Classement



Contenu populaire
Contenu avec la plus haute réputation dans 20/06/2022 Dans tous les contenus
-
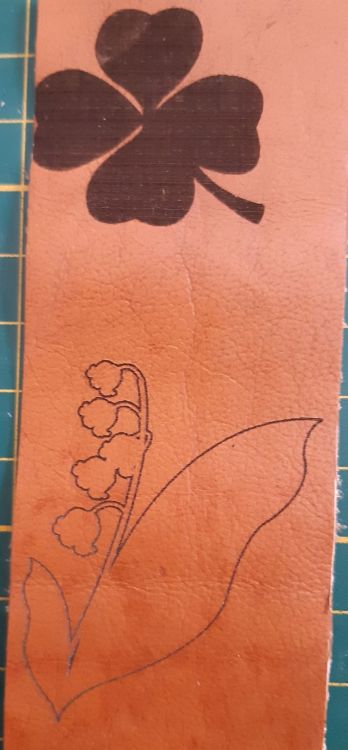
Bonjour, @Yo' Voici un test de gravure du cuir ; un premier test avec du muguet ensuite un autre test avec le trèfle pour du remplissage. La gravure est facile il faut réduire au minimum la puissance 25 à 30% vitesse au maximum . Les inconvénients il faut aérer au maximum avec une ventilation car çà sent très fort le cochon brulé les tracés sont fins et bien contrastés pour un premier essai çà me convient la découpe est facile. a+
 3 points
3 points -
Voici le résultat après rereglage Et il y a eut aucun warping tout est nickel Merci pour votre aide
 2 points
2 points -
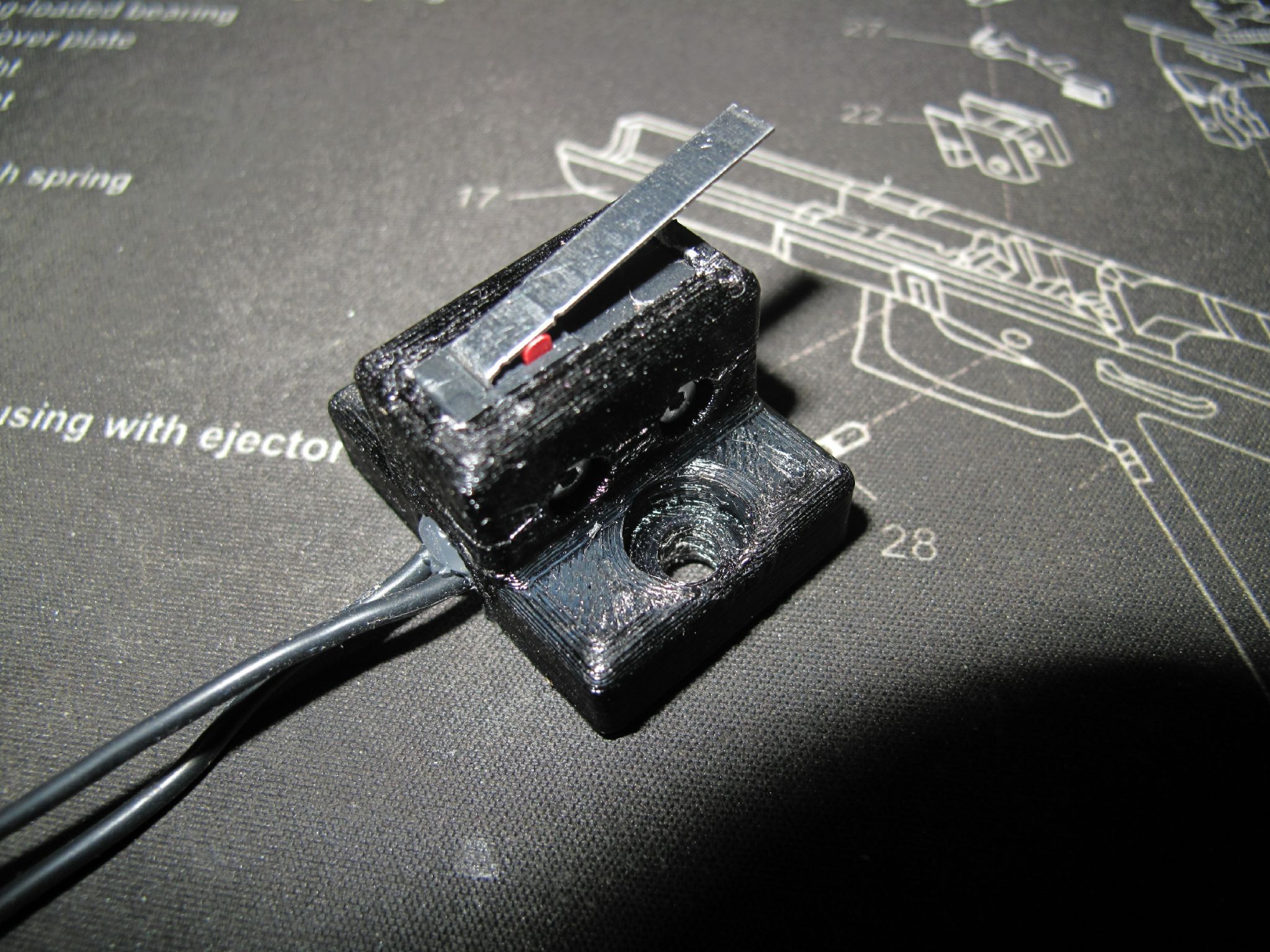
Quel bricoles imprimées qui m'ont permis de me facilité la restauration, bon il y avait moyen de faire sans l'imprimante en usinant les pièces mais moins de boulot comme ça... support de neiman (type moto) car à l'origine il n'y a pas de clé pour démarrer la voiture (juste la manivelle ou la pédale), il ne devait pas y avoir de voleur à cette époque... support de rampe led pour avoir des clignotants (il n'y en a pas non plus d'origine), pas que cela me perturbait qu'il y en ai pas mais c'est plutôt pour le côté sécurité d'être vu par les autres.... un support pour le pommeau de vitesse (celui d'origine est moche) un support pour un contacteur de feux stop, j'ai changer le liquide de frein d'origine dot4 par du liquide au silicone (qui ne fait pas rouiller les pistons) mais du coup le contacteur d'origine qui fonctionne avec la pression du liquide ne marche plus avec le nouveau liquide donc j'ai mis un contacteur électrique sur la pédale CT passée hier sans souci, juste une fuite de liquide de frein au niveau d'un raccord donc en attende des pièces pour rouler à nouveau. Elle n'est pas encore fini reste l'habillage intérieur de la cabine et de la benne.







