Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/03/2022 Dans tous les contenus
-
pfffffff, j'ai l'impression d'être dans le conte de père Yo "le petit schmilblick rouge" (enfin jaune...heu, je me comprends !) Le loup dit "tire la chevillette à bois qui tient le schmilblick et la bobinette (8 kg quand même la bobinette...) cherra et la porte tu ouvriras ! Yo, t'as pas un indice en plus parce que là, on patauge !3 points
-
Même Imprimante, même explications pléthoriques ... Y'a un gène ?3 points
-
Mince, faut faire gaffe de pas laisser bruler ses casseroles Tefal alors ? J'avais lu un article d'un mec qui parlait des filtrations de particules dans l'habitacle des véhicules pour les zones fortement polluées. Il avait un appareil mesurant la quantité de PM2.5 (particules de 2.5 microns). Il s'est avéré que le mode recyclage des climatisations était très efficace même avec un bête filtre à pollen, probablement dû au passage multiple du même air par le filtre. En mode "normal" la filtration était bien moindre, de l'ordre de 20-25% d'efficacité, l'air extérieur ne passant qu'une fois par le filtre. Il n'a rien démontré de nouveau, tout le monde a vécu cette expérience derrière un diesel bien fumant, on passe en recyclage d'air, et après un moment on peut de nouveau respirer, pourtant on a pas injecté d'air frais non pollué dans l'habitacle, il a simplement été recyclé et filtré plusieurs fois. Mais le plus intéressant, c'est que ces niveaux de particules restaient inférieurs à ce qu'il mesurait dans sa cuisine (sans faire bruler de côtelettes). Si j'ai bonne mémoire, les particules d'impression 3D sont 25 fois plus petites que ces particules de combustion (<100 nanomètres), plus petites que ce que peut filter un filtre HEPA standard (>300 nanomètres). Il faudrait alors utiliser des filtres ULPA... Vu les contraintes très fortes en matière d'Hygiène-Sécurité-Environnement dans l'industrie, on le saurait depuis longtemps s'il fallait porter des masques à gaz dans les usines d'injection plastique, et pourtant ce n'est pas inodore du tout comme "fumées", comparé à du PLA, et a fortiori, on ne peut pas l'ignorer. Des professionnels de la santé au travail ont bien dû se poser la question... Pour que le caisson serve à quelque chose, il faut bien évidemment filtrer ou évacuer à l'extérieur. Le but n'est pas de se prendre toutes les particules accumulées en circuit fermé pendant l'impression, qui attendent