Classement



Contenu populaire
Contenu avec la plus haute réputation dans 24/06/2022 Dans tous les contenus
-
Je pense qu'il faut être nœud nœud comme moi pour que parfois ça coince ... Ou bien à ceux à qui ça arrive également n'ose pas s'exprimer ici pour les raisons cités plus haut Je pense tout de même essayer filament PM , ils ont l'air bien ! Et promis je mettrai les pinces ou clip dès que la bobine est sortie de l'imprimante mais avec une tête en l'air comme moi ça va être difficile ....4 points
-
Comme tout le monde dit la même chose, je pense qu’Oikos a compris que c’était uniquement de sa faute.4 points
-
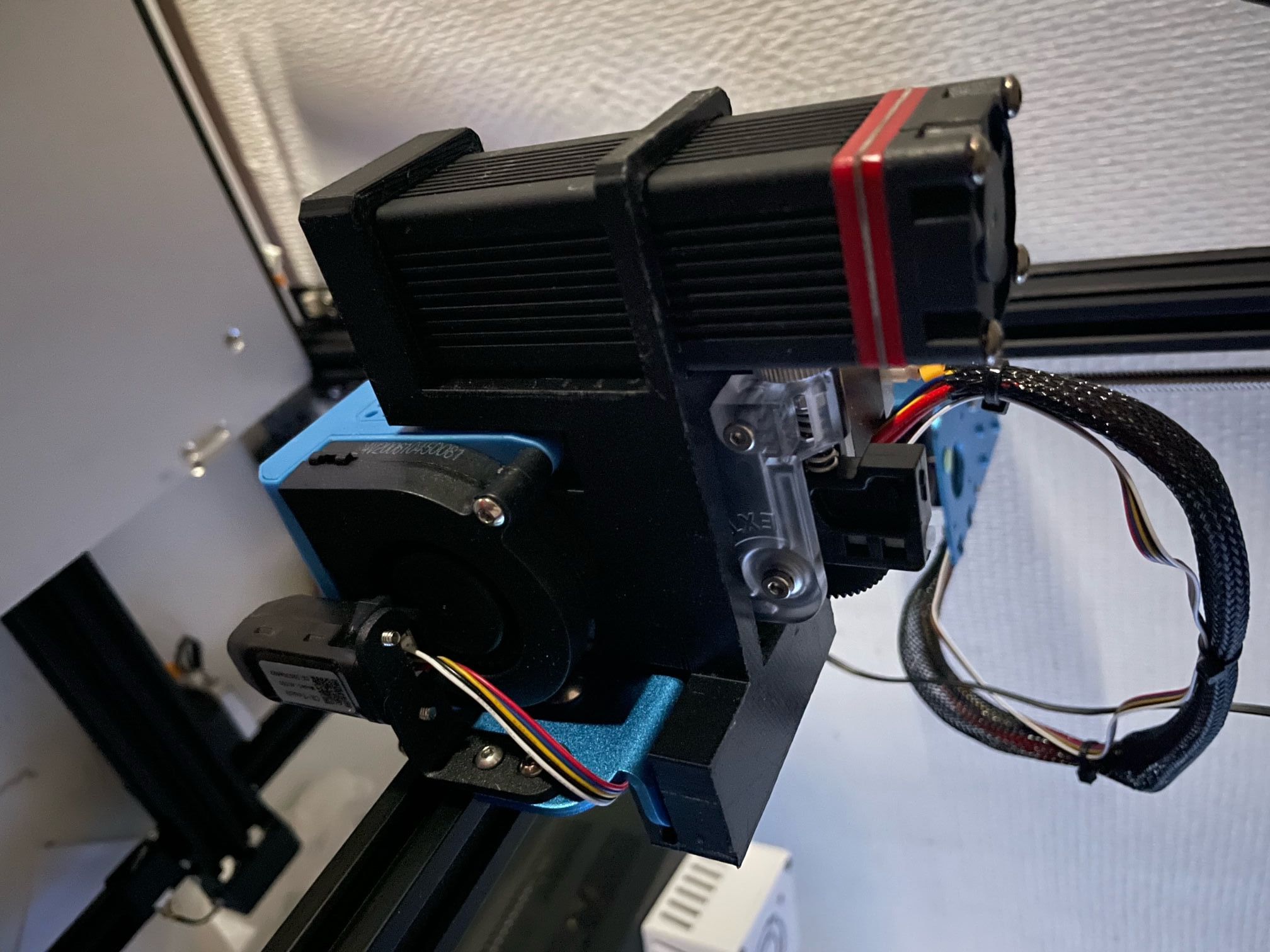
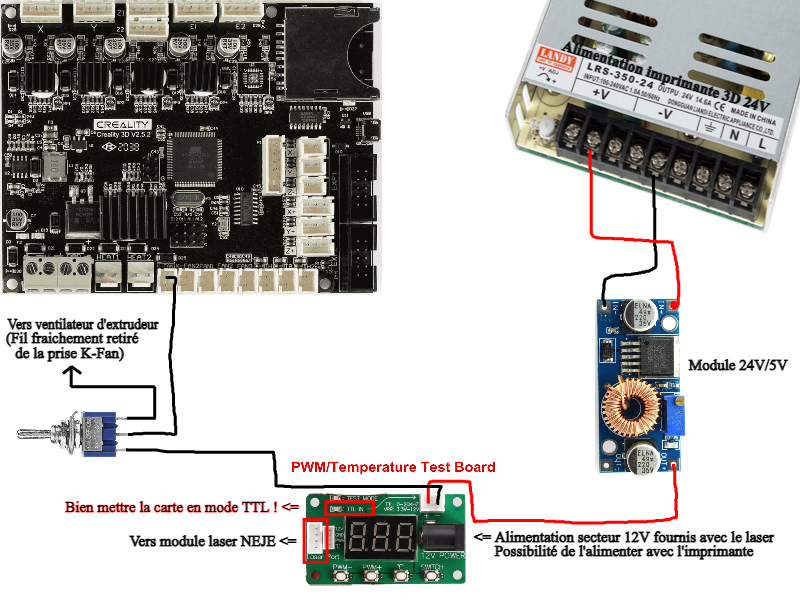
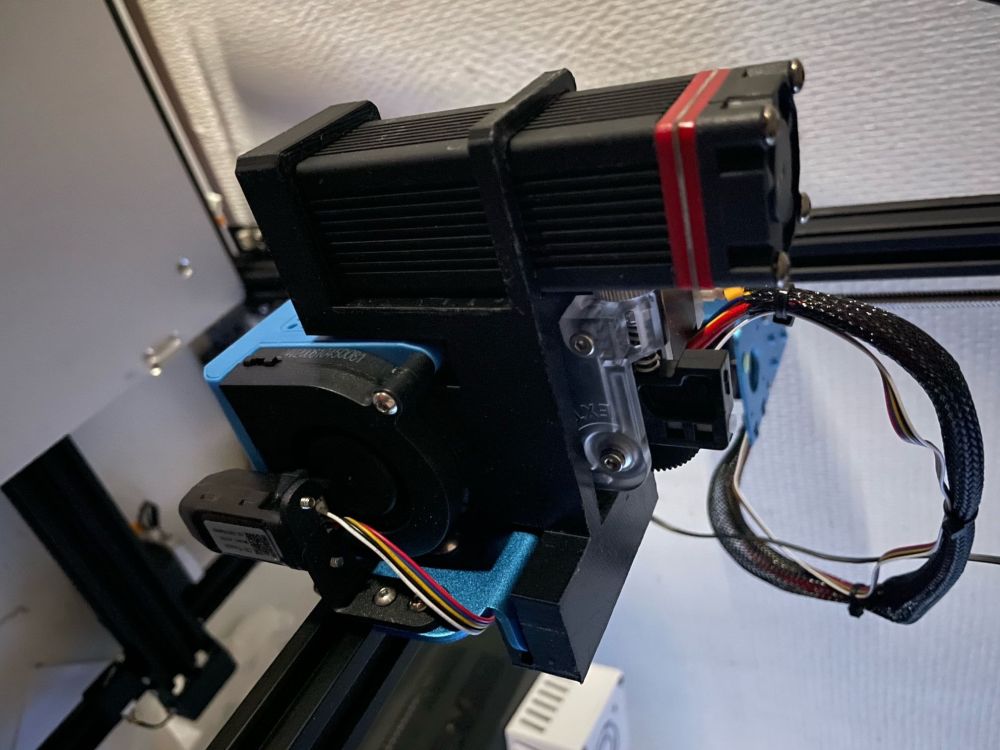
Bonjour a tous ! Je viens aux nouvelles car j'ai enfin réussi a correctement brancher mon module laser, a le réguler avec le contrôle du ventilateur de mon imprimante et a graver/découper du bois, métal, etc... enfin ! Petite précision concernant mon schéma : - Je m'excuse déjà pour la qualité, les beaux schéma électrique ce n'est pas vraiment mon domaine ^^ - Mon schéma est pour mon module laser NEJE N30820 (d'où la carte de test PWM spécialement fournie avec), je n'ai pas testé avec d'autre module plus standard (Avec connecteur d'alimentation et connecteur TTL directement sur le laser) mais normalement zéro soucis, le câblage est sensiblement le même car il sert a fournir du TTL depuis une imprimante 3D donc a partir de la on y branche ce qu'on veut, tant que ca demande du TTL... - Le petit switch a gauche je l'ai intégré sur le cote du bloc de contrôle et permet de permuter entre impression 3D et module laser, pratique si on veut pas avoir a brancher/débrancher a chaque changement d'usage (voir photo) - On peut directement utiliser l'alimentation de l'imprimante pour alimenter la carte test PWM du laser, il suffis juste d'utiliser un autre convertisseur de tension 24V vers 12V - en parlant des convertisseur de tension... c'est de la logique mais vaut mieux le rappeler pour éviter de tout griller, la petite vis doit être réglée a la tension souhaité avec un multimètre, a réglé avant tout branchement sur l'imprimante car si elle est réglé au max sur 36V le laser risque de ne pas trop aimer un grand merci a @pommeverte pour m'avoir confirmé que les convertisseurs de tensions allaient bien fonctionner pour du PWM -> TTL