 1 point
1 point -
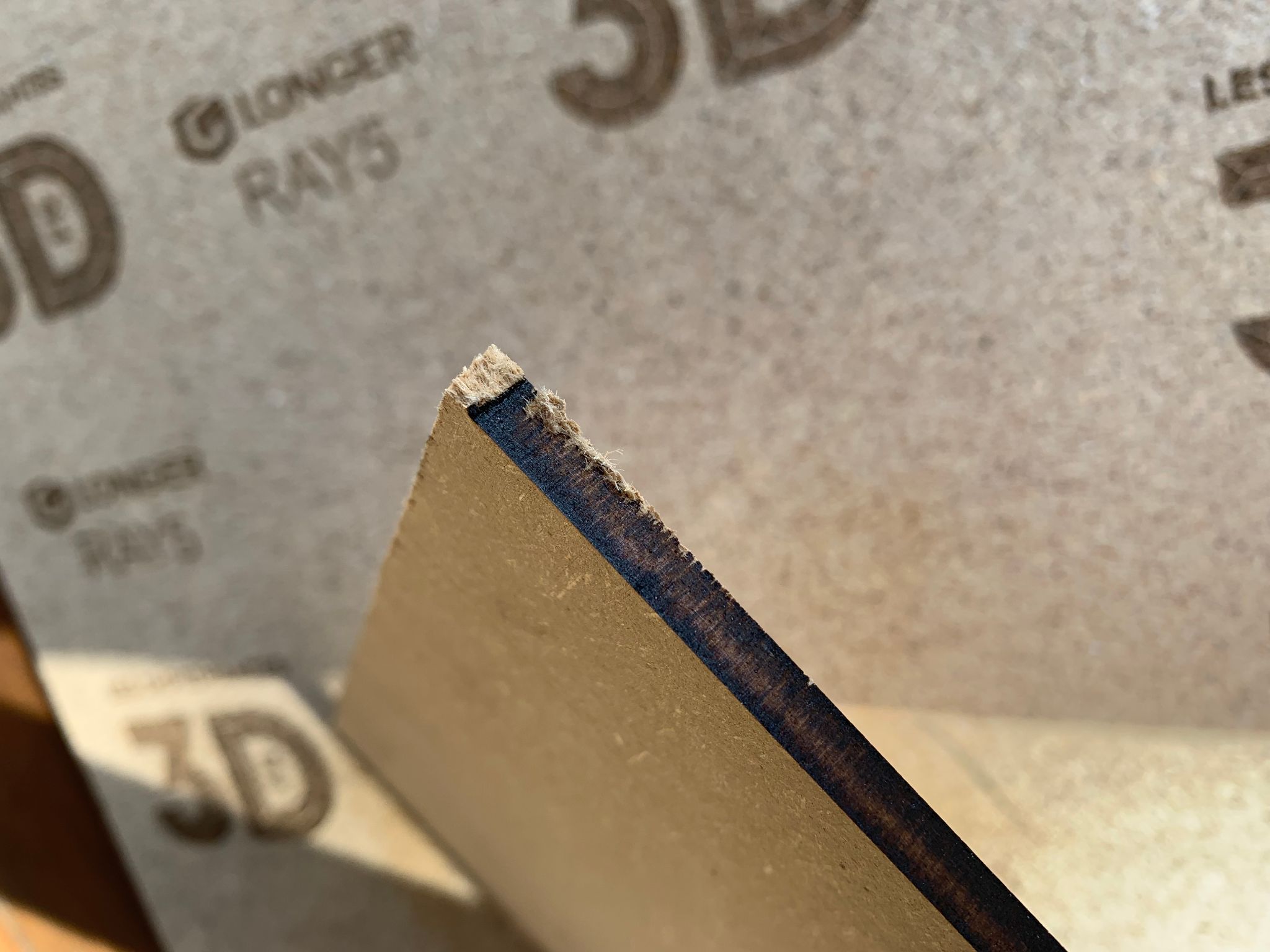
Post mis à jour C'est la même découpe. La planche de 400 mm était mal centrée et le laser n'a pas pus découper ce morceau. Mais cette absence de découpe apporte pas mal d'informations. On peut voir que l'entrée est plus large que la sortie que la puissance du laser varie au départ d'un bord (beaucoup de puissance puis une baisse rapide de la puissance et la puissance revient progressivement).1 point
-
Intéressant, les focales longues (du moins plus longues que celle du RAY5 qui est à 3 cm) ont plus de facilité pour la découpe. Voici une partie d'un gcode avec variation de puissance pour une gravure d'image en dégradé de gris. C'est S qui détermine la puissance (max 1000). G1X0.1S925.2 G1X0.1S921.3 G1X0.1S913.4 G1X0.1S901.6 G1X0.1S893.7 G1X0.1S881.9 G1X0.1S870.1 G1X0.2S862.2 G1X0.1S878 G1X0.1S893.7 G1X0.1S905.5 G1X0.1S913.4 G1X0.1S889.8 G1X0.1S870.1 G1X0.1S878 G1X0.1S889.8 G1X0.1S905.5 G1X0.2S925.2 G1X0.2S917.31 point
-
Sauf à recompiler un firmware en activant cette option, il n'y a pas de solution1 point
-
Merci à vous pour vos retours, Compliqué à expliquer le pourquoi du comment mais en tout cas ça fonctionne toujours aussi bien pour le moment, tant mieux !1 point
-
Bonjour, Peut-être la commande M503 est désactivée dans le Marlin.1 point
-
Bon et bien il ne reste plus qu'a édifier un autel autour de la machine, et prier Saint-Josef pendant que l'impression est en cours. Sans direct-drive il sera compliqué de faire mieux.1 point
-