derrière la porte du caisson qu'on vienne pointer son nez. Si on combine l'expérience du recyclage d'air des véhicules, avec la taille des particules d'impression 3D, on pourrait dire qu'il faut faire tourner l'imprimante dans un caisson étanche, avec un recyclage d'air en circuit fermé et en utilisant un filtre ULPA. Attendre un peu à la fin de l'impression que l'air soit bien purifié, et enfin on peut ouvrir la boite. Ne pas oublier de changer le filtre de temps en temps (bonjour pour déterminer quand il est bon à changer). Sans aller dans les extrêmes, faute de recul et d'étude prouvant que c'est inoffensif (ou pas), le principe de précaution s'applique. Alors on va placer l'imprimante dans une pièce différente des lieux de vie (salon/chambre). My 2 cents.2 points
-
Elle va trop vite et peut être pas assez loin pour qu'on puisse voir le schmilblick.2 points
-
Oui et animé si possible2 points
-
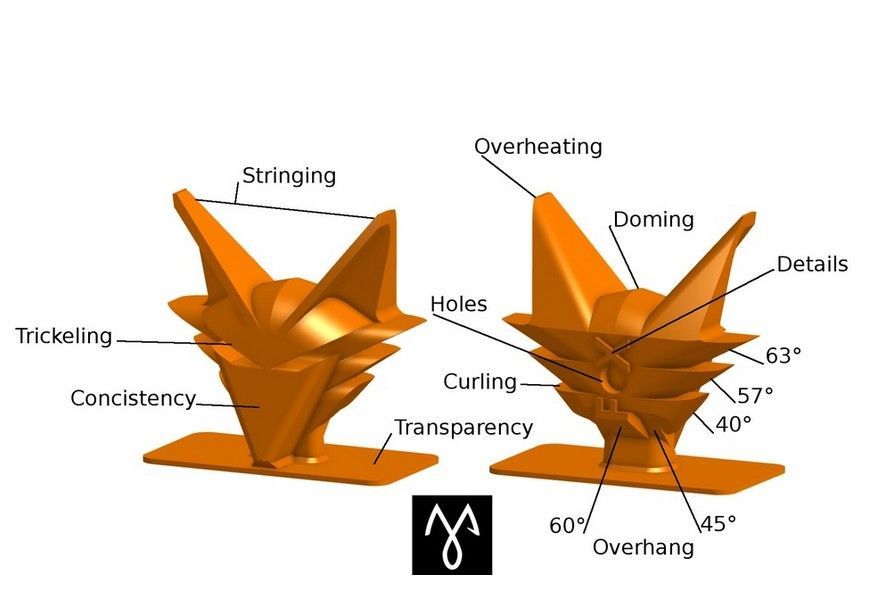
Hello! Je ne pense pas que tu pourra faire mieux avec une imprimante FDM.. Ton print a l'air très bien!2 points
-
1 seul message il y a 1 mois ... @floresnico je pense que tu peux commencer les tests de @PPAC !2 points
-
Le sujet a déjà été abordé à plusieurs reprises sur le forum et toujours botté en touche par l'équipe. J'ai pu voir que le concept ne fonctionne pas trop mal sans empiéter sur le forum chez WEareFPV.fr. Du coup, on a décidé de tenter l'expérience ici aussi C'est encore en construction, toutes remarques et conseils sont par conséquent les bienvenus : Vous pouvez cliquer sur l'image ci-dessus pour rejoindre le serveur ou sur ce lien : https://li3d.fr/Discord. Le Discord et le forum sont liés et communiquent. D'ailleurs, pour obtenir le statut de membre du forum sur Discord vous devez lier votre compte avec. On voudrait et on va tenter de modérer le Discord afin qu'il soit privilégié pour les discussions vocales et écrites "éphémères". Tout le reste, surtout les demandes d'aide, tutos et autres a tout intérêt à rester sur le forum, tant pour l'organisation que la lisibilité et le référencement. En espérant que ça plaise à certains et que tout se passe bien, j'attends donc vos avis
 2 points
2 points -
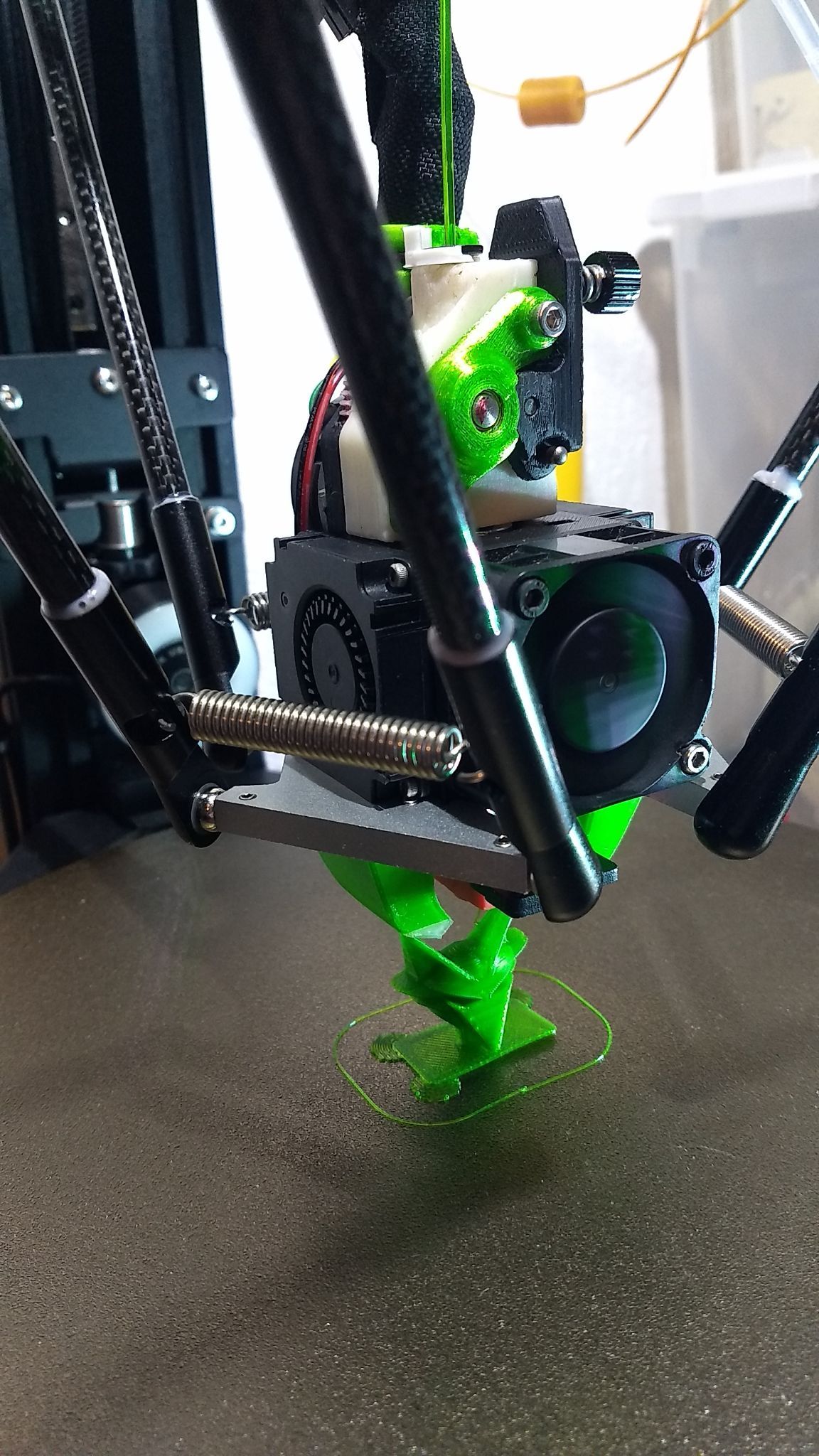
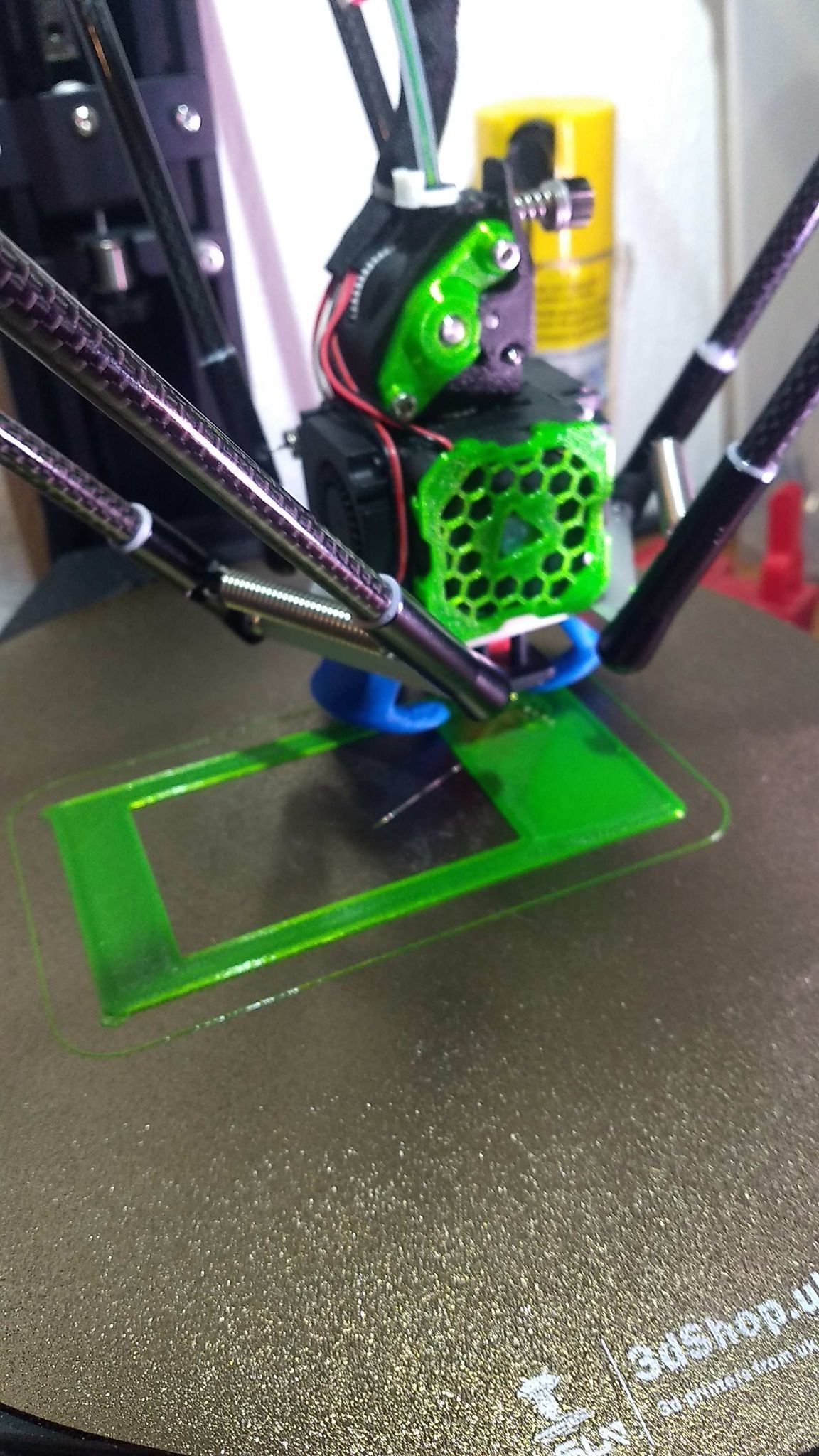
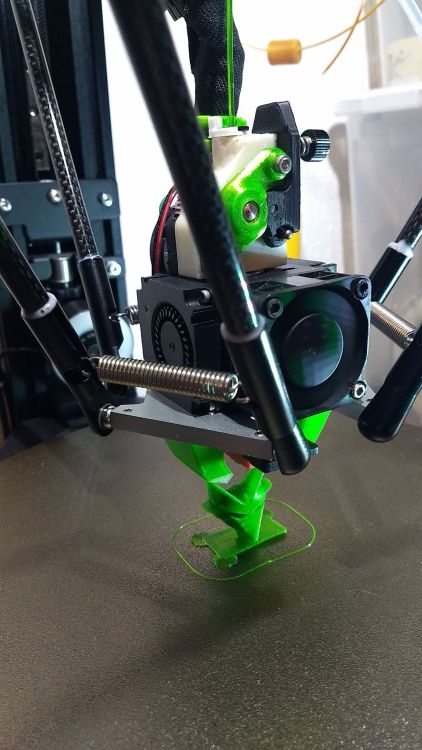
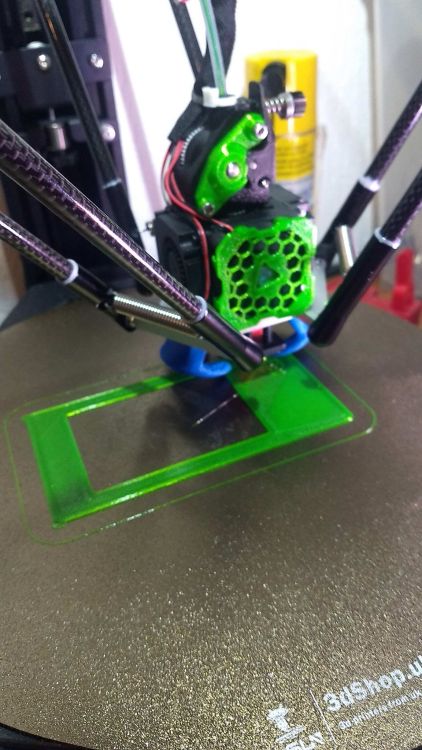
