Classement




Contenu populaire
Contenu avec la plus haute réputation dans 23/06/2022 Dans tous les contenus
-
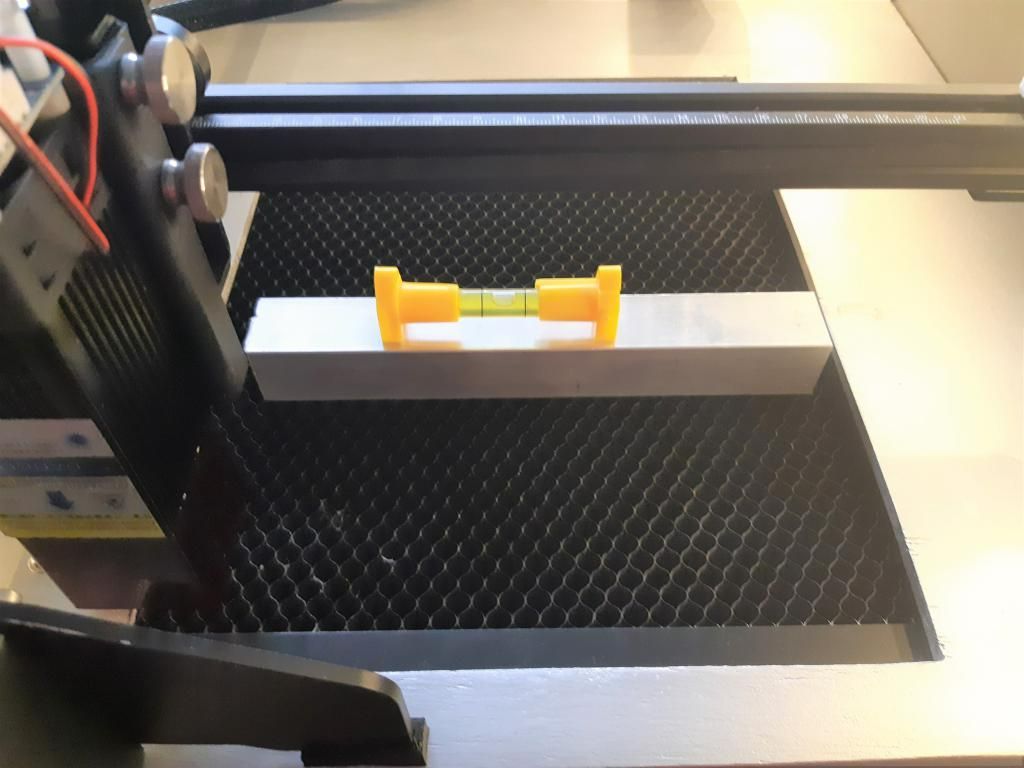
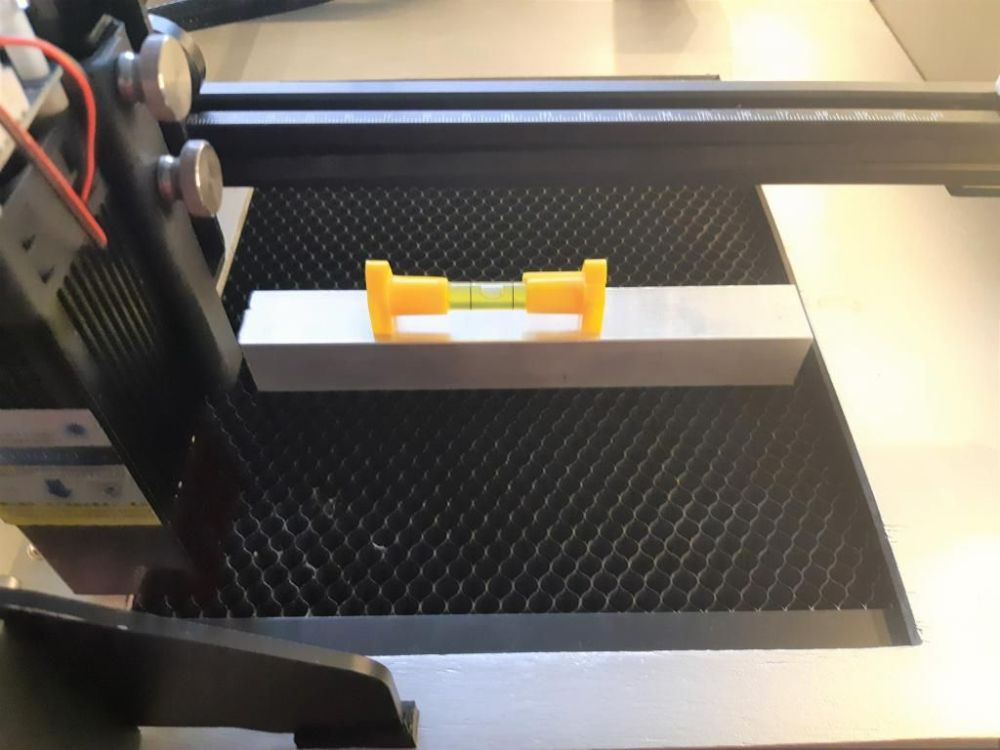
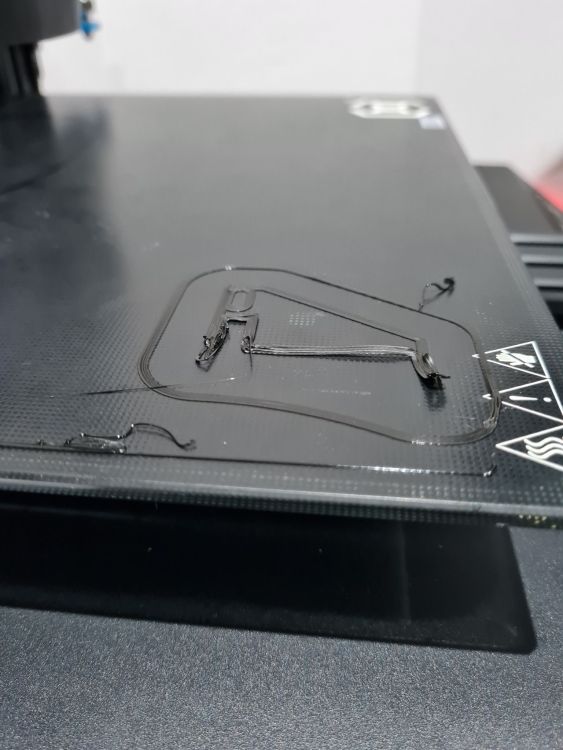
Bonjour, Je détiens un graveur Laser SOVOL avec un bras déporté. Ce modèle est intégré dans une enclosure avec un aspirateur de fumée et la plateforme nid d'abeille est fixée à l'intérieur sous l'embase du graveur. Inconvénient quand je souhaite découper un modèle qui inclus la totalité de la surface du format A4 il y à des dispersion dans les coupes. Pourquoi ce défaut de coupes non abouties ? la plateforme n'est pas parfaitement de niveau par rapport au bras en porte à faux du graveur J'essaie de vous expliquer comment j'ai réglé ce problème ? les photos sont parlantes ! J'ai placé aux quatre coins des vis équipés de ressorts pour régler parfaitement la mise à niveau. Avec un niveau je règle en premier le bras du graveur comme référence du point zéro. Ensuite je règle chaque coin de la plateforme du nid d'abeille pour obtenir un niveau = et // au bras de référence. Conclusion le réglage est parfait et facilité et les coupes sont à 100% sans aucun défaut de planéité. Astuce et bricolages parfaitement adapté à ce modèles de graveur a+


 5 points
5 points -
En fait tout dépend du nombre de roulements3 points
-
tout ce qui s'est enroulé doit se dérouler ... * ne pas lâcher le filament * ne pas le laisser se détendre En respectant ces deux règles - en même temps - tu ne doit jamais avoir de "noeuds" J'utilise du SOVB, Grossiste 3D, e-SUN, ninjaFlex, et deux trois autres marques obscures sans jamais avoir eu le moindre nœud.3 points
-
C’est les vacances avant l’heure dans l’actualité de l’impression 3D mais on vous propose quand même quelques brèves à lire ce soir. On commence avec des pâtisseries imprimées en 3D avant de découvrir le graveur laser Atomstack A10 Pro et 2 sujet DIY autour de l’automobile : restauration et modèle réduit. https://www.lesimprimantes3d.fr/semaine-impression-3d-337-20220623/2 points
-