 2 points
2 points -
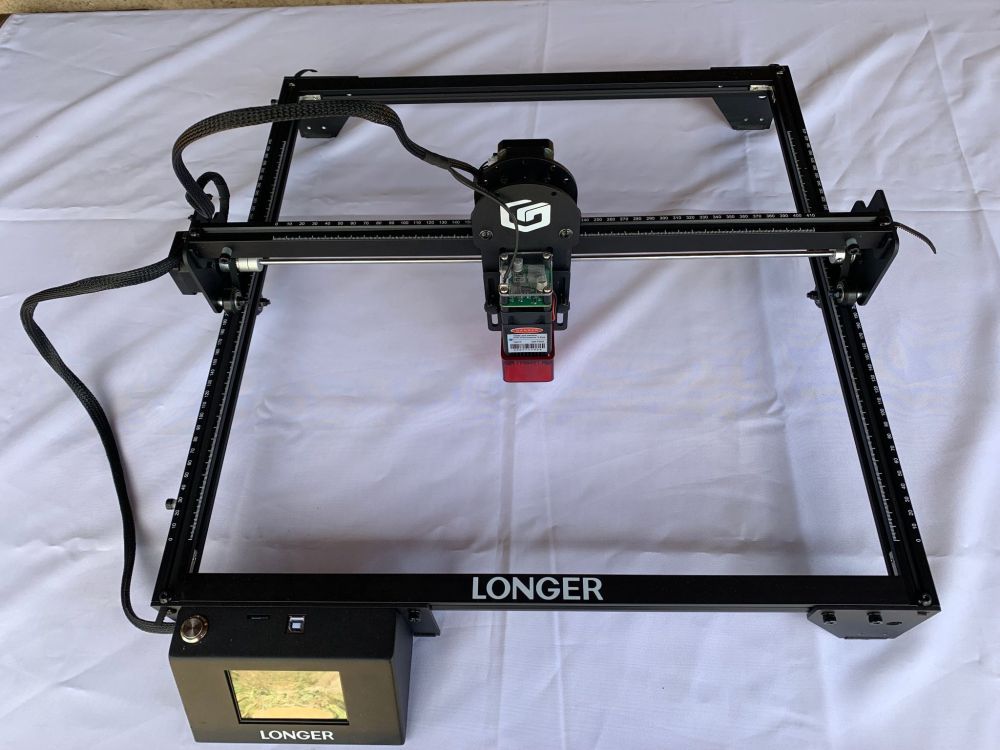
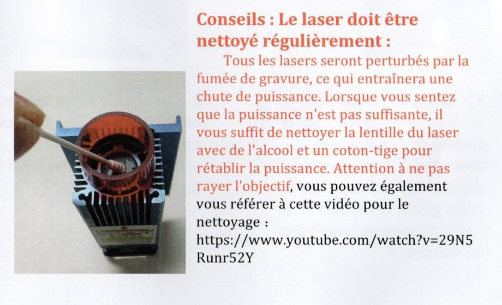
Cépafo La majorité des graveurs lasers à diode se ressemblent très fortement, un peu comme la profusion d'imprimantes 3D type issues de la Creality Ender 3 (totalement open source). Même si la documentation peut paraitre succincte, elle me semble aborder les points essentiels dont l'entretien régulier : le nettoyage de la lentille. Le refroidissement du module laser bien qu'expulsant l'air vers le bas ne peut empêcher totalement l'accumulation de fumées (avec leurs particules plus ou moins grosses / nocives ) surtout avec le cache occultant. J'ai déjà dû nettoyer plusieurs fois la lentille, surtout après mes premiers essais faits avec papiers et cartons (ça brûle et s'enflamme vite produisant une «belle fumée noire» ) La focalisation fixe est effectivement de 20 mm, la taille du point focal est plutôt de forme rectangulaire ( 0,1 x 0,08 ), le 0,06 me semble plus de l'argument commercial (comme la puissance de 90W équivalente d'un laser CO2). Le sujet de la focalisation est normalement le prochain à paraitre.2 points
-
pour être précis ,je vous donne la source de ce fichu 350hz ( ce que j'avais oublié de faire à l'époque) https://github.com/Photonsters/anycubic-photon-docs/blob/master/FAQ.md#vat--fep-setup How tight exactly should the FEP be tensioned? If it sounds like a snare drum when you lightly tap with a finger, it should be good enough. But since hearing is subjective, to be precise, you should use an audio analyser to check, factory tensioned FEP film (about 127 to 150 microns thick) is around 350Hz, but anything between 250Hz to 375Hz is fine. Some owners have obtained good prints with tensions as low as 150Hz, but there are also reports of leaking vats at those low tensions, For that reason, we advise 250Hz to 350Hz. Be careful when adjusting, over tensioning above 375Hz may tear your FEP film, or may cause bad prints. ceci est valable pour une dimension précise de bac ( photon 1ere génération , photon mono 4k ) pour les autres dimensions de bac ,je ne sais pas si cela est valable . pour le savoir : offrez moi une saturne , une Jupiter et je vous le dirai .1 point
