Classement



Contenu populaire
Contenu avec la plus haute réputation dans 20/07/2022 Dans tous les contenus
-
Hello, Pour les impressions 3D, il y a des sites tels que Thingiverse, Cults3D et Etsy déjà bien connus. Pour la découpe laser, c'est moins bien référencé. Voici quelques sites à connaitre. https://www.o2creative.co.nz/laser/lightburn_engrave_image_power_generator.php pour calibrer son laser https://fr.makercase.com/#/ pour faire des boites https://www.festi.info/boxes.py/?language=fr pour faire d'autres boites https://www.etsy.com/fr/search?q=laser cut file&ref=auto-1&as_prefix=laser Etsy qui référence les sites qui proposent des objets tous prêts https://3axis.co/ pour des objets à réaliser en découpe laser (lien fourni par @Olitask) https://www.ameede.com/ Dans le style de Thingiverse, mais pour la cnc (lien fourni par @Chris1886) https://dobesv.com/1gam-LaserPuzzle/ pour passer le temps durant la gravure Si vous connaissez d'autres adresses, n'hésitez pas à les poster.5 points
-
Cool ! En plus de ma demande de test de gravure sur ardoise, je voudrais savoir combien de temps de cuisson et de découpe pour une pizza 4 fromages préalablement décongelé avec le laser 10W4 points
-
Salut, Bah, honnêtement, si t'avais rien dit, on aurait rien vu4 points
-
les neurones ? -> je sors, mais je ne sais plus pourquoi -<4 points
-
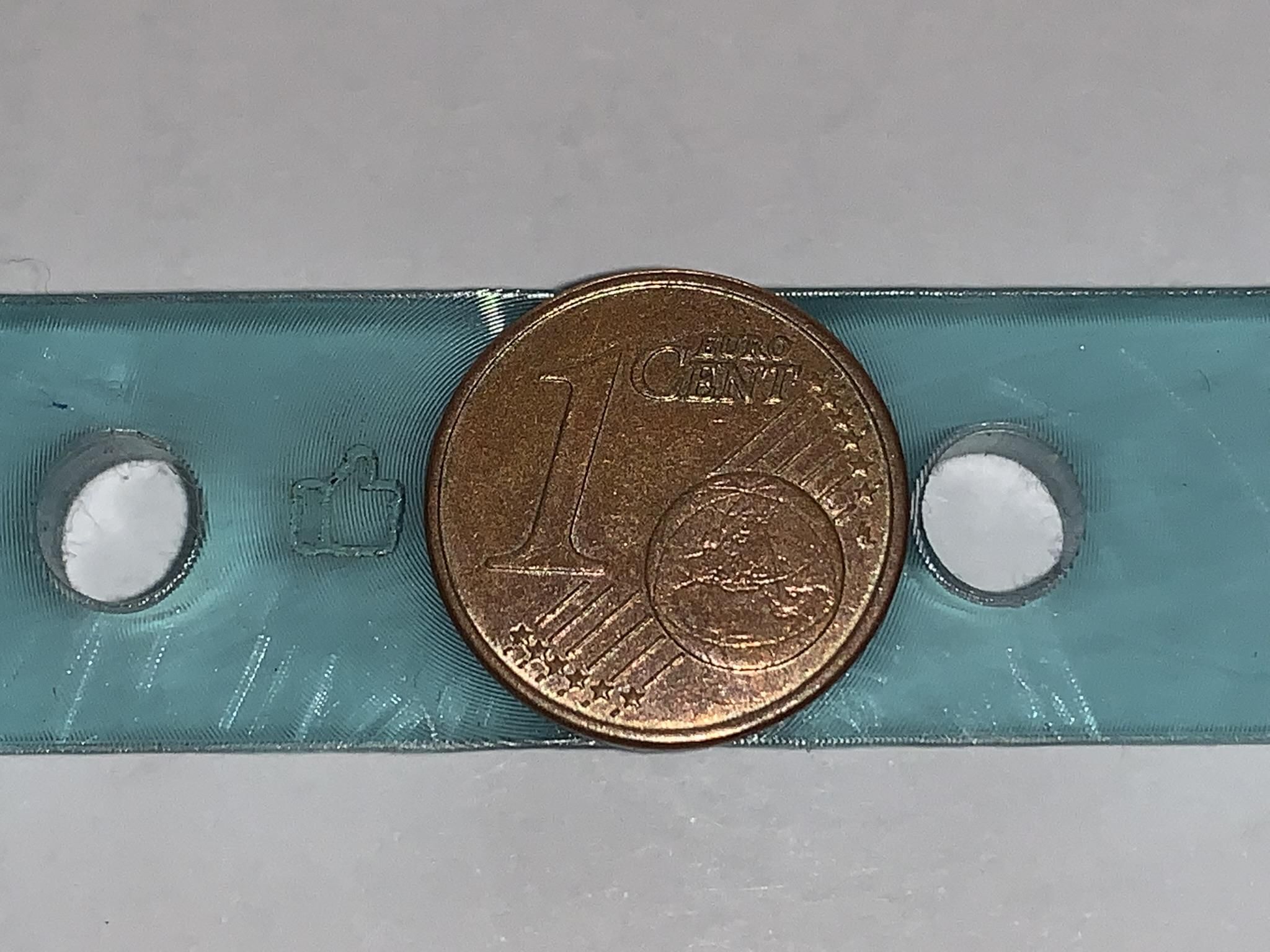
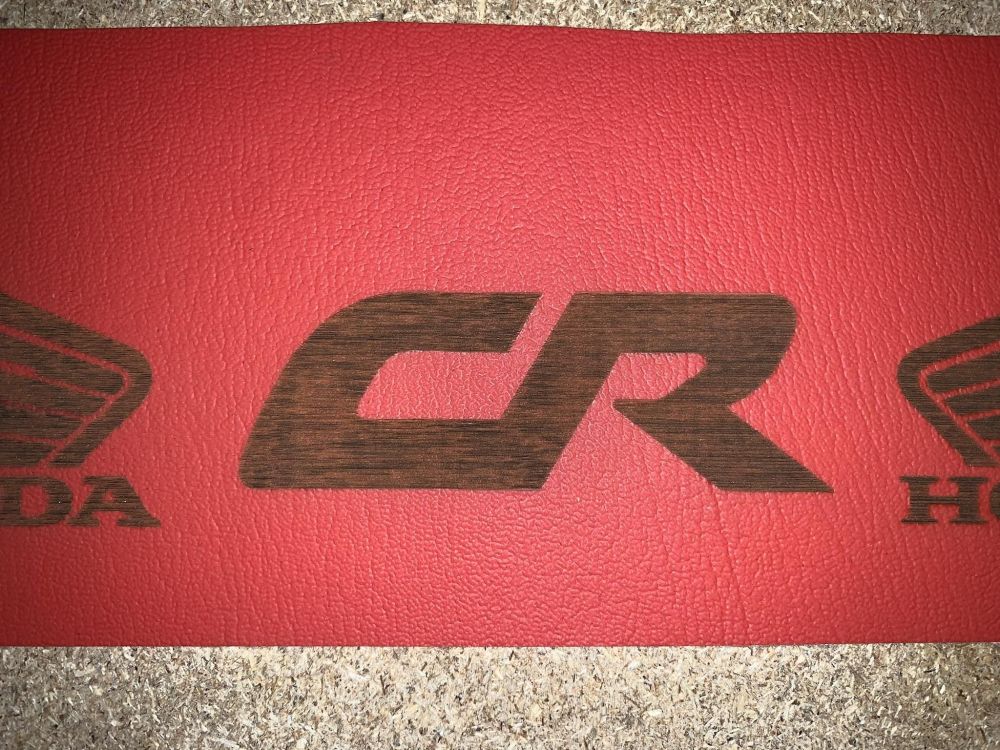
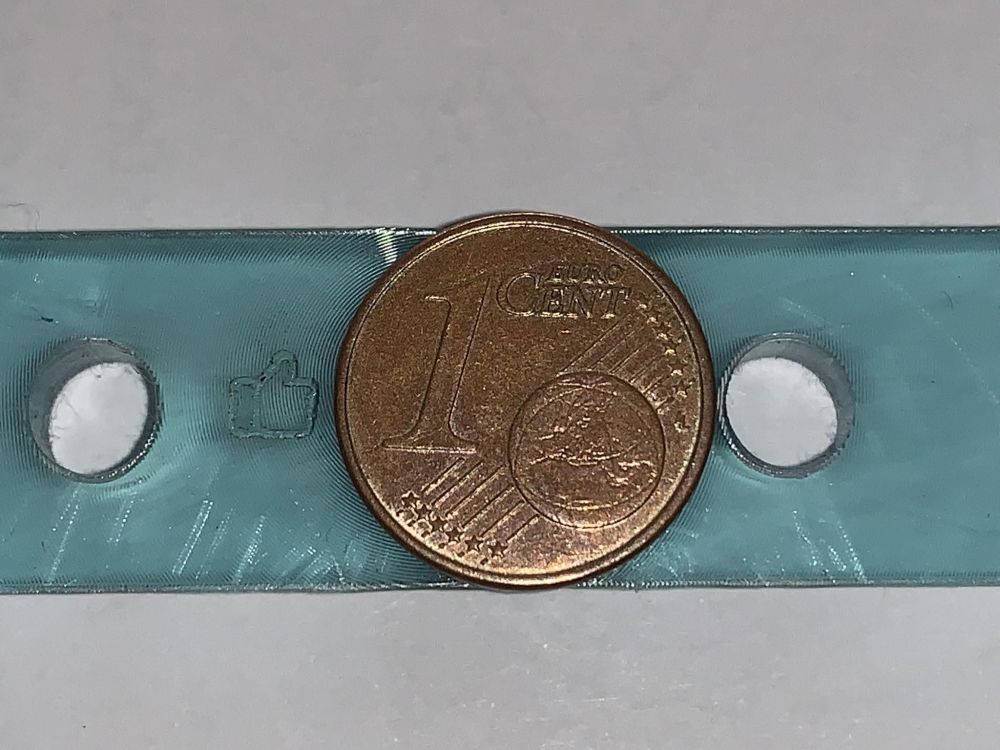
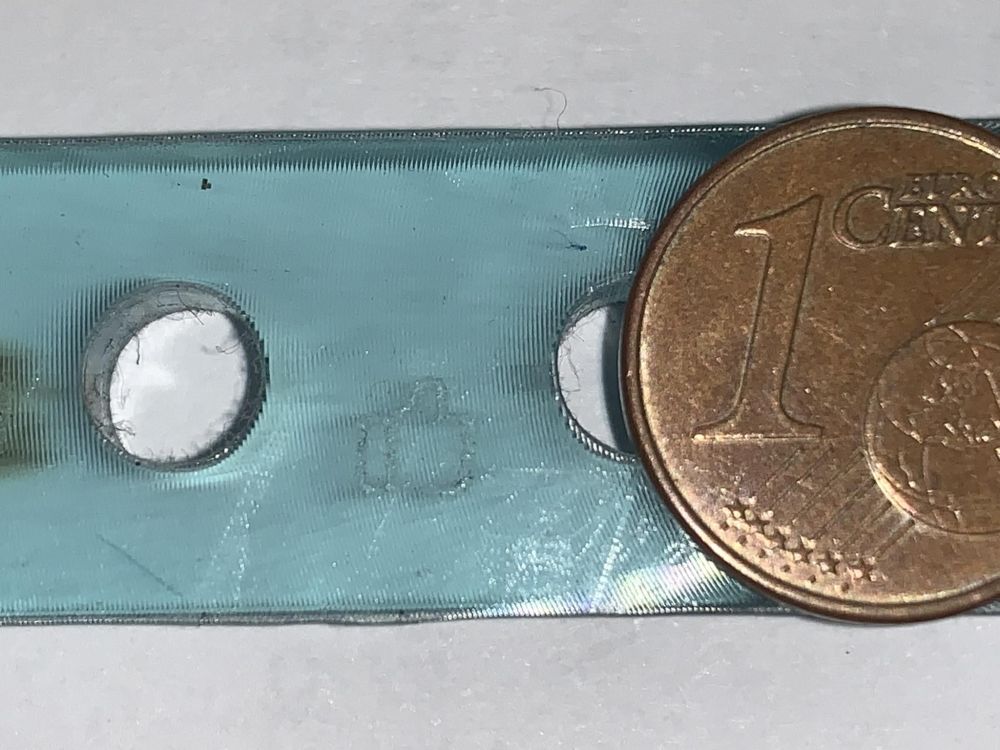
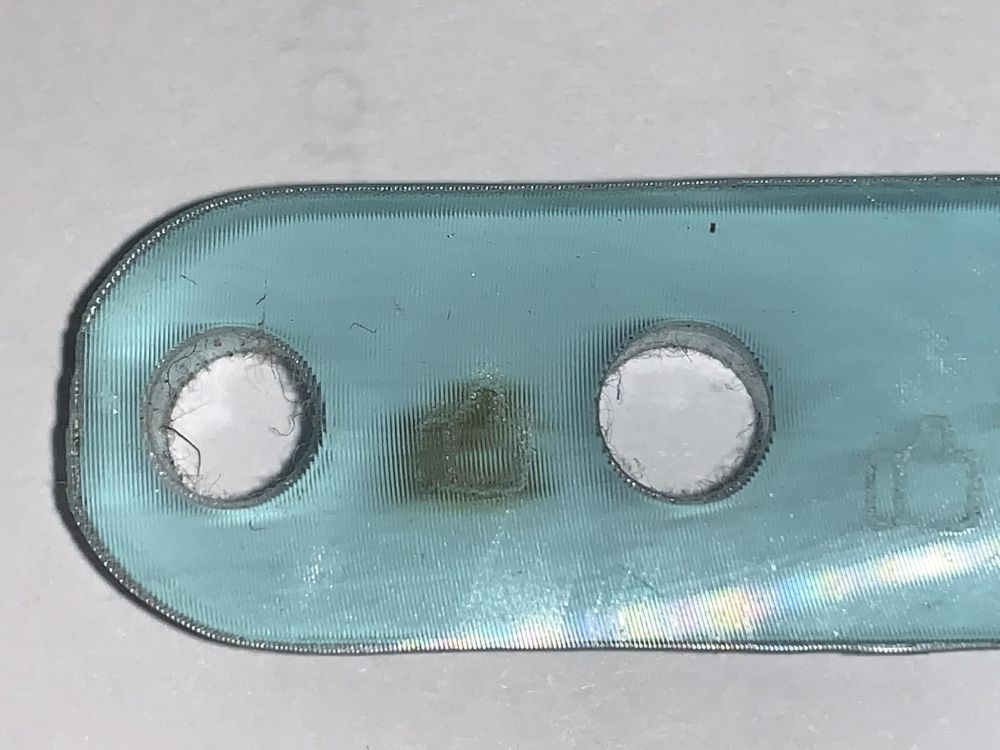
