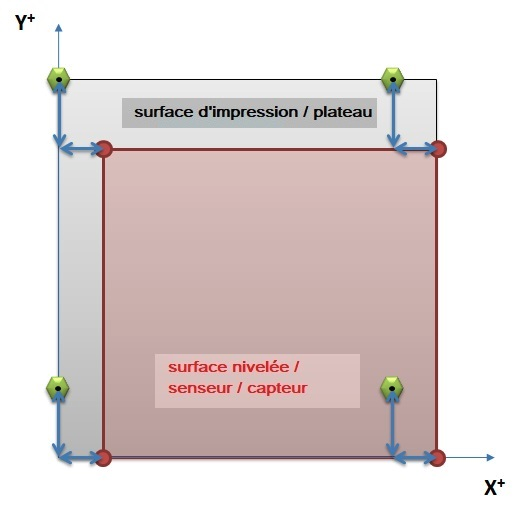
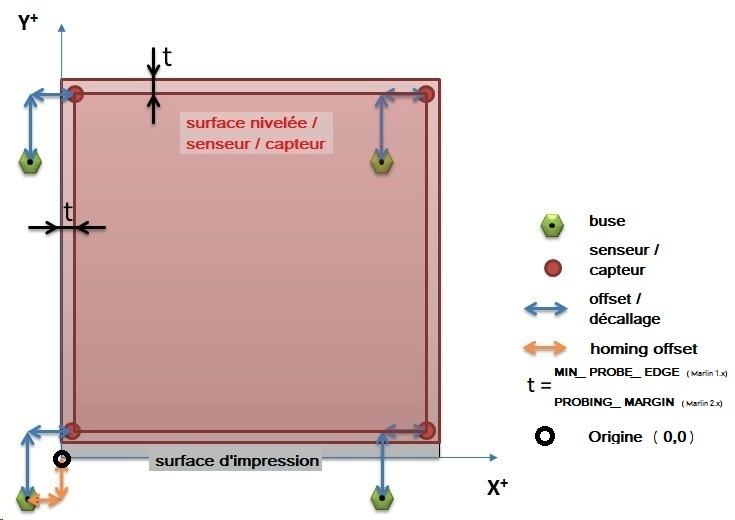
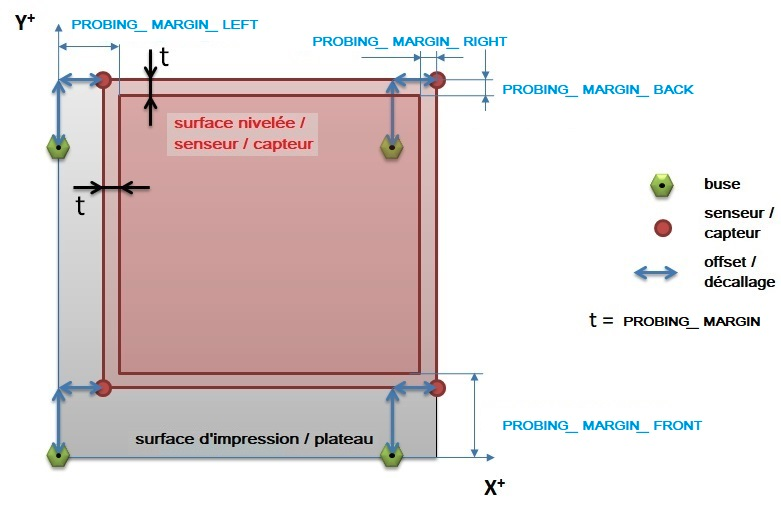
 De nombreuses questions se posent régulièrement sur ce point. Ce sujet tente de faire le point sur la manière dont Marlin gère les emplacements du capteur de nivellement par rapport à la buse. Le type de capteur n'a pas d'importance, il peut s'agir d'un BLTouch (ou d’un clone / copie), d’un Touchmi, d'un capteur inductif, capacitif, …, tant que l’on est en mesure de déterminer le décalage de celui-ci par rapport à la buse (ceci ne s’applique pas aux capteurs où la buse elle-même fait office de sonde (piezo, pression, …)). Pour débuter, on suppose que la buse ne peut qu’atteindre la totalité de la surface du lit d’impression, sans espace supplémentaire. Ainsi les limites du plateau utilisées sont celles définies dans le fichier «configuration.h» à la section [machine] : // The size of the print bed #define X_BED_SIZE 200 #define Y_BED_SIZE 200 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 200 Cette hypothèse permet d'éviter que le chariot portant la tête ne se positionne à des emplacements pouvant provoquer des dommages au matériel. Cependant si des déplacements supplémentaires sont possibles, un décalage complémentaire pourra ensuite être ajouté aux limites (voir plus loin dans ce sujet). En premier lieu, il faut déterminer le décalage du capteur par rapport à la buse: par mesures directes ou en se fiant aux informations (quand / si elles sont fournies) du support du capteur - via l'impression de celui-ci à partir d'un modèle récupéré sur un des nombreux sites de partage sur Internet (Thingiverse ou un autre) - de la pièce métallique fournie dans un kit acheté «tout prêt» Marlin Les directives de compilation diffèrent en fonction de la version de Marlin Pour la branche 2.0.x de Marlin, une seule directive définit la marge de «sécurité» utilisée par le capteur pour rester en dehors des bords du lit, par exemple pour éviter les pinces de maintien d’une vitre sur le plateau. Cette marge définit le décalage par rapport au bord du lit : PROBING_MARGIN (configuration.h) Cette valeur pourra ensuite être utilisée dans «configuration_adv.h», section [Probing Margins] : #if PROBE_SELECTED && !IS_KINEMATIC //#define PROBING_MARGIN_LEFT PROBING_MARGIN //#define PROBING_MARGIN_RIGHT PROBING_MARGIN //#define PROBING_MARGIN_FRONT PROBING_MARGIN //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif Ces paramètres précisent les limites du palpage avec le G-code G29. C’est une portion du plateau d’impression car les capteurs / sondes ne sont généralement pas en mesure d'atteindre tous les points que la buse peut atteindre. Il faudra donc tenir compte des décalages XY de la sonde lors de la définition de ces limites. Dans Marlin 1.1.x, la marge de «sécurité» était déclarée via la directive MIN_PROBE_EDGE Les positions limites (positions