Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/06/2022 Dans tous les contenus
-
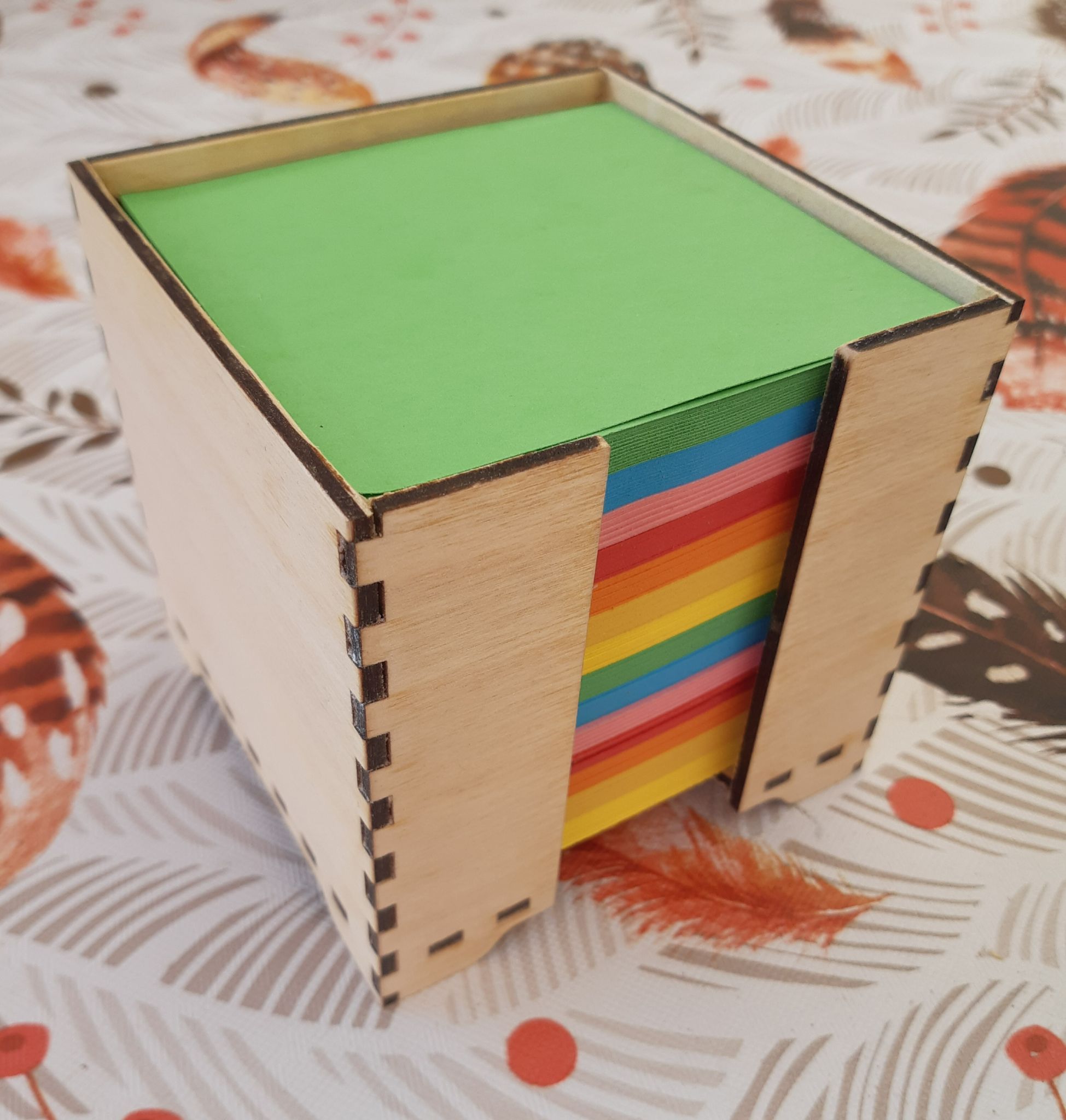
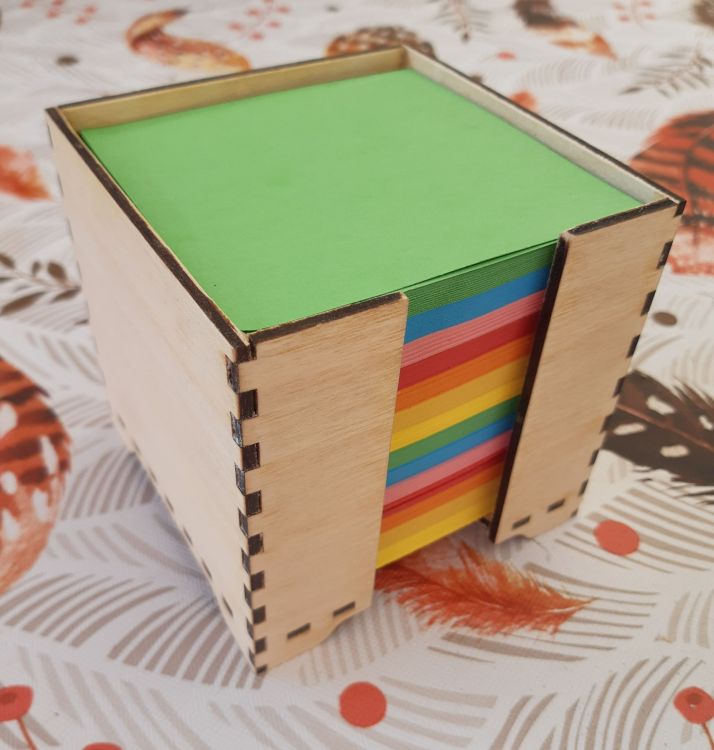
Bonjour, @Yo' @Savate @Poisson21 @Julien Voici une nouvelle réalisation un bloc notes; la découpe est facile en CP de 3mm. (j'ai utilisé un pièce en bois d'un format A4) Pas de difficulté il faut réaliser le montage en assemblage en force avec les encoches. Petites astuces bien chanfreiner les encoches males pour faciliter l'insertion. Il faut parfois ajuster un petit coup de lime pour les éléments difficiles à ajuster. L'assemblage se fait sans colle; prévoir un petit maillet ou marteau pour rentrer en force les pièces. Après le montage final ébavurer tous les angles pour éviter éventuellement des échardes et renforcer les angles fragilisés ! Nota : il faut optimiser l'orientation des pièces pour éviter des chutes de bois importantes. Bien identifier les pièces et leur orientations avec un montage en blanc
 4 points
4 points -
En France nous avons des fournisseurs avec d'excellents filaments comme grossiste 3D et bien d'autres encore2 points
-
La taille de quoi ? si d'un model ( il faut en sélectionner un avant et être dans la vu de préparation ... ) ? Pense a faire un tour dans les section tuto du forum et de regarder entre autre et C'est la base et cela te sera surement util.2 points
-
pâte thermique haute température et serrer bien fort les deux vis avec du frein filet, dans le cuivre elles font leur encoche toutes seules.2 points
-
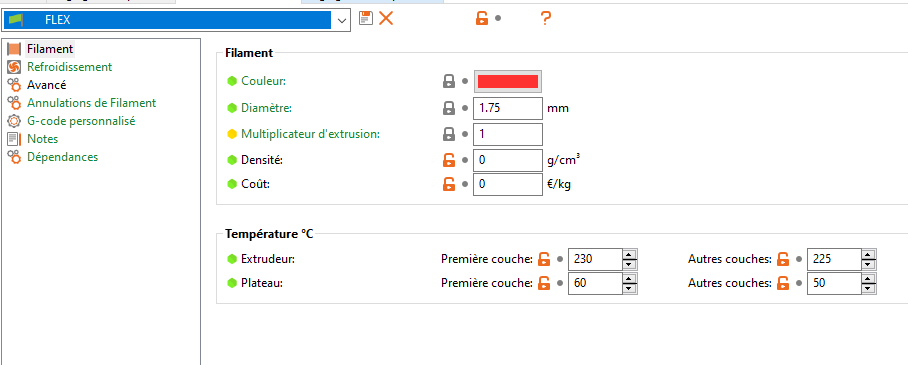