-
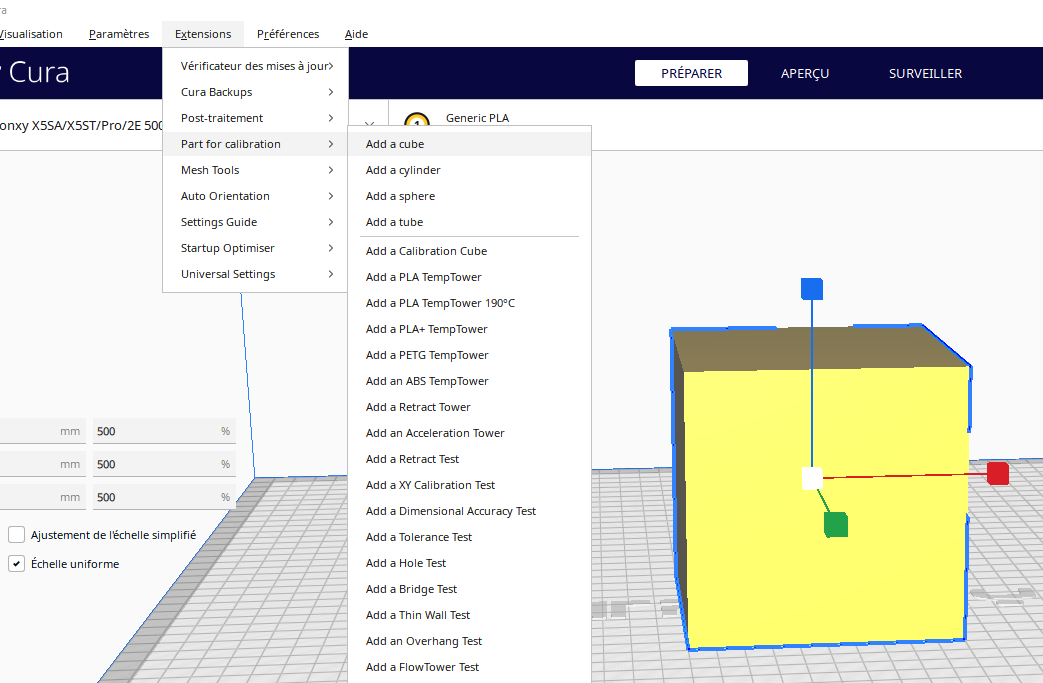
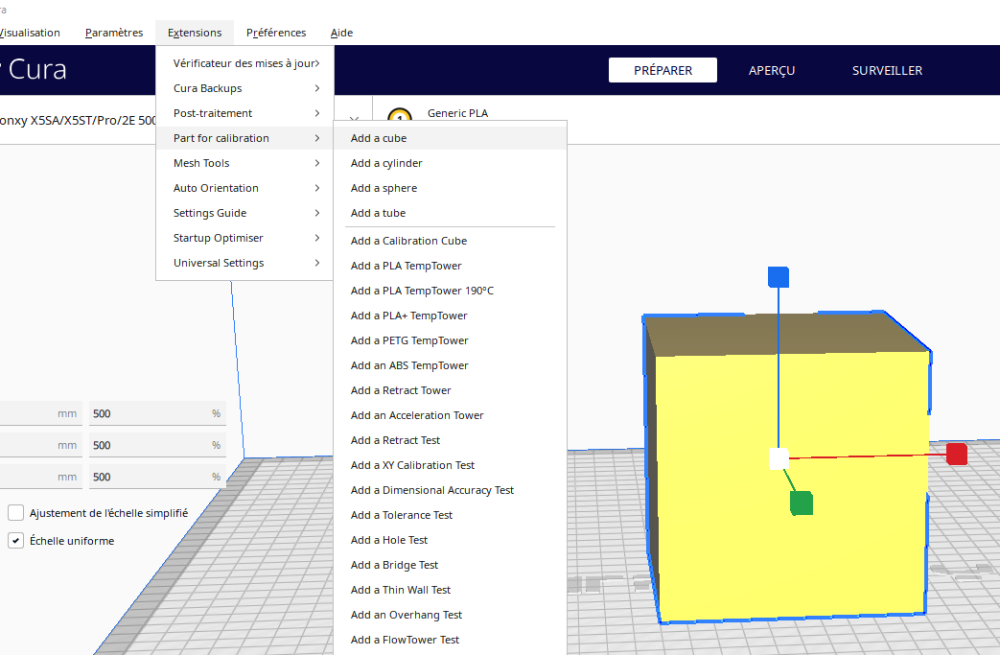
Bonjour @Daniel U10, Alors quand tu cliques sur ok après avoir entré tes valeurs, elles vont directement dans la machine. D'ailleurs, si par curiosité tu as fait défilé les lignes "logs", tu verras que repetier interroge et récupère ces valeurs et d'autres. Donc non, rien ne reste dans repetier. Pour le capteur, pour le mettre droit, une rus e de sioux, que j'ai vu sur un site allemand. Si tu as la synchro des Z, tu peux éteindre la machine, sinon tu utilises les commandes manuelles. Attention, n'utilise à aucun moment les boutons "Home" 1-Placer le plateau au plus près de la buse 2-Desserres les vis du capteur 3-dans les outils fournis, tu doit avoir une clé allen de 3. tu la mets entre ton capteur et le plateau 4-Tu resserres sans forcer, tu risque que ça reparte de biais. Si tu as, tu peux placer une rondelle plate entre les têtes de vis et le capteur. 5- REFAIRE UN DECALAGE Z Pour les modèles, comme je te l'ai dit tu as dans Cura une extension "Calibration Shapes". Ensuite tu joues sur l'échelle pour avoir une dimension correct. Ensuite, quels tolérances tu peux admettre. Je dirais libre à toi, et c'est surtout en fonction de l'utilité des pièces que tu vas imprimer. Le mieux c'est quand même d'avoir la même tolérance sur chaque axe. Mais pour rappel, 1% de tolérance sur un axe, c'est 3mm de + ou - sur une pièce de 300mm. Je fais de la pièce méca assez souvent, j'essaye d'avoir 0.1% de tolérance. Tu as eu raison de faire plusieurs mesures par coté, ça te donne une moyenne. Par contre, je suis épater, tu n'as pas une grosse correction sur X-Y mais par contre Z, il a mangé. A NE PAS OUBLIER, SI TU TOUCHES AUX STEPS/MIN DU Z, REFAIRE UN "DECALAGE Z" Mais c'est bientôt fini, t'auras plus besoin de nous. Tiens, tant que je vous tiens tous les deux, @Yellow T-pot n'est jamais très loin. Une aparté: Dans le gcode de démarrage de CURA 5.0, il lance la chauffe de bed, puis fait ces zéros, puis après lance la chauffe de la buse. Visiblement, le problème que l'on a souvent avec le décalage en Z lorsqu'on a un capteur (TR ou inductif) sur la