+1 pour le Directdrive sur SR sans fantomes Test PLA du cube Voron en 30mn. 4ème itération avec support cables. Nouveau test de torture sympa (avec d'autres conduits d'air et un nouveau radiateur E3Dv6+ Brise chaleur bi-métal). Bref, en cours de finalisation (supports cable/sonde, conduit ventillos, etc) car la partie extudeur fonctionne bien (voir mes dernieres impressions) mais je dois effectuer d'autres tests avec des 5015 modifiés. Bonne semaine


 2 points
2 points -

From the album: Impressions de vap38
2 points -
Bon, alors va falloir être sérieux ici : ça fait six jours (6 !) qu'il nous tient la jambe avec son schmilblick le petit @Yo' Un record ! Il faut en être conscient, les chatouilles ça ne va pas marcher (inrockuptible le petit Yo' )... @akoirium tu tenais le bon bout... lâche les poissons (des pirhanas ?) qu'ils croquent le schmilblick et n'en fassent qu'une bouchée que diable !1 point
-
Le fer a dissous, c'est pas cher.1 point
-
c'est pour porter la porte ? y a t'il un caractère 'e' ? et je prendrez une consone ! ... cela doit être tellement simple que l'on passa a coté ... genre "c'est de la déco ? "1 point
-
Si si ! si la casserole prend feux c'est pas top (mais pour qu'une casserole seul prenne feux ... là c'est surement plus la source de chaleur qui sera le problème ... ( température > ????°C ? peut être un brûleur aux plutonium qui chauffe trop car VRef mal ajusté ... ) ) Oui "je sort"1 point
-
Bon, on cherche midi à 14 heure les gars... Quelqu'un pour m'aider à chatouiller Yo', qu'on lui tire les vers hors du nez ?1 point
-
Exact, cela peut tuer les oiseaux et provoquer fièvre et embarras pulmonaires chez les humains... mais depuis les années 50, on a dénombré qu'un seul cas avéré d'intoxication (non létale) chez l'humain. Ce qui cause problème avec le PTFE c'est surtout sa production : certains processus sont cancérigènes.1 point
-
j ai téléchargé la version de CURA 4.13.1 comme vous me l avez préconisé. si vous voulez bien, j ai plusieurs question : y a t il la possibilité d avoir une version en français ? y a t il une configuration type pour créality cr6 se qui pourrait m aider a définir les paramètres de réglages bien adaptés a cette imprimante ? je ne suis pas une crac en informatique, logiciels etc...j ai 64 ans et peu d expérience sur les réglages importants a effectuer par avance merci à vous dominique merci beaucoup pour ta réponse Kalamiit , oui j ai trouvé mais c est gentil de répondre1 point
-
@Foxies merci bravo je me sens encore plus seul1 point
-
