Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/05/2022 Dans tous les contenus
-
Il faut éviter de prononcer le nom du site en verlan.5 points
-
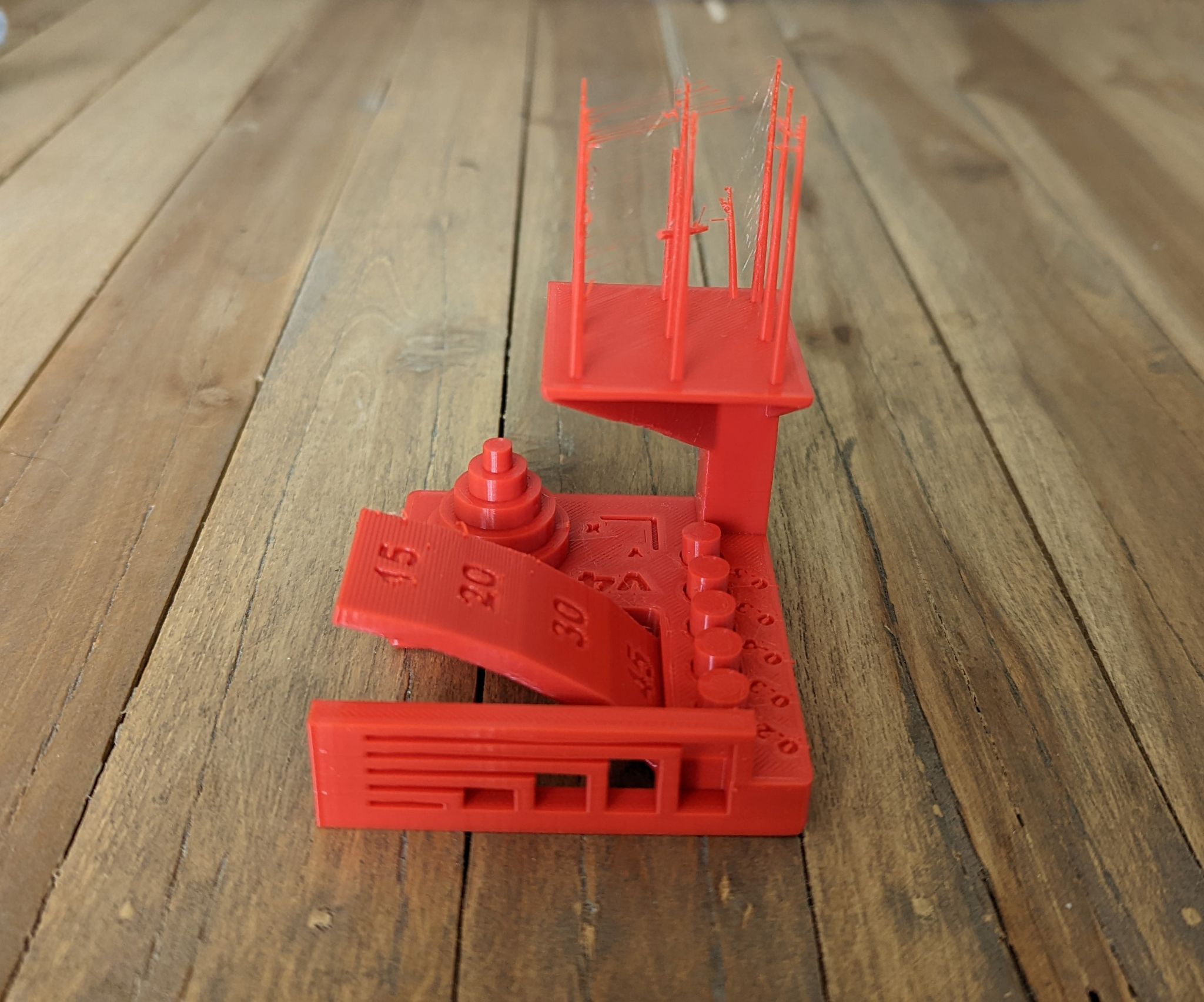
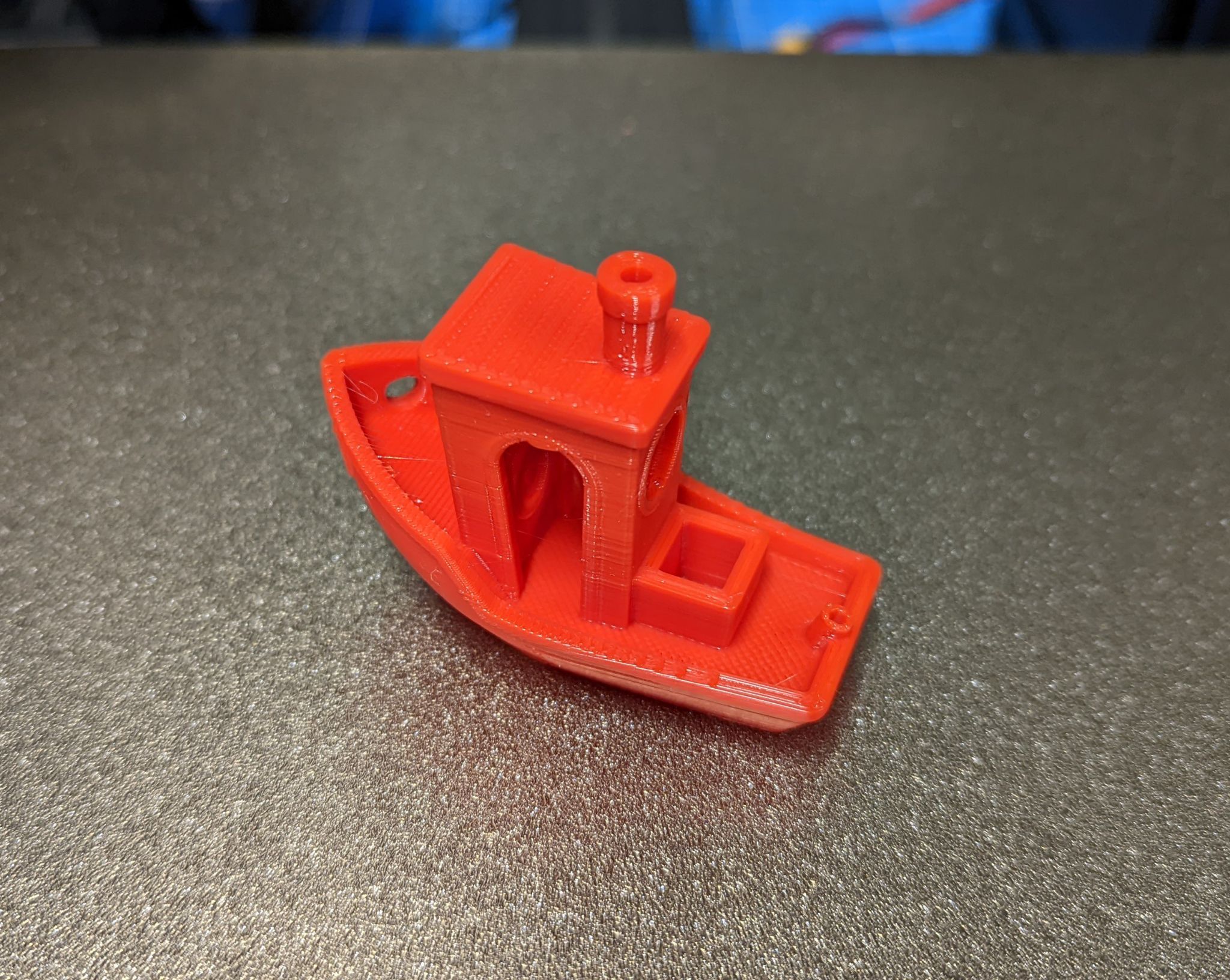
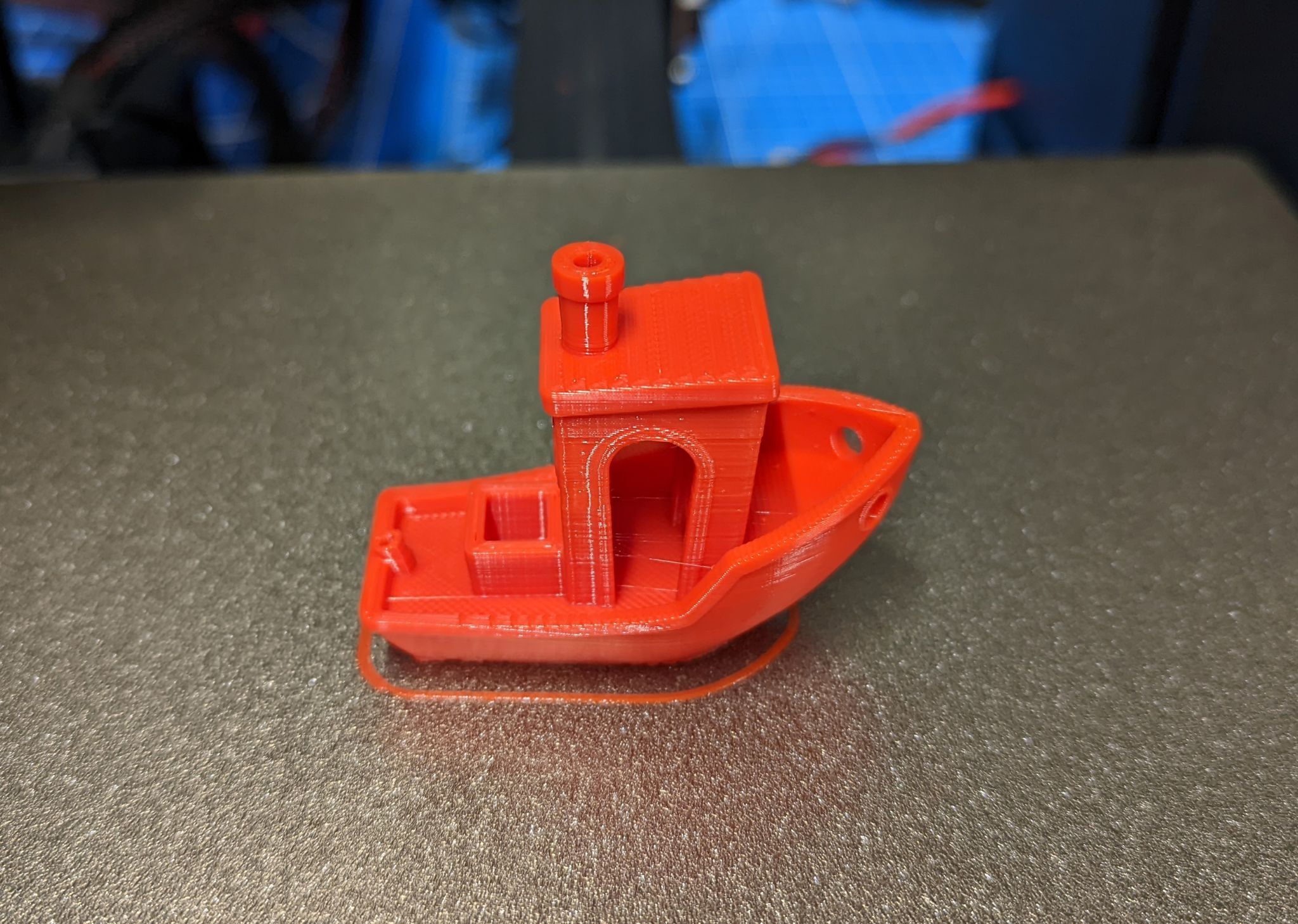
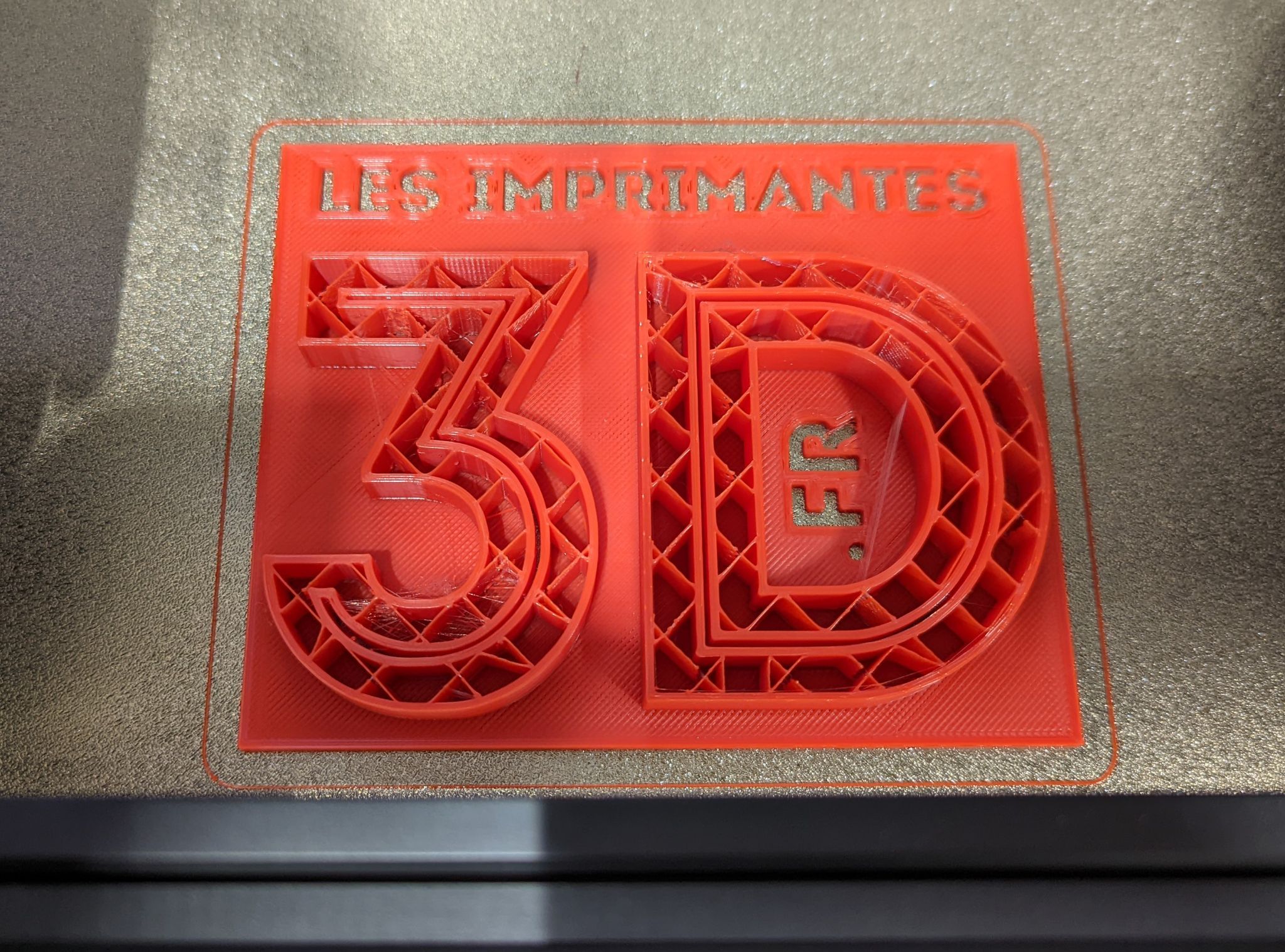
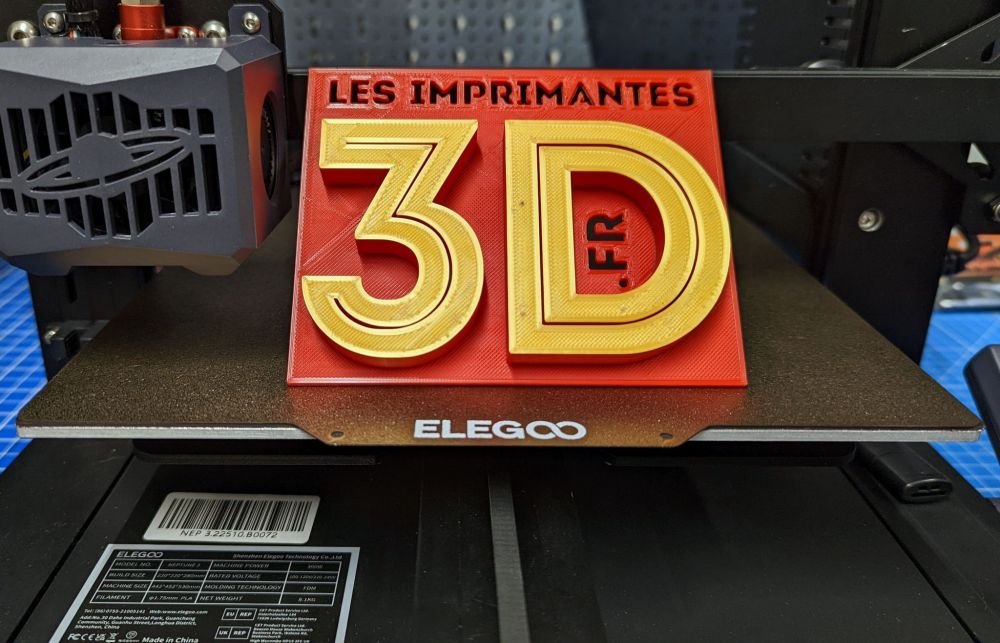
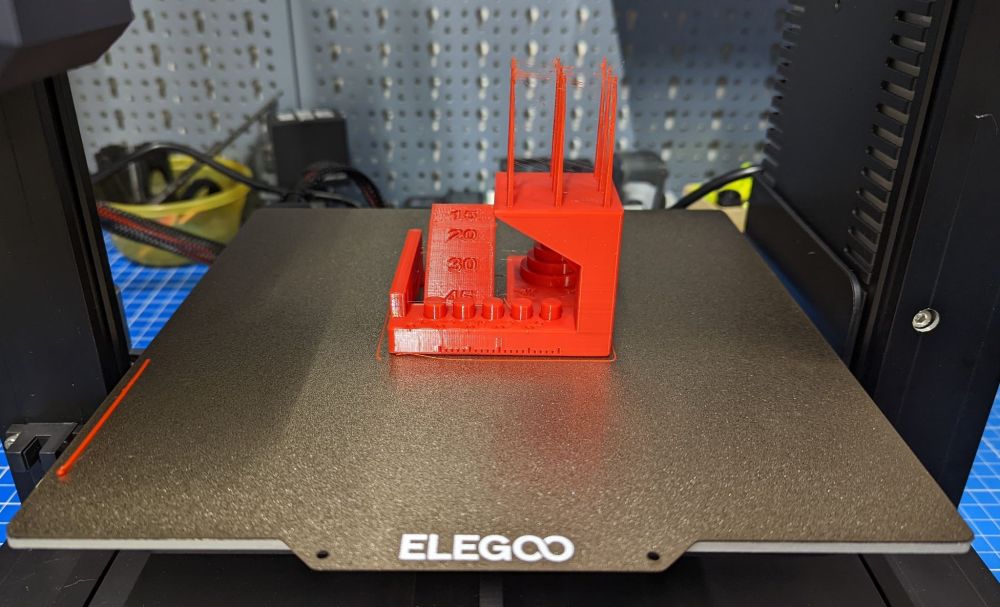
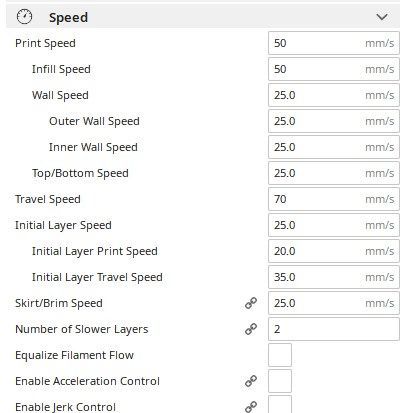
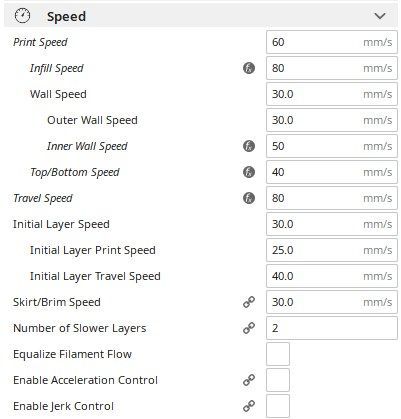
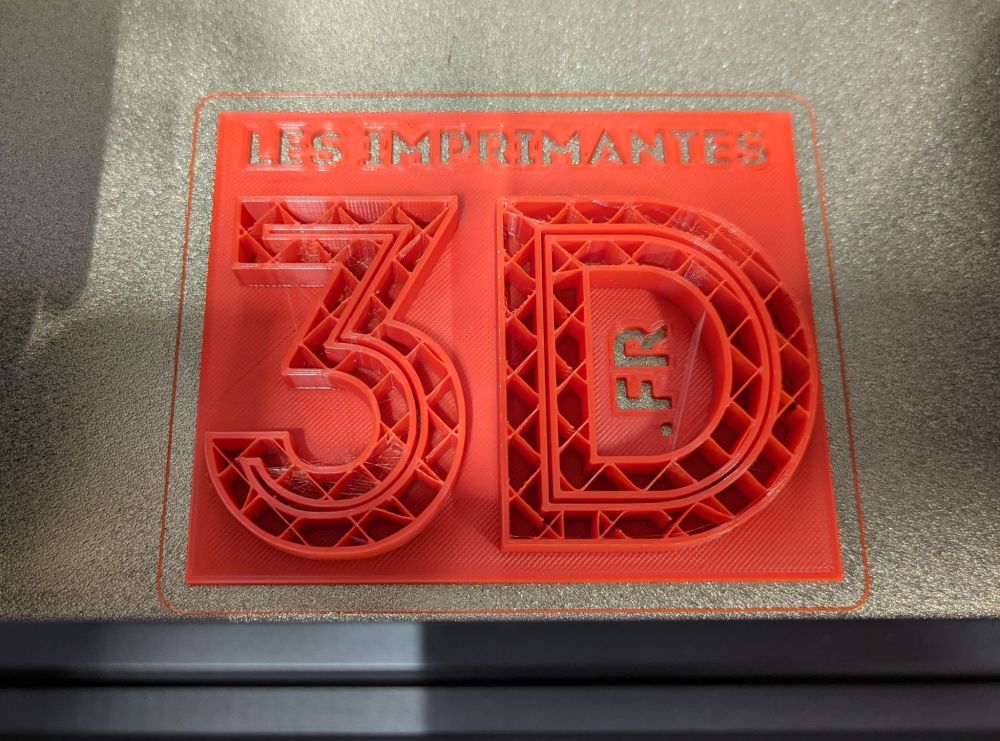
Hier soir j'ai enchaîné avec le KKS Tortur Test : Dans l'ensemble c'est très bon. Les porte-à-faux et bridging sont bien ventilés. Les pointes sont propres (celles cassées c'est moi durant les manipulations...) et y'a pas énormément de stringing pour du bowden. Ensuite, forcément, j'ai fait un petit benchy : C'est encore une belle réussite, absence quasi totale de cheveux d'ange et cheminée nickelle ! Par contre, j'ai remarqué une légère sous-extrusion et après mesure, il sort 85mm de plastique quand j'en demande 100mm. On ne peut pas ajuster les eSteps via l'écran, juste le flow durant l'impression. C'est donc à corriger avec Marlin ou dans les réglages du trancheurs. J'ai trouvé le profil très lent également : Du coup, j'ai lancé le print suivant avec les réglages ci-dessous, ce qui n'a pas aidé niveau sous-extrusion... Et le print en question, ce n'est autre que le logo du site Malheureusement, je suis arrivé à court de PLA rouge/orange Stronghero3D juste avant la fin : Heureusement, l'impression a pu reprendre sans souci après recharge en PLA Gold de chez CompoZan La vitesse et la sous-extrusion n'aident pas à avoir une belle dernière couche, d'autant plus que j'étais à 10% d'infill mais la photo ne fait pas honneur au print qui est bien plus beau en mains Prochaine et dernière étape, le TPU !