première couche, aurait sa solution là. J'ai lu que c'était pour limiter l'influence de la chaleur (ou de la chauffe) de la buse sur ce capteur (A croire qu'ils ont vu notre post la dessus) Mais, ça trouve sa limite quand tu relances un print juste derrière et que le bed n'est pas froid, ou lorsque tu es sous enceinte. D'ou l'utilité de la fonction babystep qui a été intégrée dans le Marlin Tronxy. Mais je te confirme, @Daniel U10, on a tous eu ces mêmes déboires et puis là t'es bon pour nous sortir tes premières pièces
 1 point
1 point -
Juste pour ne pas laisser une erreur dans une formule trainer dans un message, P=U²/R et pas U/R² comme tu l'as écrit @fred5976. Pour mesurer de faibles résistances, il faut un appareil de labo qui coute plus cher que nos bécanes. J'avais dans un autre post suggéré d'alimenter la résistance du bed avec une alim séparée, étudier si on pouvait le faire en alternatif .. Quelqu'un m'a judicieusement fait remarqué qu'il existait des Bed en 230V. Çà doit régler le pb puisque le courant sera faible (avec 2A on a 500W) et là le 1mm² suffit) , même si l'isolation doit être à surveiller.1 point
-
Félicitations Oikos, nous avons plaisanté (un peu fort) mais tu n'as pas pris la mouche pour autant. Sincèrement, si tu fais bien attention à ne pas lâcher le fil et à bien le maintenir quand tu stockes une bobine entamée, tu n'auras plus ce problème. Bonnes futures impressions en Alsace.1 point
-
Hello, @007 et @fred5976, ce sujet dans le sujet au niveau de la mesure réelle de la résistance du plateau est très intéressant (en tout cas c'est mon avis) mais je vois que le temps risque de tourner un peu à l'orage Merci de garder votre calme (et de continuer en MP si vous le souhaitez ) Merci les gars !1 point
-
Hello, si tu aimes la précision...alors il faut te préparer à le refaire à chaque nouvelle bobine puisque le Ø du filament n'étant jamais exactement le même d'une bobine à l'autre, d'un fournisseur à l'autre...les pas/mm évoluent un poil. Ou alors, tu mets ton mouchoir par dessus et tu corriges (si ce n'est pas en forte sous ou sur extrusion chronique bien sûr...) et tu corriges au niveau du débit dans Cura en fonction du premier test d'impression avec la nouvelle bobine.1 point
-