absolues) que le capteur pouvait atteindre étaient déclarées ensuite, toujours dans «configuration.h», dans la section dépendant du mode de nivellement : // Set the boundaries for probing (where the probe can reach). //#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) //#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Décalages du capteur (offsets) Dans la version actuelle de Marlin (au moment de l’écriture, la 2.0.9.1), les valeurs de décalage sont déclarées dans un tableau : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } où XXX et YYY sont les décalages entiers (offset) du centre du capteur par rapport à la buse (vue de l'avant de la machine) : Si les deux valeurs sont positives, le capteur est situé à l'arrière-droit, si les deux sont négatives, la position est à l’avant-gauche , les autres positions possibles sont l'arrière-gauche et l'avant-droit (une valeur positive et une négative). Marlin fournit un dessin en ASCII pour le rappeler : * +-- BACK ---+ * | [+] | * L | 1 | R <-- Example "1" (right+, back+) * E | 2 | I <-- Example "2" ( left-, back+) * F |[-] N [+]| G <-- Nozzle * T | 3 | H <-- Example "3" (right+, front-) * | 4 | T <-- Example "4" ( left-, front-) * | [-] | * O-- FRONT --+ Pour rappel avec un Marlin 1.1.9.1, la position du capteur était définie à l'aide des constantes suivantes : #define X_PROBE_OFFSET_FROM_EXTRUDER [XXX] // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER [YYY] // Y offset: -front +behind [the nozzle] Limites de la zone du capteur Dans les dessins suivants, la buse, le capteur et les décalages sont définis par : Quatre positions sont possibles pour le capteur (une cinquième existe pour la buse faisant office de capteur, dans ce cas il n’y a plus de décalage puisque palpeur et buse sont à la même position ), ce qui donne les schémas suivants pour les limites de la zone du capteur (zone rouge transparente) : 1. Capteur à l'arrière-droit : Le capteur peut atteindre les bordures arrière et droite, les limites sont donc fixées par : Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE) Marlin 2.x : Pas besoin de déclarer les positions gauche, droite, avant, arrière explicitement car avec cette version de Marlin la calcul est automatique à partir de la déclaration NOZZLE_TO_PROBE_OFFSET Si un décalage de «sécurité» a été défini par : #define MIN_PROBE_EDGE [valeur] (Marlin 1.x) ou #define PROBING_MARGIN [valeur] (Marlin 2.x) dans le fichier «configuration.h», les limites de palpage seront modifiées automatiquement pour en tenir compte (Marlin 2.x), ce qui donnera la zone en rouge foncé pour la surface palpée (t = MIN_PROBE_EDGE / PROBING_MARGIN) : Pour un Marlin 1.x, les limites deviennent : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 2. Capteur à l'arrière-gauche : Le capteur peut atteindre les bords arrière et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 3. Capteur à l'avant-gauche : Le capteur peut atteindre les bords avant et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE)) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) 4. Capteur à l'avant-droit : Le capteur peut atteindre les bords avant et droit, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) Les bases de la définition des limites physiques de la zone du capteur ont été passées en revue. CAS OÙ LA BUSE PEUT SE DÉPLACER EN DEHORS DES LIMITES DU PLATEAU Cela devient légèrement plus compliqué lorsqu'il y a un espace de déplacement supplémentaire. L'espace de déplacement supplémentaire peut être déclaré dans le fichier de configuration : // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS [XX] #define Y_MIN_POS [YY] où [XX] et [YY] sont les valeurs de décalage entre le contacteur de fin de course (endstop) et l'origine (les flèches orange représentent X_MIN_POS et Y_MIN_POS (homing offset)) : Résultats des constantes de décalage pour une sonde à l’arrière-droit, exemple pour un Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + X_MIN_POS + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + Y_MIN_POS + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Idem si la tête d'impression est capable de se déplacer plus loin sur l'axe X ou Y aux autres extrémités des axes, on pourra «augmenter» la taille maximale du plateau. Exemple avec une buse pouvant se déplacer de 20mm à droite et en arrière du plateau : #define X_MAX_POS X_BED_SIZE + 20 #define Y_MAX_POS Y_BED_SIZE + 20 Particularité de Marlin 2.0.x Par analogie avec les graphiques précédents, on peut dessiner les limites du lit (l'exemple ci-dessous suppose une sonde montée à l'arrière et à droite) Les décalages du capteur par rapport à la buse ayant été définis dans le fichier configuration.h, via : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } Marlin 2.0.x ajustera automatiquement la surface de palpage de la sonde en fonction des décalages (offsets) précédents et du PROBING_MARGIN défini pour les 4 côtés du lit. Dans le dessin ci-dessus, le «PROBING_MARGIN_LEFT» ajoute le décalage X à la marge de «sécurité» automatiquement, idem pour le «PROBING_MARGIN_FRONT», pas besoin de faire le calcul Si l’on voulait utiliser des valeurs absolues au lieu du calcul automatique de Marlin, il faudrait alors les déclarer explicitement en remplaçant la variable «PROBING_MARGIN» par des valeurs entières puis décommenter la ligne pour qu’elle soit prise en compte lors de la compilation. Exemple : #if PROBE_SELECTED && !IS_KINEMATIC #define PROBING_MARGIN_LEFT 15 //#define PROBING_MARGIN_RIGHT PROBING_MARGIN #define PROBING_MARGIN_FRONT 25 //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif C’est en tout cas ainsi que j’ai compris la manière dont Marlin gère l’espace de travail d’un capteur ABL (Auto Bed Leveling). J’ai peut-être compris de travers, si c’est le cas, n’hésitez pas à me le signaler.