 2 points
2 points -
En fait c'est même un peu plus subtil que juste "ne jamais lâcher le filament". En réalité il faudrait plutôt dire, ne jamais "détendre" le filament de la bobine. Le problème lorsque l'on comprend ça, c'est que même avec tout le soin du monde lors du tracanage et de la manutention, on a toujours le problème de la phase "impression". C'est à dire lorsque la tête d'impression fait des grands mouvements, elle tend et détend le fil. C'est moins vrai sur les systèmes à bowden car la longueur de filament entre la bobine et la hotend est fixe, quelque soit la position de la tête. Il faudrait utiliser un système qui maintienne toujours le fil en "tension" sur la bobine (juste empêcher le fil de revenir en arrière de plus de quelques millimètres suffit). Que ça soit actif, passif, ressort, anti-retour, gravitaire, bowden inversé etc... Et bien évidemment, les supports de bobine qui ont trop peu de friction sont à proscrire. Quand la bobine se dévide toute seule sous le poids de son propre filament, c'est problèmes assurés. Qui n'a jamais vécu le rouleau de PQ qui se déroule entièrement à ses pieds ?2 points
-
Comme me l'a fait remarquer @Julien, je ne m'étais encore jamais servi de ces STL pour illustrer mes tests C'est désormais chose faite avec la Neptune 3 J'étais parti pour le faire en full Orange mais... Du coup j'ai terminé avec du gold et ça rend pas trop mal
 2 points
2 points -
l'air n'est pas extrait. Le purificateur recycle l'air à l'intérieur. La trappe doit servir si on veut y mettre un ventilateur ou une aspiration externe, ce qui est une bonne idée!2 points
-
Il y a longtemps, sur une bobine d'un filament PLA rose Velleman ( une bobine de 1kg qu'ils ne font plus, ils sont passé aux bobine de 750g ), le trancanage avais clairement foiré et dans le bordel j'avais toujours une spire, ou plus, au dessus de mon filament en sortie. Mais j'avais vu le truc et après avoir débobiné et re-bobiner plus d'un tiers, depuis le haut d'un escalier pour profiter du vide derrière la rambarde pour que mon filament se déroule et se démêle et reste suffisamment tendus lors du re-bobinage), plus de problèmes. Apres quand je manipule mes bobines je met toujours un petit clips ( dans le genre de https://www.thingiverse.com/thing:2942220 ) pour bloquer le filament.2 points
-
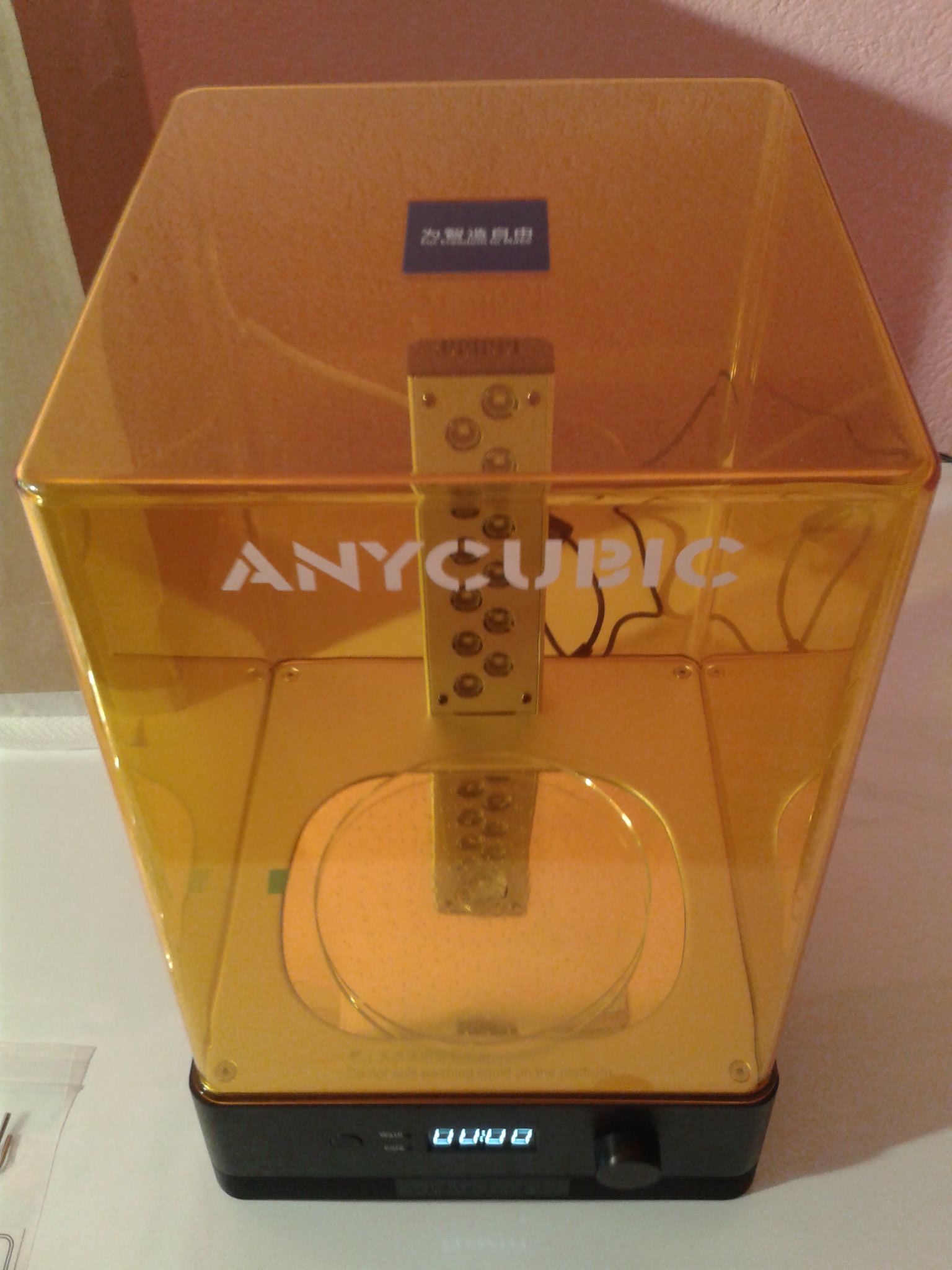
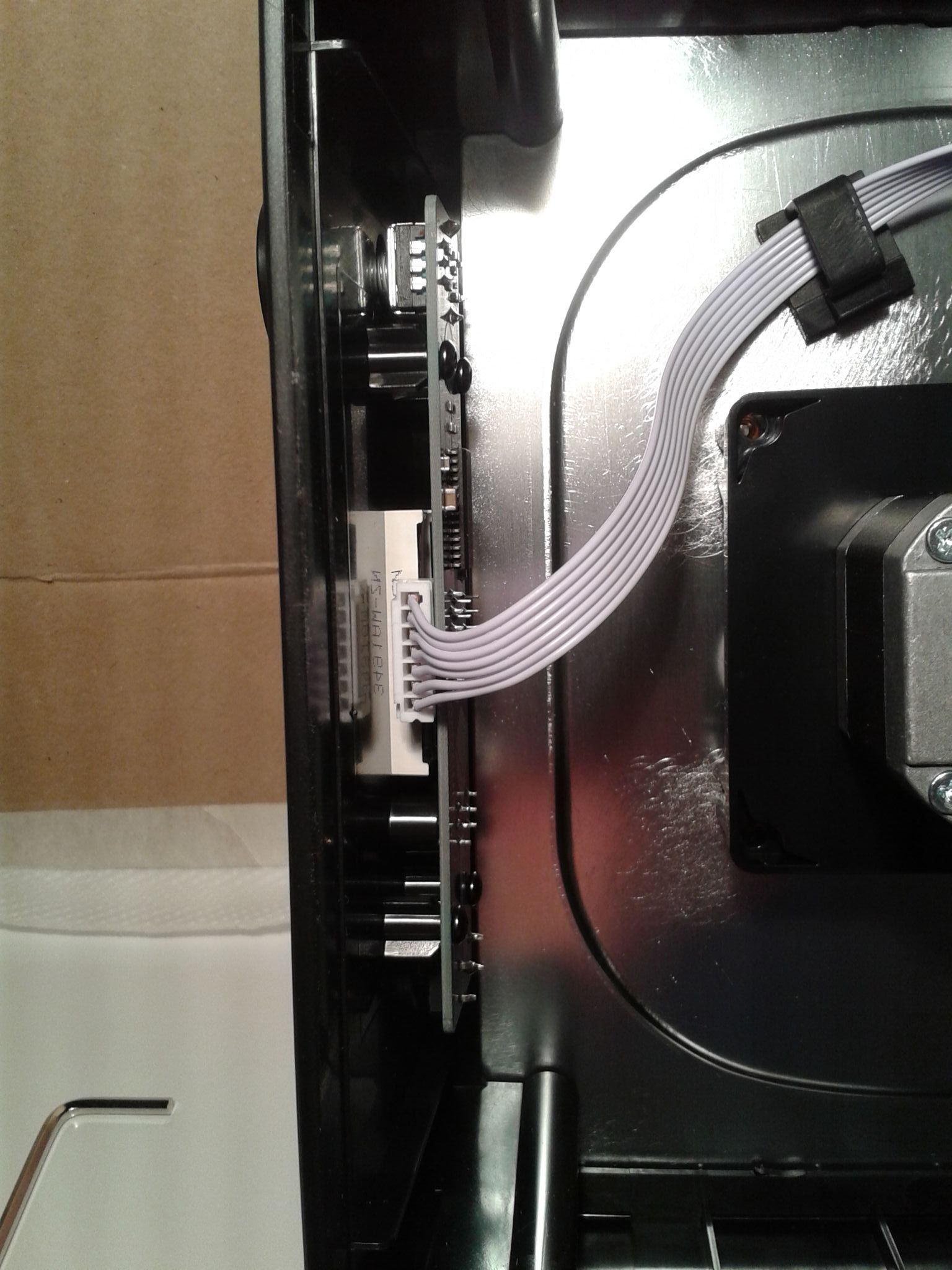
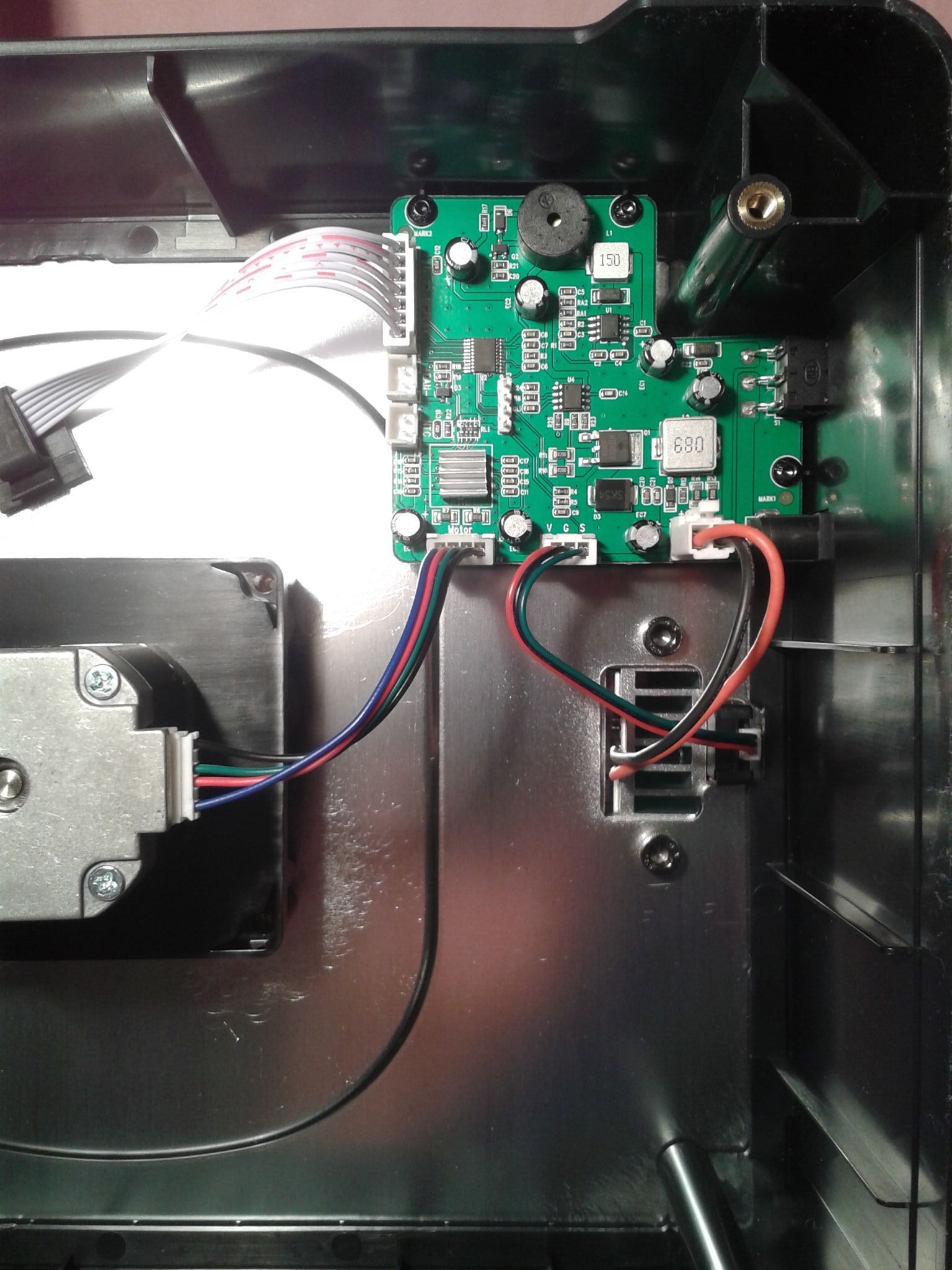
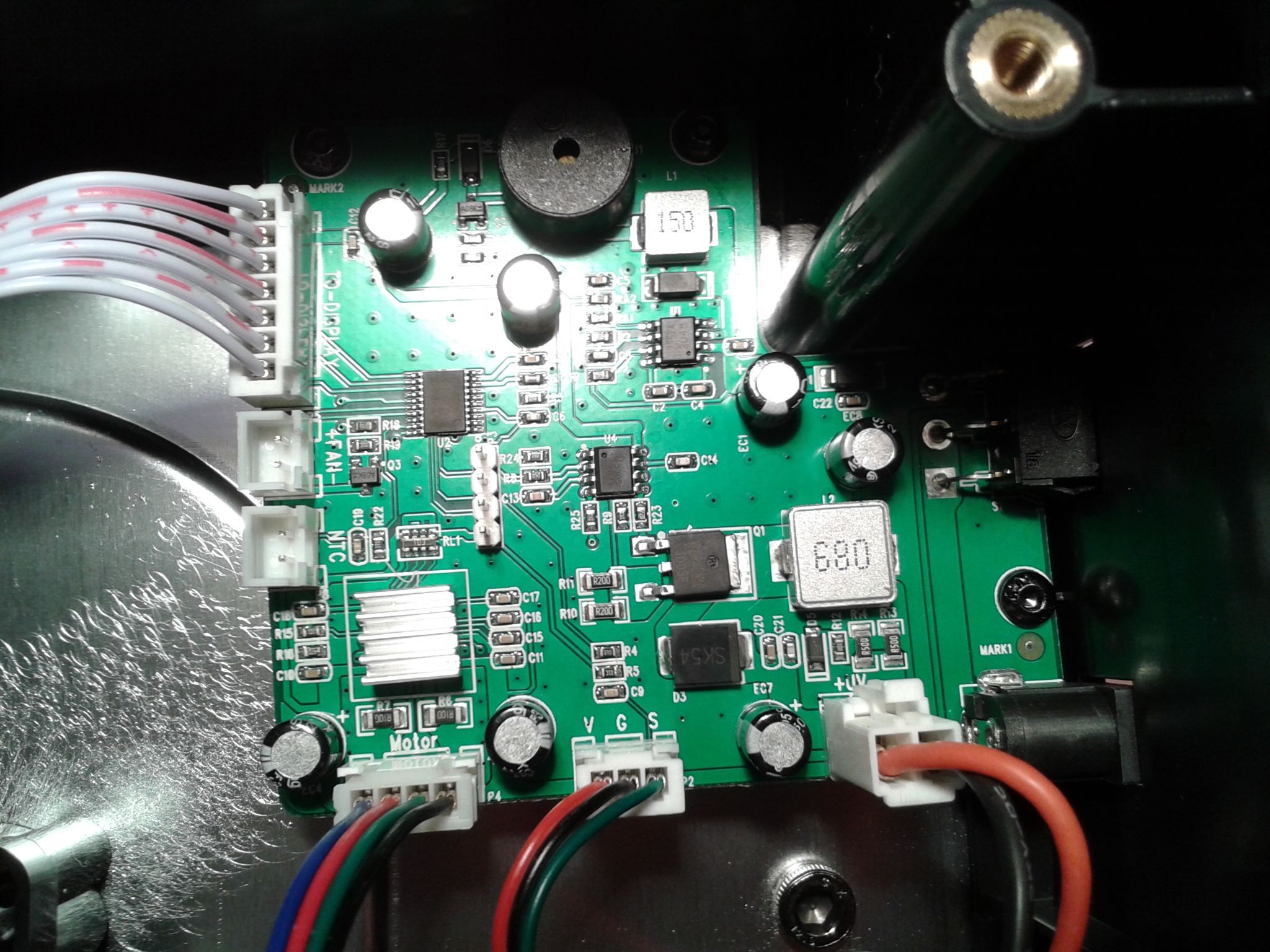
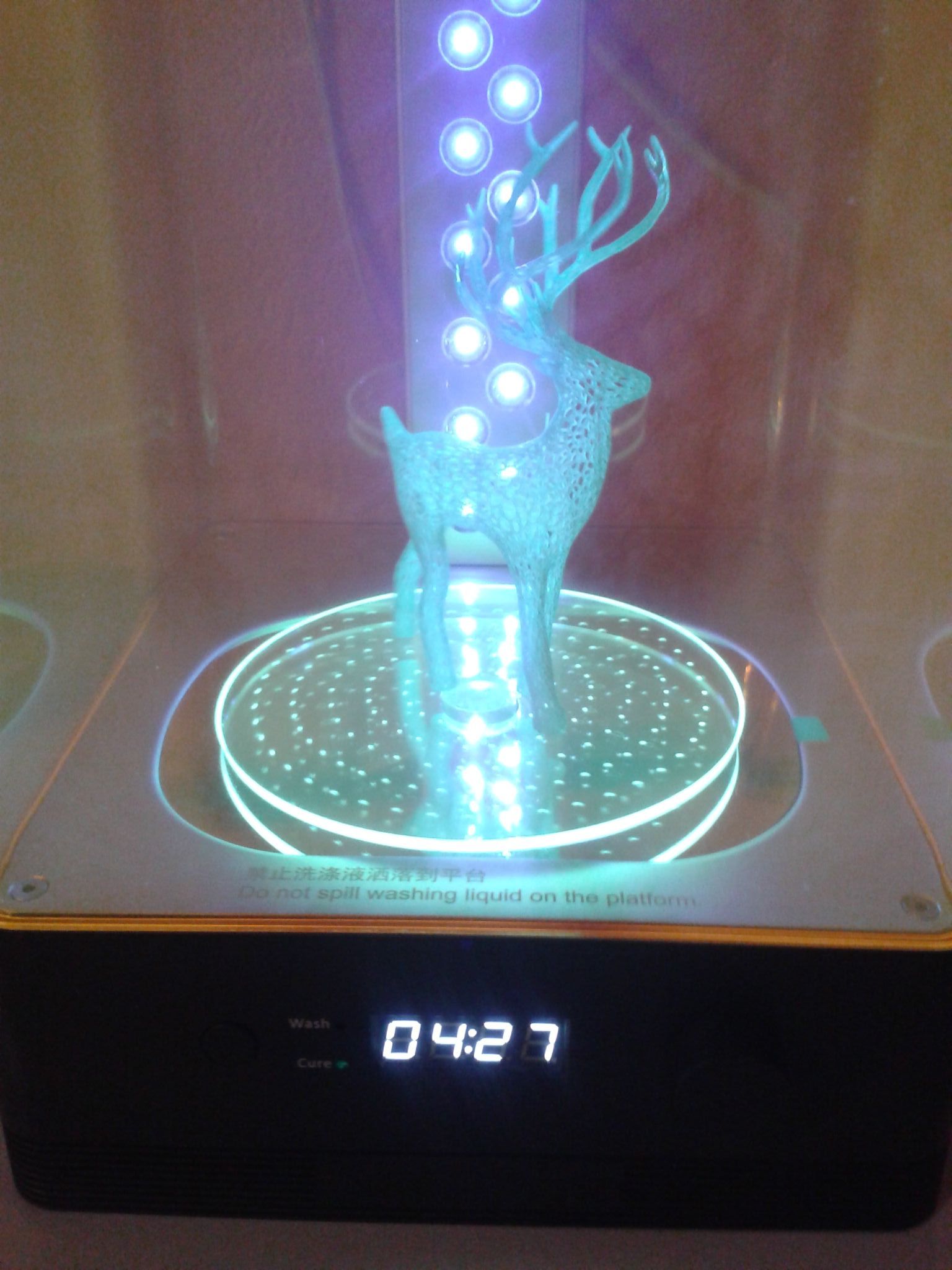
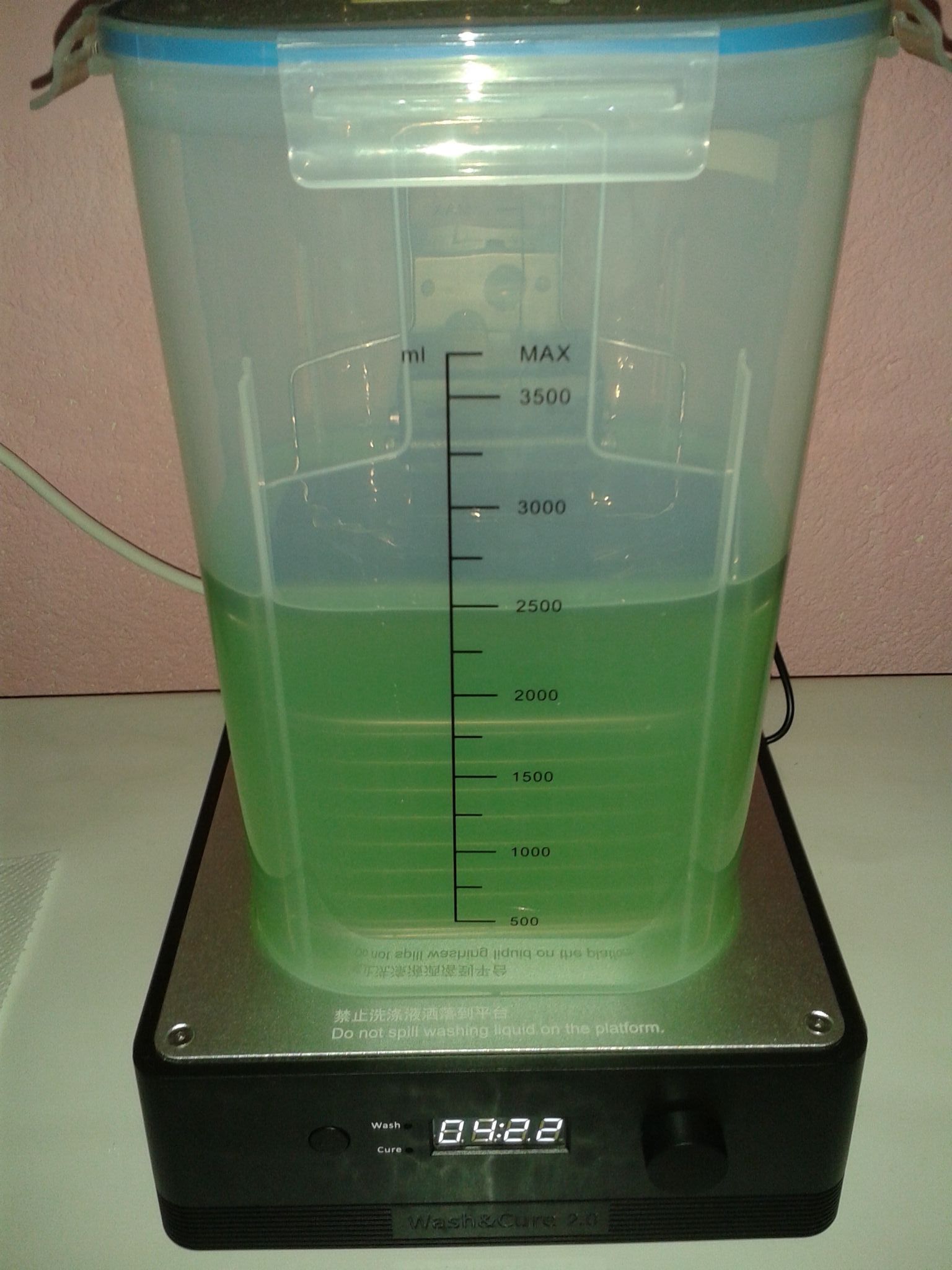
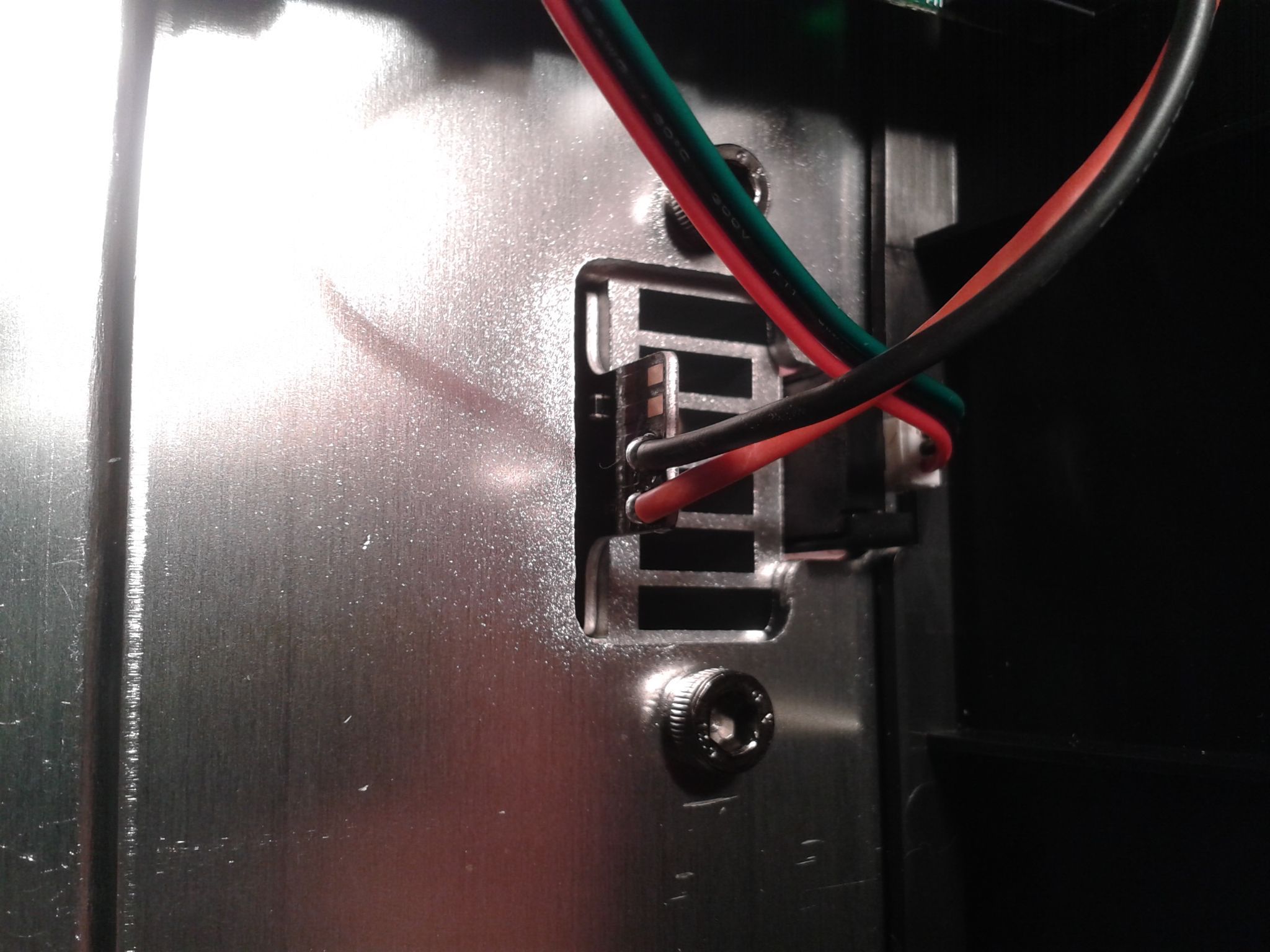
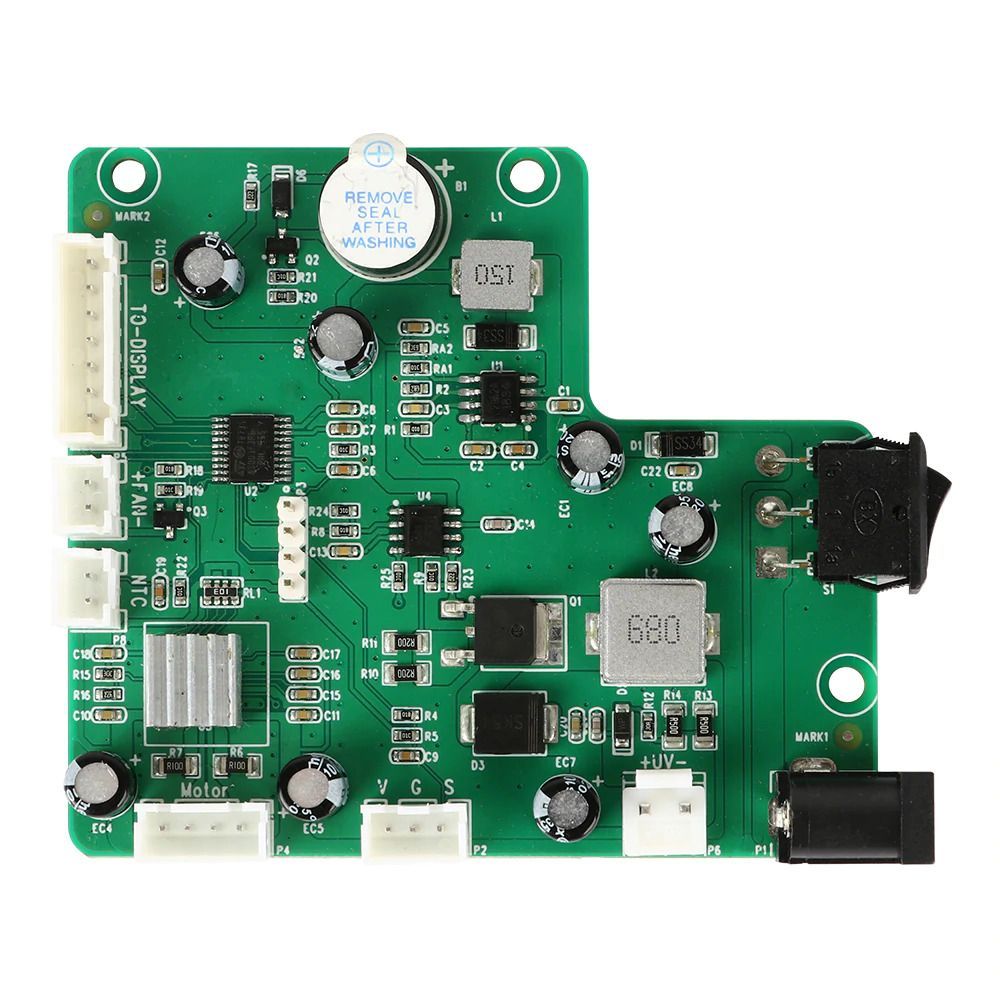
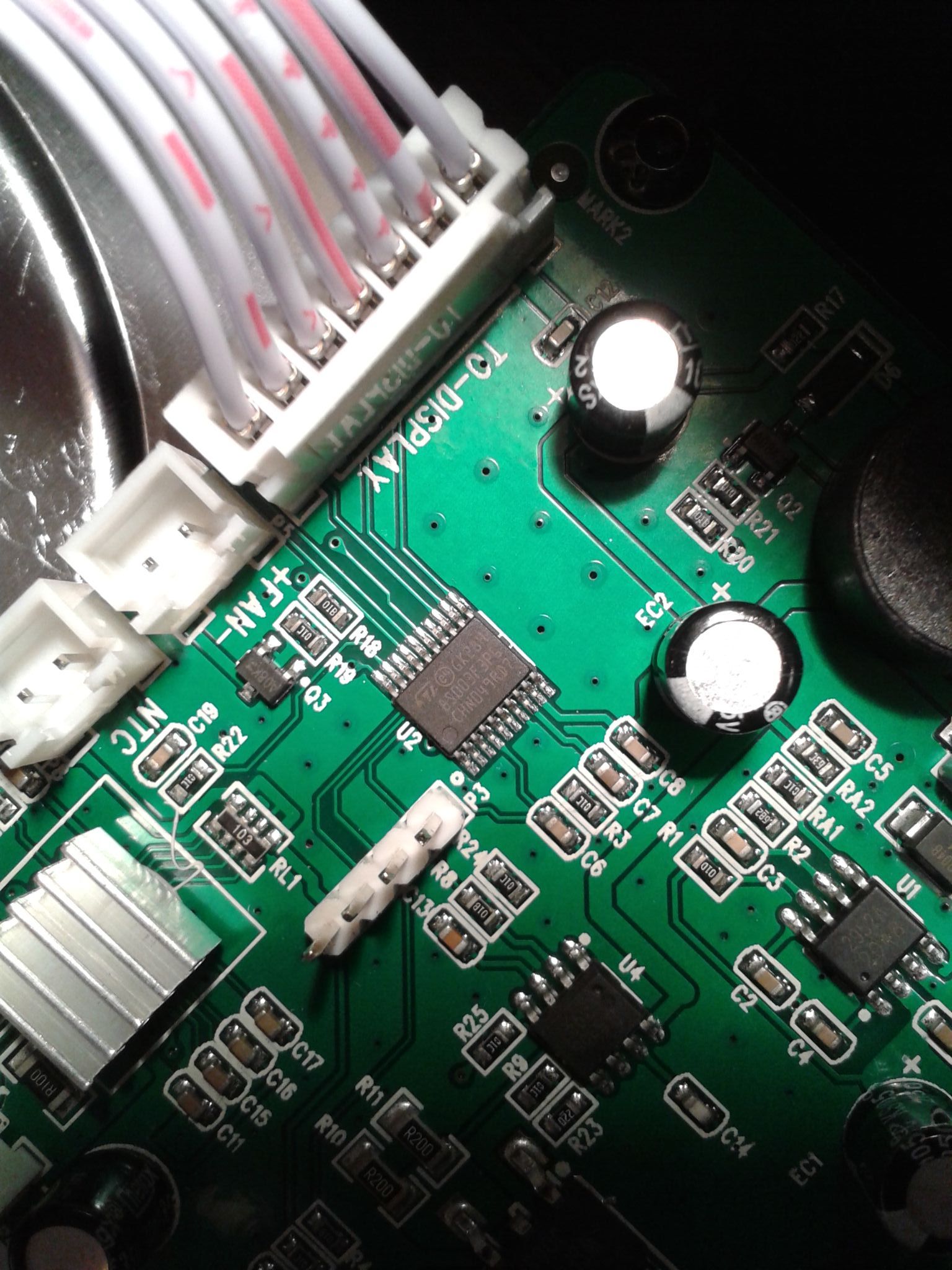
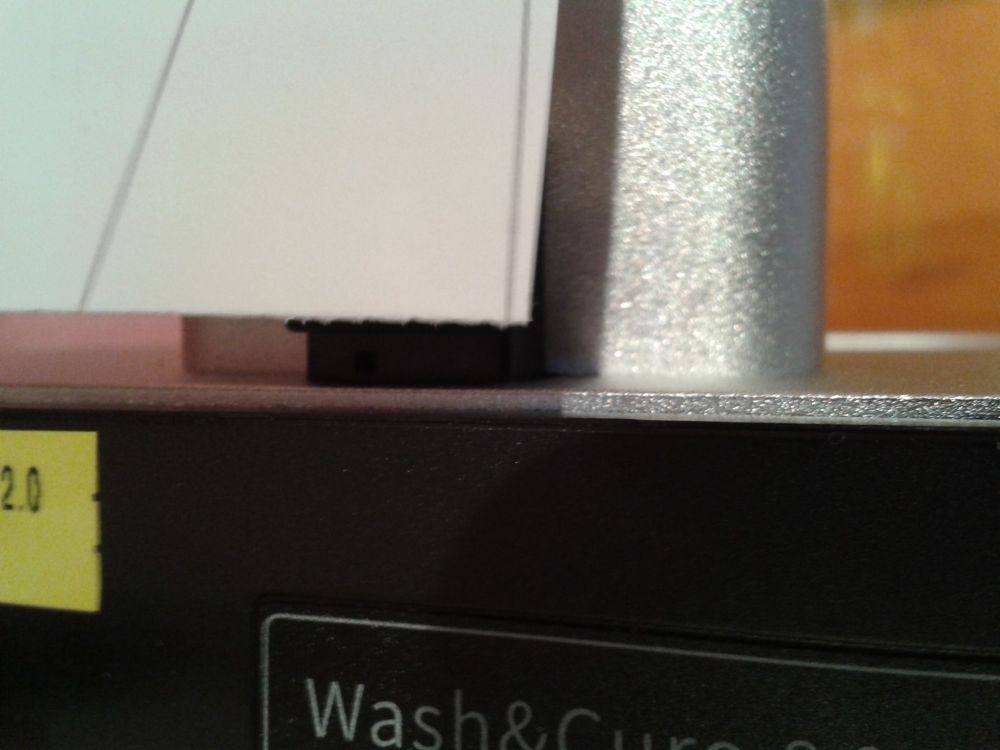
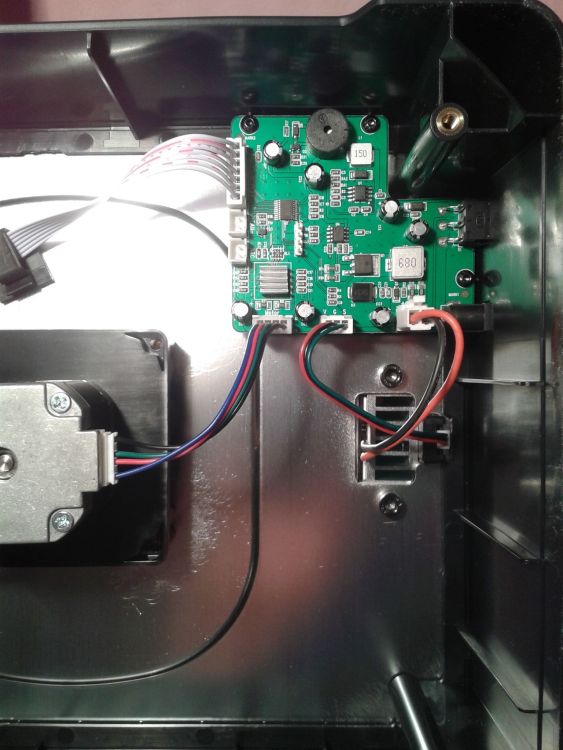
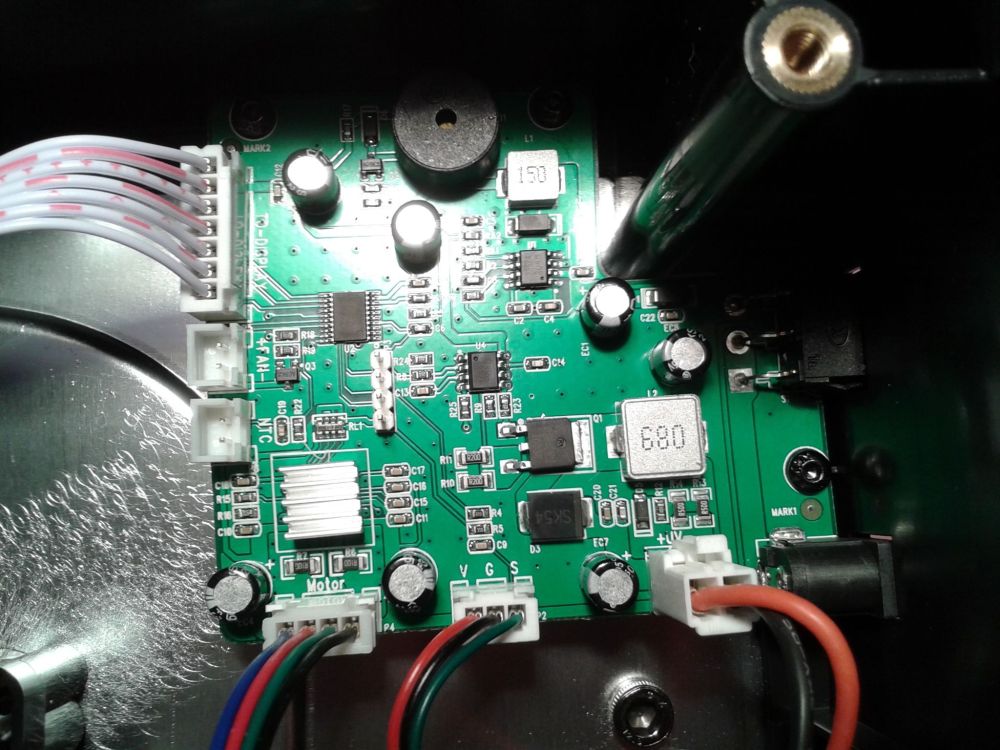
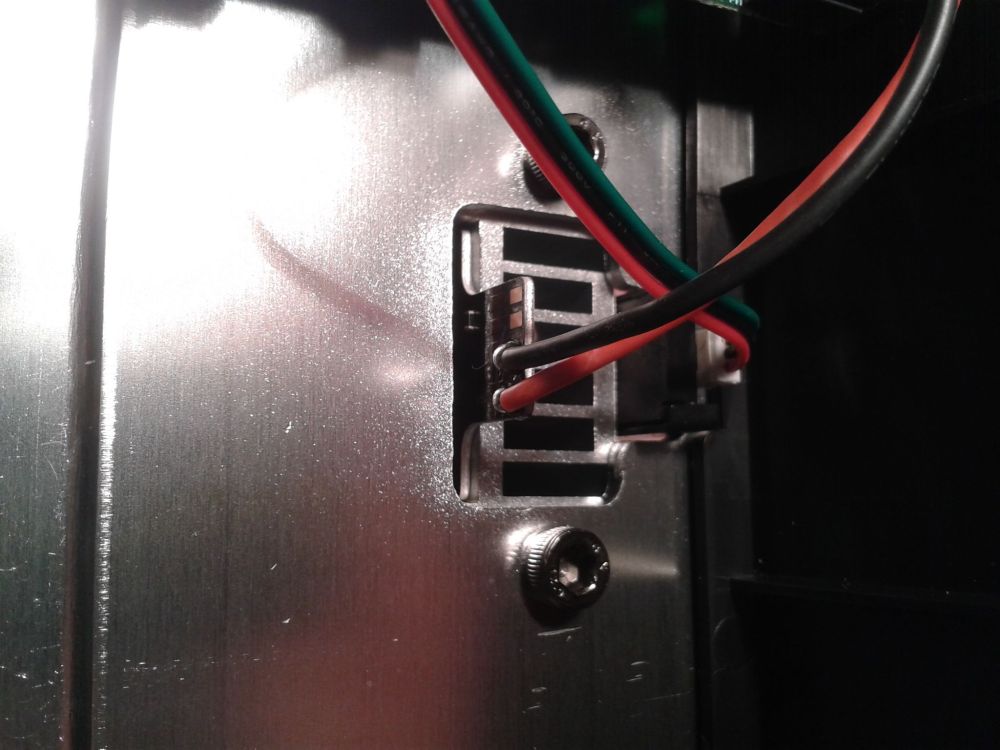
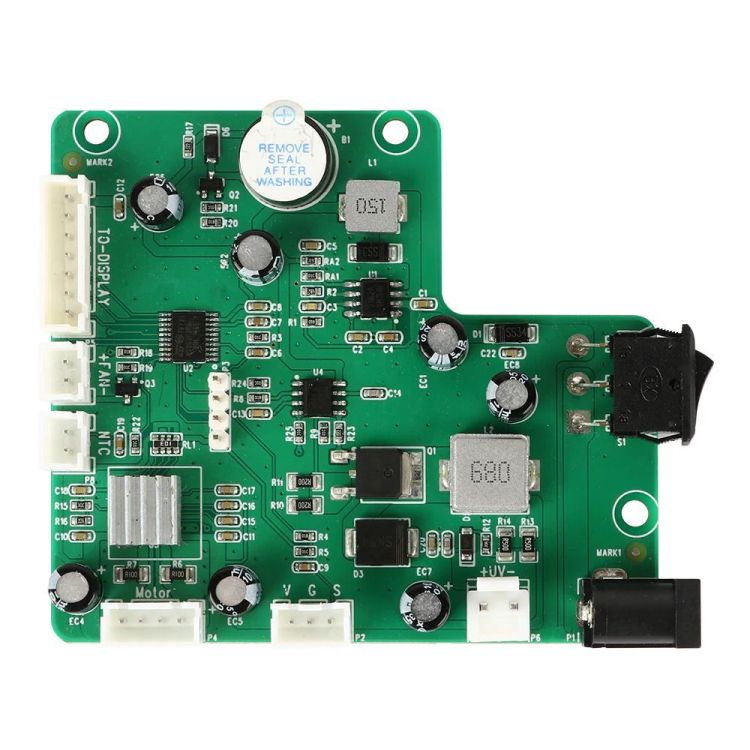
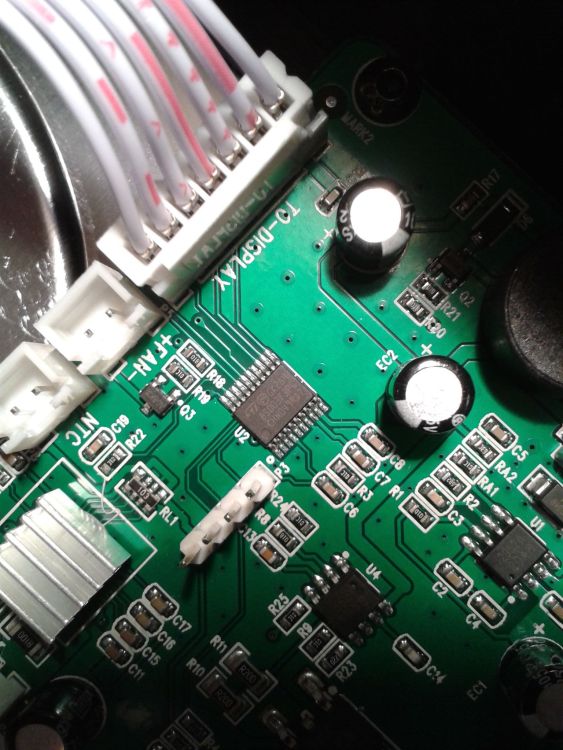
Salutation ! Voici le détail du "Anycubic Wash & Cure 2.0" ( que j'ai obtenu en Add-On avec le kickstarter de la "Anycubic Photon Ultra DLP" ) Machine a double fonction, elle permet avec le bac de lavage, de "Wash"/"laver" un impression résine UV et avec un réflecteur, une plateforme rotative et le capot anti UV de "Cure"/"traitement de durcissement" aux UV (405 nm). Pour les Caractéristiques techniques, je vous invite a regarder sur le comparateur https://www.lesimprimantes3d.fr/comparateur/imprimante3d/anycubic/anycubic-wash-cure-2/ ou sur les sites de ventes Anycubic (fr) https://www.anycubic.fr/collections/wash-cure-machine/products/wash-cure-machine-2-0 Anycubic (en) https://www.anycubic.com/products/wash-cure-machine-2-0 AliExpress PHOTON Official Store (depots eu) https://fr.aliexpress.com/item/1005001375357238.html AliExpress ANYCUBIC Official Store https://fr.aliexpress.com/item/1005001628346841.html le bac de lavage ( pour le "Wash") est compatible avec un plateau d'impression de surface 135 x 80 mm ( ex Anycubic Photon, Photon S, Photon Ultra, Photon Mono, Photon Mono SE, Photon Mono 4K ... (liste non exhaustive ) ) la profondeur depuis le plan du plateau et au maximum de 165 mm. Comme @electroremy a déjà parlé du "Anycubic Wash & Cure 2.0", dans un de ses sujets, je me permets de le citer. ( et de lui piquer des photos, car il a pris des photos bien plus belles que moi ... (Merci electroremy ! ) ) Détails de ce qu'il y a dans le carton d'une "Anycubic Wash & Cure 2.0" Le "Anycubic Wash & Cure 2.0" (Machine + Capot/Couvercle supérieur anti-UV (jaune) ) Liste Des Pièces / Parts List Exactement ce que l'on trouve sur cette image Bac de lavage / "Washing container" (qui a une hélice mise en rotation par des aimants, et un couvercle a rabat pour être fermé hermétiquement) Cordon d'alimentation / "Power cord" (transformateur d'alimentation secteur, "Output: 12.0VDC 3.0A 36.0W" avec polarité positive au centre , cordon d'environ 140 cm) Manuel de l'Utilisateur / "User manual" ( la documentation ( un livret de 4 pages (recto-verso) en anglais ) ) Panier de lavage / "Washing basket" Dans une boîte en carton ( a oreilles de ~ 15.5 x 15 x 4 cm ) un sachet Zip ~ 12 x 18 cm avec Ensemble d'outils / "Tool set" ( un jeu de trois clés Hexagonal (clé Allen) avec du coté long, une tête sphérique ) M3 ( a utiliser pour les quatre vis du cache en métal du dessous ) M2.5 M2 Carte de services / "Service card" ( carte tamponné du contrôle qualité Anycubic ) Roulement en acier inoxydable / "Stainless steel bearing" (Roulement à billes radial acier inoxydable "S625ZZ" Ø int.: 5 mm x Ø ext.: 16 mm x h: 5 mm.) Plateforme de cure / "Cure platform" (plateau plastique transparent pour le traitement UV) Réflecteur / "Reflector" ( a mettre avant (en dessous de ) la plate-forme rotative lors du traitement UV) Grille de Nettoyage / "Washing-rack" (pour porter un plateau d'impression dans le bac de nettoyage et qui permet de profiter des 16,5 cm de profondeur disponible) Fonctionnement interface utilisateur Bouton "marche/arrêt" a l’arrière. (remarquer le capteur qui détecte le réflecteur sur le capot pour détecter la présence du capot (la LED rouge se coupe quand il y a détection) a l'allumage, il y a un petit à-coup du moteur et il se trouve normalement en mode "Wash". Quand on passe d'un mode a l'autre, il y a remise a zéro de la durée du mode précédent si l'on modifie la durée dans le le mode en cours. Ajustement de la durée par pas de 1 minutes ( de 1 a 60 minutes ) via la rotation du bouton molette. Lors d'un cycle faire un appuis sur le bouton molette stop le cycle et remet a zéro la durée ( et on a pas les trois long bips de fin de cycle) . Lors d'un cycle le bouton de changement de mode ou la rotation de la molette non pas d'effet. L'intérieur du "Anycubic Wash & Cure 2.0" ( j'ai enlevé le dessous pour voir si je ne pouvais pas réduire le volume sonore du "buzzer" (il y a trois longs "bips" à la fin d'un cycle.) ) Pas de références