Hello, Après l'écriture de l'article, j'ai réalisé d'autres gravures et tests. Sur le plexiglass de protection du module laser. Sur un reste de simili cuir qui a servi à recouvrir une selle de moto. La découpe est nette mais comme le support dessous n'est pas uniforme, le rendu final brut n'est pas top. Si j'avais eu un graveur à l'époque, j'aurai gravé ma selle et j'aurais peint le logo pour avoir un beau fond. Les couvercles en PI..? de mon composteur pour lesquels j'ai grandement foiré le centrage. Sur une pièce imprimée avec de la résine lavable à l'eau. 1 passe, mon premier essai sans soulever la pièce du martyr. A droite, mon second essai 5 passes Le problème d'un pièce transparence est que le laser traverse la pièce et vient graver la support. Si la pièce est à même le support, elle est noircie.




 4 points
4 points -
en cette période j'évite de passer de l'état "en chaleur" à "en ébullition"... On peut y fixer un manche ? Bref je sors car pas trop d'idées pour le machin chose ^^ ---->3 points
-
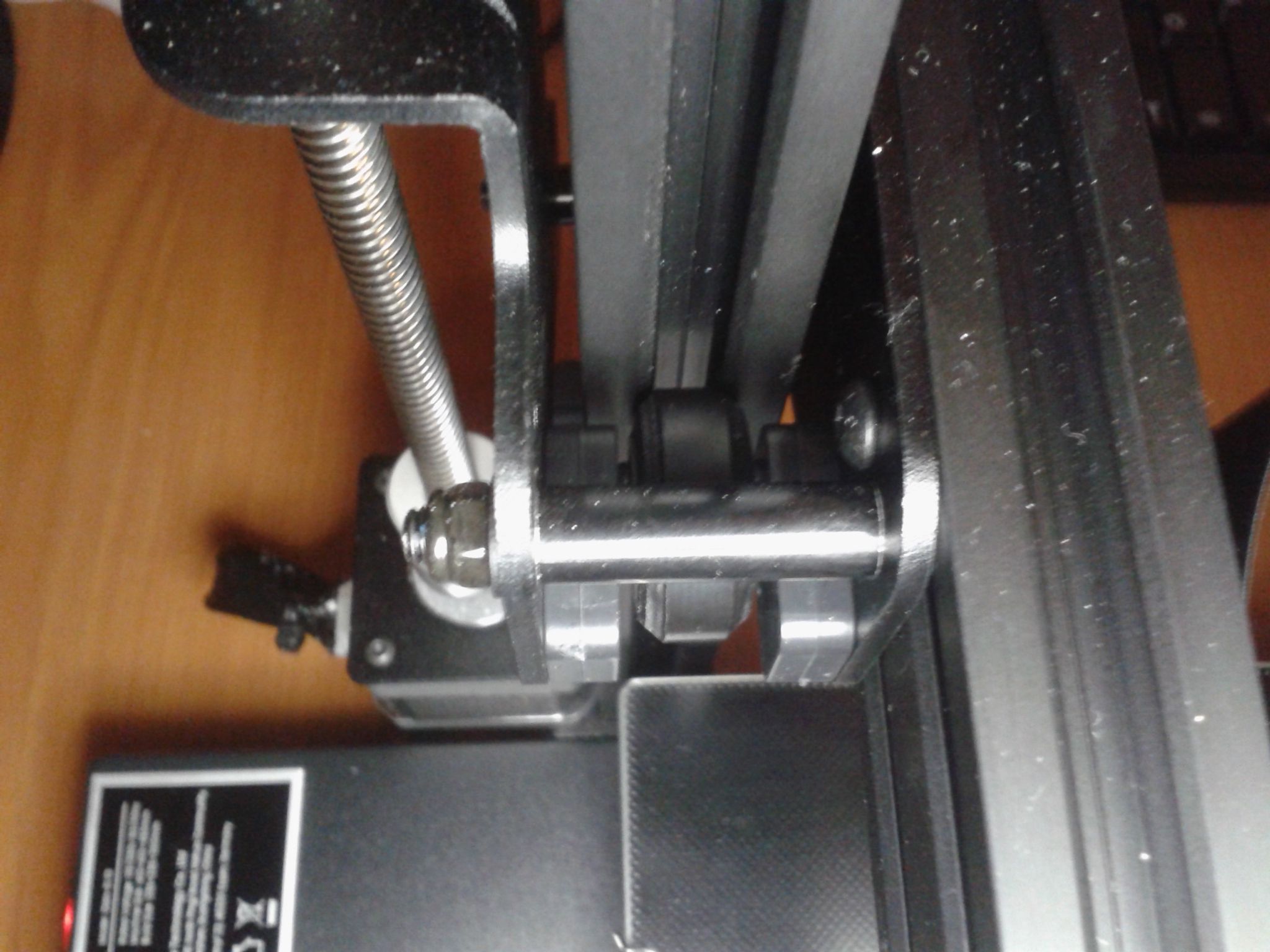
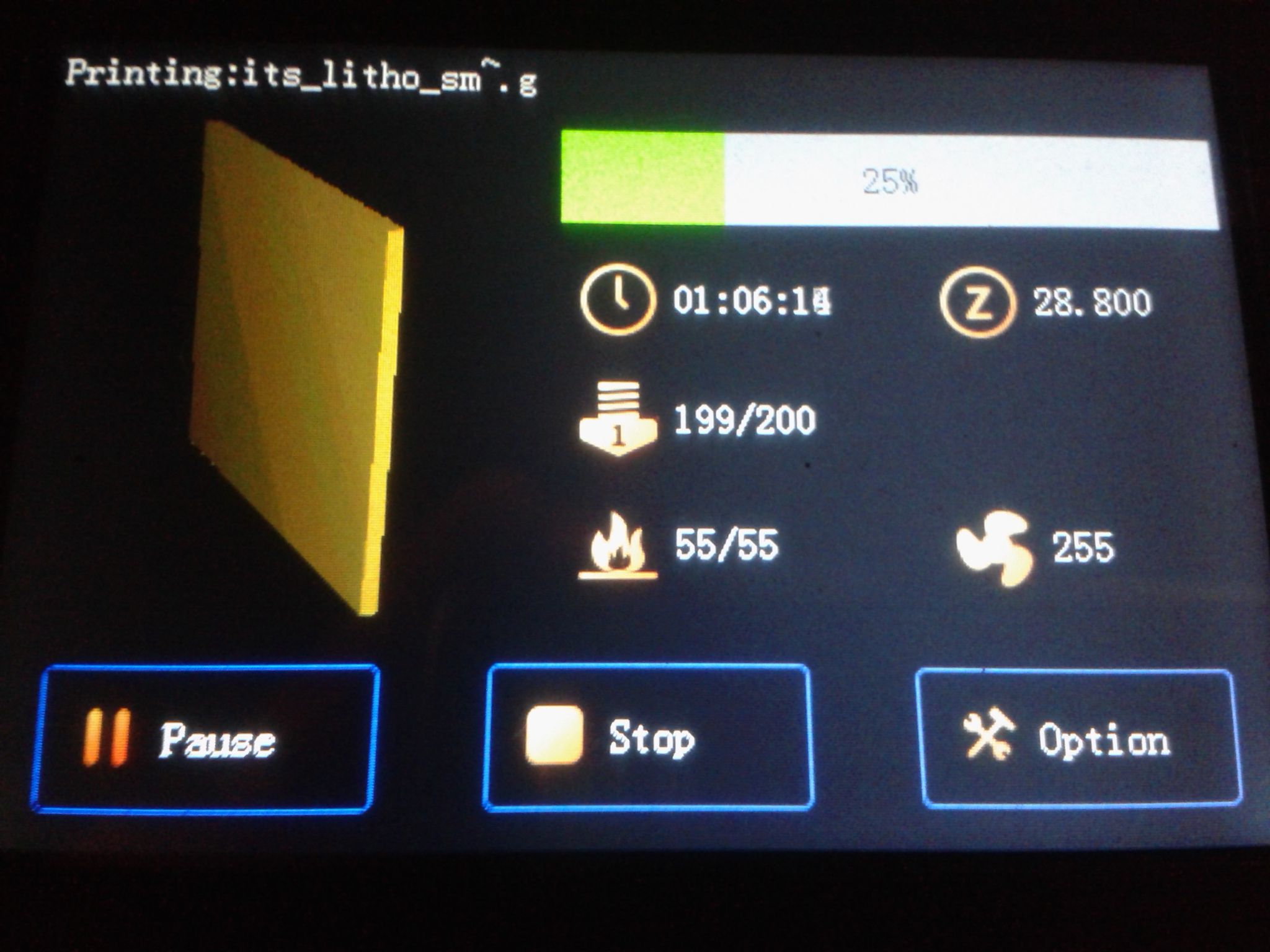
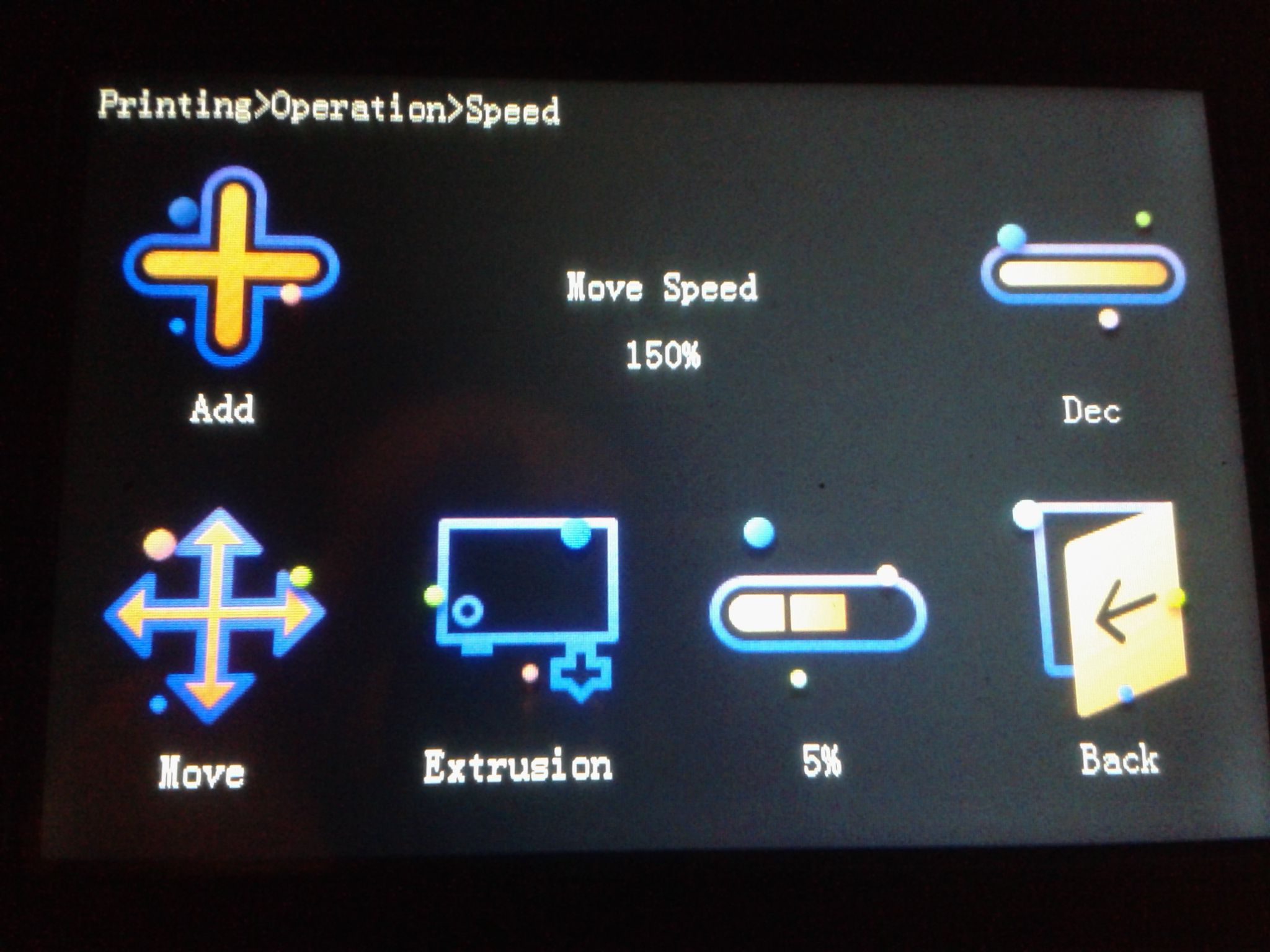
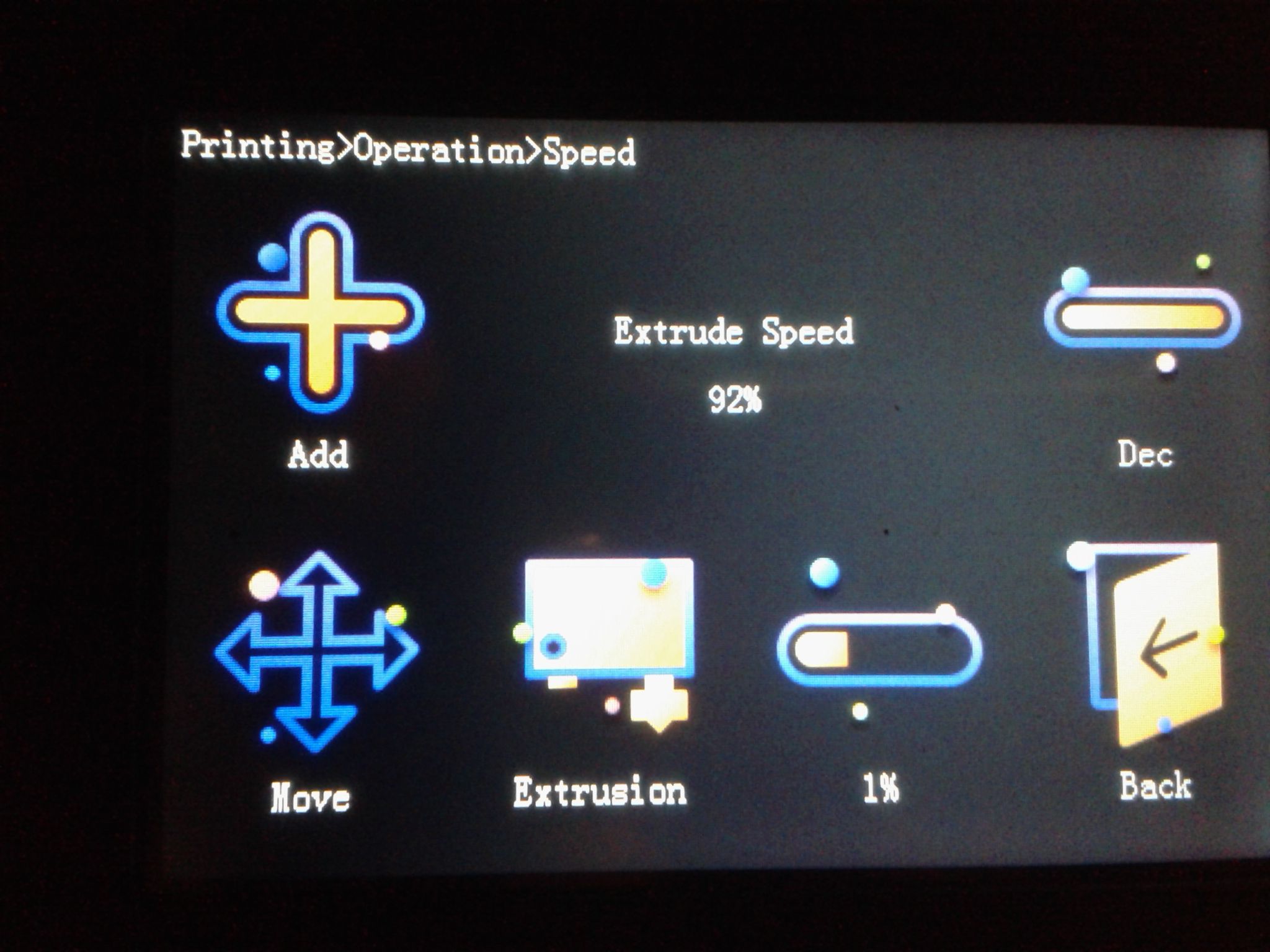
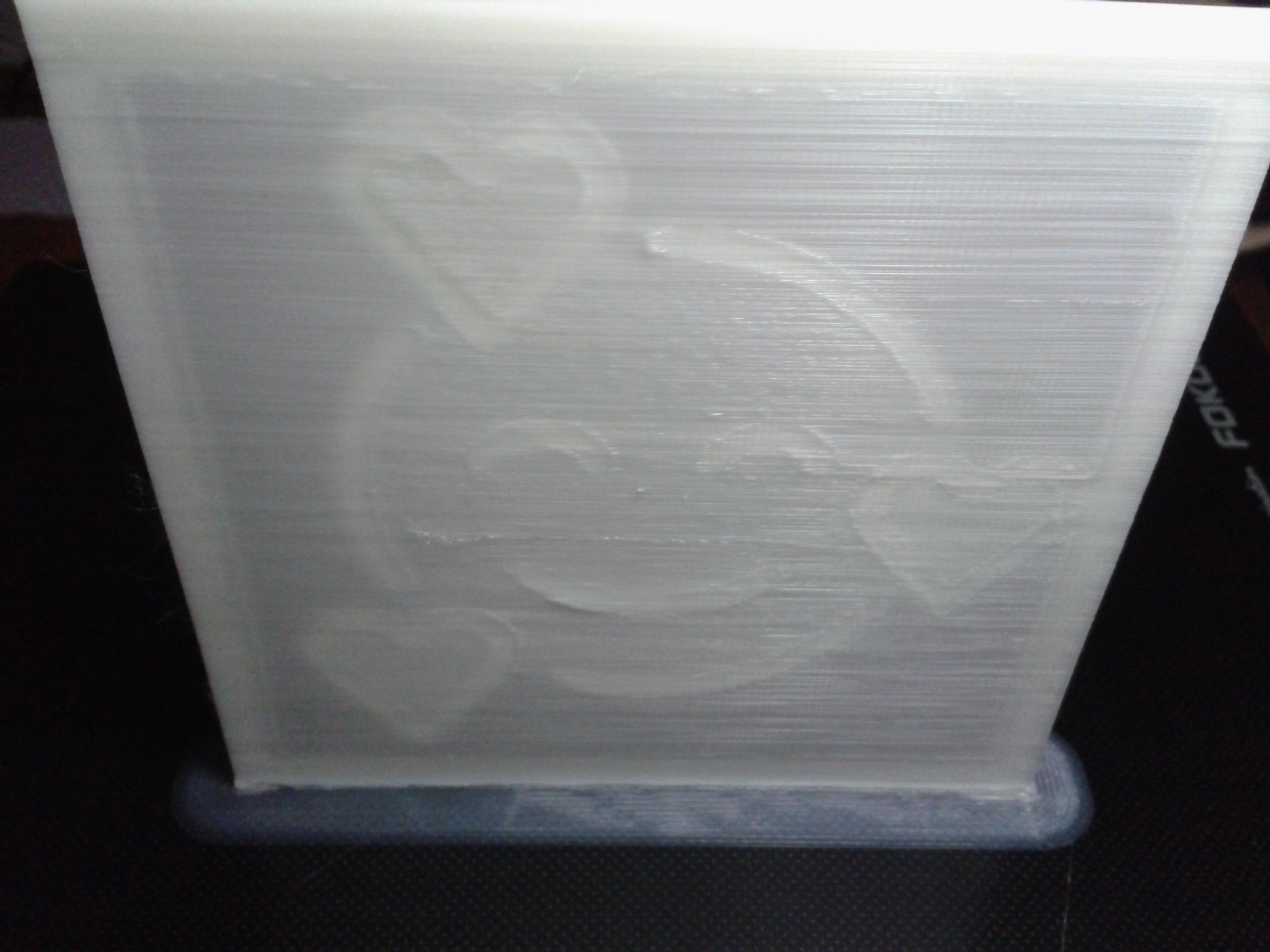
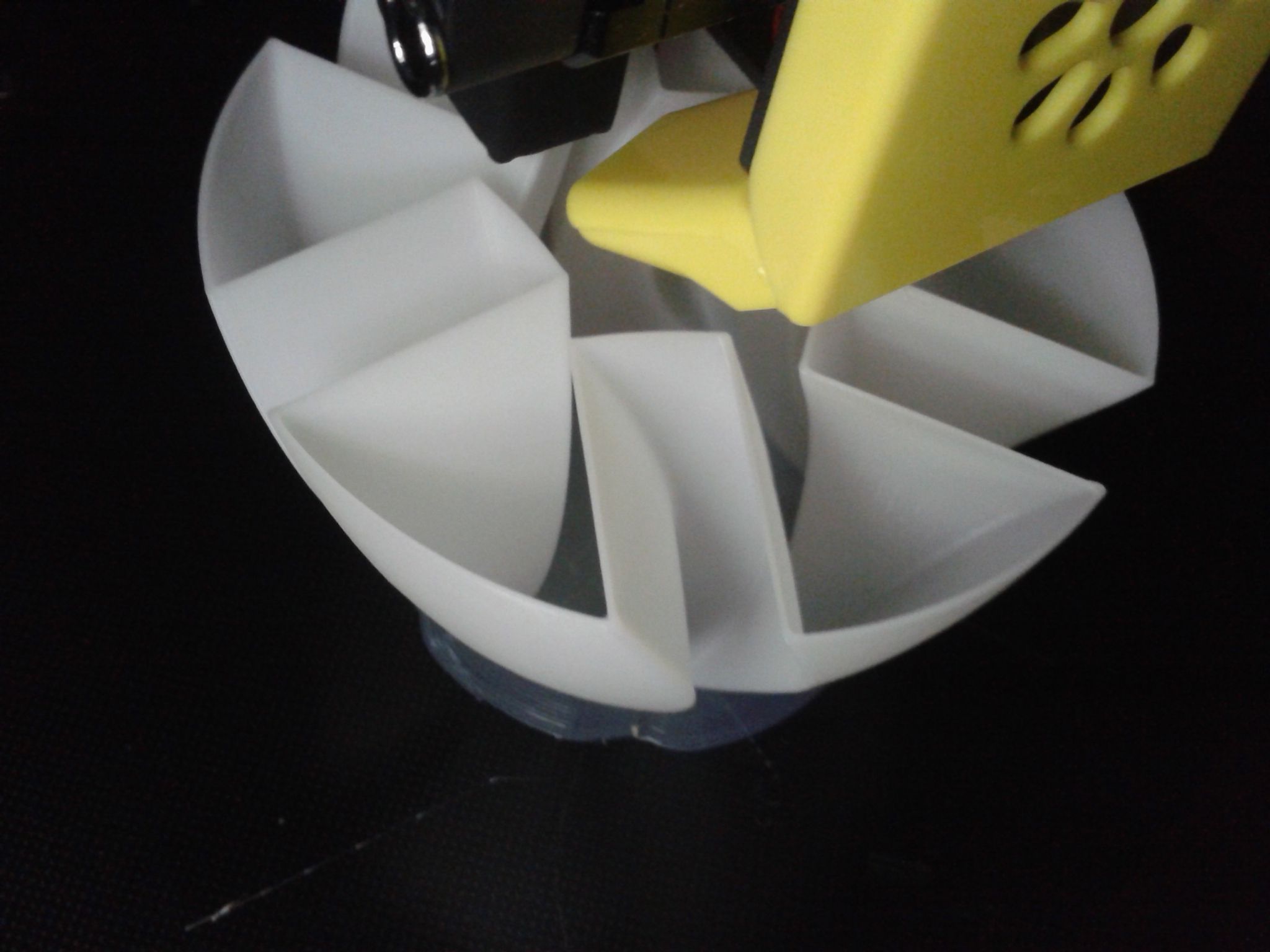
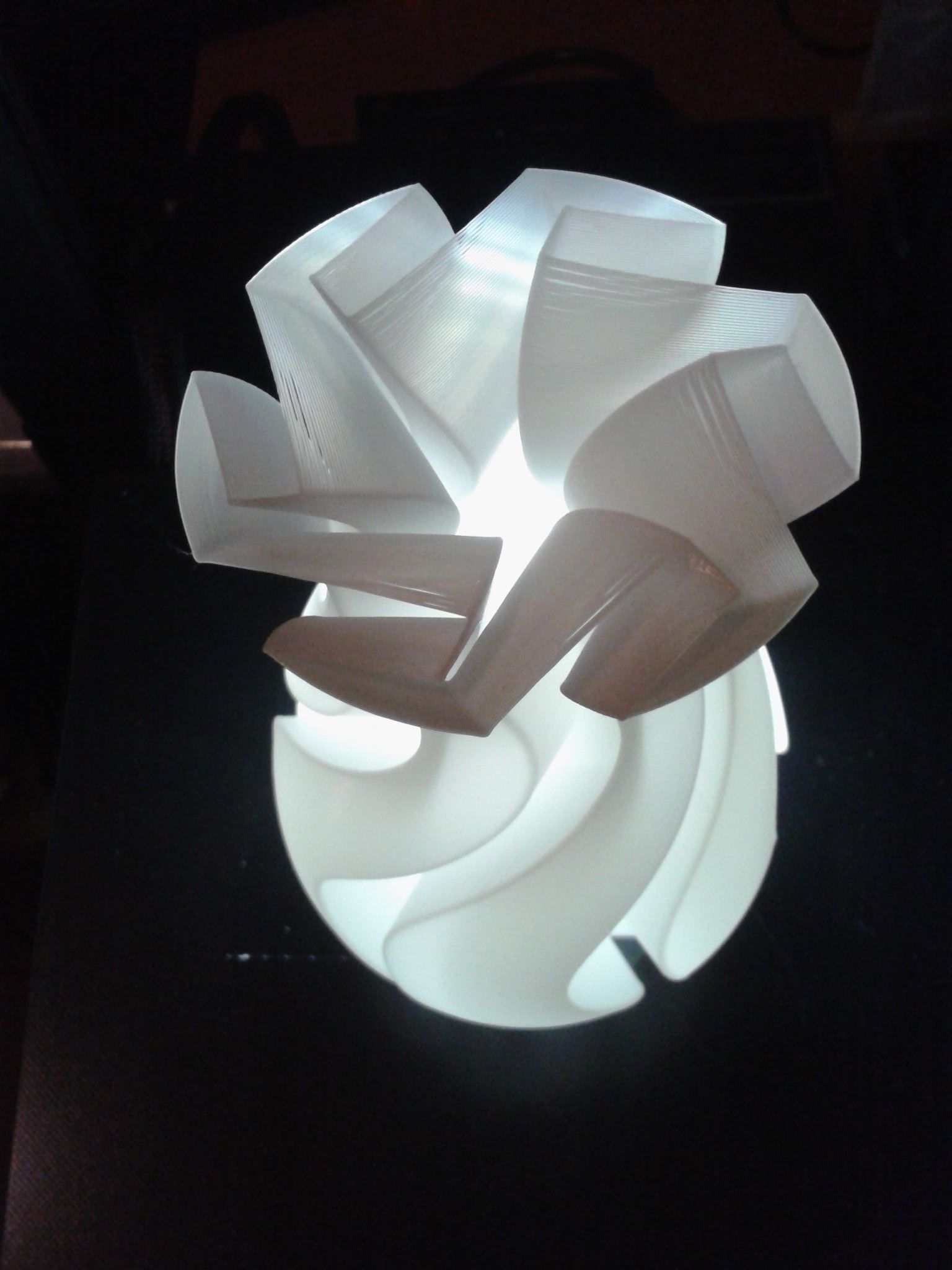
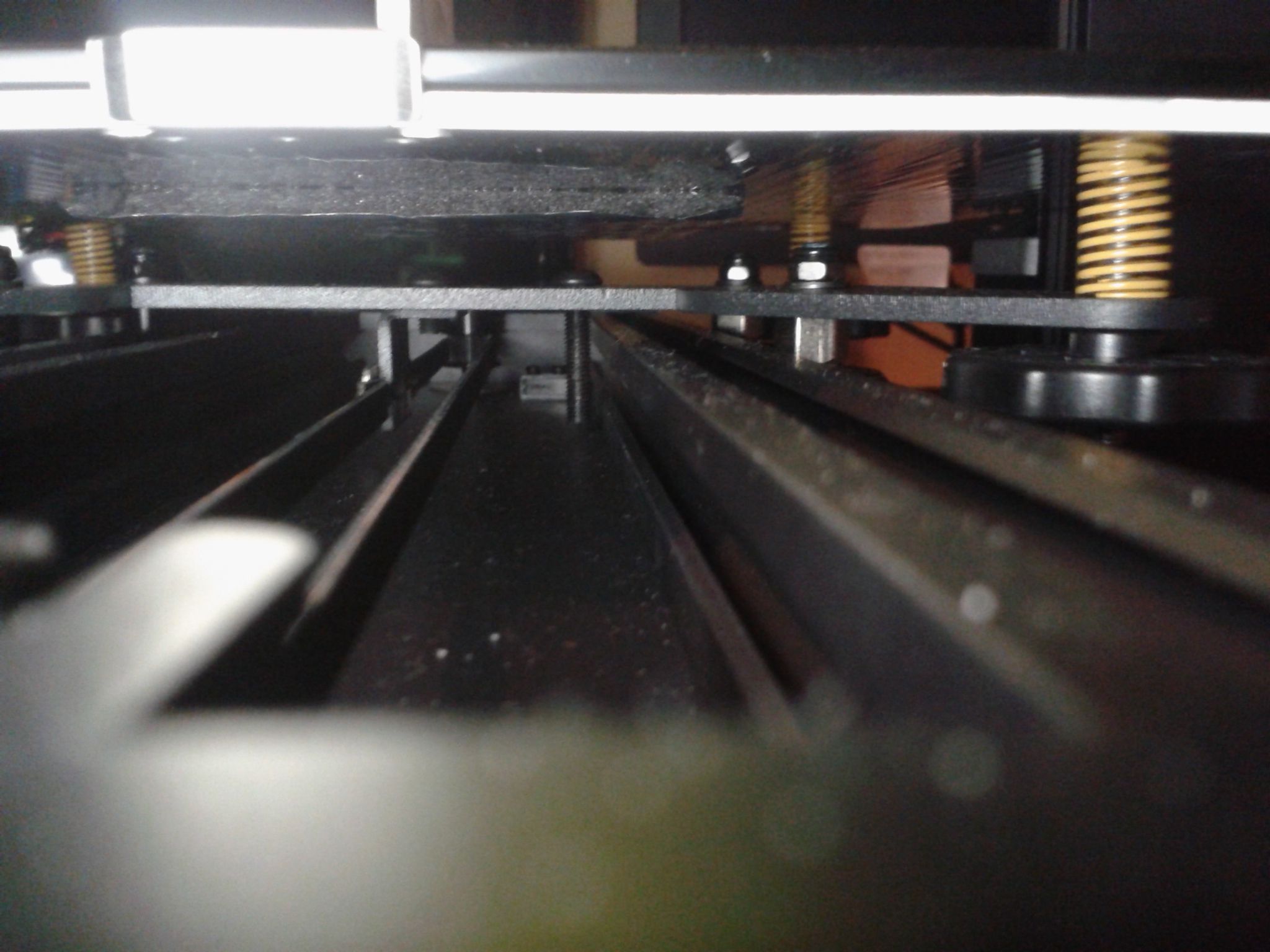
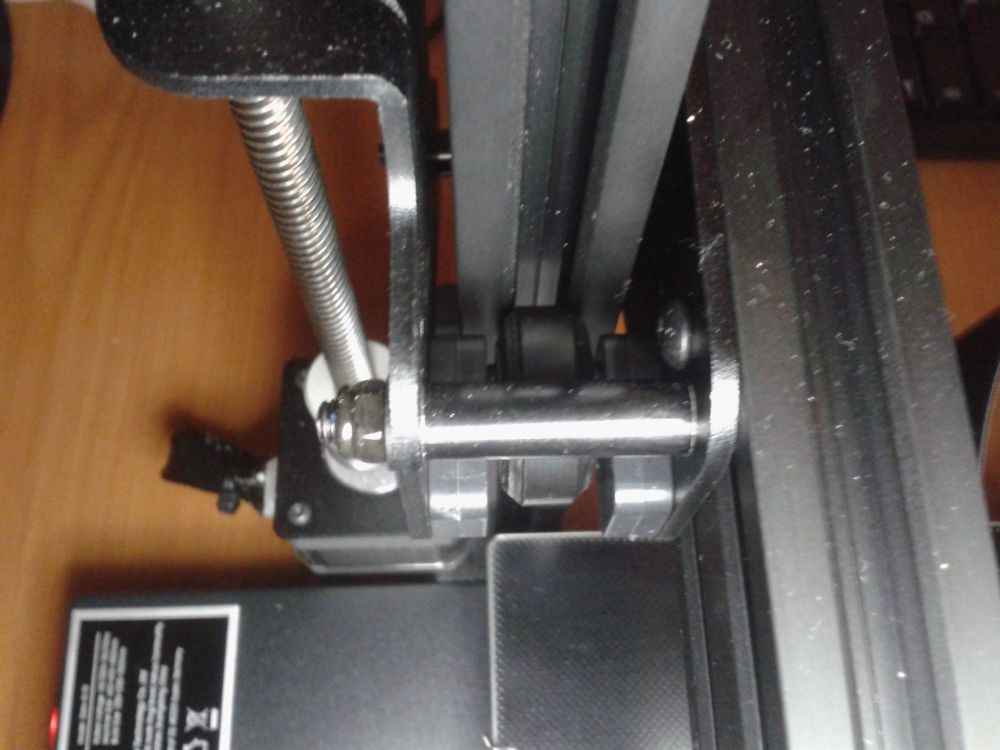
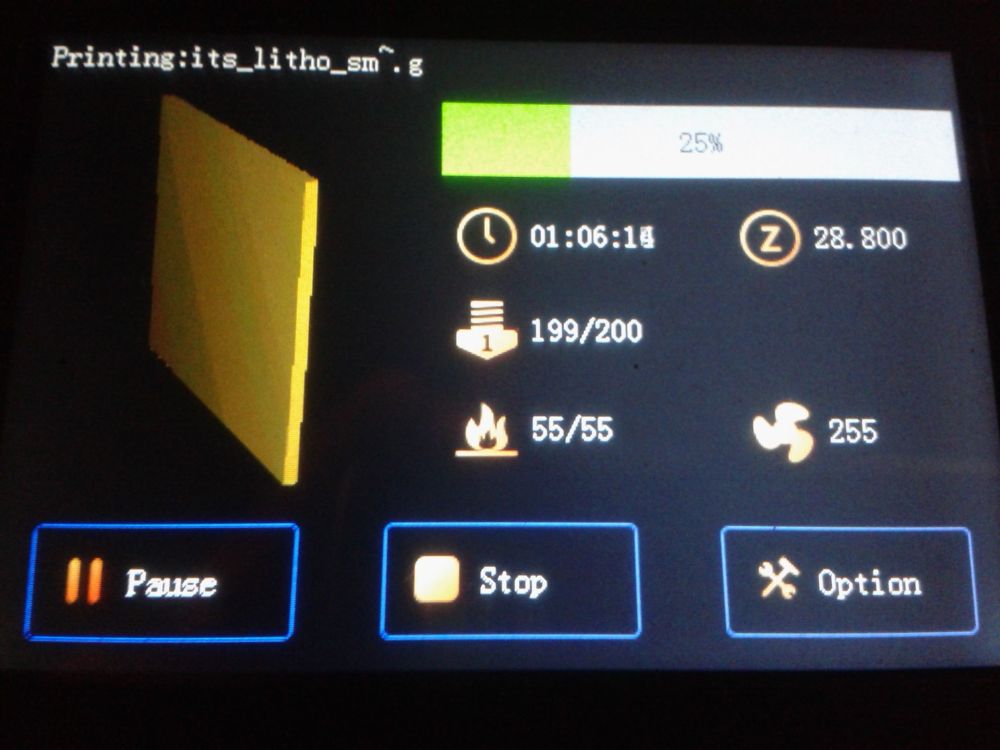
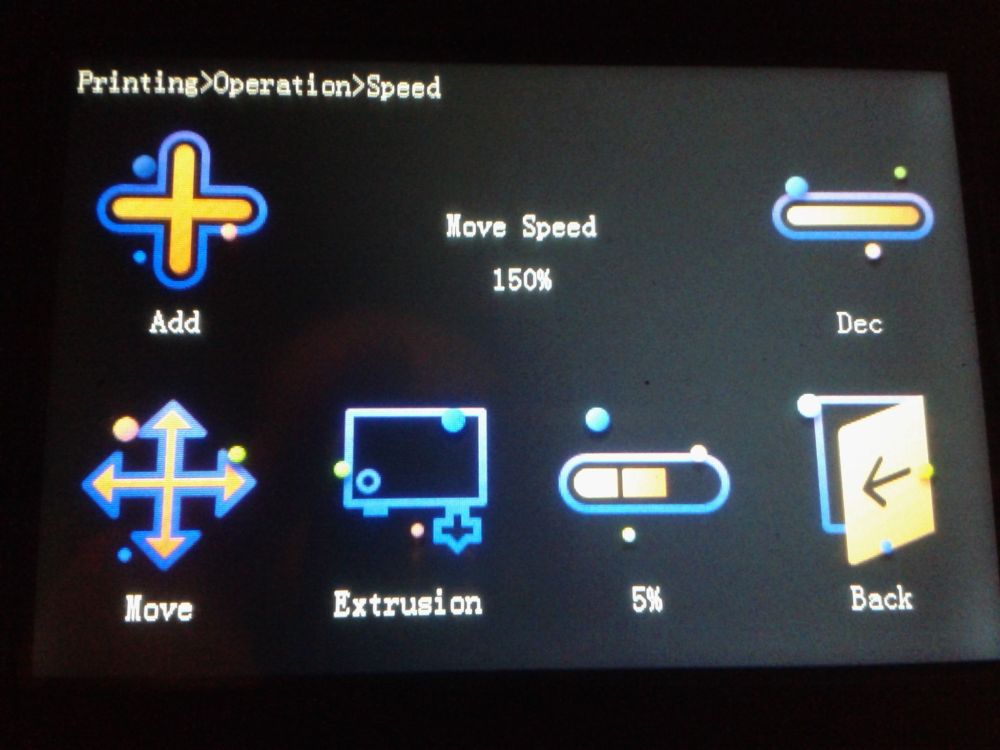
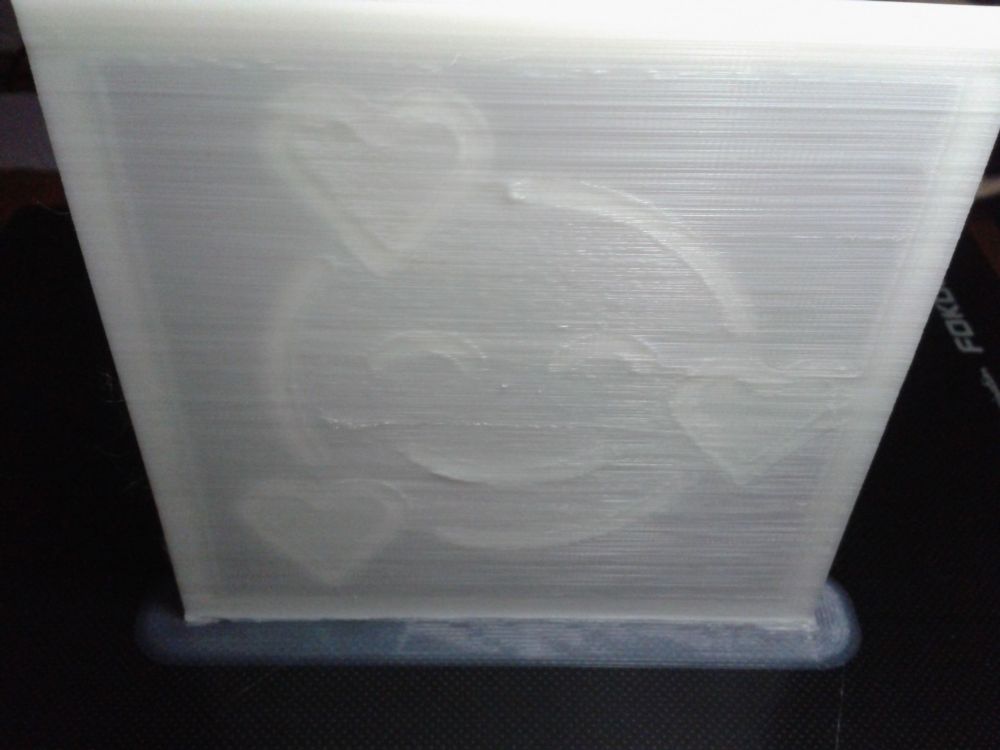
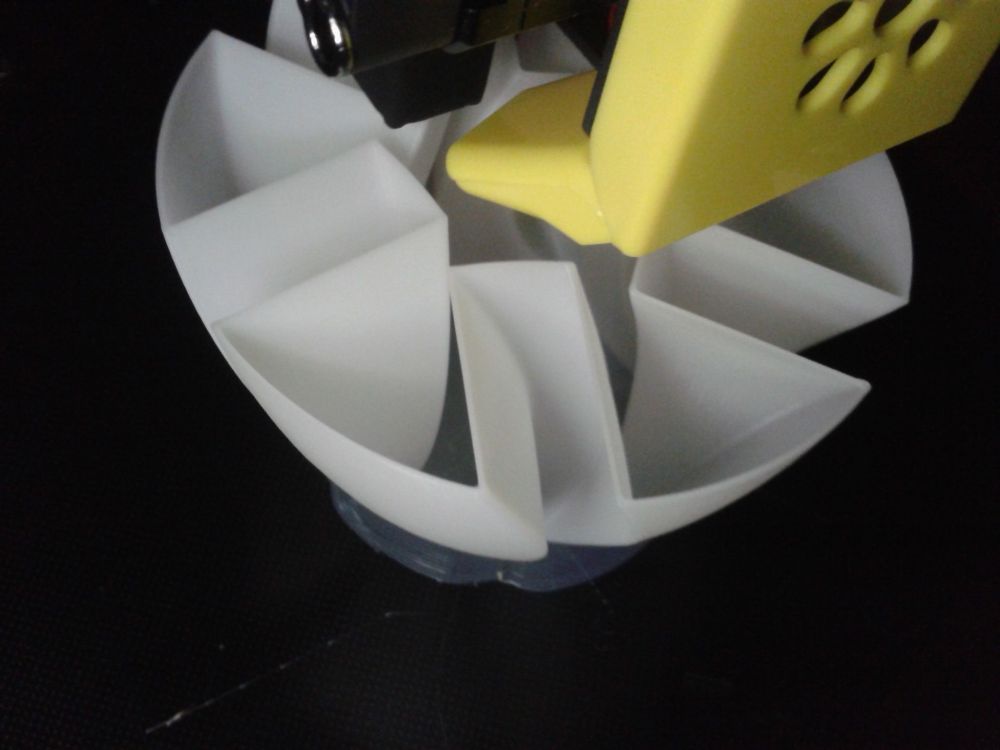
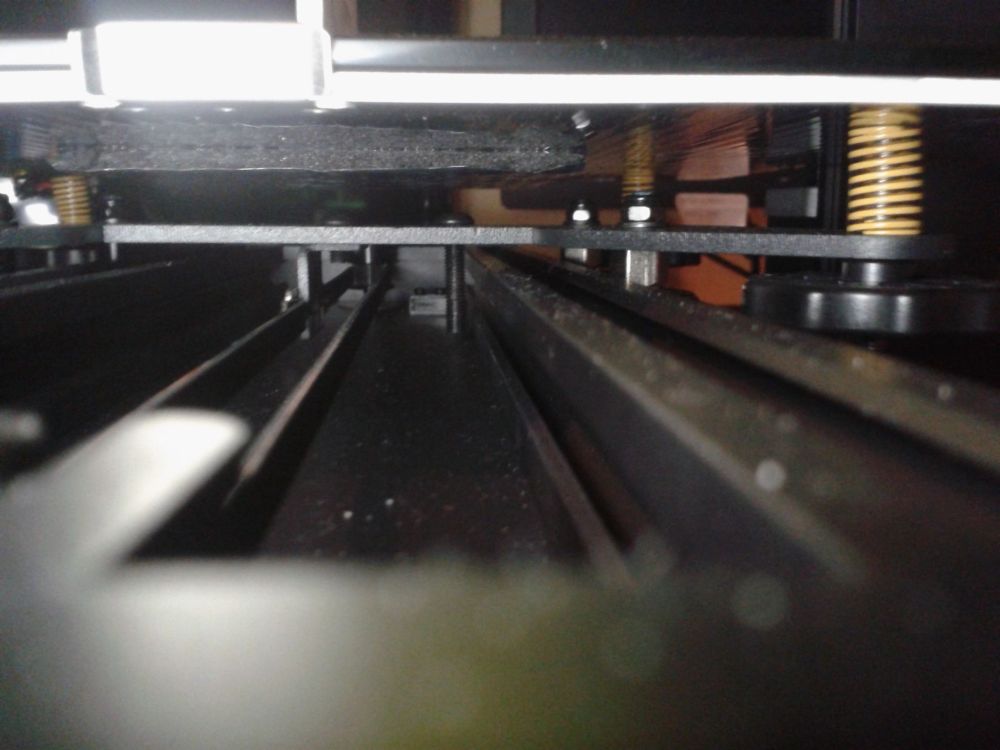