De nombreuses questions se posent régulièrement sur ce point. Ce sujet tente de faire le point sur la manière dont Marlin gère les emplacements du capteur de nivellement par rapport à la buse. Le type de capteur n'a pas d'importance, il peut s'agir d'un BLTouch (ou d’un clone / copie), d’un Touchmi, d'un capteur inductif, capacitif, …, tant que l’on est en mesure de déterminer le décalage de celui-ci par rapport à la buse (ceci ne s’applique pas aux capteurs où la buse elle-même fait office de sonde (piezo, pression, …)). Pour débuter, on suppose que la buse ne peut qu’atteindre la totalité de la surface du lit d’impression, sans espace supplémentaire. Ainsi les limites du plateau utilisées sont celles définies dans le fichier «configuration.h» à la section [machine] : // The size of the print bed #define X_BED_SIZE 200 #define Y_BED_SIZE 200 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 200 Cette hypothèse permet d'éviter que le chariot portant la tête ne se positionne à des emplacements pouvant provoquer des dommages au matériel. Cependant si des déplacements supplémentaires sont possibles, un décalage complémentaire pourra ensuite être ajouté aux limites (voir plus loin dans ce sujet). En premier lieu, il faut déterminer le décalage du capteur par rapport à la buse: par mesures directes ou en se fiant aux informations (quand / si elles sont fournies) du support du capteur - via l'impression de celui-ci à partir d'un modèle récupéré sur un des nombreux sites de partage sur Internet (Thingiverse ou un autre) - de la pièce métallique fournie dans un kit acheté «tout prêt» Marlin Les directives de compilation diffèrent en fonction de la version de Marlin Pour la branche 2.0.x de Marlin, une seule directive définit la marge de «sécurité» utilisée par le capteur pour rester en dehors des bords du lit, par exemple pour éviter les pinces de maintien d’une vitre sur le plateau. Cette marge définit le décalage par rapport au bord du lit : PROBING_MARGIN (configuration.h) Cette valeur pourra ensuite être utilisée dans «configuration_adv.h», section [Probing Margins] : #if PROBE_SELECTED && !IS_KINEMATIC //#define PROBING_MARGIN_LEFT PROBING_MARGIN //#define PROBING_MARGIN_RIGHT PROBING_MARGIN //#define PROBING_MARGIN_FRONT PROBING_MARGIN //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif Ces paramètres précisent les limites du palpage avec le G-code G29. C’est une portion du plateau d’impression car les capteurs / sondes ne sont généralement pas en mesure d'atteindre tous les points que la buse peut atteindre. Il faudra donc tenir compte des décalages XY de la sonde lors de la définition de ces limites. Dans Marlin 1.1.x, la marge de «sécurité» était déclarée via la directive MIN_PROBE_EDGE Les positions limites (positions absolues) que le capteur pouvait atteindre étaient déclarées ensuite, toujours dans «configuration.h», dans la section dépendant du mode de nivellement : // Set the boundaries for probing (where the probe can reach). //#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) //#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Décalages du capteur (offsets) Dans la version actuelle de Marlin (au moment de l’écriture, la 2.0.9.1), les valeurs de décalage sont déclarées dans un tableau : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } où XXX et YYY sont les décalages entiers (offset) du centre du capteur par rapport à la buse (vue de l'avant de la machine) : Si les deux valeurs sont positives, le capteur est situé à l'arrière-droit, si les deux sont négatives, la position est à l’avant-gauche , les autres positions possibles sont l'arrière-gauche et l'avant-droit (une valeur positive et une négative). Marlin fournit un dessin en ASCII pour le rappeler : * +-- BACK ---+ * | [+] | * L | 1 | R <-- Example "1" (right+, back+) * E | 2 | I <-- Example "2" ( left-, back+) * F |[-] N [+]| G <-- Nozzle * T | 3 | H <-- Example "3" (right+, front-) * | 4 | T <-- Example "4" ( left-, front-) * | [-] | * O-- FRONT --+ Pour rappel avec un Marlin 1.1.9.1, la position du capteur était définie à l'aide des constantes suivantes : #define X_PROBE_OFFSET_FROM_EXTRUDER [XXX] // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER [YYY] // Y offset: -front +behind [the nozzle] Limites de la zone du capteur Dans les dessins suivants, la