visiblement pour le moteur ni pour le contrôleur de moteur pas a pas. ( et je n'arrive pas a lire se qui se trouve écris sur le microcontrôleur ), remarquer le moteur monté sur le bloc noir (système d'aiment pour faire tourner l’hélice / mélangeur du bac de nettoyage ). La carte mère d'un Anycubic Wash & Cure 2.0 Source image https://www.anycubic.com/collections/for-wash-cure/products/motherboard-for-wash-cure-machine-2-0 Pièces de rechange le récipient de lavage pour Anycubic Wash & Cure 2.0 https://www.anycubic.com/collections/for-wash-cure/products/sealed-washing-container-for-wash-cure-machine-2-0 AliExpress ANYCUBIC Official Store https://fr.aliexpress.com/item/1005002310105709.html AliExpress ANYCUBIC Store https://fr.aliexpress.com/item/1005002316370663.html AliExpress PHOTON Official Store https://fr.aliexpress.com/item/1005002875718594.html le tableau d'affichage pour Anycubic Wash & Cure 2.0 AliExpress PHOTON Official Store https://fr.aliexpress.com/item/1005003800266296.html la carte mère pour Anycubic Wash & Cure 2.0 https://www.anycubic.com/collections/for-wash-cure/products/motherboard-for-wash-cure-machine-2-0 En vrac : Bien prendre l’habitude de toujours vérifier le mode en cours pour éviter de se retrouver avec un mode "Wash" au lieu d'un mode "Cure" et d'avoir le plateau qui tourne très vite et vas "expulser" les objets qui si trouve ... La grille du panier du Wash a un maillage qui peut permettre a des petit objet de venir se faire percuté voir sectionner par l'hélice qui mélange le liquide. Quand on imprime des petits objets ou avec des truc qui pourrais passer au travers de la grille du panier, il vaux mieux ne pas les décoller du plateau d'impression, et profiter du petit truc pour placer le plateau dans le bac. ( ou alors utiliser un genre de grosse Sphère a infuser pour le thé en acier, ou ne pas lancer le cycle de "Wash" et le faire a la main ...) Avant ou après l'utilisation du "Wash", il faut bien faire attention de retirer le bac de lavage du Wash & Cure avant de chercher a charger ou retirer l'impression du bac, pour éviter de se retrouver avec des goûtes de sur la machine. Si on laisse longtemps le liquide de nettoyage souillé de résine UV dans le bac de nettoyage, il se forme un dépôts au fond du bac et sur le panier de lavage. ( si on ne l'utilise pas, il semble préférable de ne pas laisser le panier pour qu'il ne se retrouve pas avec de la résine agrégé dessus... ) Bien prendre garde a ne pas exposer le bac de nettoyage avec le l'IPA ayant servie (souillé de résine UV), aux UV, sinon le nettoyage sera bien plus laborieux. ( et il vous faudra changer l'IPA ou la filtrer car la résine mélangé dans l'IPA coagule et forme un genre de blob visqueux ) (réserver un carton ou une boite pour protéger le bac de nettoyage des UV ... ) Mettre une poignée ? de pack de lait sur le couvercle anti UV, certain perce et mette une pogné de meuble ou en métal, d'autre des systèmes d'aiment pour faire tenir le couvercle a un aiment mis sous une de leur étagère juste au dessus de la machine ... Ajouter une "porte document" sur le couvercle anti UV pour ranger en ne pas perdre le réflecteur et ajouter un genre de petite languette pour facilement enlever le réflecteur ( il me semble préférable d'enlever le réflecteur quand on met le bac de lavage mais c'est peut être pas indispensable ... ) Il est préférable de faire plusieurs petite sessions d'UV ( d'une minute ) plutôt qu'une longue ( de plusieurs minutes) pour des impressions fines car l'exposition UV fait légèrement chauffer l'objet ( la réaction de durcissent est exothermique ) et l'objet peut légèrement se déformer selon comment il se trouve orienté / placé sur le plateau tournant. Il faut bien sécher l'IPA avant "Cure" sinon cela fait un genre de zone de bavures, plastique fondu ou traces blanches. Autre Test Anycubic Wash & Cure 2.0 https://nozzler.fr/test-de-la-wash-cure-2-0-de-chez-anycubic/