Mise en cage du fauve temps qu'on ne l'a pas apprivoisé Pour moi, il faut rester vigilant et informé. (donc je suis du même avis que Yellow T-Pot ) Il y a des personne allergique au PLA et la moindre vapeur de PLA peuvent leur irriter les yeux et voix respiratoire ... ( là c'est les allergies et sensibilité cela dépend des personnes et peux changer avec le temps pour une personne donnée) Il y a aussi éventuellement le risque d’emballement thermique (normalement il y a une protection pour l'éviter ) mais le risque c'est le tube PTFE qui si il brûle (prend feux), lui fait des fumées connus pour être toxiques. (mais comme ont a aussi des canapés en matériaux qui eux aussi sont toxique si ils prennent feux ... c'est très relatif ... )1 point
-
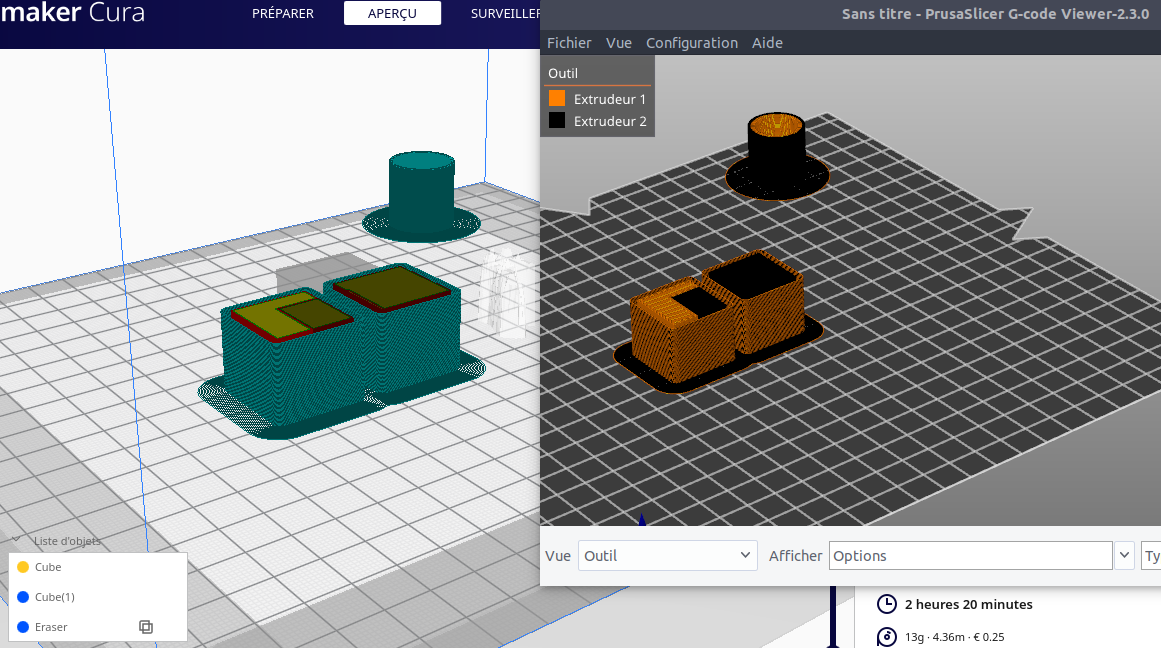
Peut être augmenter le niveau de complexité par étape. (pour comprendre là où cela coince ... ) Mettre deux cube de test et leurs affecter un extrudeur différent , voir le résultat du tranchage. (puis tester avec les deux autre extrudeurs) si c'est bon mettre un troisième cube ...1 point
-
Effectivement ... J'en ai vu quelques-uns recevoir leur numéro de suivi mais je n'ai pas eu cette chance. Pour ta résine, garde là! Même après date elle sera toujours bonne.1 point
-
https://imprimeur3dpro.com/le-post-traitement-des-impressions-3d/1 point
-
Tout de suite Monseigneur, y'a ka d'mander1 point
-
La Genius pro comme la X2 on des soucis avec le 3Dtouch Artillery d'origine mais j'ai créé un tuto qui explique comment le remplacer par un modèle plus efficace et classique. Les X2 et Genius pro sont silencieuses par contre à savoir les nouveau modèle ont un changement sur le TFT la nouvelle puce GD32 ne permet pas pour le oment de flasher le TFT.1 point
-
Fait Attention avec les cartes BTT, particulièrement la V3 de la mini E3. A cause, en partie de la pénurie, certaines versions des μcontrôleurs STM32 sont parfois (de plus en plus) remplacés par des «équivalents» fabriqués par Gigadrive (c'est également le cas pour les dernières versions des cartes Creality ). Donc bien vérifier quel contrôleur est soudé sur la carte (STM32F103… ou GD32F103 … GD32F303…). N'étant pas exactement d'architecture identique (sinon ce seraient des copies), des effets indésirables peuvent / pourraient survenir si le firmware a été compilé avec les directives de compilation STM32. Il est préférable, pour le moment (en attendant une éventuelle prise en charge complète dans Marlin) d'utiliser les directives de compilation des anciennes versions STM (Libmaple) dans le platformio.ini, ligne «default_envs =» (voir les fichiers ini/stm32f1-maple.ini et ini/stm32f1.ini pour connaitre comment nommer l'architecture de compilation, en gros il suffit de compléter le nom par «_maple»)1 point