Détails du système de déplacement ou guidage sur les profilés de l'axe Z ( il n'y a pas d’écrous excentriques ) Pour les déplacements de la barre de l'axe X qui se déplace sur l'axe Z grâce aux deux tiges filetées, le guidage est garanti par des galets/roues ( trois pour chaque profilé extrudé de chaque coté de l'arche ) Et je n'avais pas de suite remarqué un système à ressort pour plaquer les roues intérieures aux profilés, ce qui remplace l’utilisation d'écrous excentriques pour ajuster le plaquage. Voici les photos vue de l’intérieur de l'arche, du coté droit. On peut voir le système démonté dans la vidéo Fideo28 - Guidance - Replace Z-axis wheels D'autre essais d'impressions Entre temps j'ai calibré l'extrudeur et au lieu des 94 ESteps/mm je trouve plutôt 96 ESteps/mm Et j'ai fait le PID de la tête pour 200°C. ( Le PID pour le plateau ne semble pas être activé dans firmware stock) Modèle 3D fait sur itslitho.com depuis l'image "smiling-face-with-hearts" de OpenMoji Paramétré à une vitesse de 40mm/s, hauteur de couche 0.2mm lors du tranchage sous Ultimaker Cura 5.0 Mais imprimé avec le pourcentage de vitesse mis a 150% lors de l'impression ... ( équivalent de M220: Set Feedrate Percentage ) Et j'avoue avoir été déstabilisé un instant par le "Extrude Speed", qui après avoir joué avec, se trouve être le pourcentage du débit ou "flow". ( équivalent de M221: Set Flow Percentage ) Et avec une touche de marqueur rouge à l'arrière pour les cœurs : ) Aussi, je me suis lancé dans l'impression d'un des éléments de LAMPE FANTÔME ( payant 