On touche les limites du bowden pour l'impression de flex. Autre possibilité, baisser la température pour revenir dans une plage raisonnable, et baisser le MVS (ne pas hésiter à descendre très bas, même en dessous de 2mm³/s). Oui ça sera encore plus lent, mais ça permet de diminuer la pression dans la hotend, et par conséquent limite le risque d'entortiller le filament dans l'extrudeur.1 point
-
Salut, Après avoir vu la vidéo, je ne suis pas totalement convaincu d'un problème de connectique ou de driver. Ce que je note : L'extrudeur fait machine arrière à toute vitesse, c'est le problème que l'on cherche à résoudre. A ce moment là, la machine semble figée, mais ne l'est pas réellement, l'axe X bouge encore très lentement. Lors de la reprise, la machine ne semble pas avoir perdu ses coordonnées. Si c'était un problème de driver ou de connectique, la machine serait décalée à la reprise. Je pense plutôt à un souci dans la transmission du G-Code par l'interface USB, et une commande s'est retrouvée corrompue. Je pense par exemple qu'au lieu d'avoir un G1 X50 Y50 E-2 F1000 (valeurs au pif) la machine a reçu un G1 X50 Y50 E-21000 (le F s'est fait manger). Comme tous les mouvements sont interpolés (synchronisés), le déplacement en X se fait toujours, mais très lentement pour pouvoir se terminer en même temps que E-21000 se terminera. Ca arrive fréquemment lorsque l'UART est utilisé pour transmettre les G-Code, le protocole n'est pas très robuste. Quel baudrate utilises-tu ? Tu peux essayer de le baisser un peu, il est possible que certains caractères se fassent manger car le MCU n'a pas le temps de le traiter que le suivant est déjà arrivé et a écrasé l'ancienne valeur dans le buffer. Tu peux aussi baisser la vitesse de la machine, pour laisser plus d'air à la carte mère qui doit gérer des milliers de steps par seconde en plus de s'occuper d'écouter les G-Code qu'on lui envoi. Tu peux encore également baisser le nombre de microsteps si c'est possible, moins il y en a, mieux