Filament de chez grossiste 3D jamais de nœud, bobine sur support a roulement au niveau de l'imprimante + un guide fil a roulement et cela se débobine tranquillement . par contre quand je change ma bobine je fais très attention a ce que le fil ne se barre pas et je le bloque avec des petits accessoires imprimés que l'on trouve partout ^^2 points
-
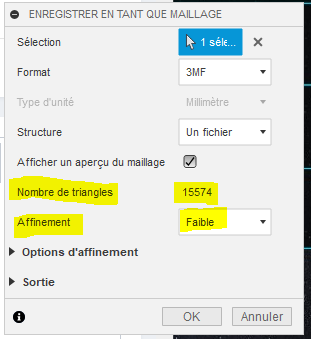
warfff, j'ai trouvé @PPAC je parlais d'une dégradation de freecad en exportation SLT faut pas exporter directement faut passer par l'atelier mesh sous freecad, et on peut définir la finesse du maillage et ensuite exporter le mesh sous stl et là c'est nickel voilà sous cura 5.0 ça n'a plus rien à voir c'est quand j'ai vu le post de jcjames_13009 qui m'a fait comprendre comment il fallait procéder, avant je pratiquais P.O.V. sous moray, c'était au moment de la révolution qu'il fallait choisir la finesse. merci encore à tous,
 2 points
2 points -
tu part de quoi ? d'un stl ou d'un fichier au format freecad ? ( car sous freecad il doit y avoir une option pour définir la résolution d'export ... ) si tu part d'un .stl, avec Blender il y a des techniques pour augmenter le nombre de segments ... https://reprap.org/forum/read.php?110,7932062 points
-
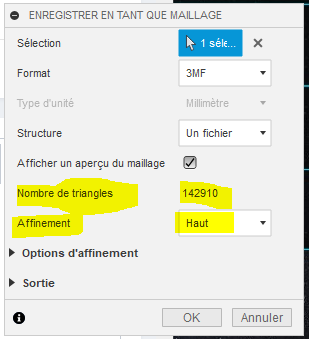
Salut A mon avis tout ce passe au moment de l'enregistrement du modèle au format .stl (ou .3mf). Je ne connais pas FreeCad mais tu dois pouvoir choisir la résolution/affinement au moment de l'enregistrement Exemple avec Fusion 360 Affinement "Haut" Affinement "Faible" Perso, j'enregistre toujours avec la résolution Haute @+ JC
 2 points
2 points -
Pas mieux J'ai aussi eu des bobines de chez Filament PM avec un bon et beau trancanage Jamais (pas encore ?) eu de pb avec les autres marques sans trancanage (SAKATA 3D et Fillamentum) @+ JC2 points
-
Toutes mes bobines tournent librement sur des morceaux de tringles à rideau en bois (on ne peut pas faire plus primitif).2 points
-