Bonsoir à tous, Pour ceux qui se posent des questions au sujet de l'impression du TPU (pour ma part TPU Flex A95 de shore de chez "Grossiste 3D") , vous pouvez y aller tranquille, c'est aussi simple à imprimer que du PLA si on respecte certains réglages et le montage d'une pince (gratuite sur cult) pour limiter la pression de la poulie dentée de l'extrudeur. Point besoin de "direct drive", l'imprimante en "Bowden" d'origine est parfaite ... Bien loin des galères que j'ai eues avec mes premiers essais d'impression de TPU avec ma ZORTRAX M200 (1° génération) Voilà, c'est peut être pas un scoop pour certains, mais je suis tellement satisfait du résultat, que je devais vous le dire tellement j'avais été déçu du résultat sur le TPU avec la ZORTRAX ...


 1 point
1 point -
Oui, c'est un peu synomyme sur le fond, mais tu trouves ces outils plutôt sous le nom ébavureur du moins pour ceux utile en impression 3D. DICTIONNAIRE FRANÇAIS Ebarbeur Nom masculin DÉFINITION ebarbeur , nom masculin Sens 1 L'ebarbeur ou ébardeur désigne un matériel dont on se sert pour enlever d'une chose les parties superflues et en excédent. Exemple : Le bûcheron se servait d'un ébarbeur pour retirer du tronc certaines parties de l'écorce.1 point
-
Non, seulement du PLA Noir, Jaune, Blanc.1 point
-
Mille merci MrMagounet, j'essaie de faire ça demain. Je te tiens au jus !1 point
-
PTFE Tube PTFE Les tubes PTFE (Sigle de polytétrafluoroéthylène) ou plus communément appelé Téflon, sont utilisés dans les imprimantes FDM pour guider le filament depuis la bobine jusqu’à la buse Habituellement sur nos imprimantes FDM, on trouve des tubes PTFE ayant un diamètre externe de 4 mm avec