 1 point
1 point -
Par defaut si l'on met juste le M420 S1 on utilise le z fade par defaut sui dans ce cas sera 10mm justement, mettre un Z fade top grand ou trop faible est contre efficace parfois. Je conseille souvent je reste sur une valeur de 6 à 10mm, donc on peux très bien rester sur la valeur par défaut. En générale quand on veux bien calibrer sont imprimante on règle le Z offset puis on lance un ABL et un save Eeprom depuis le tft. si cela est fait alors il est pas nécessaire d'applique un G29 et M500 dans le start Gcode donc a la place on peu placer le M420 S1 (Zxx si tu souhaite) ce qui évite une palpation inutile avant chaque print.1 point
-
non, pas que je me souvienne ... merci, j'avais juste vu le double sujet (qui a était fusionné entre temps) et pas l'historique complet.1 point
-
et ce sujet traitait déjà du problème. Pourquoi ne pas l'avoir poursuivi? mystère... d'autant plus qu'il y avait la réponse à la question initiale ici. un début d’Alzheimer?1 point
-
Baaaaah, faut pas le prendre comme ça . Si tu es bricoleur, ça se fait en 2 2 une thermoformeuse (voir cette vidéo par exemple)1 point
-
Salut, Normalement la bonne méthode est la 1ère citée: tu règles au mieux la mécanique et tu affines avec l'informatique/ l'électronique. Donc: réglage du plateau avec les molettes et la feuille sous la buse réglage du Z-offset Quelle version du firmware de Jyers as-tu pris? il y a différentes versions de correction (ABL, UBL,...) il n'y a absolument aucune raison pour ça. Au contraire, il faudrait que les ressorts soient compressés au 3/4. Il faut bien évidemment enlever le détecteur de fin de course Z puisqu'il n'est plus utile. PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Salut, Je pense que la meilleure solution est celle-ci (moule thermoformé). Même si tu utilises du PETG alimentaire, le soucis se situe au niveau de la technologie FDM: il faut prendre un grand soin pour nettoyer les moules, enlever les résidus de chocolat logés dans les recoins, les aspérités des couches.1 point
-
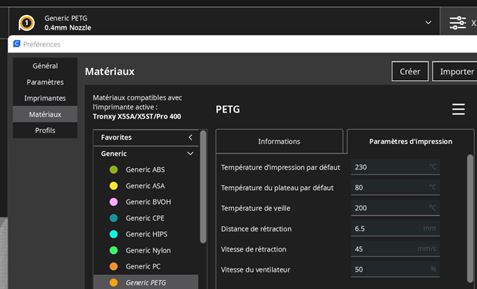
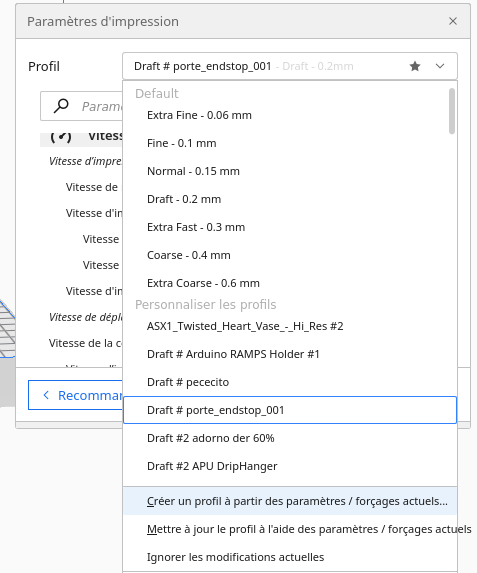
Hello, idem pour moi qui est (seulement ) 2 imprimantes, je me suis créé un profil par type de filament et par imprimante. Je précise les principaux paramètres choisis dans le titre du nouveau profil créé. exemple pour ce profil pour ma X5SA pour le PETG avec T°buse/plateau et vitesse d'impression ensuite je procède par modification d'un profil existant et je le sauve sous le nouveau nom qui va bien. Tu es informé quand tu as fait une modif de ton profil, une étoile apparaît: Après modif, le menu modif est actif Normalement pour utiliser les possibilités offertes par Cura, il faudrait associer ton réglage à un profil matériau: Tu as la possibilité de créer un profil dédié au fournisseur/filament utilisé pour peaufiner tes réglages...tu peux charger dans le marché en ligne des profils filament pour plusieurs fournisseurs qui ne sont pas dans la liste par défaut.