Quand tu installe ou enlève une bobine tu tiens le bout du filament avec les doigts pour garder la tension du filament. Si tu l'installes, il tiendra tout seul, sinon tu mets un clip ou un scotch ou tu l'enfile dans les trous de la bobine prévus à cet effet (au choix ) Ah oui, pas la peine d'avoir un super support dérouleur de bobine à 25 roulement à billes, il faut un peu de frottements pour que la bobine ne se déroule pas toute seule avec l'inertie2 points
-
Tu as donné la réponse: Prusa J'en ai passé plusieurs dizaines de kilomètres, les doigts dans le nez (entre autre).2 points
-
@PPAC cela fait maintenant plusieurs mois que tu expliques que tu débutes en SLA. C'est fini, tu es devenu au moins aussi bon qu'un bon nombre d'intervenants sur ce forum.2 points
-
Pas de panique, pas de panique Un truc tout con, as tu laissé Cura ou un autre logiciel d'impression 3D en route quand tu as voulu te connecter avec Repetier. Je me fais avoir régulièrement avec ce truc. Oui, parce que Cura te demande rien, il se connecte au premier COM qu'il voit et donc bloque la communication. Je crois que matterhacker fait de même. Par contre, si je peux me permettre, évites les cubes d'impression avec des inscriptions dessus, ça fausse les mesures. Mieux vaut un cube tout simple, et avant de le décoller tu marques au feutre X et Y. Tu es proche du but, une fois que tu auras passer ce cap, tu ne t'arrêteras plus d'imprimer2 points
-
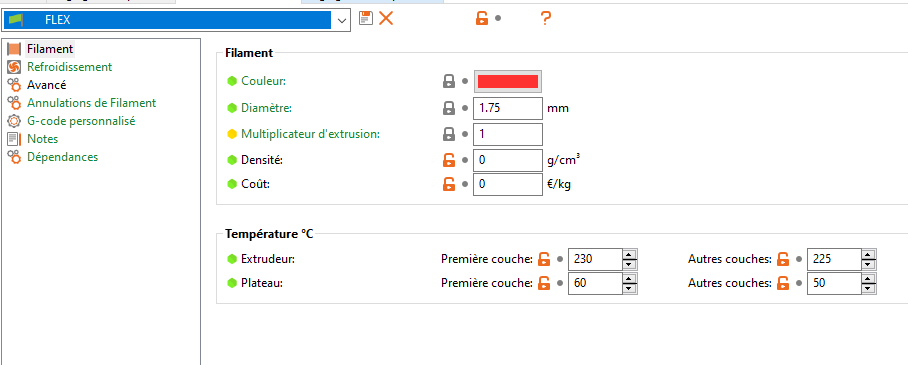
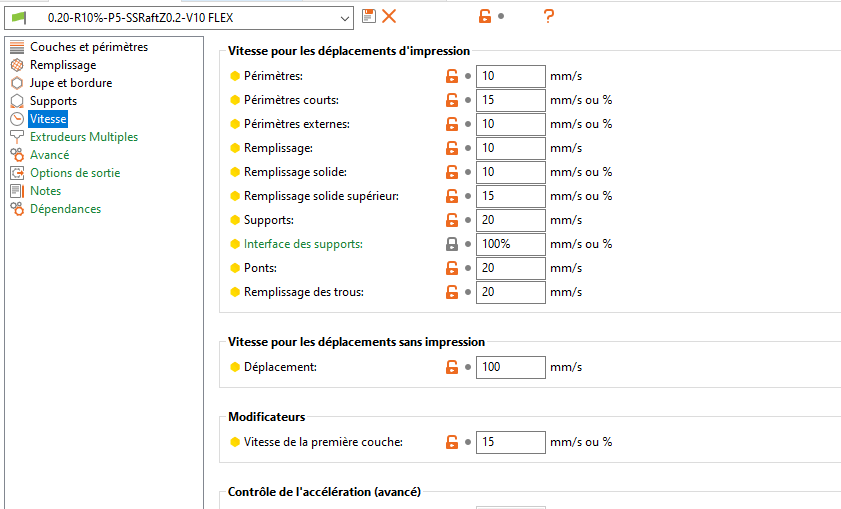
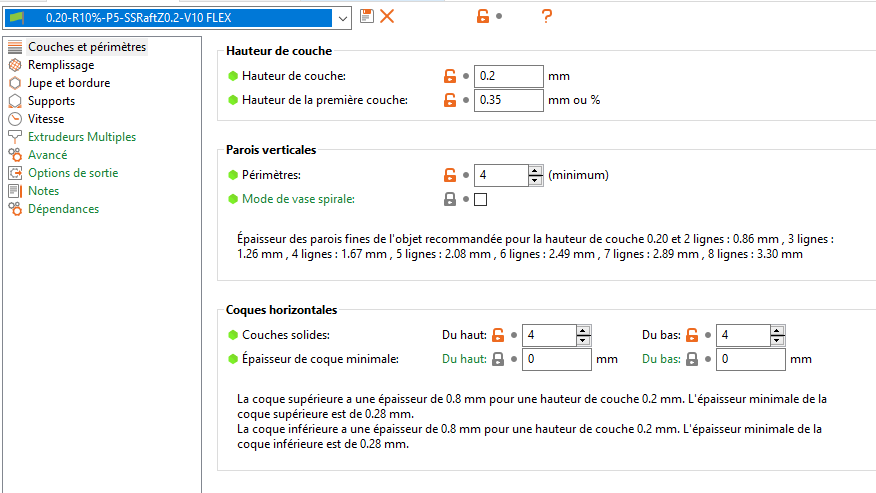
Bonsoir à tous, Pour ceux qui se posent des questions au sujet de l'impression du TPU (pour ma part TPU Flex A95 de shore de chez "Grossiste 3D") , vous pouvez y aller tranquille, c'est aussi simple à imprimer que du PLA si on respecte certains réglages et le montage d'une pince (gratuite sur cult) pour limiter la pression de la poulie dentée de l'extrudeur. Point besoin de "direct drive", l'imprimante en "Bowden" d'origine est parfaite ... Bien loin des galères que j'ai eues avec mes premiers essais d'impression de TPU avec ma ZORTRAX M200 (1° génération) Voilà, c'est peut être pas un scoop pour certains, mais je suis tellement satisfait du résultat, que je devais vous le dire tellement j'avais été déçu du résultat sur le TPU avec la ZORTRAX ...