un diamètre interne de 2 mm pour y passer des filaments de 1.75 mm de diamètre. Source image https://www.hotends.fr/fr/accessoires/25-67-tube-ptfe-24-mm.html#/35-longueur-100_cm On trouve généralement ces tubes dans la hotend entre l’extrudeur et la hotend (quelques cm pour un montage direct drive et environ 20 cm pour les montages Bowden) mais aussi en amont entre la bobine et l’extrudeur Il possède des propriétés qui lui donne une très bonne résistance à la chaleur (+250°C) et un coefficient de frottement extrêmement faible (Intérieur du tube extrêmement lisse) qui facilite le guidage du filament Il existe aussi des tubes PTFE de marque "Capricorn" qui sont en principe (sauf si une copie) bleu, plus résistant aux températures et ayant un diamètre interne de 1.9 mm Source image https://www.hotends.fr/fr/accessoires/73-94-tube-capricorn-xs-19x4mm.html#/35-longueur-100_cm Il peut y avoir d'autre diamètres intérieur et extérieur pour les tubes PTFE, pour y passer des filament de 2.85 mm de diamètre ou encore quand utilisé dans un HeatBreak. Là un exemple d'un tube PTFE Capricorne diamètre externe de 3 mm avec un diamètre interne de 1.9 mm utilisé dans un HeatBreak. Source image https://www.hotends.fr/fr/accueil/139-capricorn-xs-300-x-200-mm.html Attention ne pas confondre un tube PTFE avec un tube FEP. Quand le tube est transparent, comme sur les photos suivantes, c'est probablement du FEP, qui ne possède pas les mêmes propriétés (tenue à la chaleur par exemple). le tube FEP ça tient jusqu'a max 205°C, c'est pas fait effectivement pour faire du bowden et venir toucher la buse , ça s'utilise pour