buse, le capteur et les décalages sont définis par : Quatre positions sont possibles pour le capteur (une cinquième existe pour la buse faisant office de capteur, dans ce cas il n’y a plus de décalage puisque palpeur et buse sont à la même position ), ce qui donne les schémas suivants pour les limites de la zone du capteur (zone rouge transparente) : 1. Capteur à l'arrière-droit : Le capteur peut atteindre les bordures arrière et droite, les limites sont donc fixées par : Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE) Marlin 2.x : Pas besoin de déclarer les positions gauche, droite, avant, arrière explicitement car avec cette version de Marlin la calcul est automatique à partir de la déclaration NOZZLE_TO_PROBE_OFFSET Si un décalage de «sécurité» a été défini par : #define MIN_PROBE_EDGE [valeur] (Marlin 1.x) ou #define PROBING_MARGIN [valeur] (Marlin 2.x) dans le fichier «configuration.h», les limites de palpage seront modifiées automatiquement pour en tenir compte (Marlin 2.x), ce qui donnera la zone en rouge foncé pour la surface palpée (t = MIN_PROBE_EDGE / PROBING_MARGIN) : Pour un Marlin 1.x, les limites deviennent : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 2. Capteur à l'arrière-gauche : Le capteur peut atteindre les bords arrière et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 3. Capteur à l'avant-gauche : Le capteur peut atteindre les bords avant et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE)) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) 4. Capteur à l'avant-droit : Le capteur peut atteindre les bords avant et droit, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) Les bases de la définition des limites physiques de la zone du capteur ont été passées en revue. CAS OÙ LA BUSE PEUT SE DÉPLACER EN DEHORS DES LIMITES DU PLATEAU Cela devient légèrement plus compliqué lorsqu'il y a un espace de déplacement supplémentaire. L'espace de déplacement supplémentaire peut être déclaré dans le fichier de configuration : // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS [XX] #define Y_MIN_POS [YY] où [XX] et [YY] sont les valeurs de décalage entre le contacteur de fin de course (endstop) et l'origine (les flèches orange représentent X_MIN_POS et Y_MIN_POS (homing offset)) : Résultats des constantes de décalage pour une sonde à l’arrière-droit, exemple pour un Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + X_MIN_POS + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + Y_MIN_POS + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Idem si la tête d'impression est capable de se déplacer plus loin sur l'axe X ou Y aux autres extrémités des axes, on pourra «augmenter» la taille maximale du plateau. Exemple avec une buse pouvant se déplacer de 20mm à droite et en arrière du plateau : #define X_MAX_POS X_BED_SIZE + 20 #define Y_MAX_POS Y_BED_SIZE + 20 Particularité de Marlin 2.0.x Par analogie avec les graphiques précédents, on peut dessiner les limites du lit (l'exemple ci-dessous suppose une sonde montée à l'arrière et à droite) Les décalages du capteur par rapport à la buse ayant été définis dans le fichier configuration.h, via : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } Marlin 2.0.x ajustera automatiquement la surface de palpage de la sonde en fonction des décalages (offsets) précédents et du PROBING_MARGIN défini pour les 4 côtés du lit. Dans le dessin ci-dessus, le «PROBING_MARGIN_LEFT» ajoute le décalage X à la marge de «sécurité» automatiquement, idem pour le «PROBING_MARGIN_FRONT», pas besoin de faire le calcul Si l’on voulait utiliser des valeurs absolues au lieu du calcul automatique de Marlin, il faudrait alors les déclarer explicitement en remplaçant la variable «PROBING_MARGIN» par des valeurs entières puis décommenter la ligne pour qu’elle soit prise en compte lors de la compilation. Exemple : #if PROBE_SELECTED && !IS_KINEMATIC #define PROBING_MARGIN_LEFT 15 //#define PROBING_MARGIN_RIGHT PROBING_MARGIN #define PROBING_MARGIN_FRONT 25 //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif C’est en tout cas ainsi que j’ai compris la manière dont Marlin gère l’espace de travail d’un capteur ABL (Auto Bed Leveling). J’ai peut-être compris de travers, si c’est le cas, n’hésitez pas à me le signaler.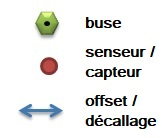
 1 point
1 point