 1 point
1 point -
Ça me rappelle un sketch de Coluche avec une histoire de lessive et de nœuds1 point
-
Et surtout, je me demande comment fait (ferait) le "producteur" pour "fabriquer" des bobines avec des nœuds dedans, je ne sais pas quelle machine est capable de ça. A+1 point
-
Salut, Juste pour info, pour éviter que Cura monopolise la com, il suffit de désactiver l'extension USB printing (bouton "Marché en ligne" => installé)1 point
-
Comme tout le monde dit la même chose, je pense qu’Oikos a compris que c’était uniquement de sa faute.1 point
-
avec Repetier ou Pronterface, c'est sur que c'est plus sympa. Comme indiqué par Fred, si ton N° de COM change, c'est que tu as un autre logiciel qui a pris la place, comme Cura par exemple, il faut faire un peu de nettoyage et ça va le faire. Si jamais l'USB ne veut rien savoir, ça reste toujours possible de régler un extrudeur avec une simple carte SD.1 point
-
C'est noté. Encore merci parce que, me connaissant, je l'aurai attaquée à la cosaque. Même si je sais qu'il ne faut pas, je suis un peu bourrin . Je vais voir si je trouve un schéma de la tête ou une vidéo pour ne pas faire de bêtise.1 point
-
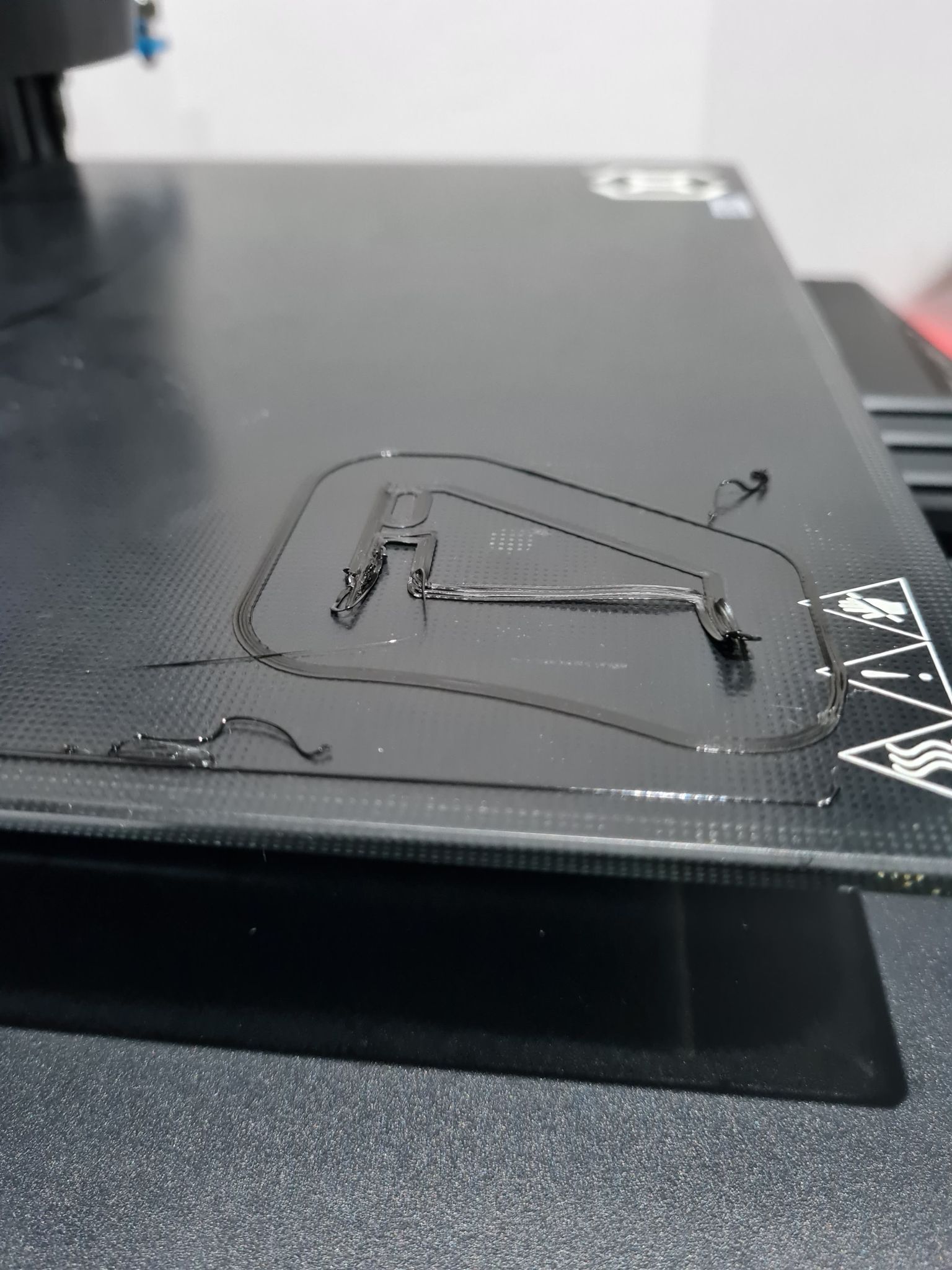
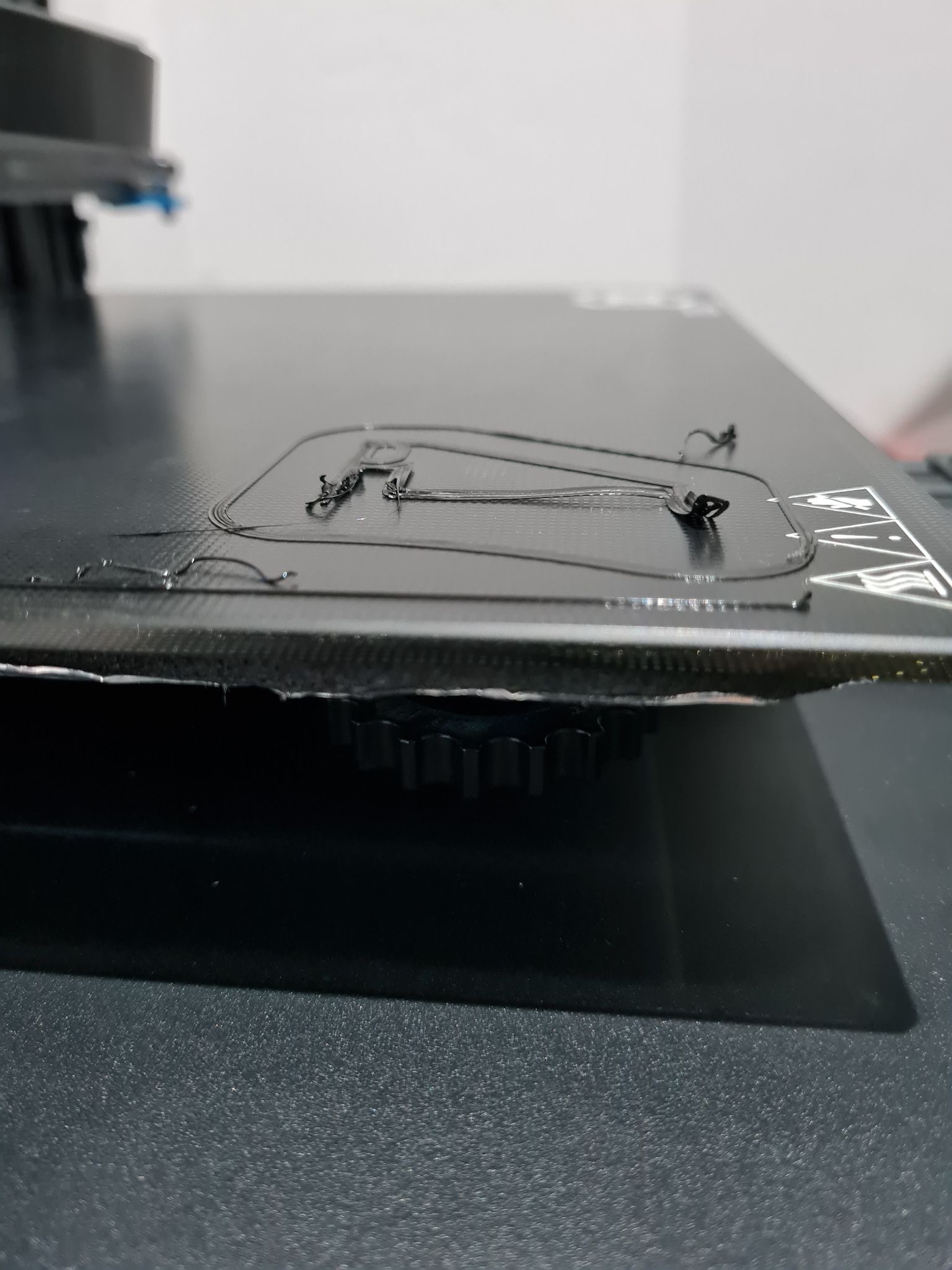
Alors, j'ai fais une impression en 200/60 60mm/s sur un coin. Résultat un poil mieux qu'au centre, mais le problème persite. En augmentant le bed à 80, pareil, ça se décolle direct. J'ai pourtant l'impression que mes couches sont plutôt plates... Non, jamais entendu ça par ici ! Merci pour la vidéo, ça me paraît un peu brutal mais bon !