avoir la visibilté du filament, pour le protéger ou le guider , c'est un tube semi rigide. on le place généralement entre la bobine et l'extrudeur. On peut aussi l'utiliser en configuration avec un MMU Source images : https://www.hotends.fr/fr/accessoires/77-tube-fep.html Pour en savoir plus -> https://fr.wikipedia.org/wiki/Polytétrafluoroéthylène Retour au sommaire du glossaire




 1 point
1 point -
Ça me fait penser à «mèche courte, mèche longue» de Il était une fois la révolution, film de Sergio Leone, musique d'Enio Moricone Le plexiglas transparent peut au mieux être gravé, marqué après application d'un obscurcissant mais pas découpé. Seul un laser CO2 dont la longueur d'onde est dans les infrarouges en est capable. Si tes fichiers à découper sont en SVG, tu peux t'aider de ce site.1 point
-
Je te propose ces quelques modifications. Est ce que tu peux créer un message que je transférerais dans le glossaire ?1 point
-
Qu'est ce, ce qui ne marche pas ? c'est un peu sybillin. L'impression, le tranchage d'un STL avec Cura, la mise sur carte du gcode. Au fait as tu essayé d'imprimer un des gcode tout fait pour ender 3 présent sur la carte SD, par exemple le petit chien ou autre. Cela donne quoi, cela donne une idée des réglages de l'imprimante.1 point
-
Bien c'est une bonne chose, ton profil (paramètres imprimantes sont bons) Pour le X et Y taille du plateau tu as 235 mm, j'ai 220 mm. Le premier que tu as, est la taille du plateau et 220mm est sensé être la taille imprimable. Tu peux changer les valeurs, je dirais en X pas trop gênant en Y où tu as du mettre tes pinces en 220 mm cela évitera si tu fais une pièce profonde que ta buse passe et cogne sur tes pinces.1 point