Perso la M5 pour moi n'est rien de plus qu'un Cartésienne classique il y a beaucoup de marketing dessus et de blabla mes cette Anker en réalité apportera rien de plus qu'une cartésienne classique a part quels feature pour la caméra. La BambuLab est un Core XY c'est qui est un gros plus de base et pour ceux qui veule du support multi color je dis pourquoi pas. Par contre @Aeziotu a soulevé l'un des plus gros point faible l'utilisation de matériel propriétaire, perso je suis pas fan mais alors pas fan du tout car cela peux conduire a pas mal de soucis. Prix des Pièces détachés élevé, dispo de pièce difficile et si la marque fait faillite risque de ne plus pouvoir trouver les pièce de spare, Ce ne sont quelques exemples de soucis possible (après je ne dis pas que ce sera le cas, mais sa c'est vue très souvent). Quoi qu'il en soit elle n'intrigue quand même cette machine , je regarderais les vidéo que tu as link par curiosité merci (cela m'aidera peut être a me faire une idée plus précise sur les force et faiblesse de la machine)1 point
-
Hello, Merci d'avoir pris le temps de me répondre. J'ai pu régler le problème en prenant le fichier depuis le site de Raspberry et là toutes les commandes ont fonctionné du premier coup! Je suis sur de ne pas avoir fait d'erreur dans les différents script, mais ça ne fonctionnait pas en tout cas c'est régler maintenant Peut-être une ancienne version? ou des commandes non adaptés à cette version? (oui oui noob de linux ). Encore merci1 point
-
C'est commandé pour la Prima P120 ! Et merci, j'avoue que j'ai dejà pas mal de questions ! Le Z surtout, pas trop difficile à calibrer ? il faut le faire souvent ? je me méfie un peu de ça sur une cartésienne en porte à faux. Tu l'as testé en PETG ou TPU semi rigide ? Tu as fait des modification dessus ? Oui, quitte à investir maintenant, je me suis dit que ça valait le coup de tester les nouvelles techno. Y'a vraiment pas mal de vidéo qui commence à tourner de la part des testeurs, ils sont unanime pour dire que c'est une petit revolution, mais que le software n'est pas encore finalisé. Même Heliox en parle dans son dernier billet, elle a pu commencer à la tester : 3D Maker Noob nous parle plus en détails des bug qu'il a eu et de la qualité sans s'enflammer dessus :1 point