 1 point
1 point -
C'est bien une sous-extrusion en effet, je pencherai plus sur le PTFE légèrement abimé qui peux coincer aléatoirement le filament. Quand j'imprimais à 220°C avec le PTFE noir d'origine il tenait jamais très longtemps (et je me retrouvais avec le même genre de soucis que toi)1 point
-
oui, je pense que la t° ne fait que compenser le défaut de concavité du plateau (ça doit déformer un peu plus le plateau et rapprocher la buse du plateau au centre). tu peux aussi essayer 200/80 qui devrait marcher correctement1 point
-
Bonjour et merci pour ce tutos, serait il possible d'avoir le lien sur cults afin de faire la pince de serrage car j'ai cherché pour ma Ender 3V2 et pas trouvé? Amicalement et merci d'avance Michel1 point
-
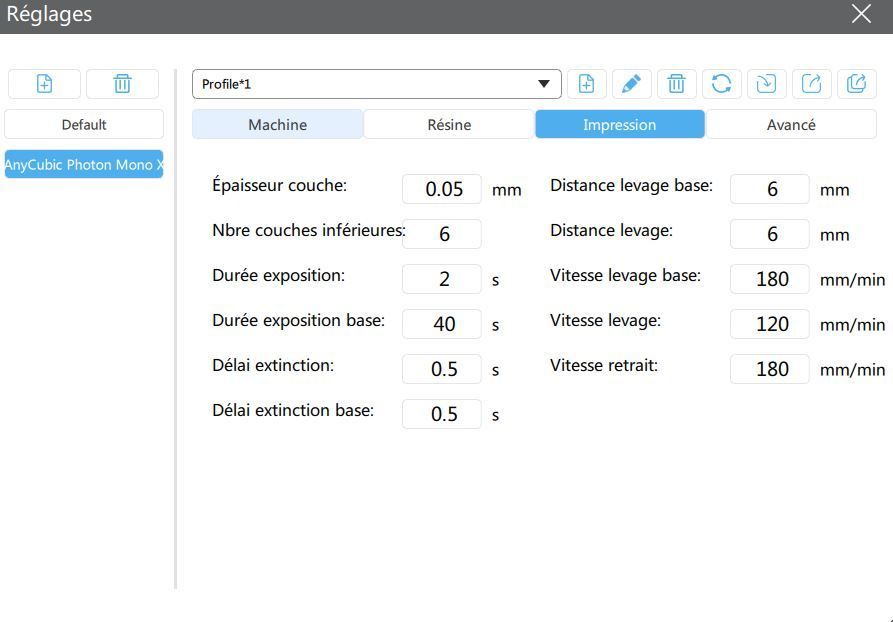
Je regarde ce soir sur mon ordi à la maison, la capture d'écran c'est une trouvé sur le forum que j'avais posté il y à un moment depuis je suis aussi passé à la dernière version de chitubox mais j'ai rien changée aux paramètres entre les versions.1 point
-
Tu dois pouvoir écraser un peu plus ta première couche, la jupe et le fondement montrent des filaments pas très jointifs et un peu trop arrondis1 point
-
Salut @Oikos Les seuls problèmes que j'ai eu à cause du déroulage d'une bobine étaient sur une machine en direct drive avec une bobine trop proche de l'extrudeur. Sur certains mouvements de tête, la bobine se re-enroule un peu puis la tête change de sens et tire comme une dingue sur le filament qui vient se coincer entre deux spires. En laissant du mou, je n'ai plus eu aucun soucis.1 point
-
Effectivement j'ai passé déjà plusieurs bobines de prusa il y a rien à dire c'est de la grande qualité autant le plastique que dans l'enroulement de la bobine et j'ai pas trouvé mieux pour l'instant, doù ma question plus haut. Dommage qu'il sois si cher ... Merci pour l'info.. d'ailleurs je ne connaissais pas le terme de trancanage qui résume à lui seul tout ce que je tente d'expliquer. Je vais jeter un œil chez filament PM ... Merci1 point
-
Avec la résine translucide green de chez anycubic, je suis bien à 50% idem pour la clear et j'ai aucun souci d'impression.1 point
-
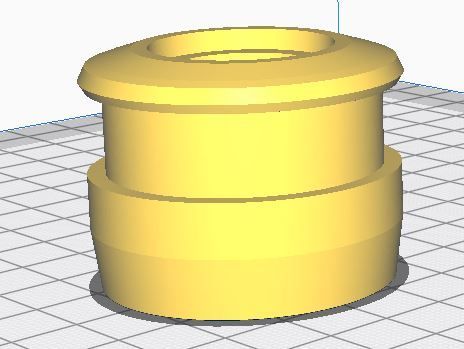
Salutation oui quand le model 3D a cela ... ( pour ne pas "exploser" les temps de traitements et le poids de fichier, les arcs ou cercles sont des approximation en suite de petite segments ... ) A quoi ressemble ton model 3D ? y a t'il cela dessus a l'origine ?1 point
-
Supports trop fins, pas assez nombreux et mal positionnés.1 point
-