-
Bienvenue!1 point
-
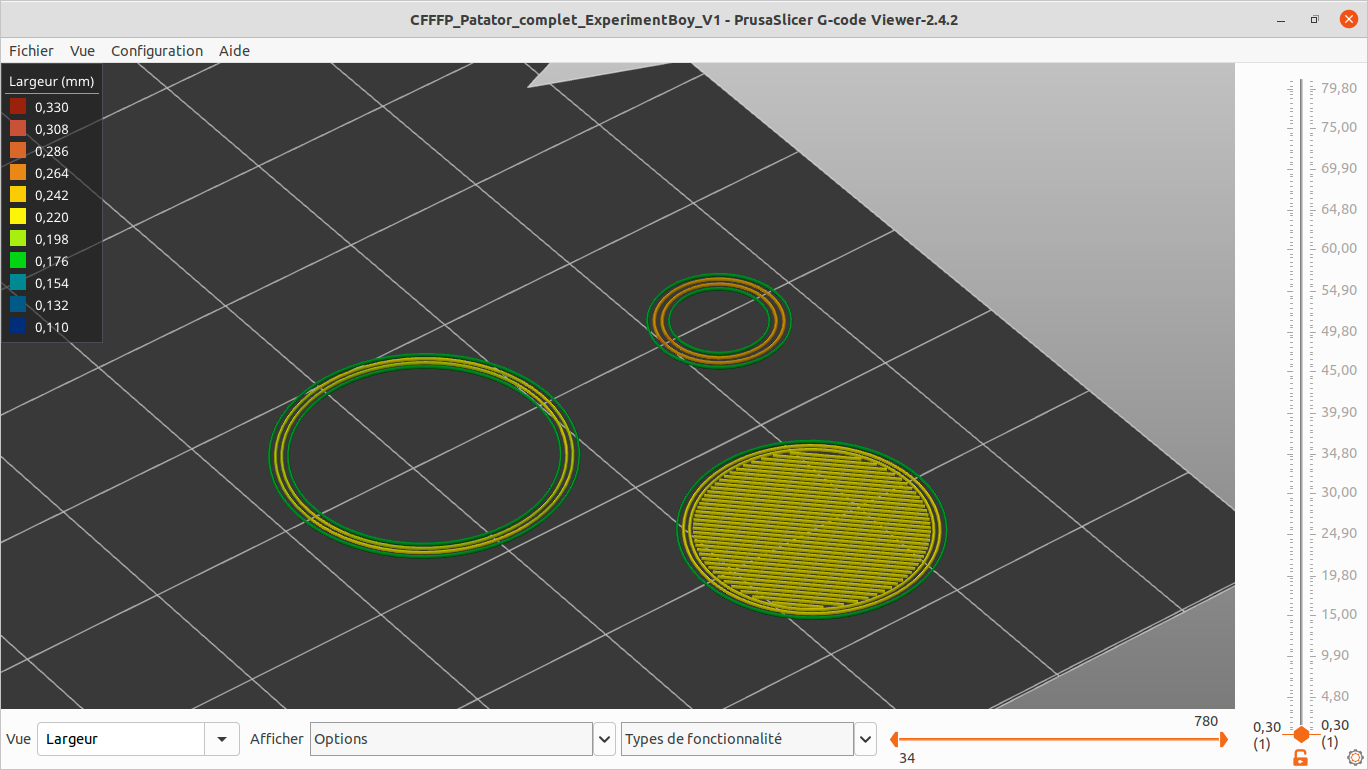
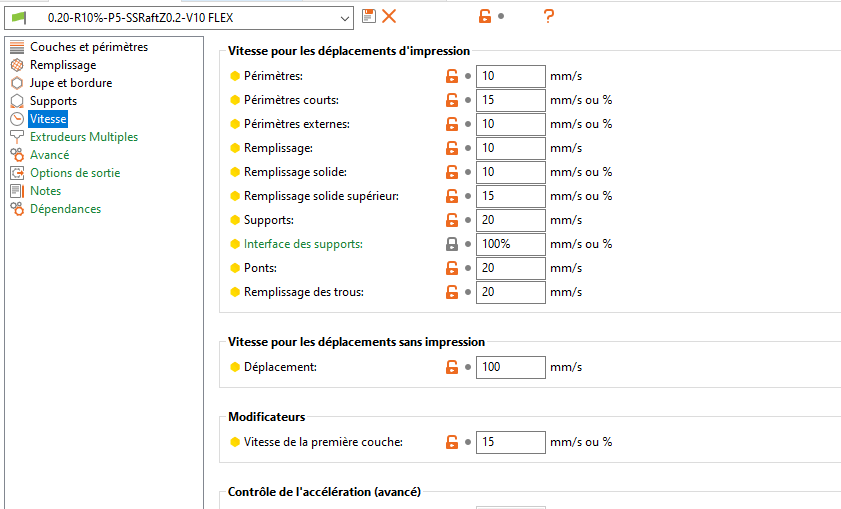
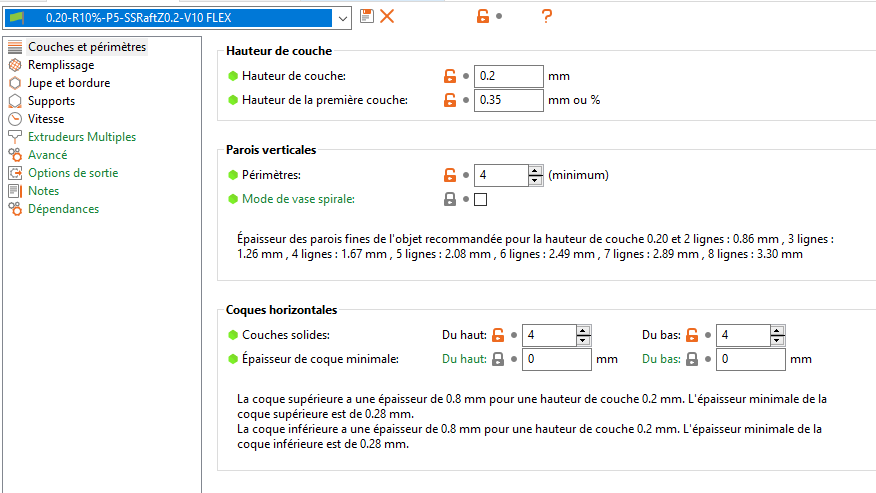
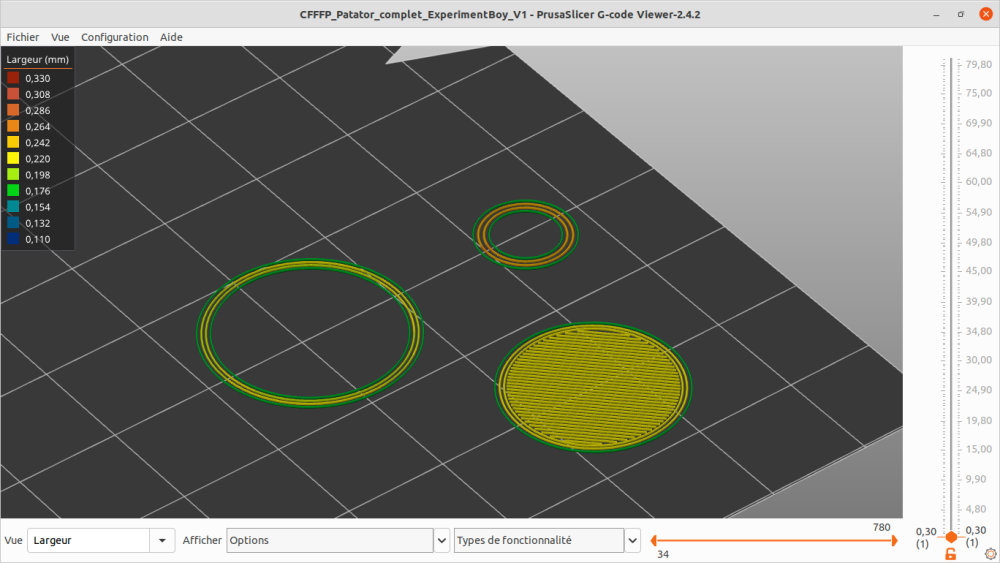
@sima Il me semble, d’après le nom du fichier .gcode que tu nous a fournis, que tu utilise un profil basé sur une imprimante "Custom" (et tu n'a pas du adapter le diamètre de filament de l'extrudeur ( par défaut 2.85 mm or sur les Ender c'est plutôt du 1.75mm ) ) , tu devrais avoir moins de problème si tu ajoute et utilise une imprimante de type Ender 3 sous Ultimaker Cura ... ( comme l'explique hyoti ) là si je regarde avec Prusa Slicer g-codeViewer les largeurs de lignes qui devrait être de la taille de la buse de ta machine sont surement du a c'est histoire de diamètre de filament non adapté a ta machine ... ) Sinon au début il faut commencer simple ! par exemple avec un cube de calibration ( mettre le plugin "calibration parts" depuis le "marché en ligne" (il te faudra créer un compte Ultimaker et aussi le "Settings Guide" pleins d'informations ... ) ( la le patator sans "bordure" en type d’adhérence c'est pas gagné ... )
 1 point
1 point -
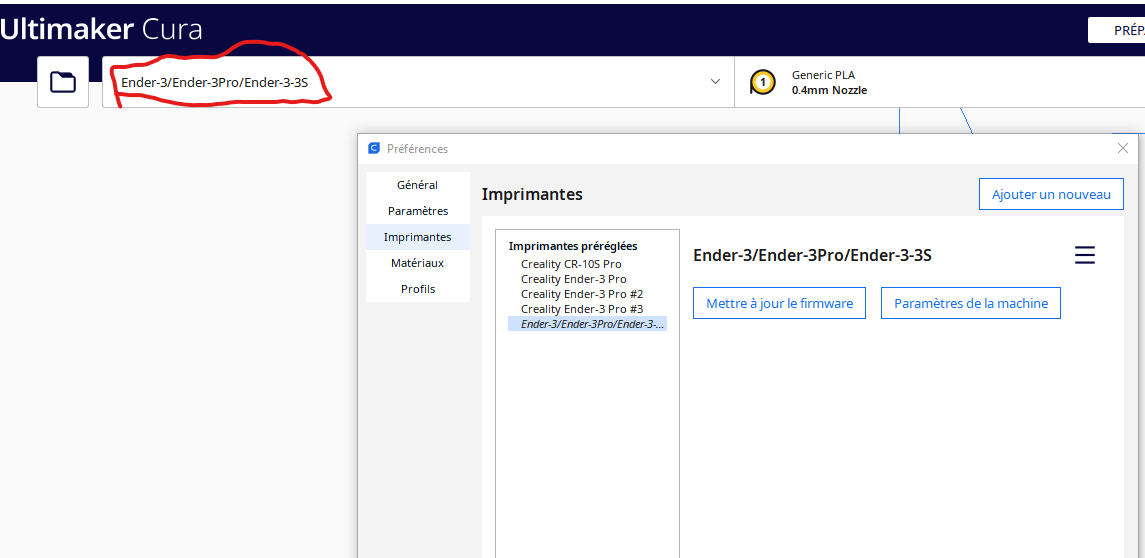
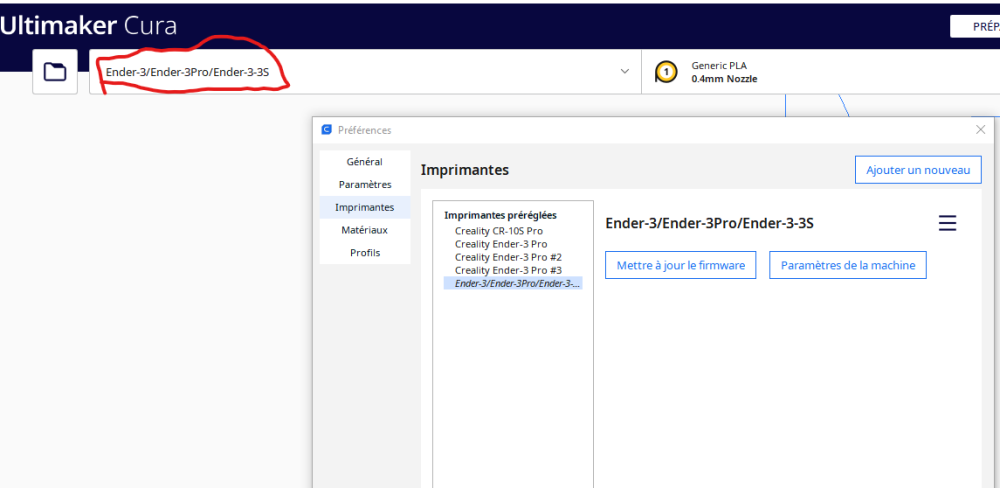
Dans Cura tu as bien défini une ender 3 comme imprimante ? to gcode de démarrage ne ressemble pas au standard ender3 ou pro. si c'est le cas dans la fenêtre entourée en rouge cliquer et gérer les imprimantes, ajouter creality ender3 ou pro.. Les gcode de démarrage apparaissent dans paramètres de l'imprimante..