-
Cc Merci beaucoup pour ton aide MrMagounet1 point
-
Et voilà ! Quelques gouttes de Dreft sur le bed, une lavette imbibée d'eau chaude, et essuyé le tout avec de l'essuie-tout. Je relance le print (support de nappe pour la X1) 200/60 60mm/s et plus aucun problème d'accroche, c'est nickel ! Vraiment content du résultat ! Cet après-midi je vais tenter de lancer une autre pièce pour confirmer ça. Par contre, je voyais qu'il fallait une précision de 0.1mm pour que les deux pièces du support s'assemblent correctement, malheureusement, ce n'est pas le cas, je dois forcer comme un fou pour les assembler. Je suppose que là, il faudrait 'calibrer' encore plus précisément l'imprimante. Il y a t'il une ou plusieurs pièces à imprimer afin d'encore améliorer la qualité d'impression, et de comprendre mon imprimante ? Il y en a des tonnes, mais je ne sais pas lesquelles sont les 'mieux'. Il y a des tours de température, des bridges, des trucs comme le benchy ou le dragon,... Merci ! Je passe commande de eSun, ecoPLA Jake3D et Rosa3D pour tester des marques et des couleurs. C'est ce qu'il y a sur les sites ou les FDP ne sont pas complètement fous pour la Belgique. Si vous avez un avis sur les marques, je prends ! Sur Reprap il y a aussi des bobines de la même marque et des REAL pas trop chères. J'aimerais aussi trouver un PLA blanc pour imprimer des crânes, donc un blanc un peu cassé comme ça. Ainsi qu'un vert qui tire sur le vert anodisé métal (https://slickboys.co.uk/products/blackland-signature-shaving-brush-green) . Si jamais vous avez des références...1 point
-
Pour ce qui est de la vitesse d'impression la vitesse annoncé sur les machines est plus marketing qu'autre chose on voit les nouvelles génération d'imprimante cartésienne annonce parfois jusque 250mm/s de vitesse d'impression, alors que si j'imprime sur ma FLsun SR (qui est une delta capable d'imprimer a 200mm/s) juste a 120mm/s mes impression seront terminer bien bien plus vite sur ma SR, la raison a cela est que la vitesse seule garantie pas le temps d'impression (car ici comme avec une voiture il ne s'agit pas d'imprimer en ligne droite infinie), l'accélération est ultra importante ainsi que l'inertie. Les cartésiennes récente peuvent attendre jusque 