Bonjour, j'ai eu également pas mal de problème avec les supports light. Pour ma part j'ai fais deux chose : 1) Passer a du médium (mais effectivement il y a des traces et je ne sais pas encore comment les faire disparaitre complètement sur des surfaces complexes. Sur des plats, je ponce.) 2) j'ai diminuer la vitesse de remonter à 1mm/s. ça prend beaucoup plus de temps mais ça a le mérite de moins forcer sur les supports.1 point
-
Oui c'est clairement de la sous extrusion que tu as la. Cela peux venir de plusieurs choses : - soucis avec ton slicer et les réglage que tu as (mais j'en doute quand même). - PFTE qui ce dégrade dans ton heatbreak. - Extrudeur qui patine sur le filament. (mais avec du Sakata cela m'étonnerais, ce filament est de super qualité) Cela t'arrive de façon aléatoire ? et jamais en début d'impression ?1 point
-
De rien, c'est avec plaisir. N'hésite à pas à me faire signe pour une prochaine fois .1 point
-
PTFE Tube PTFE Les tubes PTFE (Sigle de polytétrafluoroéthylène) ou plus communément appelé Téflon, sont utilisés dans les imprimantes FDM pour guider le filament depuis la bobine jusqu’à la buse Habituellement sur nos imprimantes FDM, on trouve des tubes PTFE ayant un diamètre externe de 4 mm avec un diamètre interne de 2 mm pour y passer des filaments de 1.75 mm de diamètre. Source image https://www.hotends.fr/fr/accessoires/25-67-tube-ptfe-24-mm.html#/35-longueur-100_cm On trouve généralement ces tubes dans la hotend entre l’extrudeur et la hotend (quelques cm pour un montage direct drive et environ 20 cm pour les montages Bowden) mais aussi en amont entre la bobine et l’extrudeur Il possède des propriétés qui lui donne une très bonne résistance à la chaleur (+250°C) et un coefficient de frottement extrêmement faible (Intérieur du tube extrêmement lisse) qui facilite le guidage du filament Il existe aussi des tubes PTFE de marque "Capricorn" qui sont en principe (sauf si une copie) bleu, plus résistant aux températures et ayant un diamètre interne de 1.9 mm Source image https://www.hotends.fr/fr/accessoires/73-94-tube-capricorn-xs-19x4mm.html#/35-longueur-100_cm Il peut y avoir d'autre diamètres intérieur et extérieur pour les tubes PTFE, pour y passer des filament de 2.85 mm de diamètre ou encore quand utilisé dans un HeatBreak. Là un exemple d'un tube PTFE Capricorne diamètre externe de 3 mm avec un diamètre interne de 1.9 mm utilisé dans un HeatBreak. Source image https://www.hotends.fr/fr/accueil/139-capricorn-xs-300-x-200-mm.html Attention ne pas confondre un tube PTFE avec un tube FEP. Quand le tube est transparent, comme sur les photos suivantes, c'est probablement du FEP, qui ne possède pas les mêmes propriétés (tenue à la chaleur par exemple). le tube FEP ça tient jusqu'a max 205°C, c'est pas fait effectivement