-
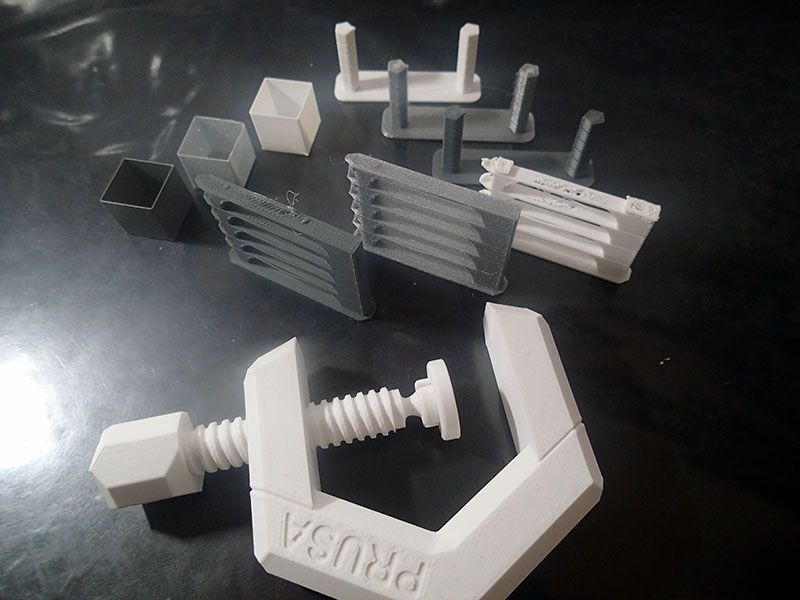
C'est plutot le domaine des imprimantes résine ... c'est pas évident avec une FDM (surtout suivant la taille) Tu veux parler de systèmes pour arrêter d'avoir les jetons et autres pièces en vrac dans la boite ? Dans ce cas, regarde les dimensions de tes boites, l'histoire de voir si tu ne dépasses pas la longueur du plateau. Il y a toujours moyens de découper les pièces en 2 et des les coller après, mais c'est moins pratique. Je trouve que c'est ok quand c'est 1 fois de temps à autre, mais si c'est régulier et que tu as la place pour une machine un peu plus grande, c'est quand même nettement plus confortable.1 point
-
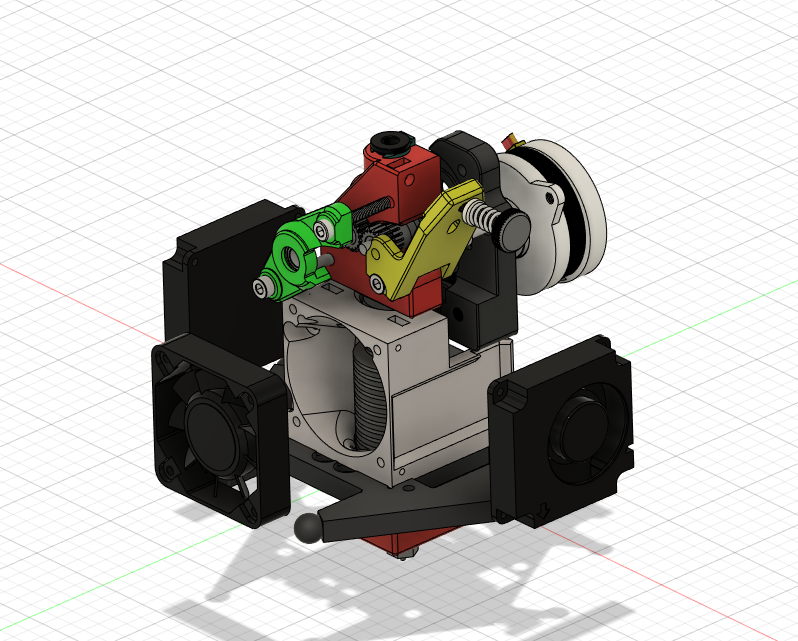
oui, en fait l'idée c est de pouvoir se dire cette fois j'imprime en 0.8 en high flow etc... eh bien au lieu de tout démonter il suffirait d'avoir un deuxieme "effector" equipé avec le materiel que tu as décidé (genre phaetus "libellule extrudeur omg etc etc ..) Pour info: en fait pour flsun le "effector" c est la piece complete buse cages hotend, eux, ils appellent ce que je leur demande le "hanging table" .1 point
-
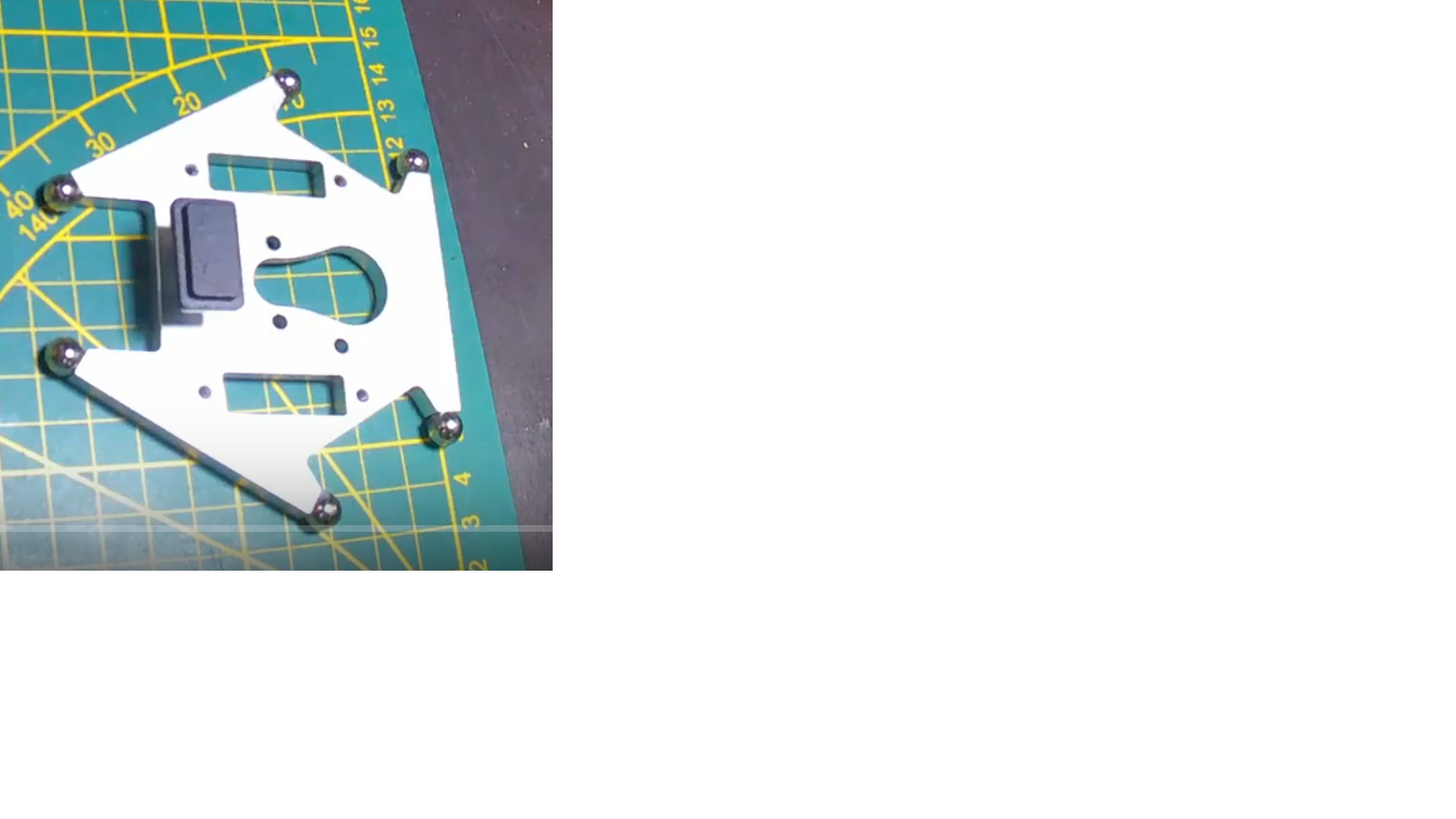
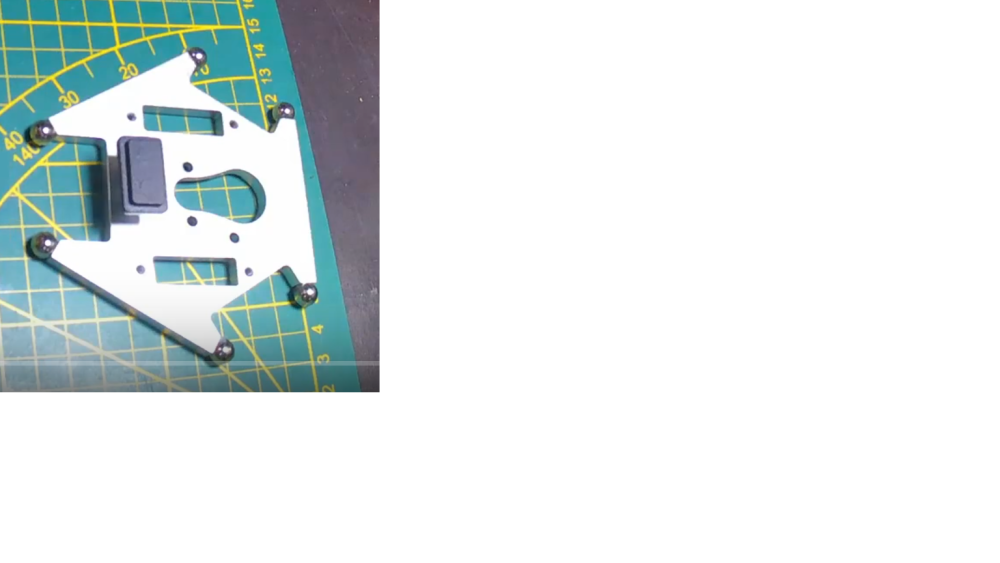
**********************Un peu Hors SUJET******************** Bonjour à tous Je suis entrain de negocier/commander auprès de FLSUN : des "the hanging table" avec les 6 boules (non ce n'est pas sale) , la visserie du dessous ainsi que la partie support pour la "bed levelling probe" Le but est de pouvoir faire du "easy swap" (désolé pour les angliscisme) Je me demande meme si il ne faudrait pas aussi commander les cables d'alim avec les connecteurs (a savoir les thermistorsle rouge et le blanc, le cable de la probe et les 3 fans) Si cette démarche vous interesse dites le moi ... en MP je creerai alors un post ailleurs @Motard Geek n’hésite pas à déplacer ce post (tu le fais si bien) Si il y a des gens que cela tente, je me rapprocherai virtuellement des MODO pour voir comment on fait une commande groupée. Bien à vous Stéphane Photo issue de la video de Marc L voila Photo issue de la video de Marc...