 1 point
1 point -
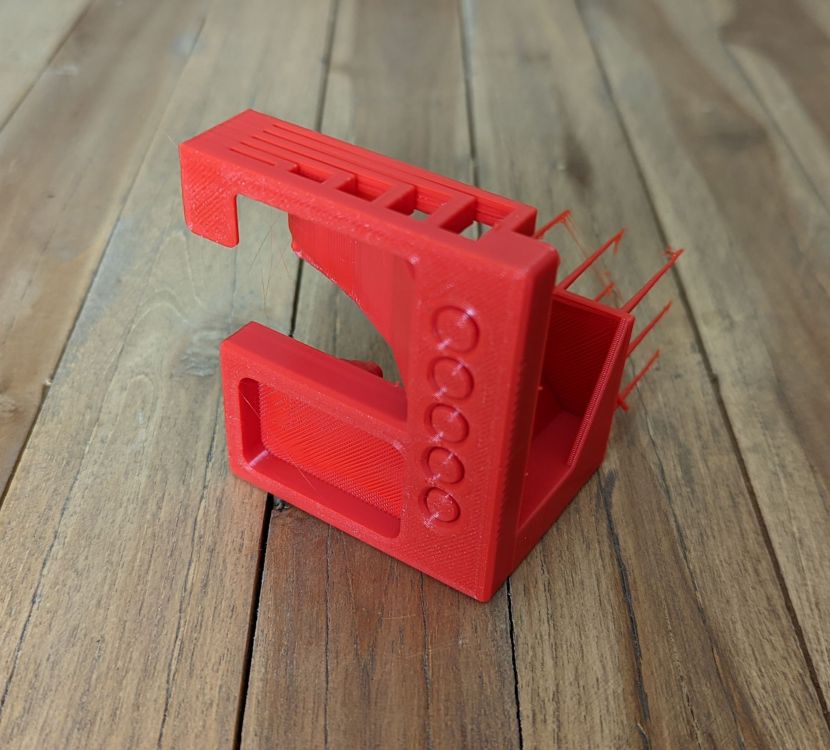
Salutation à toi PPAC. Et merci encore pour ton support. 1) effectivement, tu avais bien raison. Le plateau n'étais pas bien leveling (ajuster). J'ai repris l'impression et la pièce est OK. (Image 1) 2) pour le support j'ai trouvé une autre méthode. En effet comme la première couche de l'objet est celle imprimée juste après le support(l'objet constitue la face avant que l'utilisateur verra), le dépôt de filament ne se fait pas correctement. La solution: utiliser le support pour compenser le manque de filament. - j'ai mis la densité du support à 100% avec un modèle d'impression grille (qui épouse correctement la forme de la paroie et donne un look agréable au touché ) - j'ai ensuite éliminer les espaces qui séparent ne support du model (le support est donc confondu à la pièce) (Image 2) Merci pour l'aide. Et merci pour ton soutient

 1 point
1 point -
Si je ne me trompe pas, G29: Bed Leveling déclenche un palpage ( et donc construit un "mesh" d’après le palpage ) M420: Bed Leveling State avec comme argument S1, permet de charger un "mesh" précédemment enregistré ( il faut donc qu'il existe un mesh valide c-a-d qu l'on ai fait un M500: Save Settings après un G29 pour enregistrer le mesh dans l'eeprom ou utilisé la fonction de bed leveling et de sauvegarde sur l’écran de contrôle si elles existent.) Donc dans le gcode de démarrage c'est l'un ou l'autre. car mettre les deux serai incohérent.1 point
-
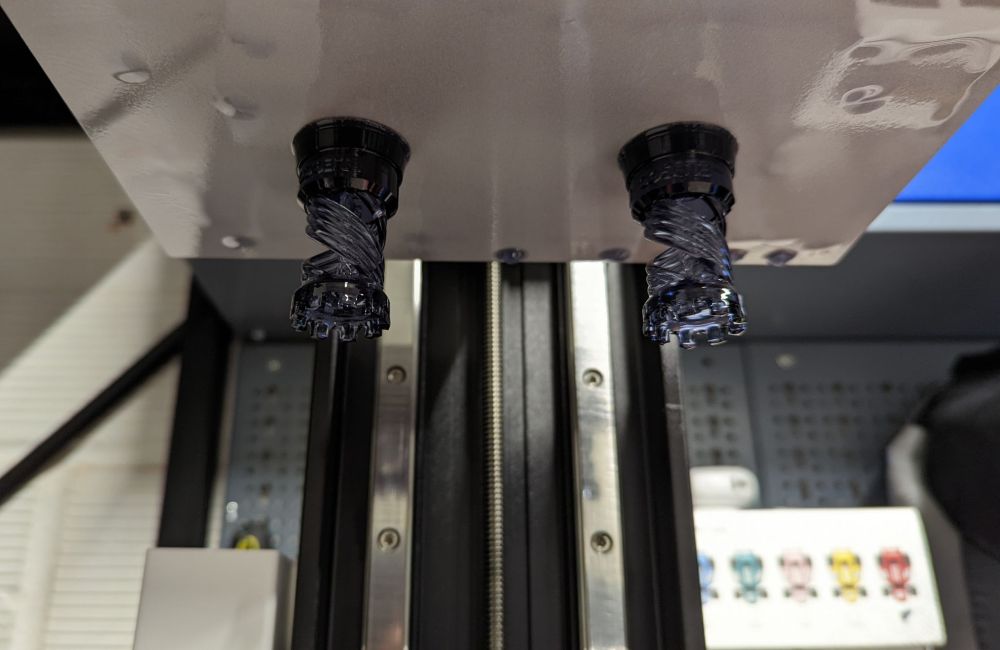
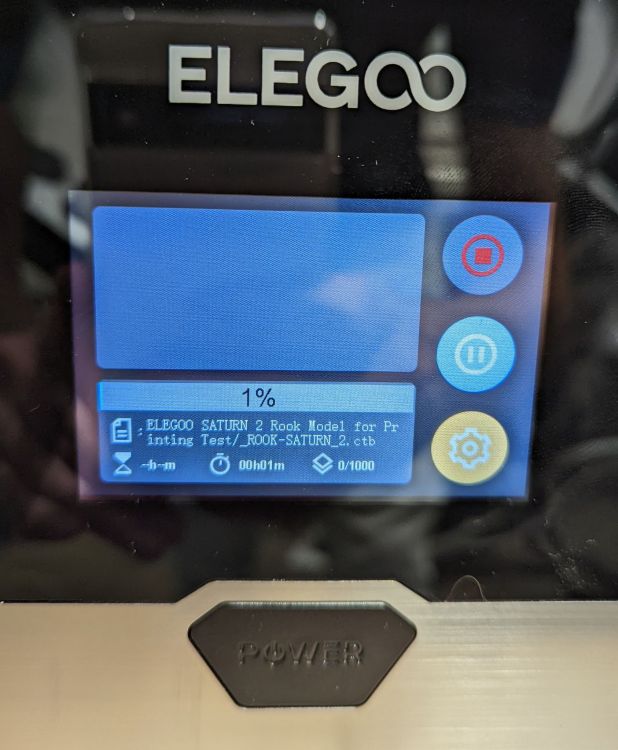
Le premier print présent sur la carte SD ne fait pas honneur au volume d'impression offert par la machine mais ce fut un succès : J'adore le rendu de la résine Elegoo Smoky Black (lavable à l'eau qui plus est) Me reste plus qu'à trouver de gros et beaux objets pas trop risqués à slicer niveau supports pour avancer dans mes tests En tout cas, le workflow Elegoo est toujours au top. Très peu de manipulations à faire avant de lancer le premier print avec succès ! Je trouve juste la machine un poil bruyante, je l'entends dans mon salon quand l'axe Z bouge (pas la ventilation) alors qu'elle est dans le garage.
 1 point
1 point -
dans le nom de ton fichier ,il n'y a pas de symbole particulier ?1 point
-
bonjour tu devrais passer à la dernière version la 1.9.3 ton imprimante y est bien référencée dans le panneau setting ou réglages tu clic sur l’icône "+" en haut à gauche et tu choisis ton imprimante1 point
-
Salut, Doit-on encore te faire confiance après ce tragique accident de parcours qui va entacher ta réputation sur les 50 prochaines années?1 point
-
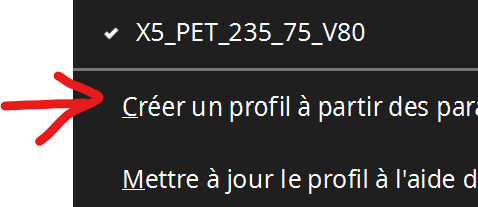
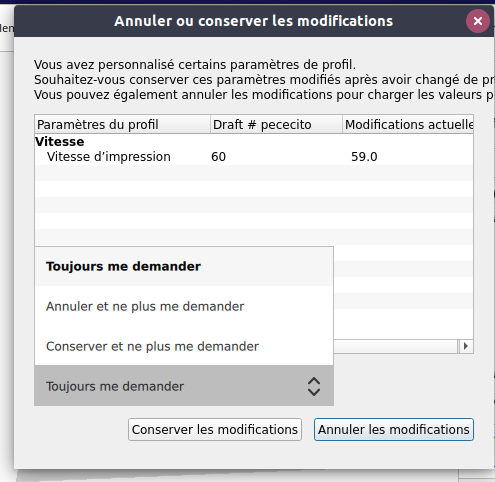
Si des que tu change un paramètre d'un profil si tu ne fait pas "Mettre à jours le profil ..." ou "Créer un profil à partir des ...." ou cliquer sur le pour annuler la modif, a chaque changement de profil (si le profil en cours a encore un truc de modifié cf ) tu a Mais il est possible de donner un choix autre que de "Toujours me demander" ...