 1 point
1 point -
Je tourne ou j'ai tourné avec principalement du PLA, PLA+ et PLA silk Sunlu Noirs, différents blanc, transparent et transparent purple du silk or aussi pas de problème particulier. E-Sun PLA et + noir, blanc, silk or et aussi du TPU 95( en direct drive) Pas de PB, Giantarm PLA silk Or argent et cuivre, plus de difficultés avec le cuivre mais la couleur cuivre rouge, l'argent si le motif n'est pas lisse devient gris clair (perte de brillance (pas anormal)) Mais une préférence pour le e-sun et sunlu en silk.. Overture Brown mat, filament OK mais reçu sur bobine carton ce qui m'a posé des problèmes de déroulement sur le porte bobine non standard (imprimé) du type ender3 S1, Résolu en imprimant des bagues PLA mises dans le centre de la bobine pour augmenter la surface de contact. Lot de 4 bobines de 250g. noir, blanc, rouge bleu ; marque ? , acheté sur amazon pour débuter en même temps du Sunlu avec lesquelles j'ai commencé (heureusement) Là pas terrible, filament trop rigide devenant vite cassant même au déballage et après étuvage. Après il y a d'autres marques très valables mais que je n'ai pas testé. Pour le PLA ( le + et silk aussi) quelle que soit la température indiquée sur la bobine, je tourne entre 195° et 205°C et 7°C pour le bed. PETG J'ai moins d'expérience ou pratique. J'ai utilisé du ICE cunning clear donné pour 195-220°C vers 200° je pense après trop de stringing Pas vraiment de problème en dehors des conditions inhérentes au PETG comme réduire la vitesse et surtout la ventilation du filament pas plus de 20% et encore, cela passe quasiment sans, surtout au début pour éviter le warping. Les bordures sont plus dures à retirer (un ébarbeur c'est pas mal) ainsi que les supports (voir très difficile). Après du Basicfil blanc donné pour 230°-250°C utilisé à 220°C que je trouve un peu plus difficile que le ICE à maîtriser, mais de bons résultats. Concernant le plateau, ayant lu quand j'ai commencé le PETG que le soucis n'éatit pas l'adhérence mais plutôt de retirer la pièce sans dégats. Par exemple sur du verre cela peut en retirer des morceaux au décollage !! j'ai utilisé de la colle (magigoo), c'est OK. Après je me suis aperçu qu'avec le plateau en verre recouvert de cabure de silice (carborondum) de la Ender3 V2, Il n'y en a pas besoin, par exemple une boîte de 100*100mm quand le plateau redescend en dessous de 40°C, on entend un clac et c'est décollé (si la surface du plateau est encollé, c'est pareil)1 point
-
Bien reçu @Alpes86 Merci La qualité d'impression est fantastique. Si vous avez instagram : Stories • Instagram1 point
-
Ben @007, c'est ça le hic de départ, @Yellow T-pota mesuré la résistance de son bed, parce qu'il trouvait le temps de chauffe long. Il a trouvé entre 2.7 et 2.8Ohms (soit 205W sous 24Vcc) Ceux qui ont des 330, ont mesuré entre 2.1 et 2.2Ohms (soit environ 250W sous 24Vcc). Et visiblement les 330 et 400 ont la même alim, une 360W D'où l'approche logique et mathématique de Yellow, d'augmenter la tension, pour augmenter la puissance, mais sans affecter la tension d'alimentation de sa CM afin d'avoir un ratio puissance/surface identique aux 330 (soit environ 350W). J'ai bien résumé??1 point