120mm/s mais leur accélération est limité donc le gain entre 80mm/s et 12mm/s sera assez léger par exemple un print de 12h a 80mm/s prendra 11h15 a 120mm/s (exemple imager ici hein). changer l'ensemble chauffant de la buse aura pas d'impact ici. J'ai pas testé les anycubic faudra que tu regarde toi pour la partie bed chauffant ce que cela donne, mais pour les Sovol c'est très bon pas de soucis de ce côté. La Ender 5 Plus a un avantage le poids du plateau est pas impact cas il monte et descend uniquement déplacement Z, après toutes permettes des résultat comparable en print.1 point
-
Salut @fran6p Le ressemblance structurelle entre nos deux graveurs est dingue. J'ai jeté un oeil à ta notice qui est pas mal, surtout ce chapitre. Je vois également que tu as une distance de focal de seulement 2 cm, qui se traduit par un faisceau de 0.06 mm. C'est à prendre en compte dans les réglages de LightBurn qui, par défaut, à un espacement entre ligne de 0.1 mm.
 1 point
1 point -
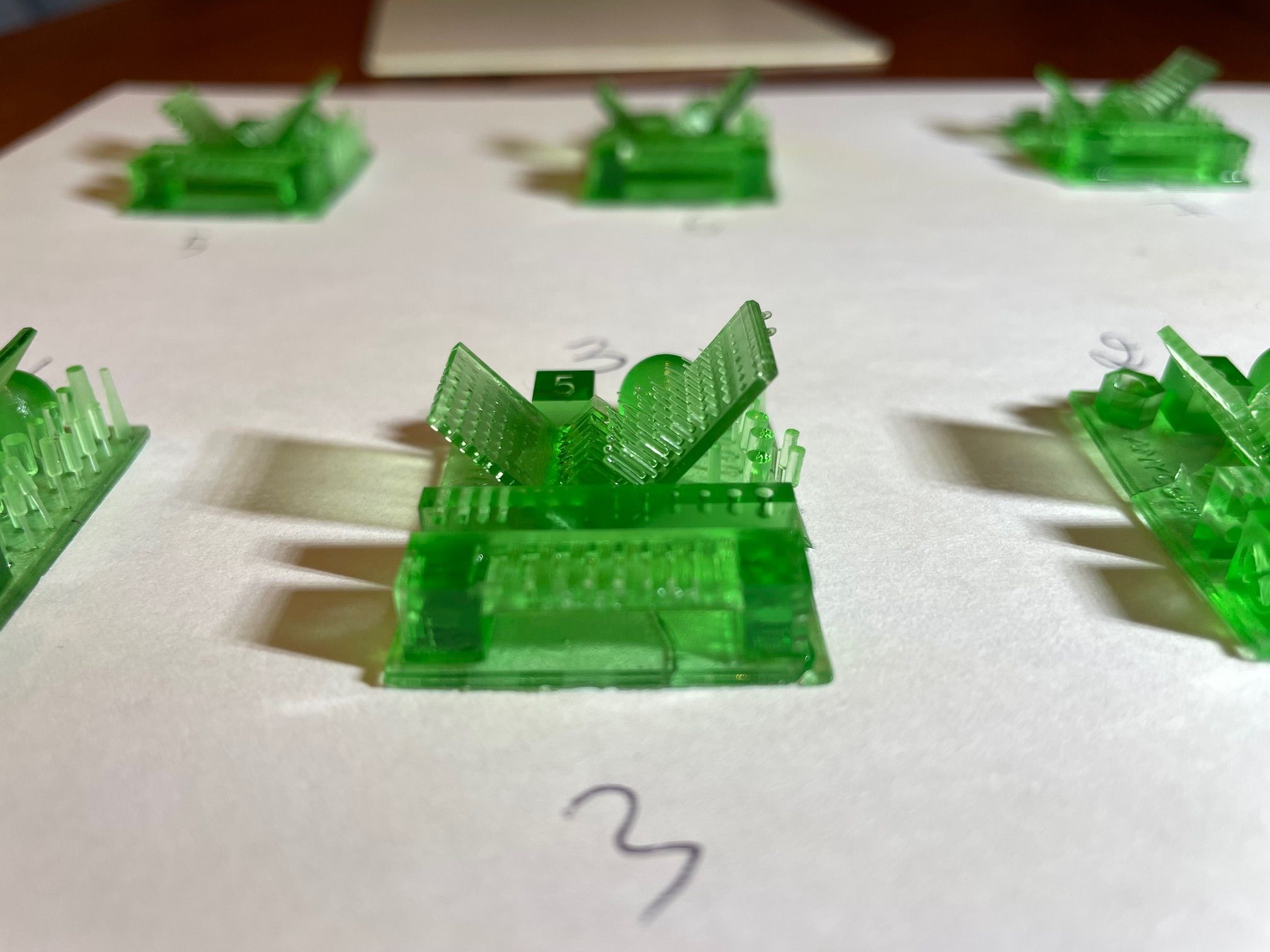
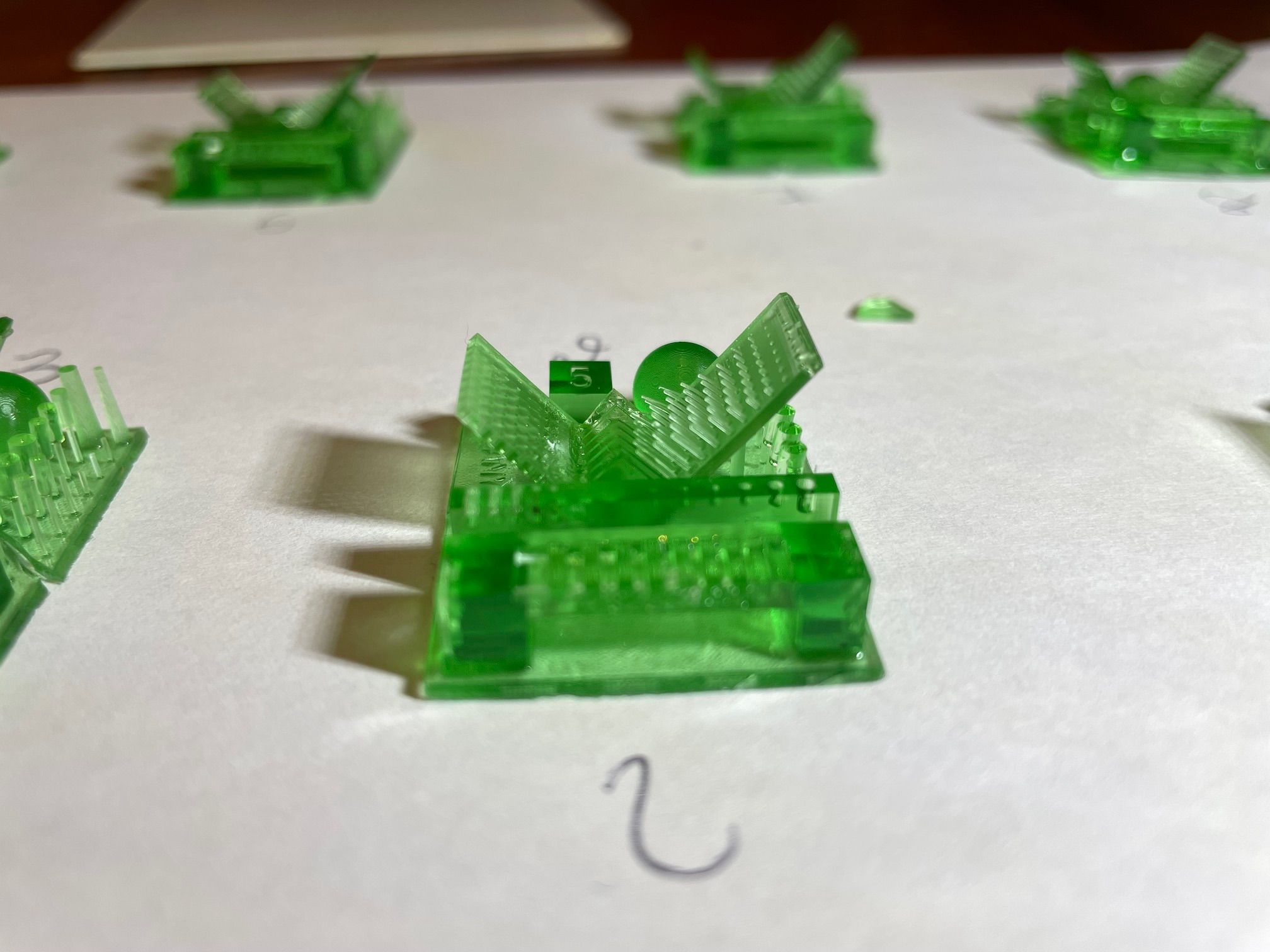
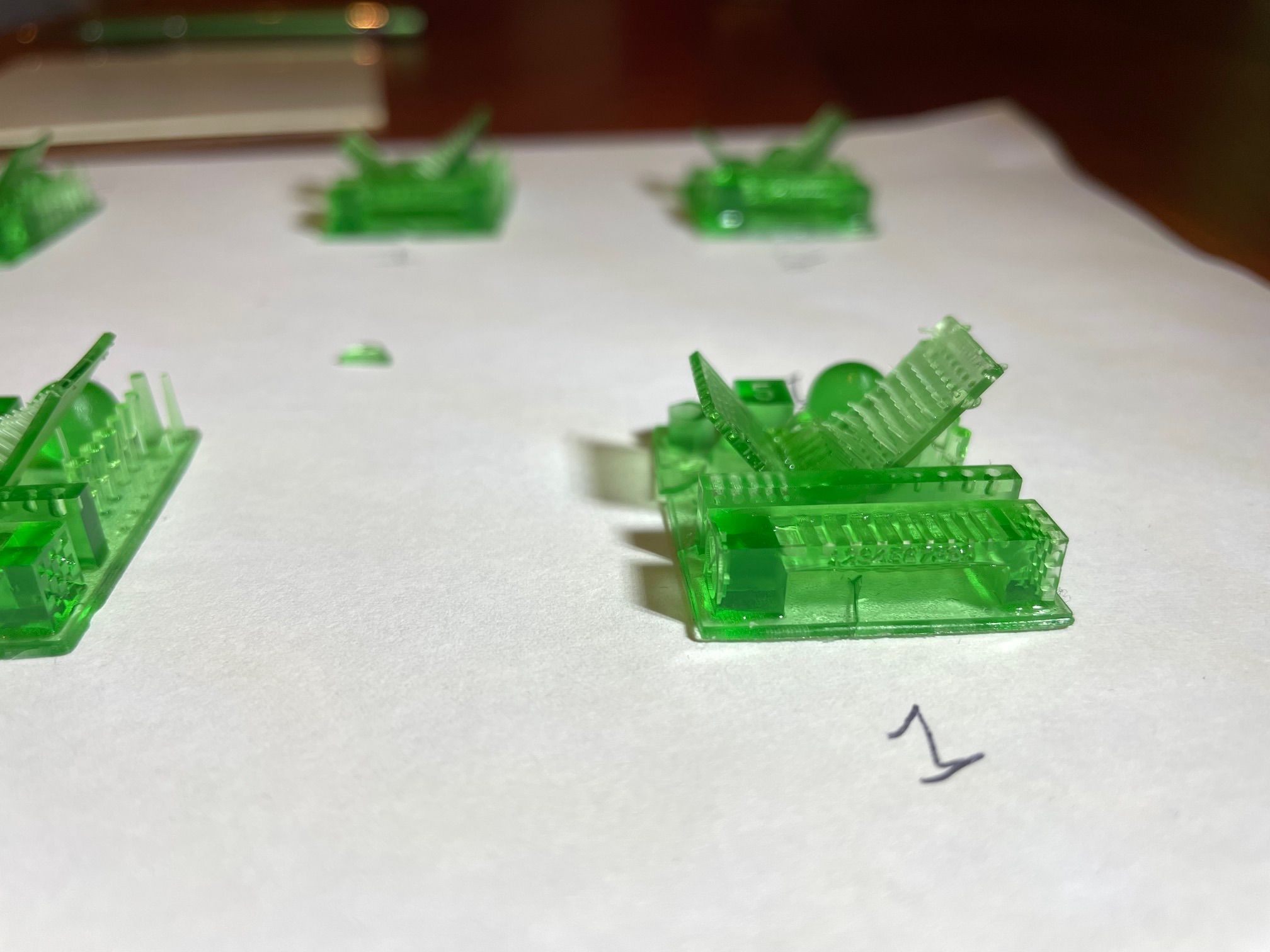
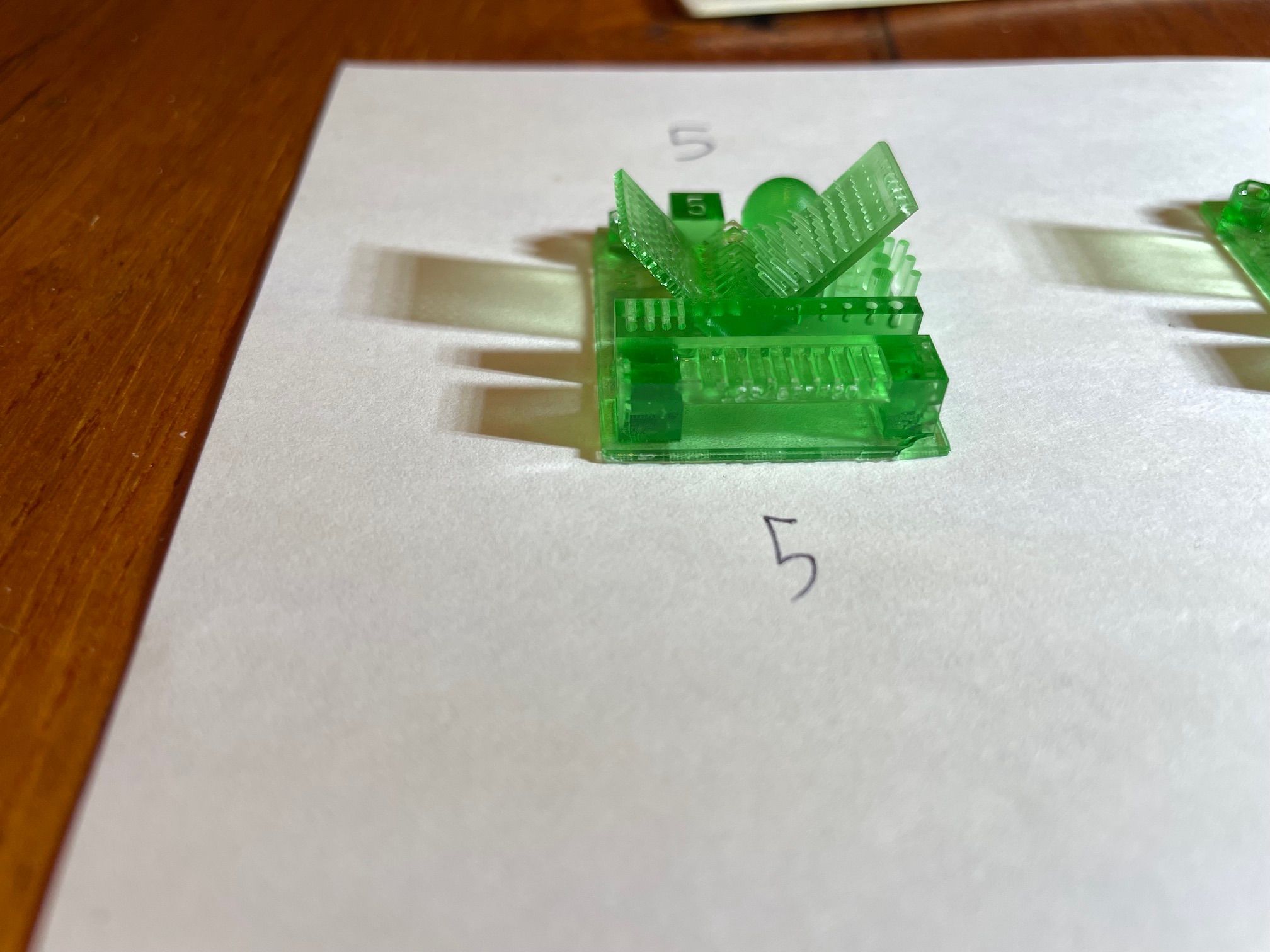
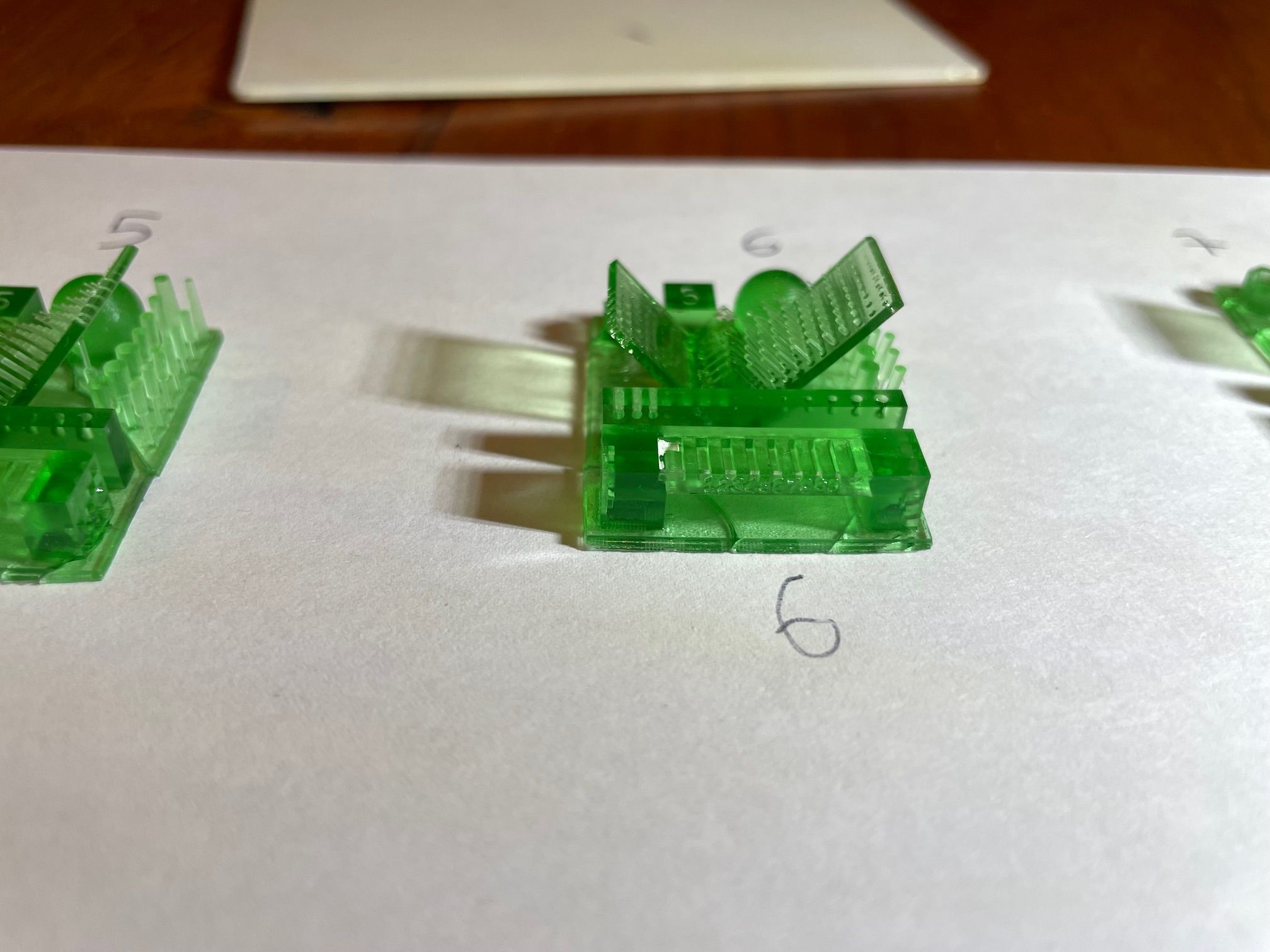
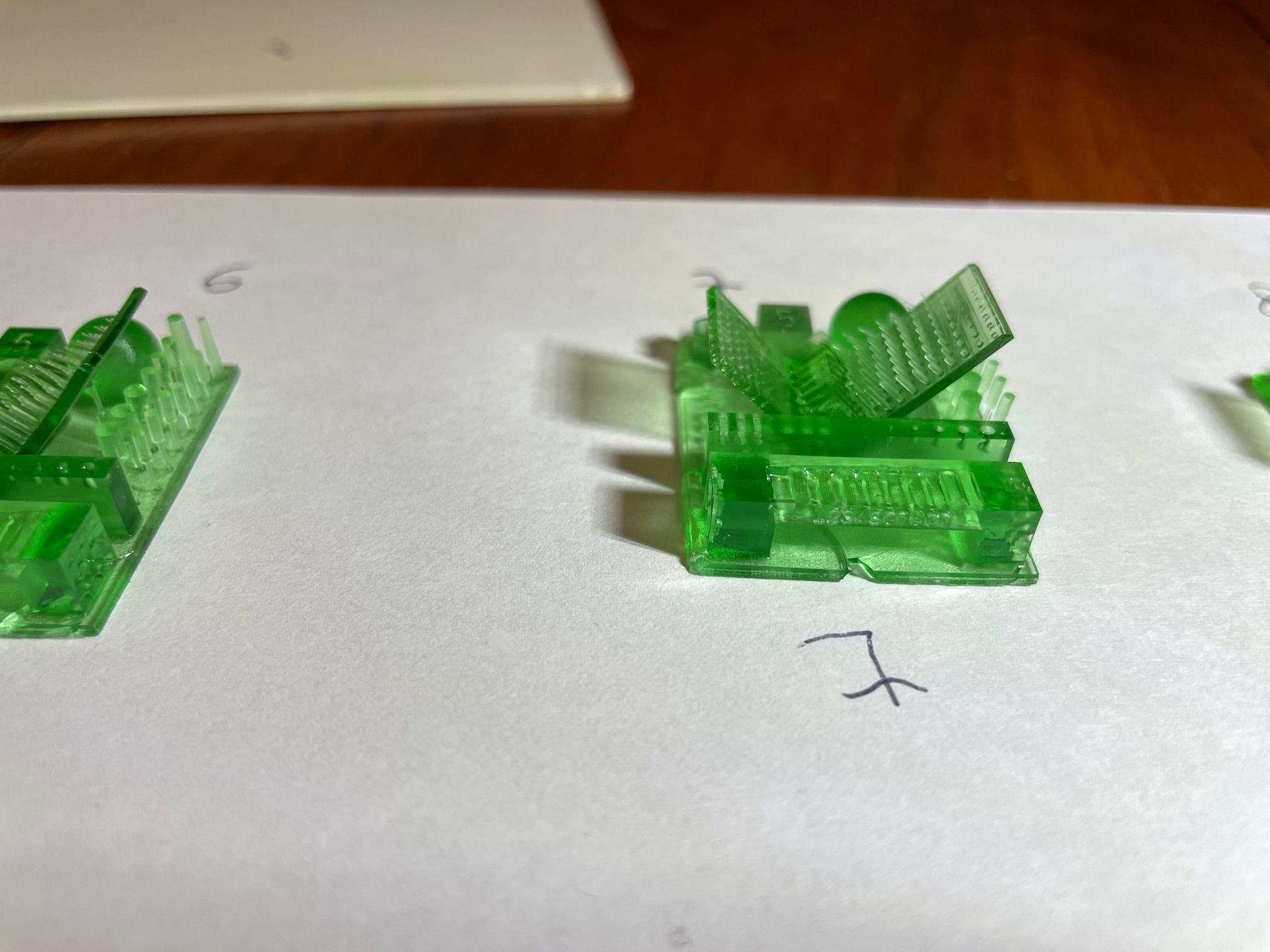
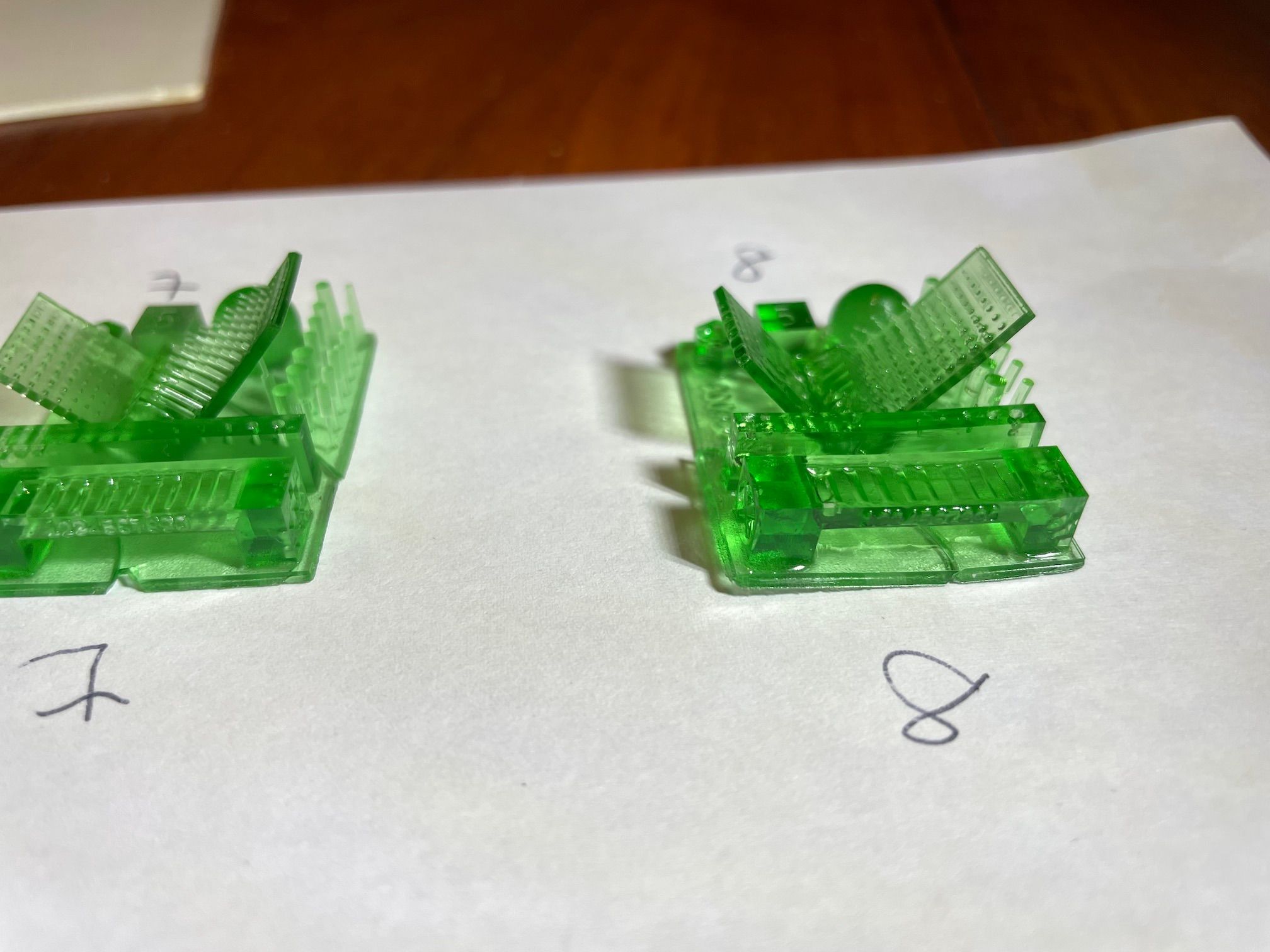
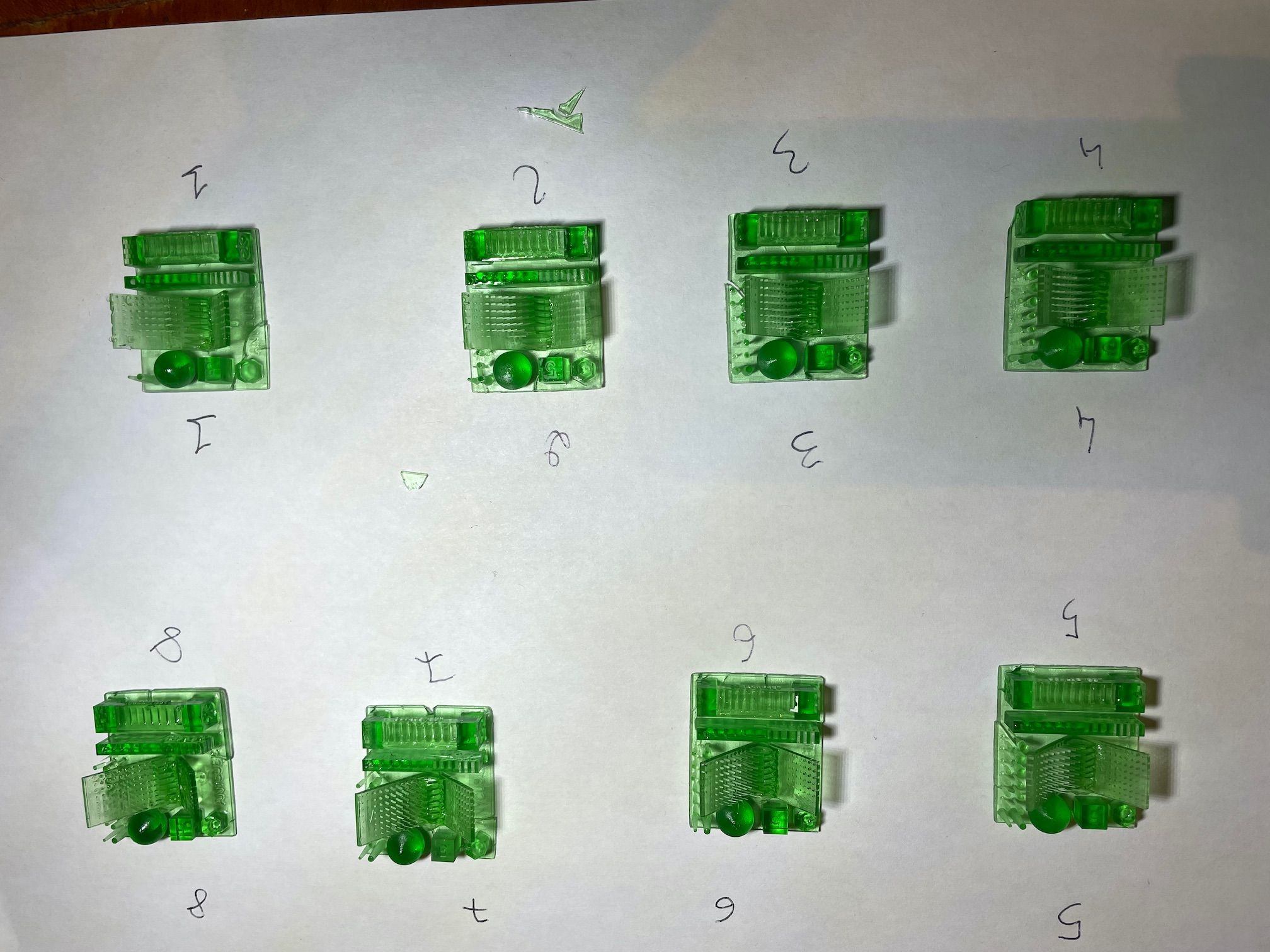
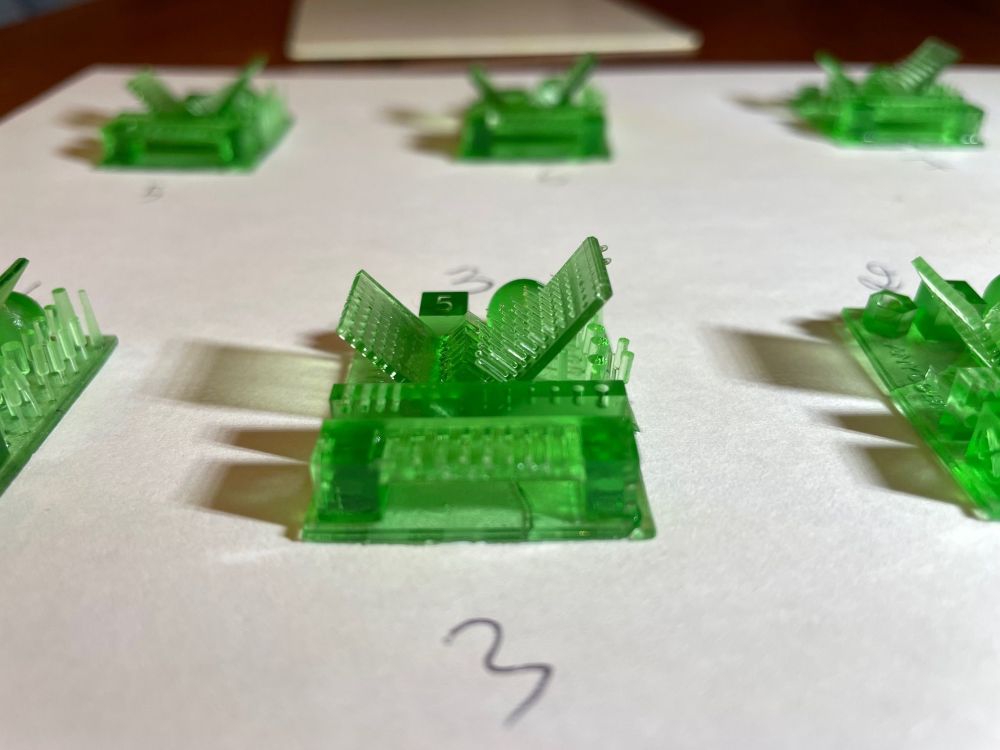
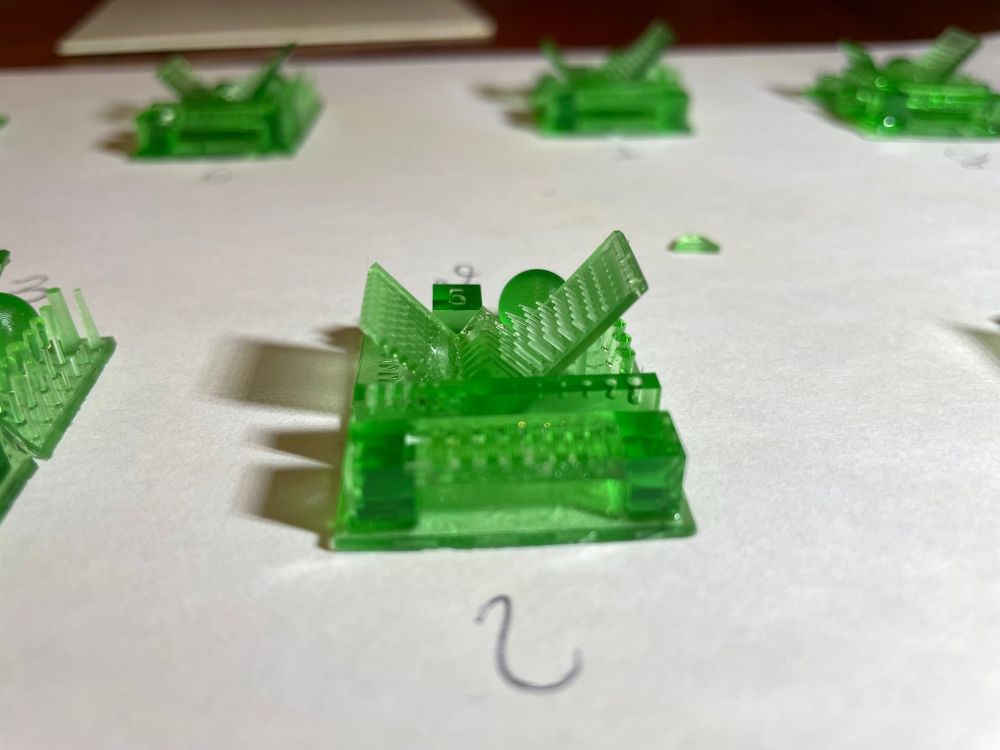
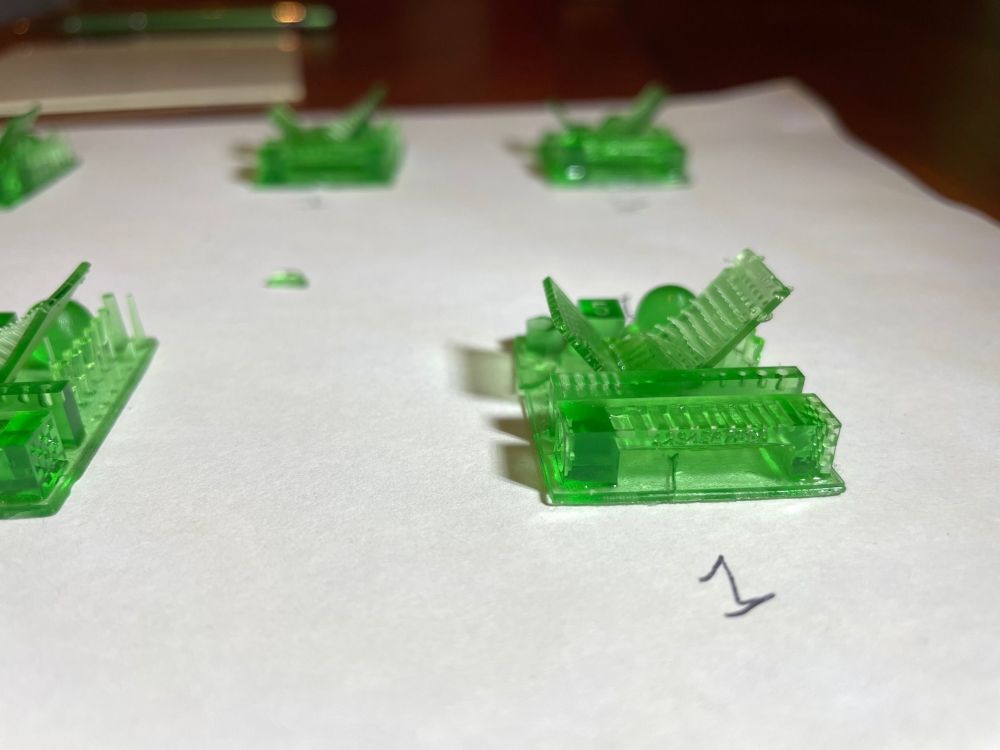
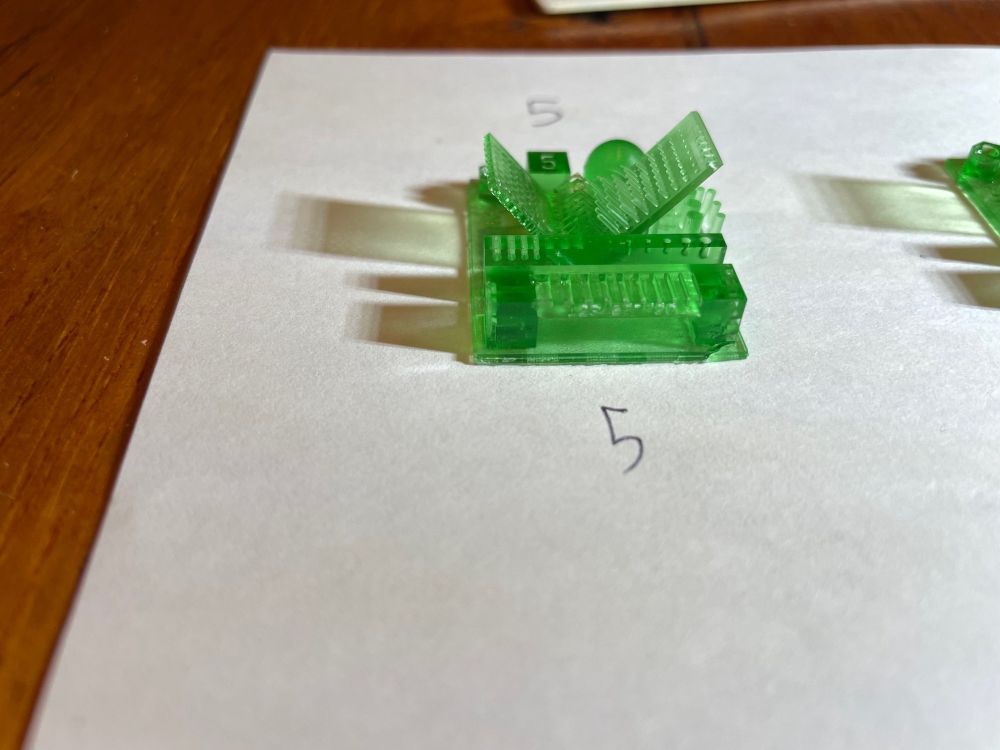
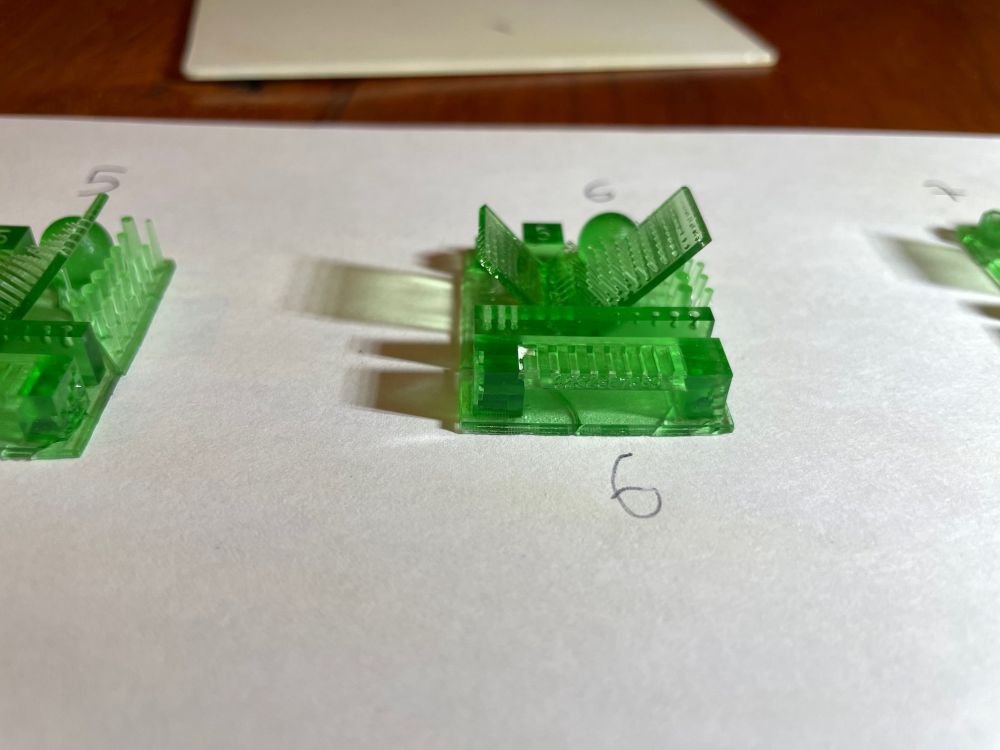
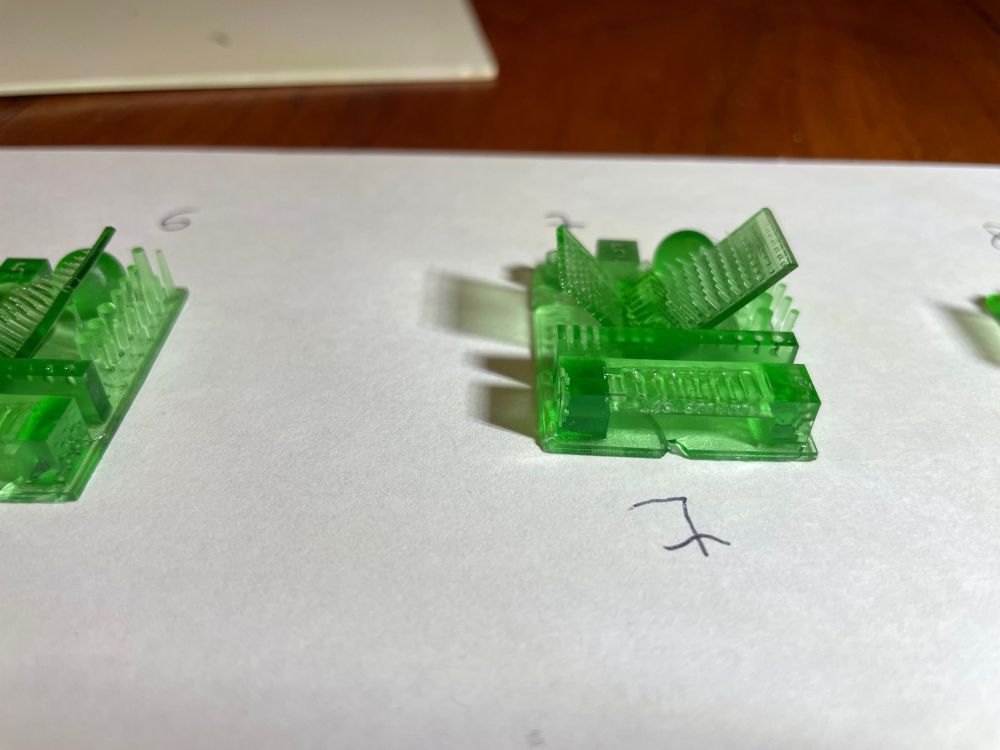
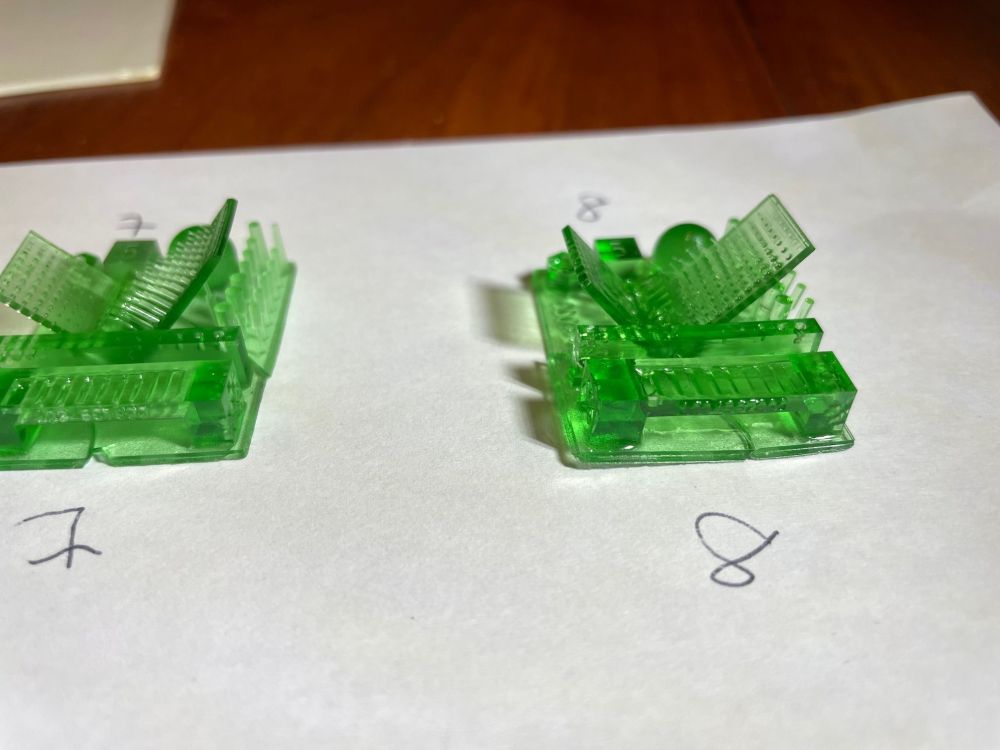
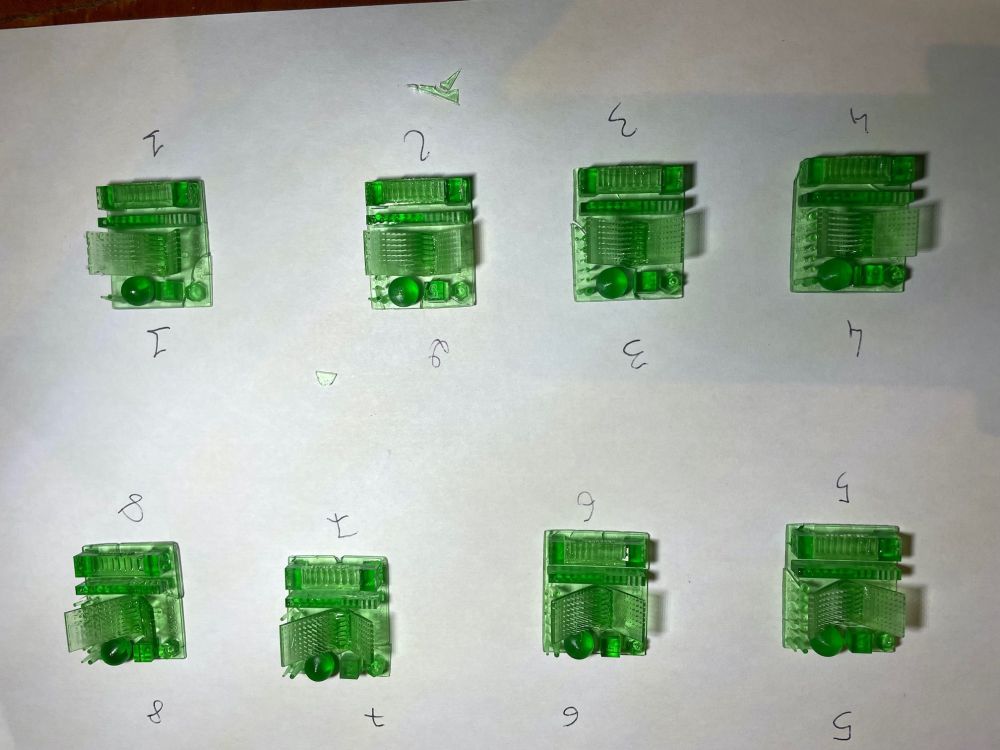
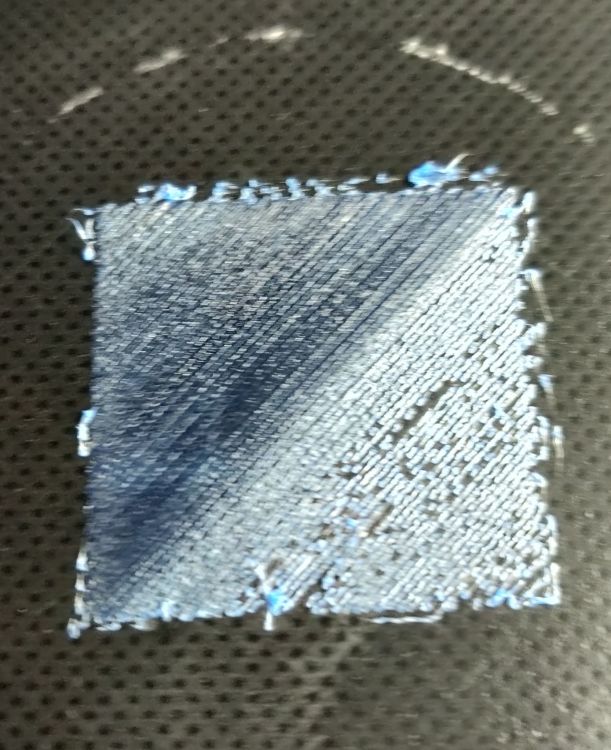
hello. voici ce que j'ai pu faire comme photos. @Ironblue, je reste surpris, car on voit sur mes photos que à 2 secondes, j'ai perdu quasi tous les détail fin ( les petit cheveux ). lors de la sortie d'impression, c'était flagrant ( sur mes photos je sais pas ) et la 8 avait les chiffre devant un peu bizarres, d'où ma "conclusion que 6 et 7 étaient les plus bo... attention, sur certaines pièces, ils sont partis à cause de mon pinceaux, lors de mon "nettoyage de boudin" et les pièces sont un peu cassées, car après mon analyse ( hum hum ), le décollement à été fastidieux...