 1 point
1 point -
je ne connais pas la Ender 3 V2 donc je ne peux pas te dire ...1 point
-
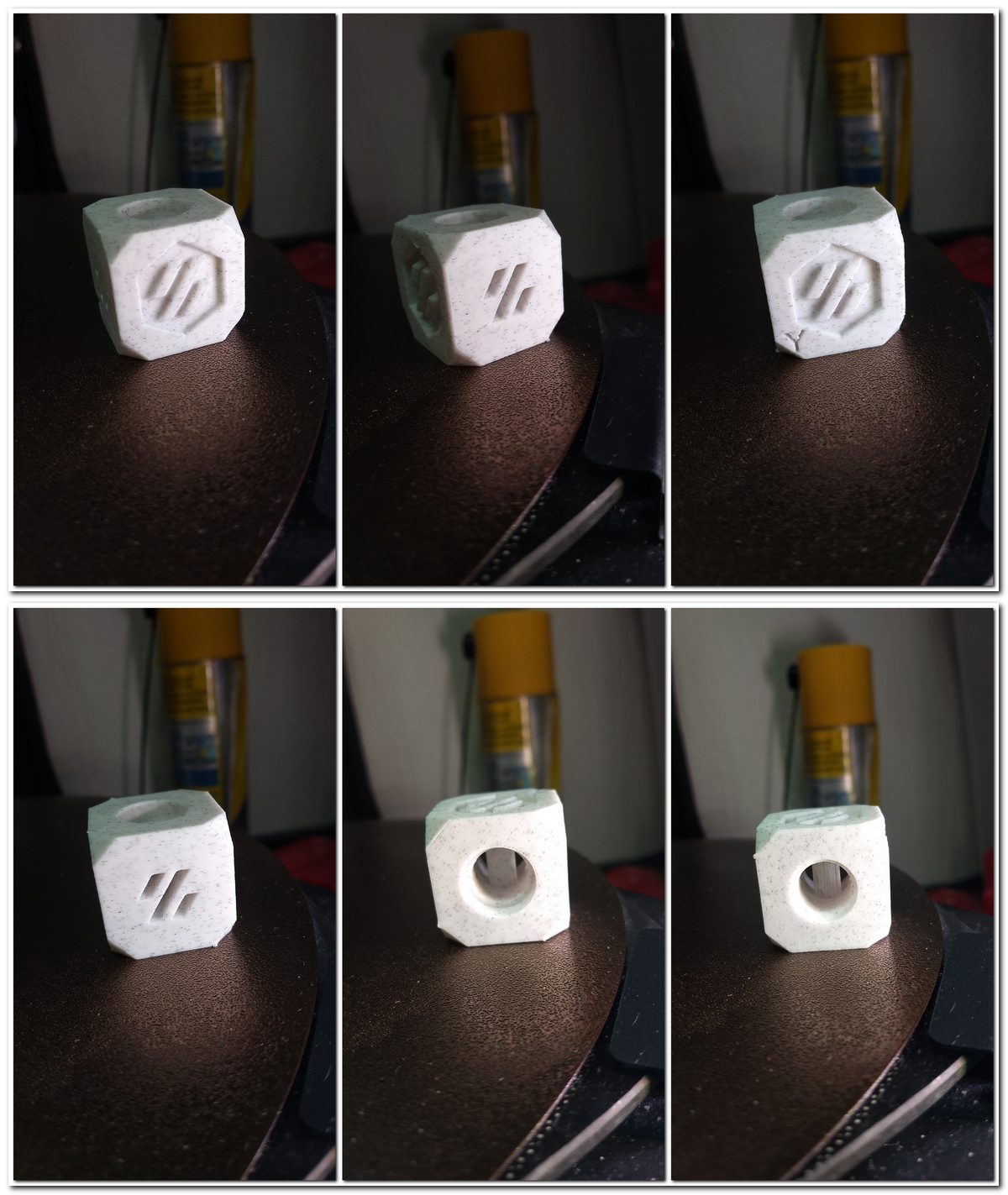
Test d’impression en PETG avec : Prusament blanc Arianplast aluminium metalisé Spectrum gris mat J’étais déjà fan de Arianplast en PLA, je crois que je vais le rester pour leur PETG (il tolère d’être imprimé entre 240 et 260° sans soucis) Impression PETG plus lente, avec moins de ventilation, une rétraction à peine augmentée (de 1,5 à 2mm) et les pièces sont par contre bien costaud. Impression d’un 4x4 Landy : https://www.prusaprinters.org/fr/prints/41264 Cela m’a permis de tester les PETG (les pièces grises alu et gris mat : chassis, ressorts, axes, jantes, garde boues) Les pièces vertes, ocres, noires et blanches sont en PLA. Les pneu sont en TPU 82A noir, imprimés sur ma CR10S en direct drive. NB : les STL sont un peu bizarre dans le sens où ils ont intégré les supports aux STL…, des fois ça marche très bien, d’autre fois, cela ne sert à rien, et d’autres fois, cela fout la mxxde ! Mais dans l’ensemble, c’est plutôt bien fait. Autre Bizarrerie, l’assemblage se fait avec de la visserie acier, avec pas fin, et les trous des STL sont filetés…, bon, ça semble tenir… Design sur Fusion360 et impression de Sphericons : widget inutile, donc indispensable, évidemment. https://www.prusaprinters.org/fr/prints/150279-shericons En deux parties à coller, c’est comme les imprimantes delta, il y a un coté hypnotique à les regarder rouler !




 1 point
1 point -
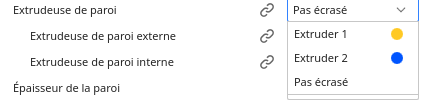
Salutation ! Il me semble qu'il faut sélectionner "Pas écrasé" car sinon tu force pour le paramètre le fait d'utiliser un extrudeur spécifique. Edit : exemple là je force le fait d'utiliser l'"extrudeur 2" pour l'adhérence plateau ... mais je laisse le reste a "Pas écrasé" et c'est sur les model 3D (où un bloqueur de support (que je redimensionne et place là où il faut) utilisé comme "maille de coupe" ) que je fait un clic droit pour affecter un extrudeur ... Et qui quand je vérifie le tranchage avec PrusaSlicer G-code Viewer me donne bien si je sélection "Outil" comme vue
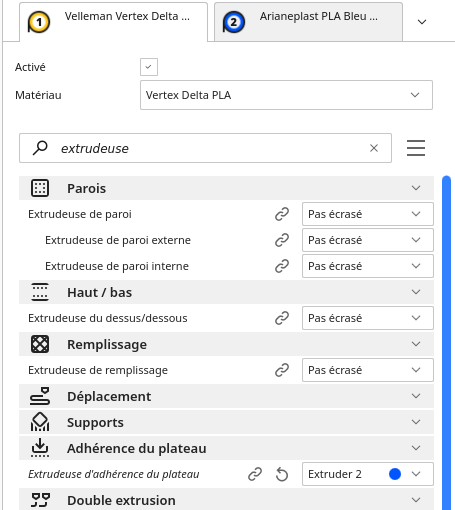
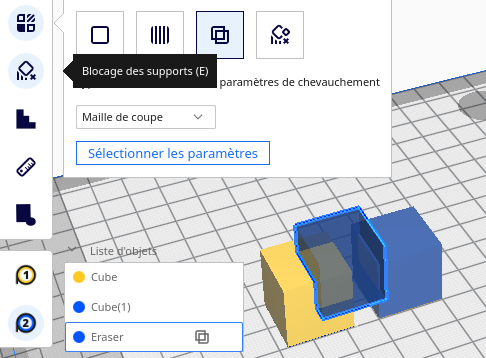