-
@Savate @fvuichardOk c'est ce que j'avais fait et juste à l'entrée du heatbreak. Merci à vous, ça me rassure.1 point
-
Si, mais il faut mettre la grande roue à l'endroit VORON M4 Extruder (vorondesign.com)1 point
-
@007, Non, il faisait super beau hier, pas d'orage, pas de chute de tension, pas un extra terrestre qui a mis les doigts dans la prise. Rien d'anormal Ensuite, je ne vais pas comparer ni l'électronique, ni le câblage d'un zingue qui embarque plusieurs centaines de personne à je ne sais quelle altitude, et un équipement maison avec des pièces made in china. Donc dans le doute @Yellow T-pot pas trop gros non plus sinon ton bed ne bougera plus. D'ailleurs le connecteur XT-60, à priori, ne prends que 30A avec une pointe à 60A, et section de câble 12AWG admissible (environ 3.5² souple) https://www.sab-cable.eu/cables-confection-technique-de-thermometrie/donnees-techniques/cables/assemblage-americain-du-cable.html Et je dois faire un erratum, les câbles qui ont fondu, c'est du 16AWG (et non 10), soit du 1.3² de section en souple pour 19A. (dans une maison, on met du 2.5² en rigide, peut être pour que ça flambe pas avant de disjoncter, non?!?)
 1 point
1 point -
Par contre @heriat, le truc que je n'aime pas : le porte à faux sur ton axe moteur qui risque d'user rapidement le roulement supérieur. Tu ne peux pas redescendre l'ensemble des poulies pour être plus compact ?
 1 point
1 point -
Salut, J'utilise du filament de chez Emotiontech, une boite locale qui fait du filament de très bonne qualité. J'ai aussi essayé du Geeetch que j'ai haï dans un premier temps mais finalement ce n'était pas le filament le coupable mais simplement mon inexpérience. J'ai récemment lancé des impressions avec ces bobines que j'avais laissé de côté par dépit et j'ai réalisé de très belles impression. Sunlu : bonne qualité aussi RAS. J'ai utilisé seulement du filament translucide.1 point
-
Etrange j'ai jamais eu de soucis de ce genre alors que cela fait 1 an et demi qui je l'ai sur ma Genius.1 point
-
oui, sur la partie lisse, mais très peu, il ne faut pas que ça "bave" de partout1 point
-
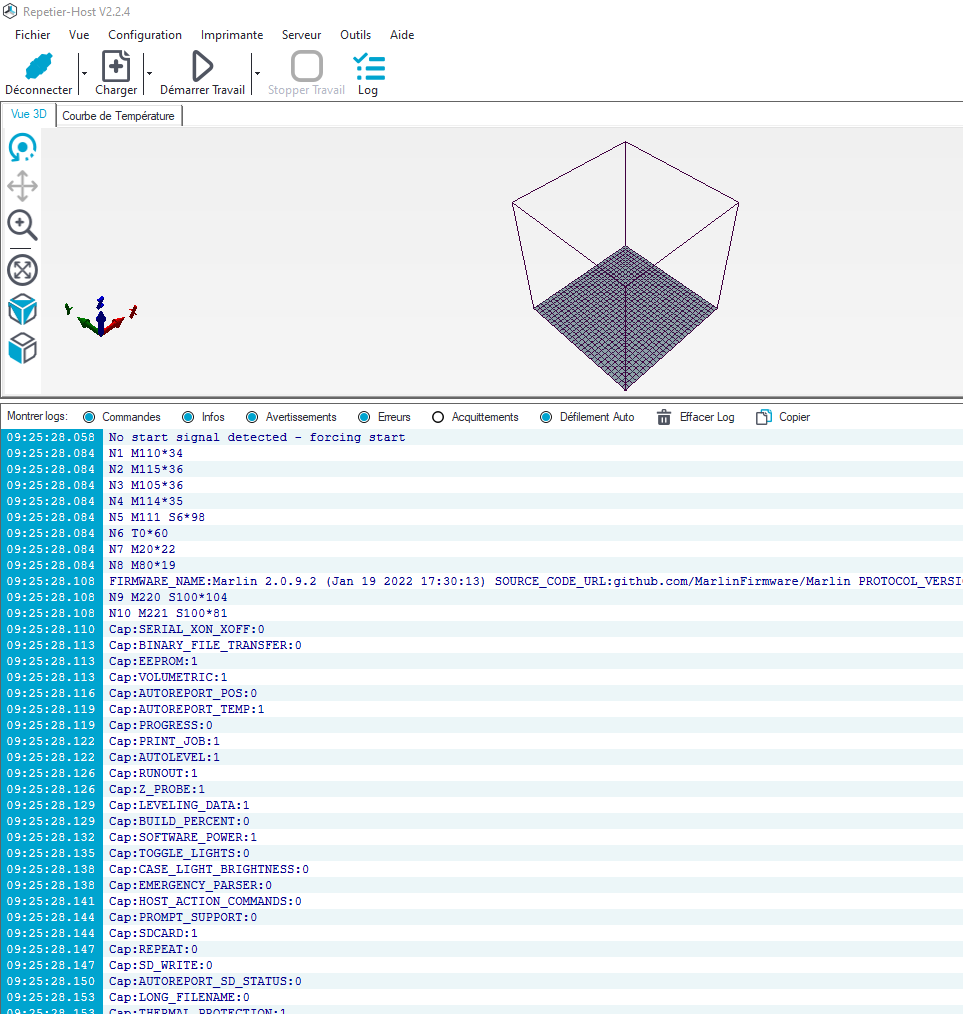
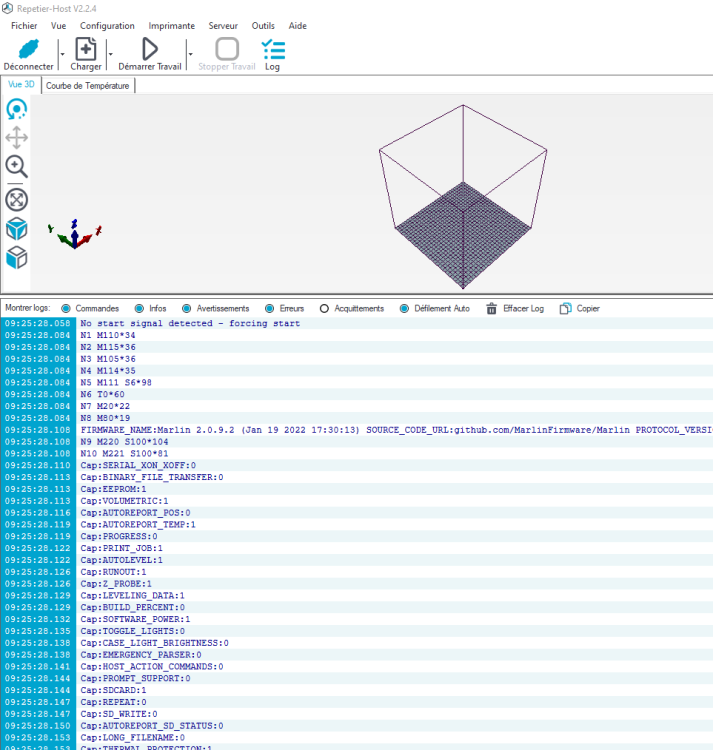
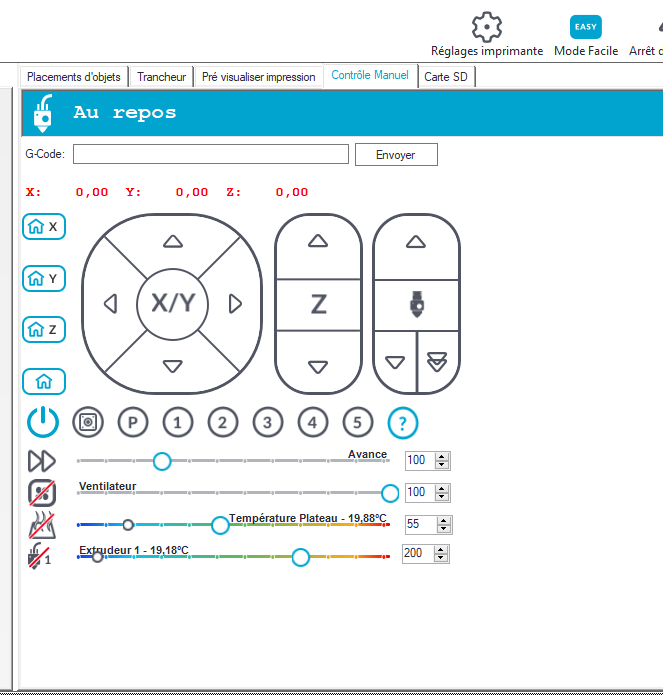
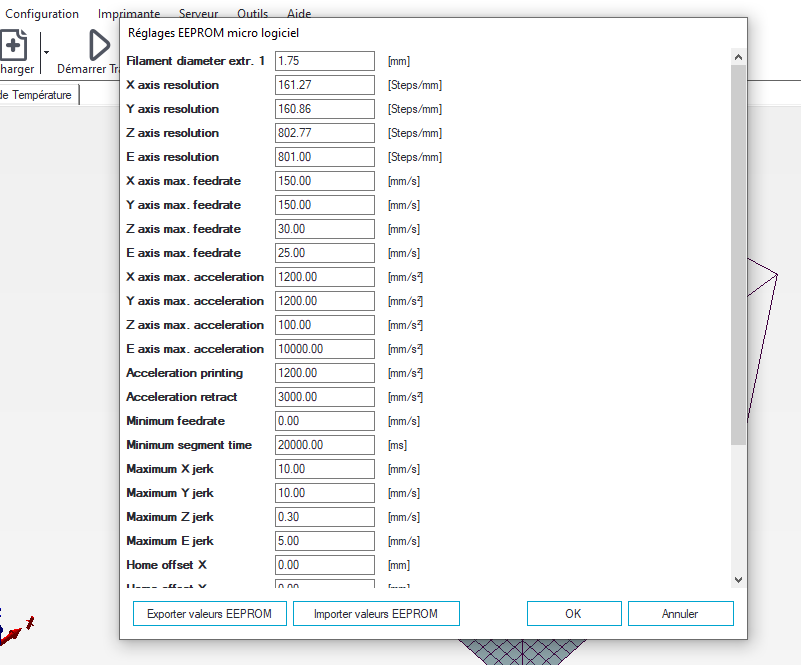
Bonjour @Daniel U10. Tu te débrouilles comme un chef. Bon, déjà, quand tu resserres la vis de l'extrudeur, veilles a ce que le filament ne soit pas déformé ou trop "cranté". Ca peut générer des blocages dans la tête d'impression. En ce qui concerne REPETIER. Je te fais des copies d'écran et je t'expliqueDonc à la connexion tu as l'ensemble des paramètres machine qui défilent. On pourra voir plus tard à quoi ça correspond. Dans un premier temps, pour le filament, c 'est cette partie d'écran qui nous intéresse. Le contrôle manuel. Quand tu veux faire ton calibrage de filament, il faut: 1-retirer le tube de l'extrudeur 2-faire préchauffer la buse en cliquant juste sur l'icone Dès que tu atteint la t° souhaitée (200°, c'est largement suffisant), Tu agis sur les boutons de commande de l'extrudeur Pour sortir du filament, en bas à gauche, la vitesse lente graduée de 1 à 100mm, en bas à droite, la