le MCU se porte. +1 pour le passage sur carte SD, et petite précision. Le problème ne vient pas de la liaison USB ou de son cable, cette partie est rapide (480MBits/s pour l'usb 2) et robuste protocolairement (bien qu'un cable de mauvaise qualité n'apportera que des problèmes). C'est après que se situe le problème, lorsque le protocole bascule en UART, plus facile à gérer par les petits microcontrôleurs. C'est là que ça devient très lent, une ou deux centaines de Kbit/s. La carte SD utilise une liaison SPI qui peut monter à plusieurs Mbit/s, même sur un petit microcontrôleur. En UART (liaison asynchrone) la carte mère subit le rythme de réception des octets et peut donc en rater si elle était bloqué trop longtemps dans une interruption prioritaire (par exemple gestion des steps moteur), alors qu'avec le SPI (liaison synchrone) elle lit les octets quand elle a le temps et ne peut en rater aucun car c'est elle qui cadence l'horloge de transmission des bits. Avec des A4988 j'imagine que tu utilises une carte mère 8bit, type RAMPS ?1 point
-
Salut @BigMania Merci pour ce retour d'expérience C'est clair que la qualité de la carte SD ou la clé Usb est importante. C'est bien expliqué ici Avec entre autre une explication possible dans les derniers posts à propos de l’option de reprise après coupure qui écrit en permanence sur la carte Je vais rajouter le lien vers ce post dans le tuto @+ JC1 point
-
PAs vraiment d'explication leur sd sont des chinoiseries qui ne supporte pas les écritures et lectures et ce rapidement, parfois en faisant des formatages régulier on peut la faire durer mais c'est la patience qui est mise a rude épreuve, une bonne carte sd de bonne class est un choix indispensable1 point
-
Par défaut dans PrusaSlicer on est à 1,35 pour le Flexifill 98A de chez Fillamentum @+ JC0 points