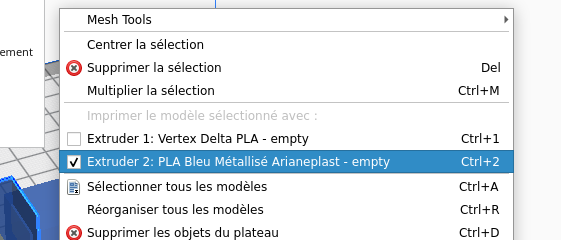
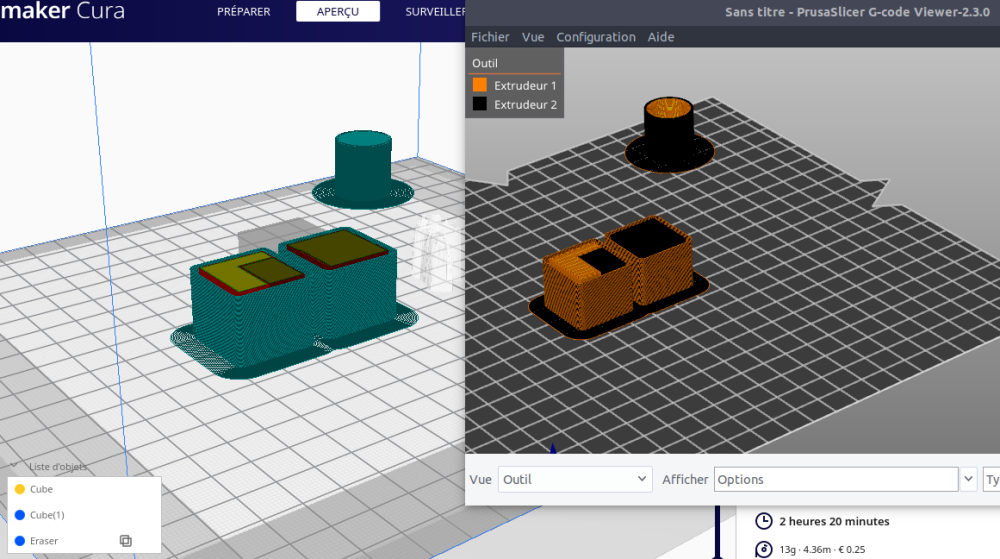 1 point
1 point -
effectivement la version n'est pas la même que sur la ender 3 ou un système a pneufit est présent après je ne saurais dire l'un ou l'autre et mieux ou pas lol. Un conseil tout de même au passage avec un heatbreak all metal, il est très important que la tête d'impression soit bien refroidit sinon tu auras de mauvaises surprises. Depuis que j'ai équipé ma tête avec le heatbreak full metal avec un fang HeroMe et le PTFE capricorn je n'ai plus de stringing avec une distance de rétraction autour de 4.5mm en bowden (je pense que je pourrais diminuer encore mais pourquoi chercher alors que je n'ai aucun soucis ^^) et 25 en vitesse. Plus d'un an sans jamais toucher la tête d'impression .1 point
-
Ça dépend ce que l'on appelle juste ... C'est que j'ai regardé avant de le dire ! https://www.amazon.ca/ANYCUBIC-FDM-3D-Printer-Kit/dp/B08CYXT3DN/ref=sr_1_4?crid=8ZWO4MFCAHZ0&keywords=Mega+pro+anycubic&qid=1647258134&s=industrial&sprefix=mega+pro+an%2Cindustrial%2C683&sr=1-4 Et sur le site canadien stp ! (C'est vrai que je m'étais fait avoir bien plus tôt dans le fil, car il n'y a pas l'unité dans le formulaire ! Et je n'avais pas fait gaffe aux liens en .ca)1 point
-
Ooops, désolé pour la réponse tardive, ton post m'a "échappé" Pour la version en Français : menu "Preferences > Configure Cura > General > Language (choisir Français puis redémarrer Cura) Une fois que Cura est en Français : "Préférences > Imprimantes > Ajouter > Ajouter une imprimante hors réseau > dérouler la liste jusqu'à Creality3D et cocher le bouton Creality CR-6 SE > Ajouter" Mais tu as peut-être déjà trouvé1 point
-
C'est un peu plus bordélique mais du coup pas le choix que de laisser voir l'historique du salon ^^1 point
-
mais il n'apparaît que quand on a validé le règlement1 point
-
Attention si tu fait le niveau avec une feuille, il faut que la buse soit propre si elle est froide (pas de filament fondu dessus). Le mieux est de faire le niveau à chaud,après une toute petite rétraction et un nettoyage de la buse (attention c'est chaud).1 point
-