vitesse rapide graduée de 1 à 100mm. et pour rentrer le filament, en haut, une seule vitesse graduée de 1 à 100mm. Comme dis précedemment, tu fais plusieurs relevés et tu notes la valeur. On passe à la partie "enregistrement des valeurs", tu vas dans "Configuration Pour exemple:Si ta valeur E est de 801 steps/min, mais que tu as 95mm pour 100mm demandé, tu fais une règle de 3, donc (801*100)/95=843.15789... Tu remplaces 801 par 843.1 (j'arrondi au dixième inf personnellement). Tu fais ok En théorie, tu as ça qui s'affiche Ensuite, tu fais un contrôle de longueur de filament en répétant la procédure au dessus. Dès que tout est bon, tu remontes le tout, tu fermes repetier et on passe au calibrage des axes x-y-z




 1 point
1 point -
Salut, Après analyse de ton gcode, tes réglages ne sont pas du tout adaptés. Tu imprimes les périmètres extérieurs en premier. Pour le pas de vis ça ne marchera pas, il faut imprimer les périmètres intérieurs en premiers (cas habituel), afin de permettre une accroche pour les périmètres extérieurs qui sont partiellement dans le vide. 230°C c'est quand même assez bas pour de l'ABS. Tu ventiles en permanence, à 20%. L'ABS c'est zéro ventilation. La couture est alignée, ce qui va créer une boursouflure empêchant de visser correctement. Ceci dit, tu effectues les travels en évitant de traverser la pièce, ce qui est plutôt une bonne chose dans ce cas. A part ça, rien d'autre de me saute aux yeux pour le moment.1 point
-
''Je ne suis pas gros ! Non monsieur! Enveloppé ... Tout juste enveloppé de la poulie !'' non mais !1 point
-
Salut Ca faisait longtemps... et je cherchais si la définition existait pour mettre le lien dans un post mais pas trouvé Alors vois ma proposition à compléter/corriger bien évidement PTFE Tube PTFE Les tubes PTFE (Sigle de polytétrafluoroéthylène) ou plus communément appelé Téflon, sont utilisés dans les imprimantes FDM pour guider le filament depuis la bobine jusqu’à la buse On trouve généralement ces tubes dans la hotend, entre l’extrudeur et la hotend (pour les montages Bowden), mais aussi en amont entre la bobine et l’extrudeur Il possède des propriétés qui lui donne une très bonne résistance à la chaleur (+250°C) et un coefficient de frottement extrêmement faible (Intérieur du tube extrêmement lisse) qui facilite le guidage du filament Pour en savoir plus -> https://fr.wikipedia.org/wiki/Polytétrafluoroéthylène @+ JC1 point
-
Comme pour toutes les (autres) pièces de Voron, elles sont prévues pour être imprimées en ABS ou en ABS+ (les jeux de fonctionnement sont prévus pour l'abs) Sinon le M4 est effectivement un bon extrudeur bowden (un peu gros peu être ... )1 point
-
note pour moi même : se méfier si @divers nous demande de porter un gilet de sécurité jaune ... et plutôt prendre un orange ou bleu ... Edit : définitivement prend le orange pour lui rappeler Prusa ...1 point
-
hello ca fait un bail que je n ai rien rajouté , je suis occupé a finalisé mon dernier projet perso , impression resine , moule pla+, resine de coulé epodex , eclairage neopixel programmation arduino







 1 point
1 point -
Ça venir mais actuellement quelques petits soucis de santé m'en empêchent0 points