pour faire du bowden et venir toucher la buse , ça s'utilise pour avoir la visibilté du filament, pour le protéger ou le guider , c'est un tube semi rigide. on le place généralement entre la bobine et l'extrudeur. On peut aussi l'utiliser en configuration avec un MMU Source images : https://www.hotends.fr/fr/accessoires/77-tube-fep.html Pour en savoir plus -> https://fr.wikipedia.org/wiki/Polytétrafluoroéthylène Retour au sommaire du glossaire




 1 point
1 point -
Ce greffon pourrait le faire pour la partie avant l'extension (dagoma0) mais il utilisera comme extension .gcode qui faudra renommer de toute façon. Le travail manuel c'est bien aussi1 point
-
Salut @Daniel U10, si tu as un besoin urgent de tes pièces imprimées...n'oublies pas qu'on peut imprimer à partir d'une carte SD sans liaison PC. Pour les impressions longue, je trouve que c'est souvent plus sur...je dis ça, je ne dis rien.1 point
-
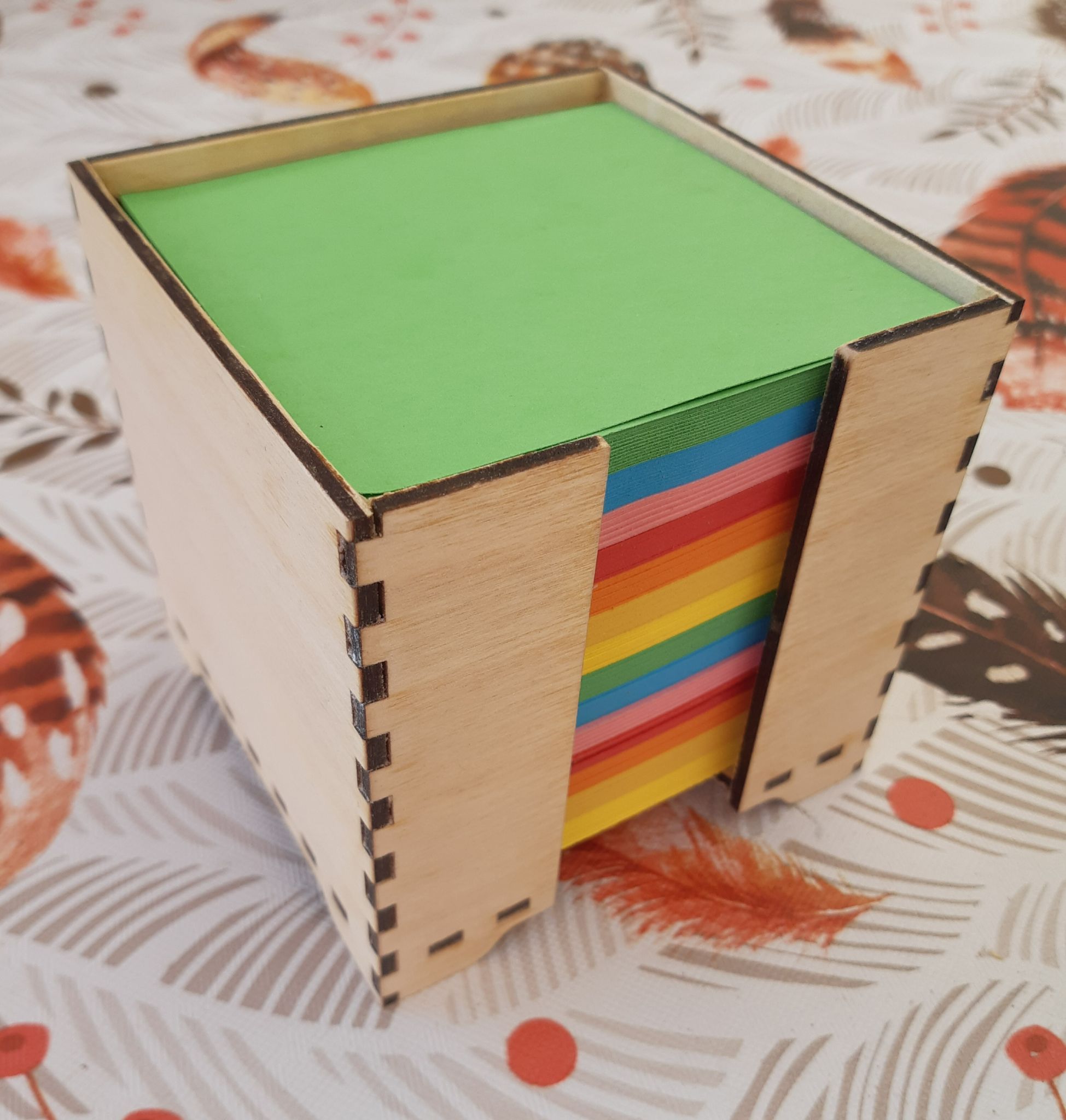
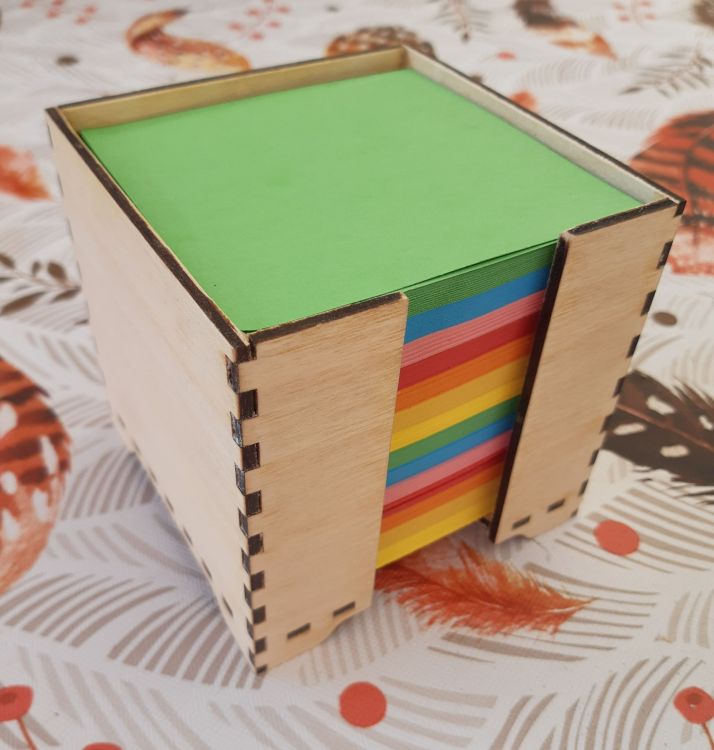
Bonjour, @Yo' @Savate @Poisson21 @Julien Voici une nouvelle réalisation un bloc notes; la découpe est facile en CP de 3mm. (j'ai utilisé un pièce en bois d'un format A4) Pas de difficulté il faut réaliser le montage en assemblage en force avec les encoches. Petites astuces bien chanfreiner les encoches males pour faciliter l'insertion. Il faut parfois ajuster un petit coup de lime pour les éléments difficiles à ajuster. L'assemblage se fait sans colle; prévoir un petit maillet ou marteau pour rentrer en force les pièces. Après le montage final ébavurer tous les angles pour éviter éventuellement des échardes et renforcer les angles fragilisés ! Nota : il faut optimiser l'orientation des pièces pour éviter des chutes de bois importantes. Bien identifier les pièces et leur orientations avec un montage en blanc
 1 point
1 point -
Salut, Prems . Je veux bien me dévouer, si c'est pour ma bonne cause1 point
-
Bon, je sens que la promesse d'Elegoo de livrer les Saturn2 en Juillet sera de même genre que les Jupiter. Nous voici approchant fin Juin et elle n'est toujours pas expédiée...0 points
-
J'ai bien compris que c'était pas interdit, mais je trouve que le déroulement du filament se faisant de façon plus linéaire que sans roulement, l'extrudeur a moins à forcer... et la bobine ne se déroule pas intempestivement pour autant... Le seul emmerdement, c'est qu'à chaque vidange, il faut graisser les roulements....0 points
-
merci pour ta reponse. Sur le site il y avait le choix du pays d'expedition, j'avais bien selectionner le kit pour l'ender 3pro, mais j'ai changé le pays d'expedition en ne faisant pas attention que ce choix a modifié le produit.0 points