 1 point
1 point -
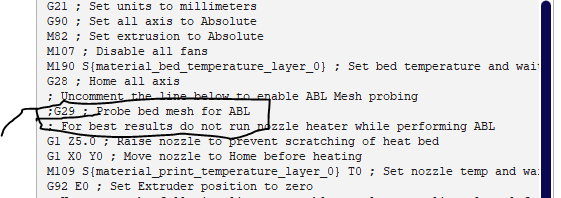
Bonjour @Daniel U10, Ca se corrige dès que tu appuies sur OK. Ensuite, ne pas hésiter à éteindre et remettre en route la machine, connecter REPETIER et vérifié que ta valeur est prise en compte. Touche pas à la cette valeur Z, c'est le babystep, très utile mais pas maintenant. As tu fait un nivellement manuel? Si non, commence par ça avec la bonne feuille de papier, buse chaude, faut qu'elle passe sans gratter. Ensuite, tu vas sous "Utils" puis "Z Décalage". Tu reprends ta feuille, et la tu descends ta buse avec des incréments de 1mm, dès que tu penses que tu est trop près de la feuille, tu appuies sur "0.1" et tu descends pour avoir ta feuille comme pour le nivelage manuel. Tu pourras affiner ensuite ton nivelage de plateau en mode automatique. Dans CURA 5.0, normalement dans le Gcode de démarrage tu dois avoir ça tu peux virer le ";" devant G29. Ca prendra en compte les défauts de planéité. Vivement que tu lances tes impressions de calibrage. Et je vais me répéter, tu ne prends pas un truc rikiki, et ne fait pas de mode vase et pas d'écriture et enfin ne prends pas de modèles cylindriques, ça ne donne rien et c'est chiant à mesurer.
 1 point
1 point -
Bon ... j'ai complètement craqué pour la modernité, j'ai précommandé la Bambulab X1 sur Kick Starter (https://www.bambulab.com/) Elle correspond a tout mes besoin, surface d'impression, multiple détecteurs pour des impressions sans prise de tête, dont un lidar pour le nivellement, multi matériaux avec slot de 4 bobines ... Le futur quoi ! ^^ Par contre je ne sais pas quand est ce que je vais la recevoir, du coup en attendant, je vais me prendre une mini imprimante pas chère pour Pla et Petg ... Histoire de pouvoir la poser sur le bureau et faire des ptit proto. Mais je n'y connais pas grand chose ... J'avais vu la Mini Delta V2 de Monoprice, mais 10*10 c'est vraiment riquiqui Si jamais vous avez des conseil, je prends volontiers !1 point
-
Bon, visiblement , si un jour il y a du retard dans ma livraison, c'est qu'ils sont en train de s'occuper de la tienne.....1 point
-
Salut a toi, Ici tu utilisera le plus souvent pour ton usage du PLA, PLA+ voir PLA LW, donc tu n'as pas d'obligation absolue d'aller sur du Direct Drive, un extrudeur Bowden peu largement suffire a cette usage. Dans les machines cité ici j'éliminerais la Ender 6 et la Kobra (pour garder que la Kobra plus ou max sur les 3 modèles), les surface d'impression sont un peu faible a mon gout pour ton usage ce qui obligerais a découpé les pièce en plus petit morceau et faire plus de collage. Pour ce qui casque pas de soucis par exemple mais les plastron obligerons malgré tous a découpé tes pièces. Les Ender5 plus et Sovol SV03 offre 350x350 de surface de plateau c'est pas mal, la Kobra max offre 400x400 (et dispo a 480€ sur le site de Anycubic entrepôt Europe). Les Kobra Plus offre 300x300 comme la SV04 de sovol, mais la SV04 est une Idex a savoir si tu en aurais réellement besoin l'idex est utile si tu doit imprimer en 2 matériaux différent ou 2 couleur différent, ou alors si tu souhaite des petites pièce ne mode clone e donc en imprimante 2 sur la même durée que mettrais a en imprimer 1. Si le but est avant tous d'imprime coller mastiquer et peindre les pièce est ce vraiment utile l'idex (sa a toi de voir). Cela t'éclairera peut être un peu plus ?1 point
-
Et surtout, je me demande comment fait (ferait) le "producteur" pour "fabriquer" des bobines avec des nœuds dedans, je ne sais pas quelle machine est capable de ça. A+1 point
-
Salut, Juste pour info, pour éviter que Cura monopolise la com, il suffit de désactiver l'extension USB printing (bouton "Marché en ligne" => installé)1 point
-
pour le fil qui pendouille, il est possible que ton filament soit fluide donc soit il faut baisser la température soit il a prit l'humidité et là c'est passage au four pendant 2/3h a 45° max. En fait cela est limité niveau zoom certainement a cause de la résolution de la photo donc le visu reste éloigné1 point
-
Bonjour, @MrMagounet C'est la première fois que ça m'arrive. Mais sur très peu d'impressions faites avec la SW : 200 à 300 g de filament grand max. Je n'ai rien imprimé depuis cet échec mais j'ai enfin eu le temps de faire un petit test ce soir : J'ai arrêté à la première couche ! Ce n'est donc pas en cours ou au début du print. C'est arrivé au milieu du print précédent et ça persiste. Le slicer, vraiment je ne crois pas ... surtout avec le test ci-dessus. J'ai essayé de pousser le filament à la main et le matériau a du mal à sortir. J'ai refais un "calibrage" de l'extrudeur et pour 100mm demandé, il m'en fournit 20 ! Peut-être simplement la tête bouchée (mais au beau milieu d'une impression ?). Le levier de l'extrudeur semble exercer la même force qu'auparavant et les galets paraissent Ok. Je vais y jeter un œil de plus près @Tony67 Comme MrMagounet, tu me cites ce pb de tube PTFE. Je ne suis pas habitué aux direct drives. Je vais donc voir aussi de ce côté. Mais quoi ? Il faudrait le changer avant de passer une seule bobine de filament ! Au total, je crois que je vais démonter pas mal de choses sur la tête ! (Entrainement, tube PTFE, buse). J'espère juste qu'ensuite la galère du Z0 ne me reviendra pas en pleine figure . Merci à vous deux pour les conseils .
 1 point
1 point -
Pourquoi mettre du tracking alors que ce n'est normalement pas toléré par le forum ? Ou alors l'afficionado» Jobsien ne sait pas filtrer / nettoyer les URLs qu'il propose (ce n'est peut-être pas possible avec MacOS ) ? @PPACj'ai bien un bloqueur de pub (uBlock origin avec de très nombreux filtres actifs) mais il est désactivé pour «lesimprimantes3d.fr1 point
-
Dans le dossier /etc/systemd/system, il y a bien un octoprint.service et un octoprint2.service ? Ils appartiennent bien à root:root et ont pour droits 0644 (-rw-r--r--) ? Leur contenu est bien modifié pour prendre en compte chaque instance d'Octoprint ? Que retourne « systemctl status octoprint2» ? Les règles UDEV que tu as normalement ajoutées pour attribuer un nom au périphérique /dev/ttyXXX sont correctement écrites, avec le bon propriétaire et les bons droits ? Linux n'étant pas Windows , nécessite tout de même un minimum d'investissement. Une majuscule au lieu d'une minuscule, une mauvaise indentation suffit à perturber le fonctionnement attendu. Les vidéos de Chris Ryley sont d'un bon niveau, s'adressant à des «néophytes» elles sont généralement détaillées et souvent il fournit un lien vers un document texte reprenant les manipulations.1 point
-
Voilà, il y en a d'autres, mais celui-ci est gratuit et fonctionne très bien.... je l'ai imprimé en PLA https://cults3d.com/fr/modèle-3d/outil/ender-extruder-iddle-regulator1 point
-
quand j'arrive sur une fin de bobine je fusionne cette dernière avec une bobine neuve ou déjà utilisé a côté, et il est vraie si l'on veux être honnête que le detecteur de fin de filament je m'en suis servi une seule fois en 2 ans et c'etait lors du test de fonctionnement de ma Genius J'ai au final jamais utiliser la fin de filament, alors que le Direct drive me sert de temps a autre en impression TPU par exemple, mais je préfère aussi cela au système bowden de manière général. Après a toi de fait ton choix1 point
-
Salut, Voici mes remarques sur ton profil d'impression,qui pourraient avoir un impact sur ton défaut (mais pas sûr 1- tu devrais augmenter la valeur de "Débit minimal de la paroi" pour éviter des défauts lors d'impression de parois fines (voir ce sujet). Pour info, j'ai 10%. 2- je cocherais le paramètre "Imprimer parois fines" 3- tu pourrais essayer "Imprimer le remplissage avant les parois"1 point
-
Super inintéressant tout ça! Et merci à @Jonathan06 je n'avais même pas pensé à faire des tours de rétraction ^^ et pourtant avec la D12 j'en ai imprimé des pièces de tests ... J'imprime en ce moment en PETG sur FLSUN SR avec du Wanhao j'avoue que baisser la ventilation me faisait peur mais je vais pouvoir tester tout ça1 point
-
Salut @fran6p Superbe présentation c'est parfait; bon maintenant tu dois passer à des travaux pratiques L'apprentissage n'est pas évident il faut faire beaucoup de tests et bien régler la distance focale. Ce qui est le plus embarrassant c'est la planéité des planchettes en contreplaqué de 5mm ou 3mm. Quand un rebord relève le bois change de couleur pendant une découpe. Voici mes réglages pour un laser de 10W Coupe du contre plaqué de 3 mm vitesse 200mm/mn puissance 80% une passe. Coupe du contre plaqué de 5 mm vitesse 150mm/mn puissance 100% une passe. Je suis ravi pour les différentes réalisations c'est génial ! j'ai hâte de graver un miroir et de l'acrylique mais ce n'est pas évident. a+

 1 point
1 point