Boutons/poignées (petites) pour tirer/pousser un tiroir/un plateau sur glissière. Comme tu les tiens avec un mouvement longitudinal, tu fais de petits mouvements de rotation involontaires qui usent le passage de vis... Je ne sais pas si j'explique bien... vous voulez un dessin ?1 point
-
Tu dois avoir accès au canal règlement : Dessous il faut lire et surtout valider la charte EDIT : je veux bien une capture d'écran histoire de voir si on peut rendre cette étape plus intuitive
 1 point
1 point -
Pour le moment le discord est tout gris avec une beau message "you do not have permission to view the message history of #accueil Donc il faut privilégier la voix de la discord ? Oui je sors ->1 point
-
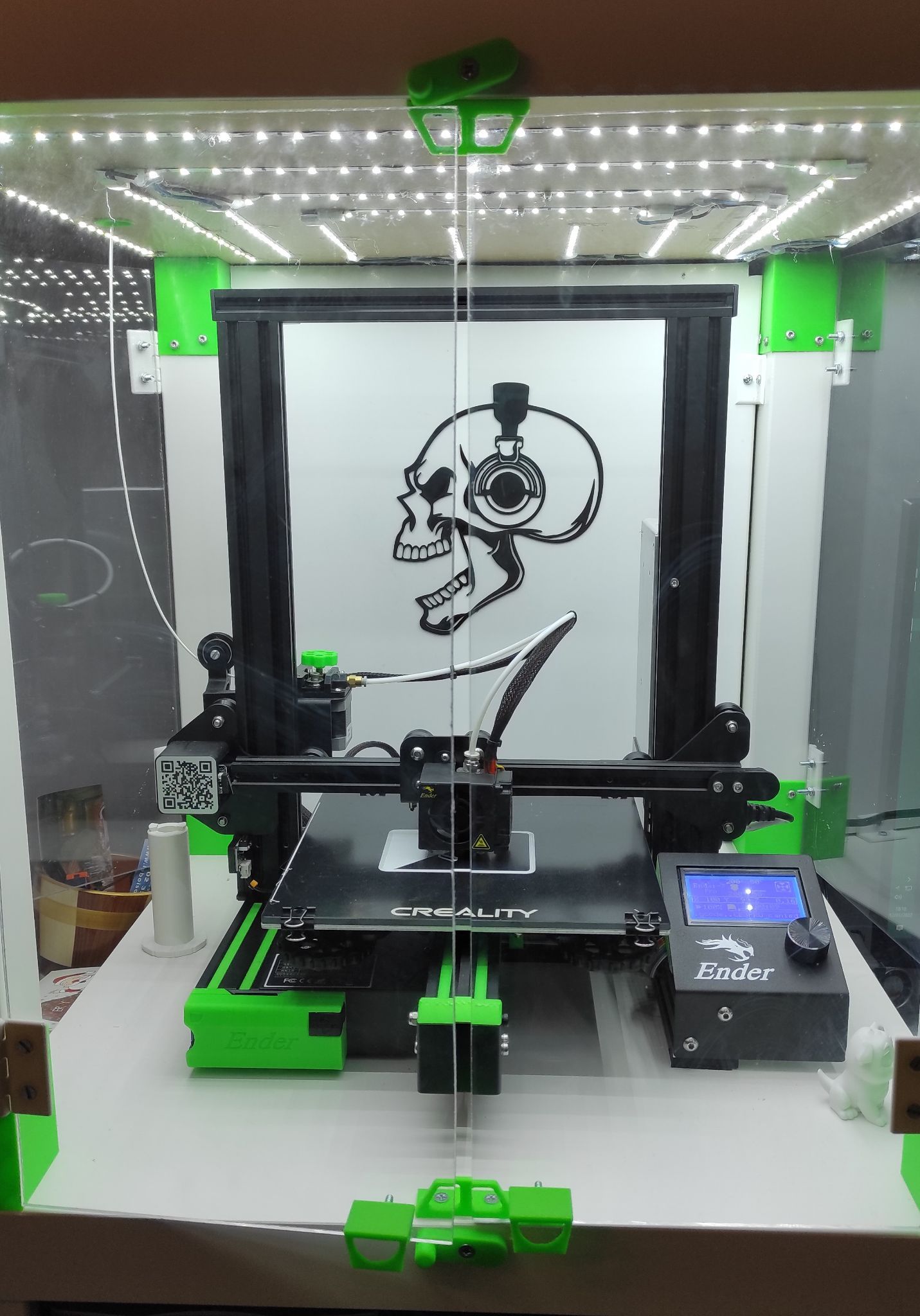
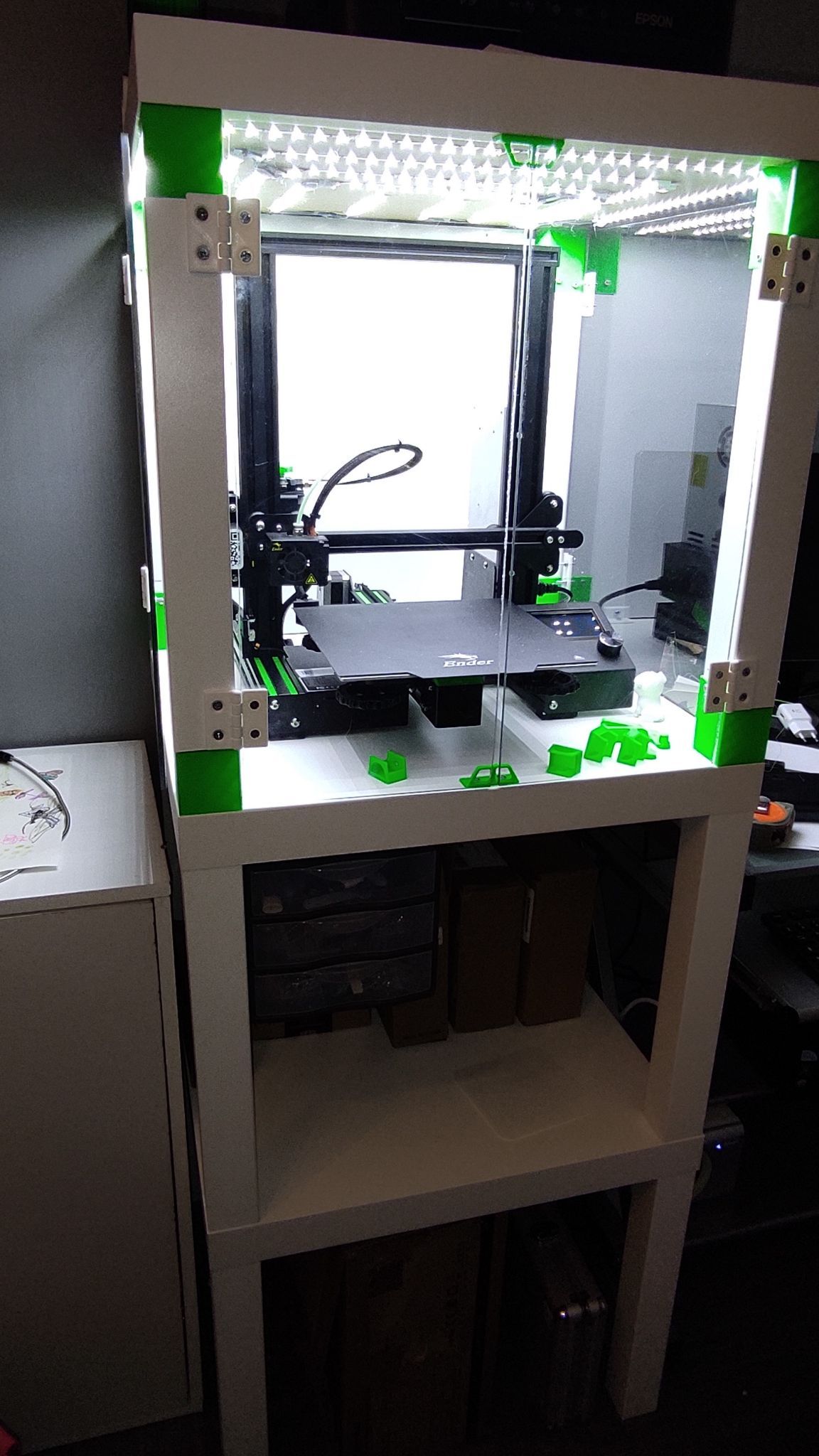
Salut à tous, nouveau en impression 3D, toujours à l'affut de bonnes astuces et de bons conseils, quelques belles impressions réalisées mais quelques beaux loupés aussi Bosse surtout sur fusion et solidworks et biensur cura en slicer Première imprimante depuis décembre 2021, une ender 3 pro toute d'origine, juste plateau en verre et rallonge de microsd Ci dessous mon petit setup entièrement fait maison

 1 point
1 point -
La Max et la V2 ne sont absolument pas prévue d'origine pour recevoir un laser, c'est certainement faisable mais pas a la porté de tous. Dans votre budget il sera pas possible d'avoir une machine 2 ou 3 en un avec Laser et CNC. Y a la Any cubix Mega Pro de mémoire qui fait imprimante et laser mais dépasse votre budget.1 point
-
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
@CARRERA Tu as fait un bon choix pour la Ender, jusqu'à présent j'en suis très satisfait. Pour moi le bruit n'est pas énorme, (l'imprimante se trouve au fond de la pièce), c'est même rassurant, elle travaille dans son coin. Un petit plus pour toi, le réglage de la Ender 3 Pro, fichier (joint) que je suis en train de travailler, donc c'est une préversion. Et un lien pour gérer tes impressions https://www.lesimprimantes3d.fr/forum/topic/28014-fichier-excel-pour-gérer-les-impressions-et-le-stock-de-filament/ Amuse-toi bien avec ton imprimante. Réglage Ender 3.pdf1 point
-
Ce n'est pas ça. Pour rappel, c'est pour la porte d'un caisson afin de déshydrater une bobine de filament. Beaucoup plus simple que ça.0 points