 1 point
1 point -
Je crois n'avois jamais eu de machine parfaitement calibrée à ce niveau ^^ Je fais d'ailleurs la réflexion à chaque fois, toutes les docs se limitent aux réglages des excentriques mais ça devrait aller plus loin1 point
-
Ça fait partie des remarques sur la machine en effet, y'a que 85mm extrudés pour 100 demandés1 point
-
Salut @Yo' J'ai pensé à toi cet après midi sur l'aire d'autoroute de Montélimar J'ai bien raccroché la prise après la charge de mon VE @+ JC
 1 point
1 point -
Salut Jamais eu de pb avec mes bobines. J'utilise essentiellement du filament Prusa, Filament PM qui sont "trancanés" Pas de pb non plus avec mes bobines de Sakata 3D qui ne sont pas trancanées La seule fois où ça a coincer j'avais lâché le fil et je n'avais pas voulu prendre la peine de re-enrouler proprement la bobine. Résultat filament coincé, impression dans le vide et pièce à la poubelle En fait faut jamais lâcher le filament comme préconisé Il y avait eu quelques échanges à ce sujet il y a quelques temps @+ JC1 point
-
Idem, jamais de nœud, que ça soit du Prusament, du Polymaker, du Filamentum, du Stratasys, du Arianeplast, du ICE filament, du no-name chinois... ni même du re-bobiné maison... Et j'ai passé une assez grande quantité de bobines dans ma "carrière" d'imprimeur amateur. Parmi les problèmes que j'ai pu rencontrer une bobine trop serrée une fois, pas de nœud mais il a fallu dérouler à la main car ça tirait fort. Pas mal de variations hors tolérance sur le diamètre d'une même bobine, qui oscillait entre 1.69mm et 1.72mm de diamètre. Sur du no-name chinois j'ai eu un filament cassant, à tel point qu'il se cassait tout seul sur la bobine. Dans tous les cas, j'ai toujours pu utiliser les filaments même les plus pourraves, ne serait-ce qu'en tout venant pour des prototypes. Pour les nœuds, techniquement il est impossible qu'un nœud apparaisse lors de la fabrication, tant que fil est maintenu tendu. Dès lors qu'il y a manutention, et que le fil se détend, il est possible qu'une spire passe sous une autre, et provoque un blocage. Pire, si le fil est lâché et que son extrémité passe sous une spire, alors là c'est le nœud assuré.1 point
-
non jamais eSUN, SOVB, Grossiste3D et une ou deux autres dont je ne me rappelle plus la marque Ne jamais lâcher le filament, ni le laisser se détendre ... parce que si il s'est enroulé, il doit se dérouler1 point
-
Bonjour @Yo' Le combo CCS 2 et sûrement le 1 est une norme européenne pour les contructeurs et associès, donc a priori pas de brevet. Il y a pour la France une norme AFNOR dans laquelle il devrait y avoir les prescriptions pour la réalisation des prises, cables, les chargeurs. https://www.boutique.afnor.org/fr-fr/norme/nf-en-621962/fiches-socles-de-prise-de-courant-prises-mobiles-et-socles-de-connecteurs-d/fa059866/1667 https://www.boutique.afnor.org/fr-fr/norme/nf-en-621963/fiches-socles-de-prise-de-courant-prises-mobiles-de-vehicule-et-socles-de-c/fa181699/44945#AreasStoreProductsSummaryView Le mieux ce serait de poser la question à l'AFNOR avant d'acheter la norme.1 point
-
Ma façon de gérer dans Cura, c'est via les profils (ce qui ne veut pas dire que c'est la meilleure ou la bonne) J'ai un profil PLA enregistré et un profil TPU enregistré Par contre je n'ai pas de profil PETG (mais c'est uniquement parce que je n'imprime pas de PETG ) ça doit aussi marcher avec une nouvelle imprimante, mais c'est un peu bordélique et pas logique.1 point
-
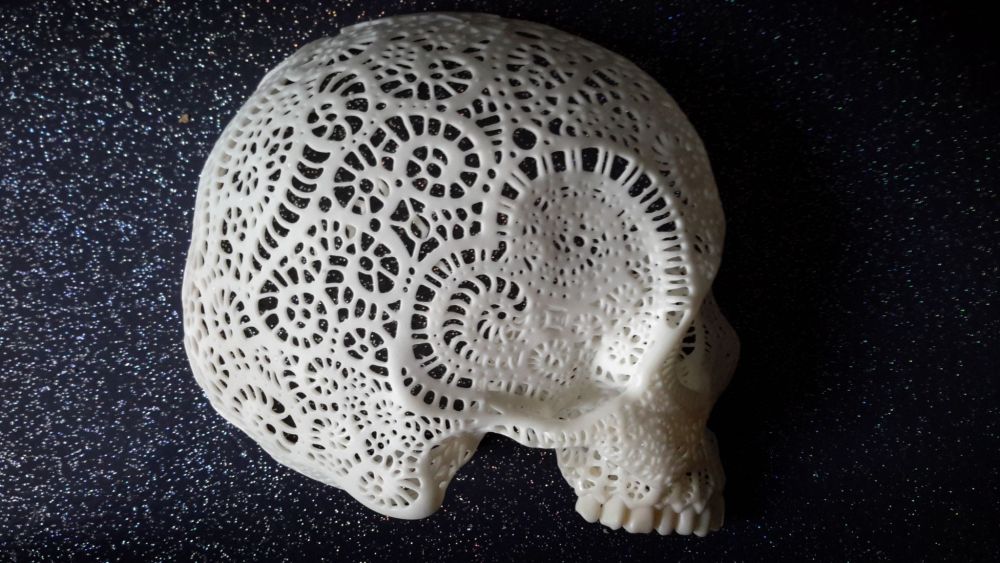
Bonjour PPAC. Les grands esprits se rencontrent... j'allais poster aujourd'hui... Oui, en effet. Je traîne un peu, mais j'ai reçu mon nouveau PC. Rien que le temps de tout mettre ok (réinstallation programmes, récupération et copie de tous mes dossiers sur le disque secondaire, etc...) Et surtout Solidworks. J'ai lancé hier soir une impression de mon crâne. Pour ne pas être ennuyé par les trop nombreux supports, souvent inaccessibles, je l'ai découpé avec 3D Builder. Une coupe verticale. Je viens juste de sortir le côté droit des UV. Le côté gauche est en route. Petite précision : avec mon Intel CORE I5 et 8 gigas de RAM, il me fallait 30 à 40 minutes pour slicer avec tous les supports le crâne entier. Là, avec l'Intel CORE I7 et 16 gigas de RAM, la carte Nvidia 12 gigas, il me faut moins de deux minutes trente pour slicer un demi crâne. Ça laisse le loisir d'essayer plusieurs slices... Voici la demi bête :
 1 point
1 point -
Re bonjour à tous; J'ai contacté le SAV anycubic, et le problème semble venir de la carte mère et du capteur de fin de course. Ils vont procéder à un remplacement des éléments concernés. Ce que j'ai appris : - ne pas mettre le vat au soleil (paie ta connerie) - ouvrir le cul de l’impriment ne casse pas la garantie - Si il y a un bruit sur l'axe Z, il peut y avoir 3 causes : 1) le moteur mort, 2) pas assez de graisse sur l'axe, 3) problème de capteur. Voila plus qu'a attendre les pièces et voir si le problème est résolut.1 point
-
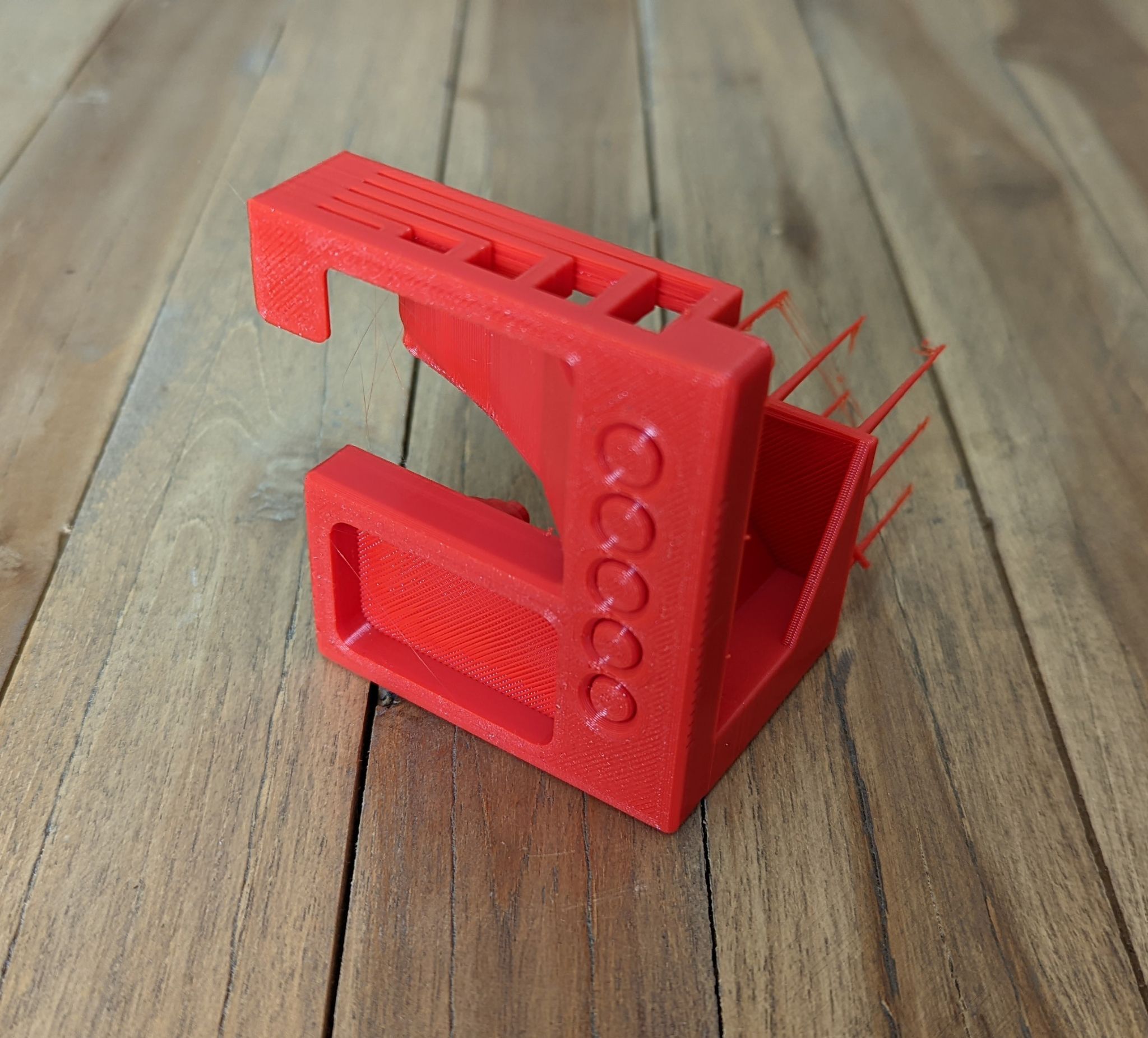
Bonjour à tous ! Voyant le nombre de demandes qui m'ont été faites et devant le fait que pas mal de débutants rencontrent souvent des difficultés à modéliser ce qu'ils souhaitent, je me suis attelé à pondre un petit gros tutoriel (très) détaillé pour Fusion 360. Alors tout d'abord, pourquoi ce logiciel en particulier ? Déjà parce qu'on peut l'obtenir gratuitement (et légalement !), ce qui en soit est déjà un argument de poids. Ensuite parce qu'hormis le fait qu'il soit en anglais, ce logiciel est en réalité très simple à prendre en main une fois que l'on a compris les bases (que nous allons voir ici). Et enfin parce que ce logiciel est tout bonnement hyper complet et qu'il permet aussi bien de faire des pièces basiques que des designs très, très poussés. Pour réaliser ce tutoriel, j'ai choisi une pièce assez simple mais qui me permettait d'aborder plusieurs techniques et approches de modélisation, il s'agit d'un support PCB sur mesure que l'on m'avait demandé. En parlant techniques vous verrez que j'ai par moment utilisé des outils plutôt que d'autres qui auraient pu être plus simple à mettre en oeuvre, c'est d'une part pour vous présenter ces outils et voir comment les utiliser mais également pour montrer qu'il n'existe pas qu'une seule façon de faire et que l'on peut utiliser bien des techniques différentes pour obtenir un même résultat. J'ai également volontairement crée ce guide au format PDF et ce pour deux raisons : Déjà, il existe pas mal de tutoriels Fusion 360 en vidéo (peut être pas aussi détaillés mais bref) et ensuite, il est souvent compliqué de suivre une vidéo et d'être en même temps sur le logiciel, on rate souvent une info, on doit revenir en arrière pour reprendre ou mettre pause si ça va trop vite et tout ça est peu pratique et nous sort de notre concentration. Ainsi avec ce PDF il est aisé de suivre les étapes pas à pas, avancer à son rythme et il est même possible de l'imprimer (attention, 37 pages tout de même !) pour le garder constamment sous les yeux. En ce qui concerne le niveau du guide, il s'adresse clairement à ceux qui DÉBUTENT et/ou ceux qui n'on pas compris la logique du logiciel lors d'une première approche. Il peut également s'adresser à ceux dont le niveau permet de "bricoler" une modélisation plus ou moins approximative de ce qu'ils ont en tête et qui voudraient approfondir un peu leur technique. Ça parait évident mais je préfère le dire clairement : Ceux qui se baladent déjà sur le logiciel n'y apprendront au final rien du tout. Il est donc inutile de m'interpeller avec des trucs du style "il est moisi ton tuto, j'ai rien appris..." c'est normal. Le but ici est simplement de voir les bases de la modélisation, les techniques pour travailler sur une pièce cylindrique ou sur une arête, créer différentes formes en utilisant différents outils et au final apprendre à se débrouiller seul pour dessiner ses propres pièces. A ce titre vous verrez qu'au départ, le guide est extrêmement détaillé, en fait chaque clic y est décrit, illustré et expliqué, puis petit à petit au fur et à mesure qu'on avance et qu'on utilise des outils déjà abordés, le guide vous lâche un peu la main et vous pousse à avancer un peu par vous même. Le but étant biensur qu'une fois le guide terminé vous soyez en mesure, avec ce que vous y avez appris, de dessiner (presque) ce que vous voulez. Pour finir, n'hésitez pas à revenir donner votre avis, me dire si vous avez rencontré des difficultés particulières ou si des étapes ne sont pas assez claires. N’hésitez pas non plus à laisser un petit like si vous avez apprécié ce travail. Et pour le PDF, il est disponible ici : >>> Guide Fusion 360.pdf <<< Enjoy !1 point
-
@Skaloo Voici un firmware qui devrait faire ton bonheur !! FW 2093 E3 422C BLT5.txt FW 2093 E3 422C BLT5.bin1 point
-
Après l'apéro le crabe farci le poulet boucané et le blanc mangé, si je peux encore ramper jusqu'à mon Pc je vous mets les fichiers avec les lettres en trou (pas facile à imprimer) et le fichier avec les lettres en bosse ( pas essayé) EDIT : Voici les 2 fichiers en trou ou bosse dans le zip Li3D-carre titi78 remix trou bosse.zip1 point
-
Oui c'est bien le support magnétique qui est collé. Aucune bulle ou autre. Parfaitement plan... A froid le PEI est "collé ", je le laisse tel quel et dès que je met le bed en chauffe on voit le PEI ce decoller de lui même plus ou moins important en relation avec la température. Même si je le replaque manuellement il se décolle illico ! Dans l'attente du sav. Je ferais un retour de ce qu'ils me disent...0 points