2€41 ) de Brightboxdesign01 cette fois, paramétré à 60mm/s et imprimé à vitesse normale (100%) (on peut y remarquer un petit défaut, il manque quelques lignes sous un œil sur une couche, car j'ai encore été dans "Option" -> "Filament" lors de l'impression et la pause induite semble de temps en temps interférer avec l'impression et ici cela m'a sauté quelques instruction g-codes ... ) Là j'ai lancé https://cults3d.com/fr/modèle-3d/maison/test-vase en mode vase (spiraliser les contours extérieurs), à une vitesse de 60mm/s, largeur de ligne 0.6mm, hauteur de couche de 0.2mm ( histoire de voir si le débit tient avec cette buse type volcano de 0.4mm de diamètre ) et avec le plugin ArcWelder d'activé et la ventilation à 60%. Pour le moment cela semble en bonne voie. Edit : Et voila ... Donc une hauteur de couche de 0.2mm pour un évasement comme cela en haut, c'est un grand porte à faux et cela a raté à la fin ... et j'aurais dû forcer le débit et ou mettre plus de couches du dessous car il y a un trou au centre de la base Mais sinon je le trouve joli et encore plus avec une lumière derrière




















 2 points
2 points -
Chose promise, chose promise ... je viens de recevoir les photos en situation
 2 points
2 points -
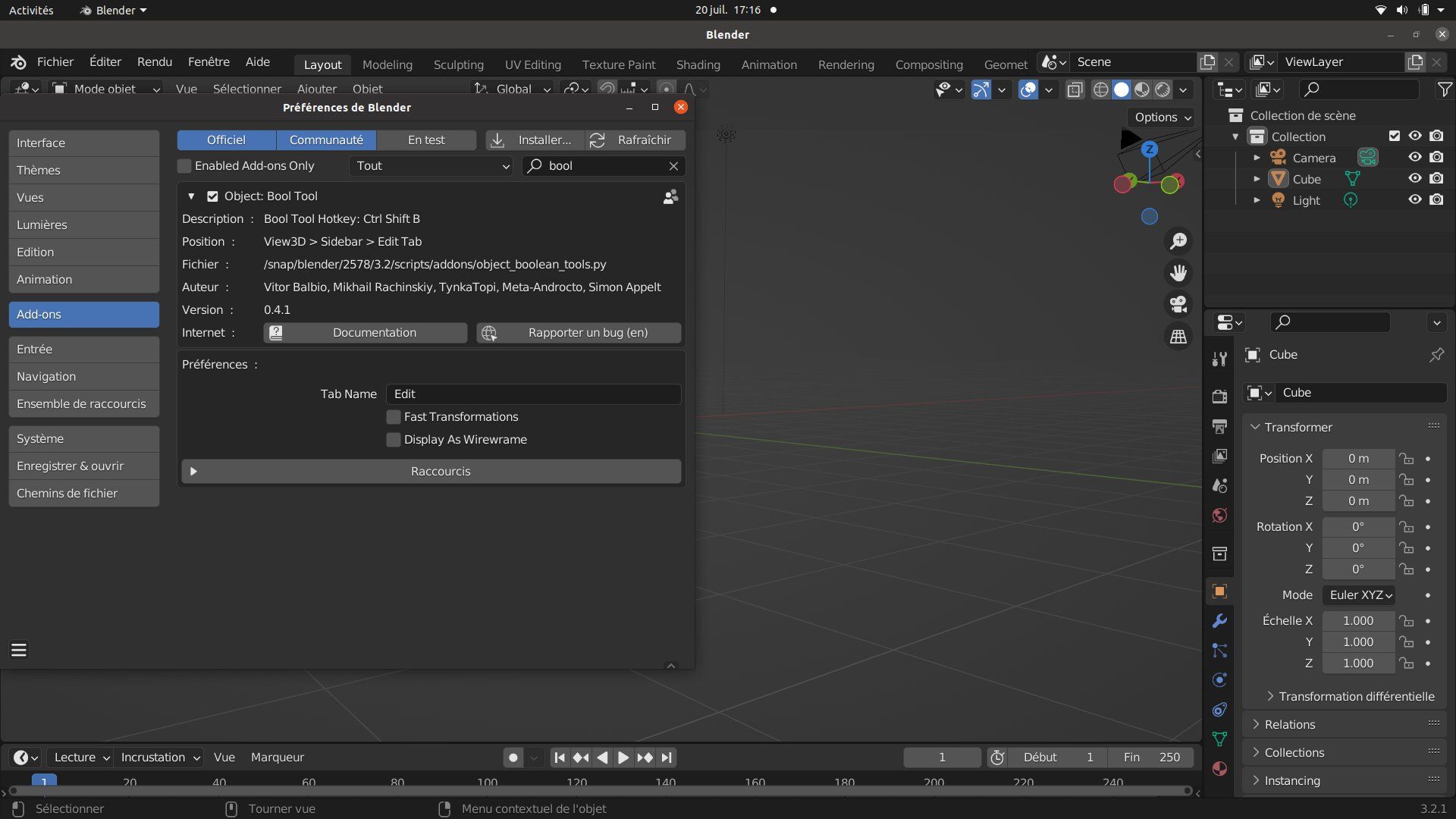
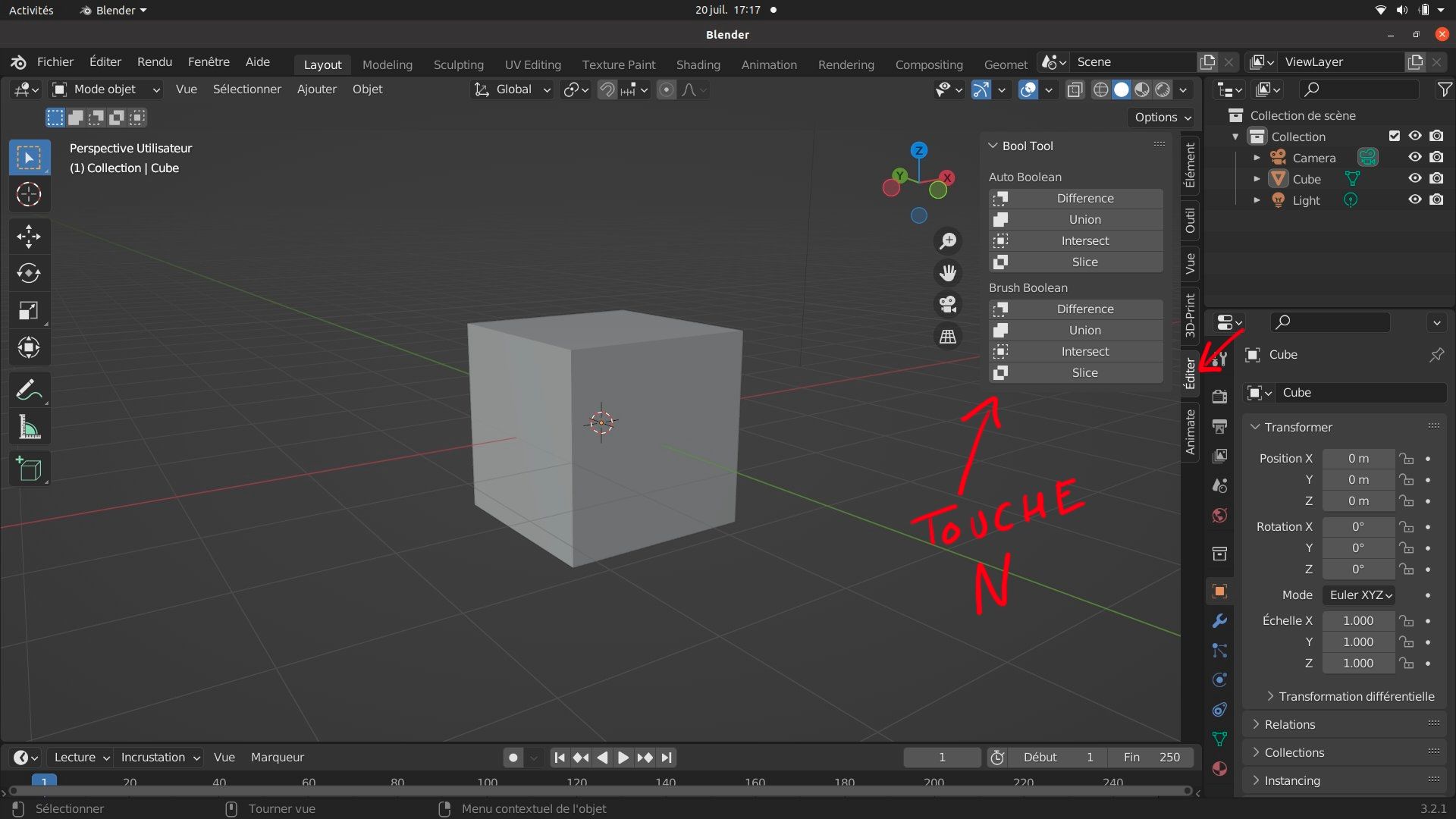
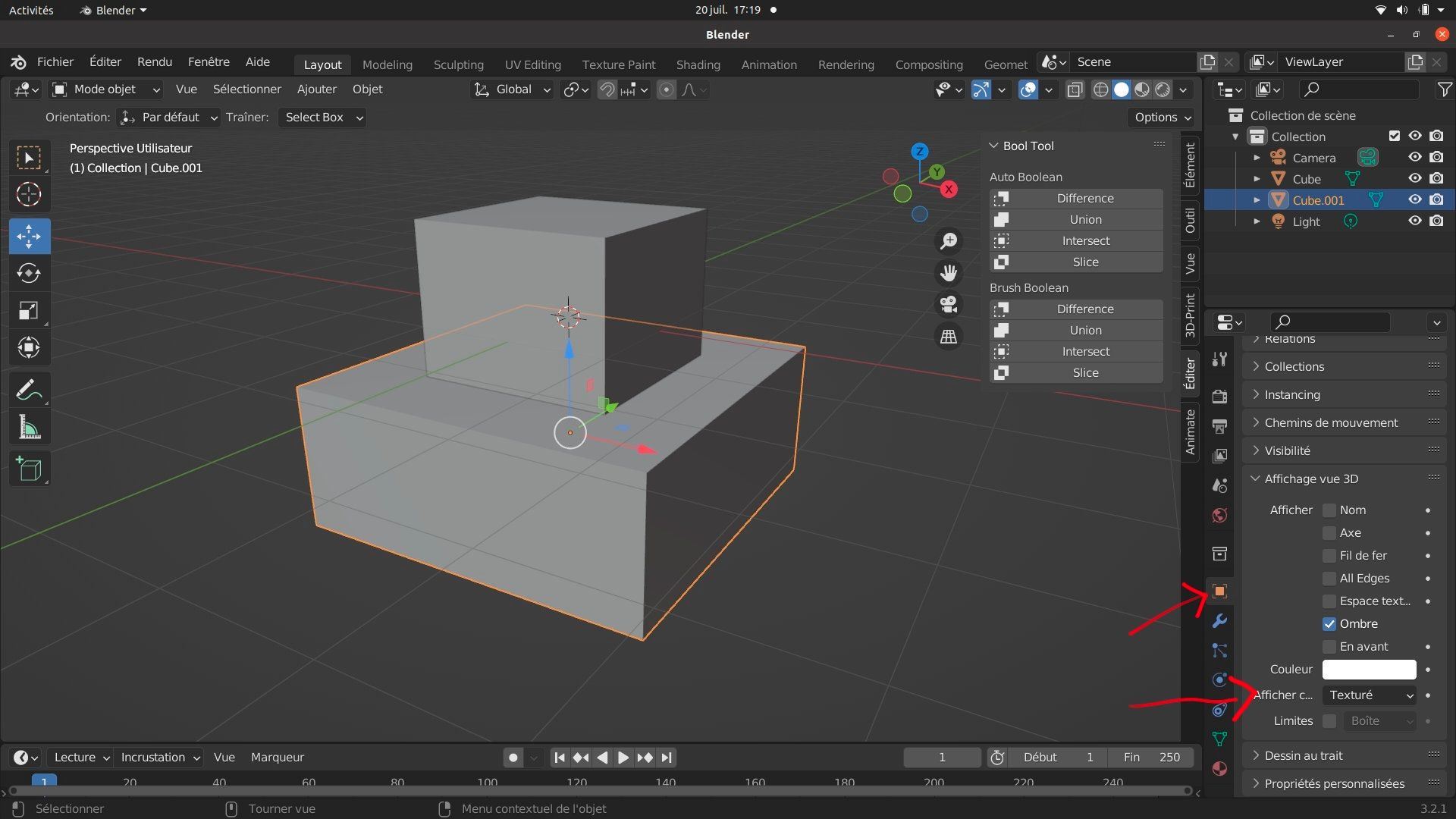
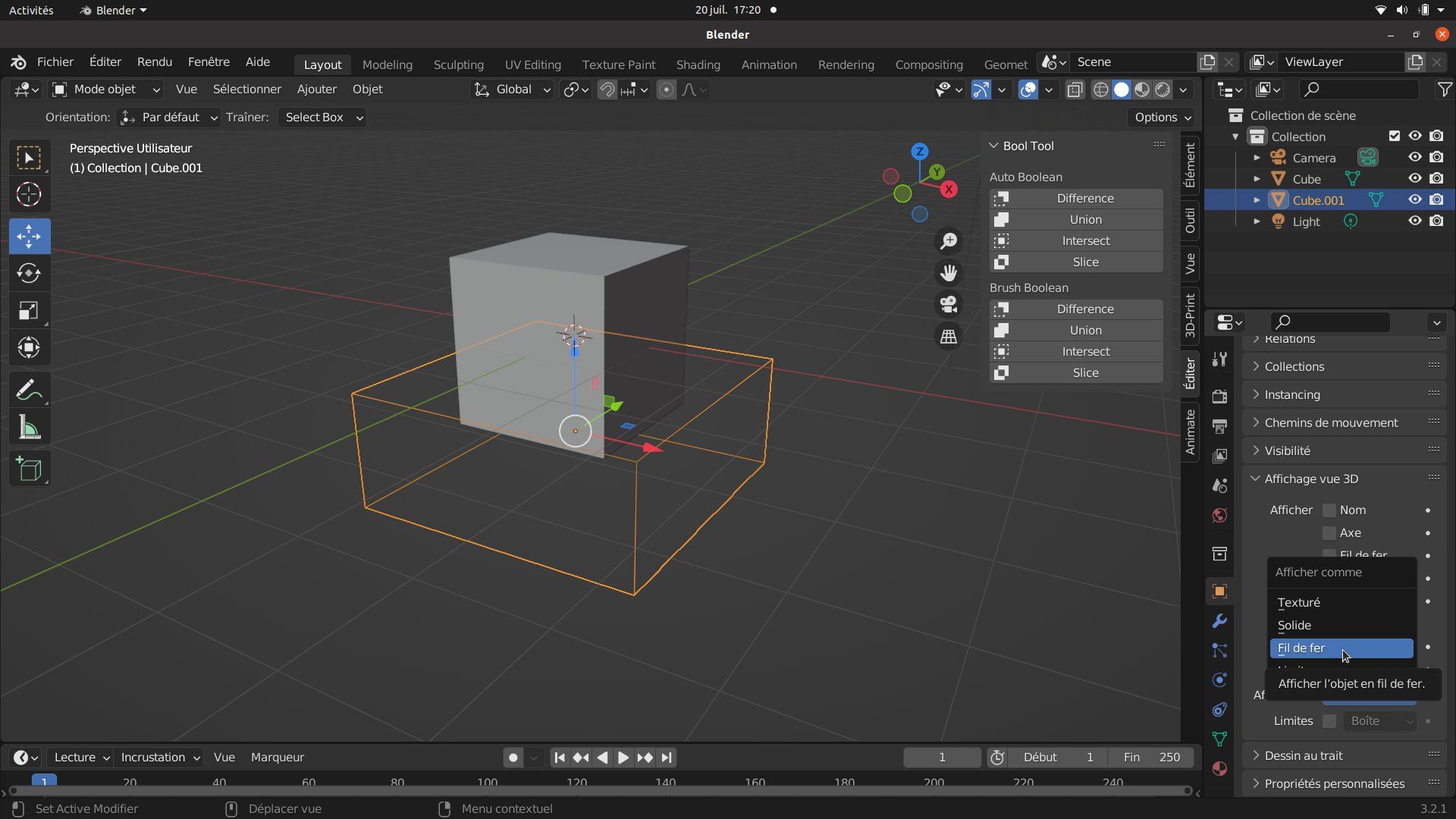
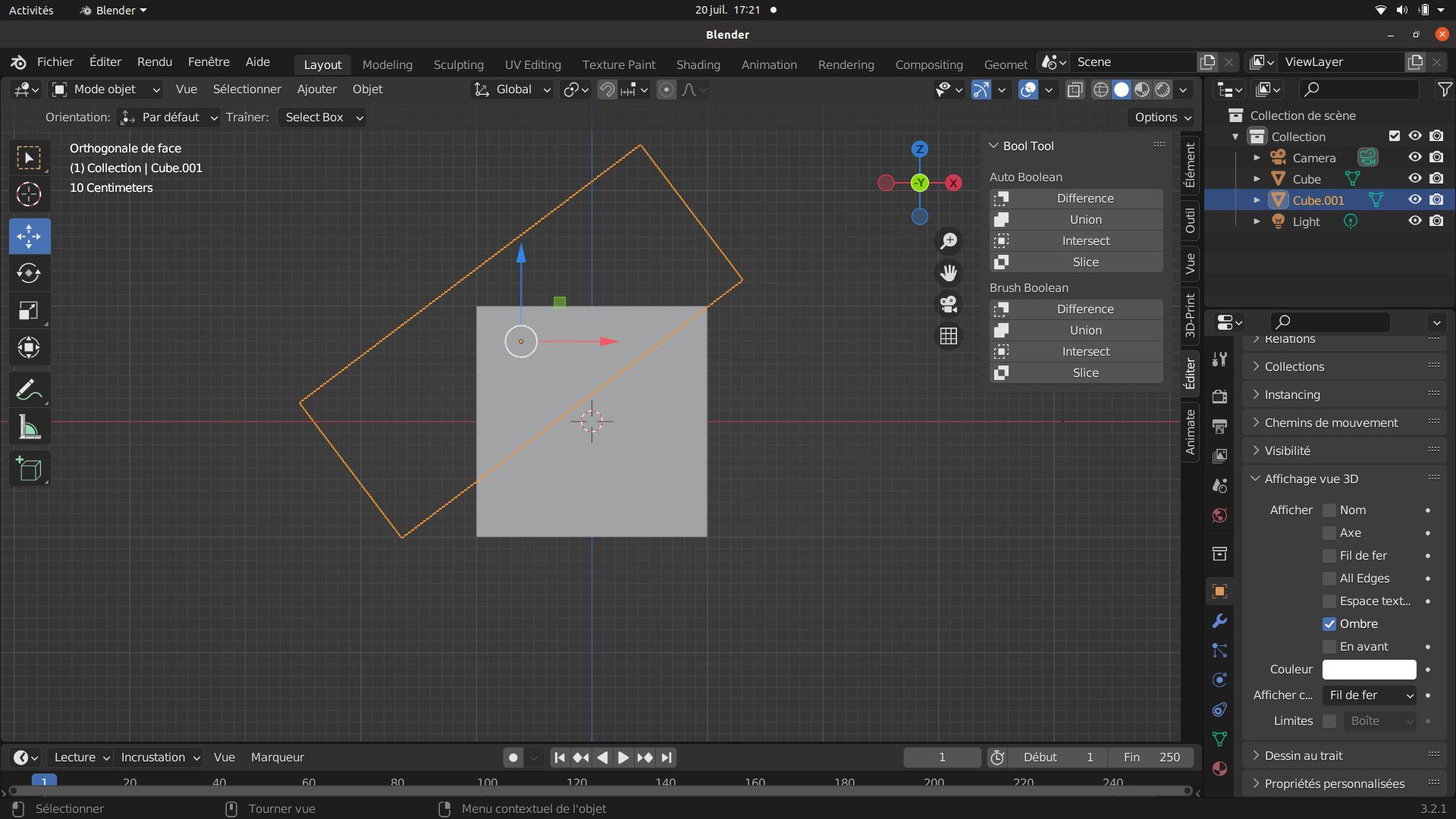
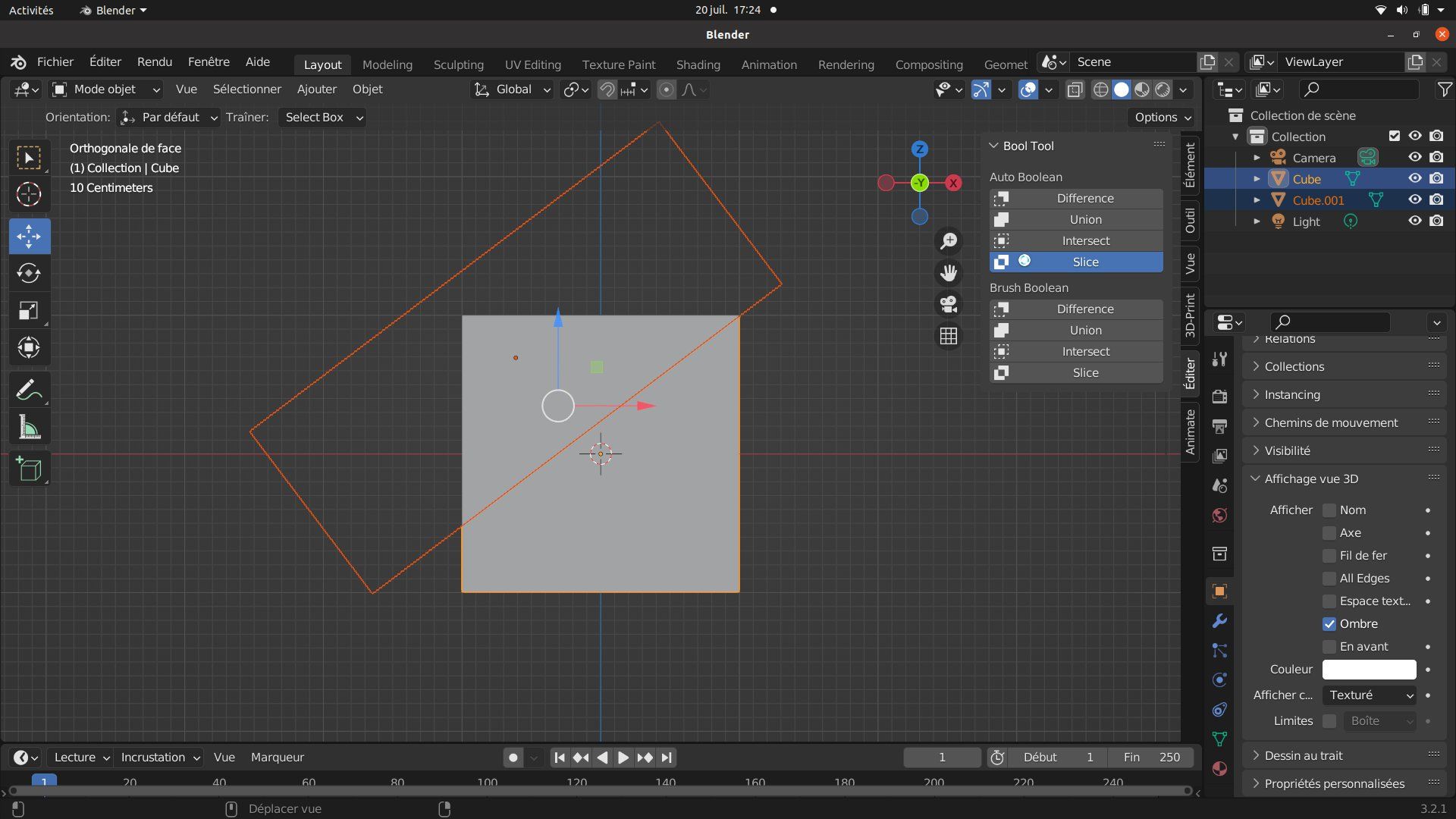
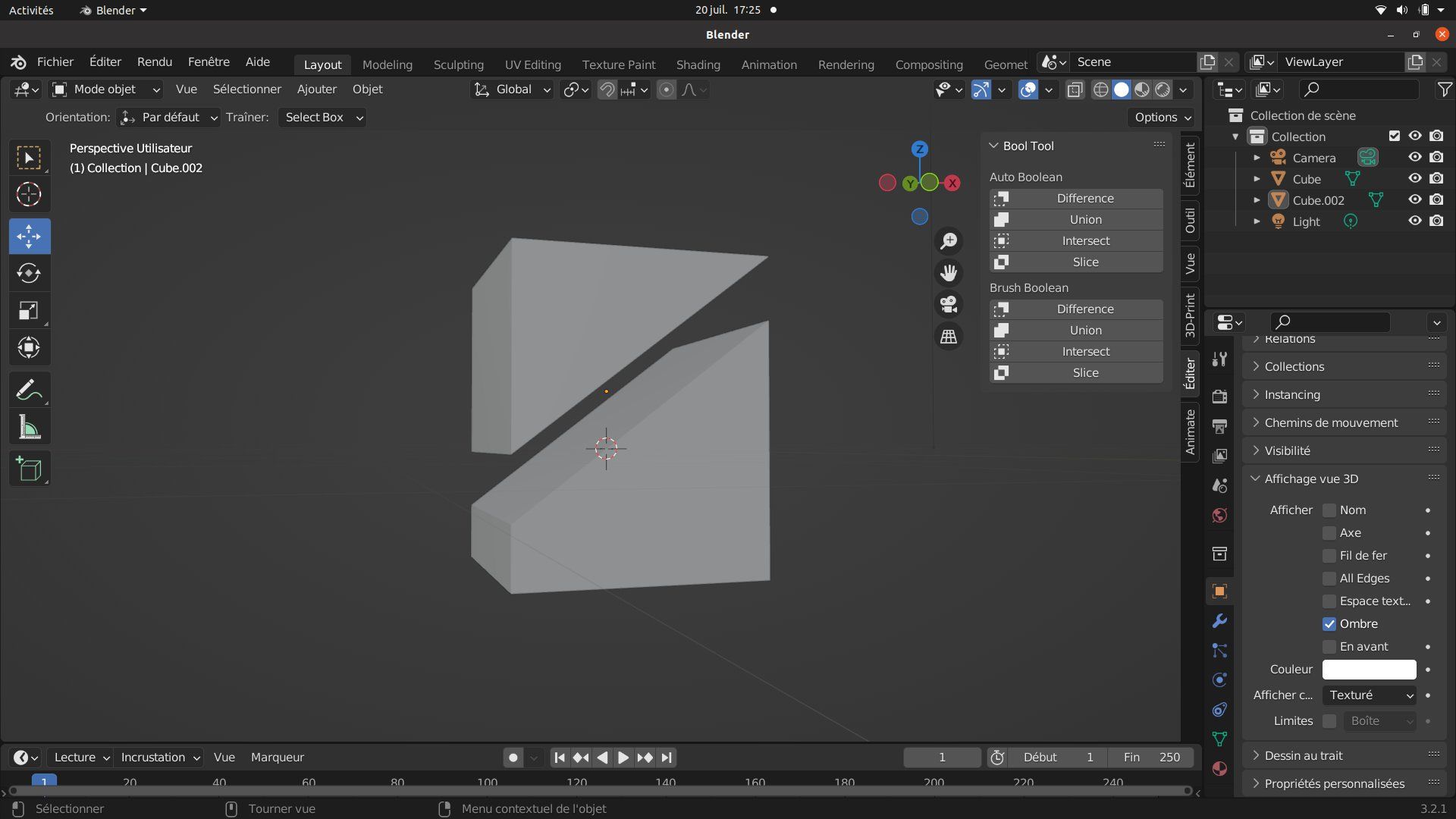
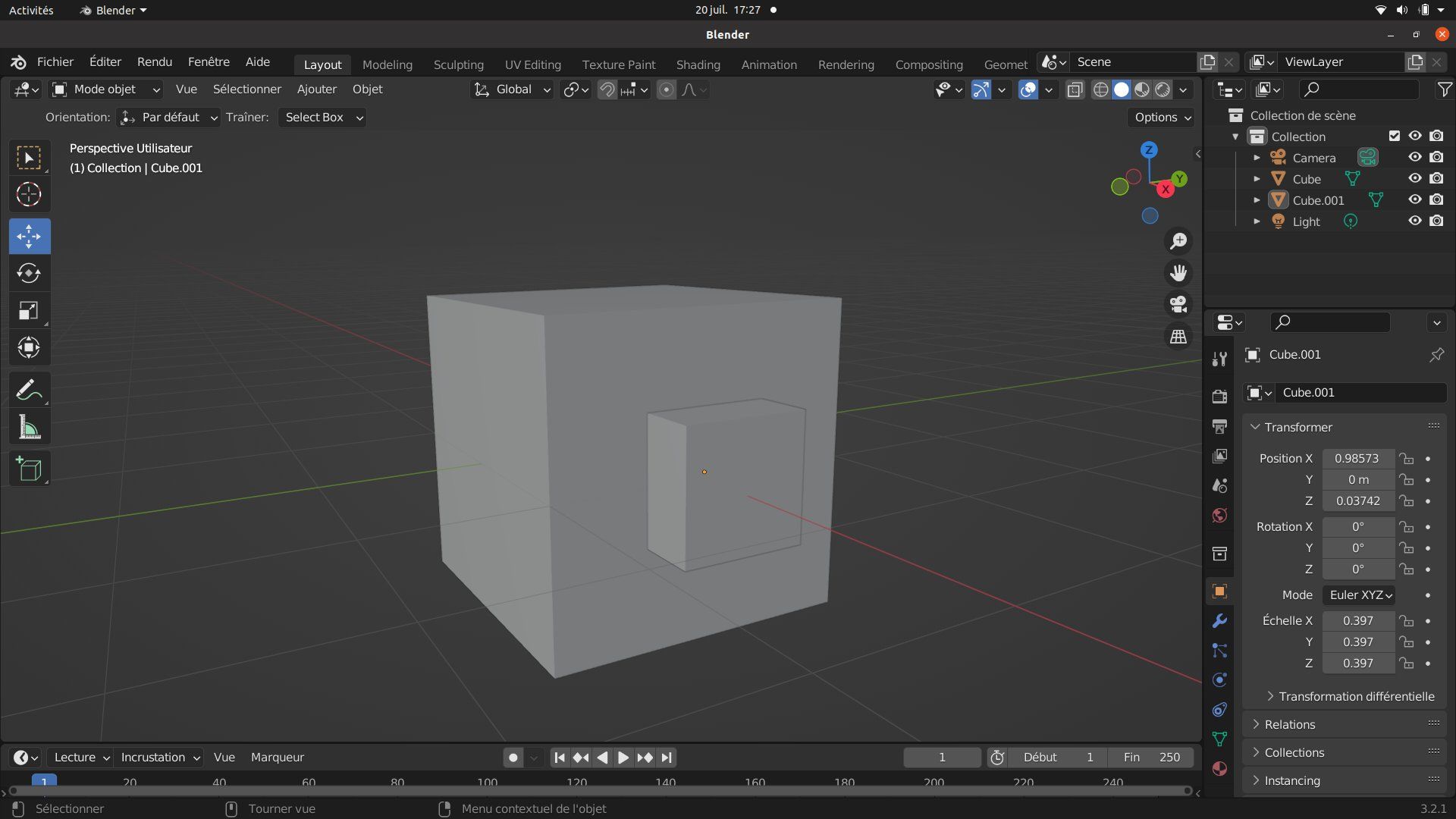
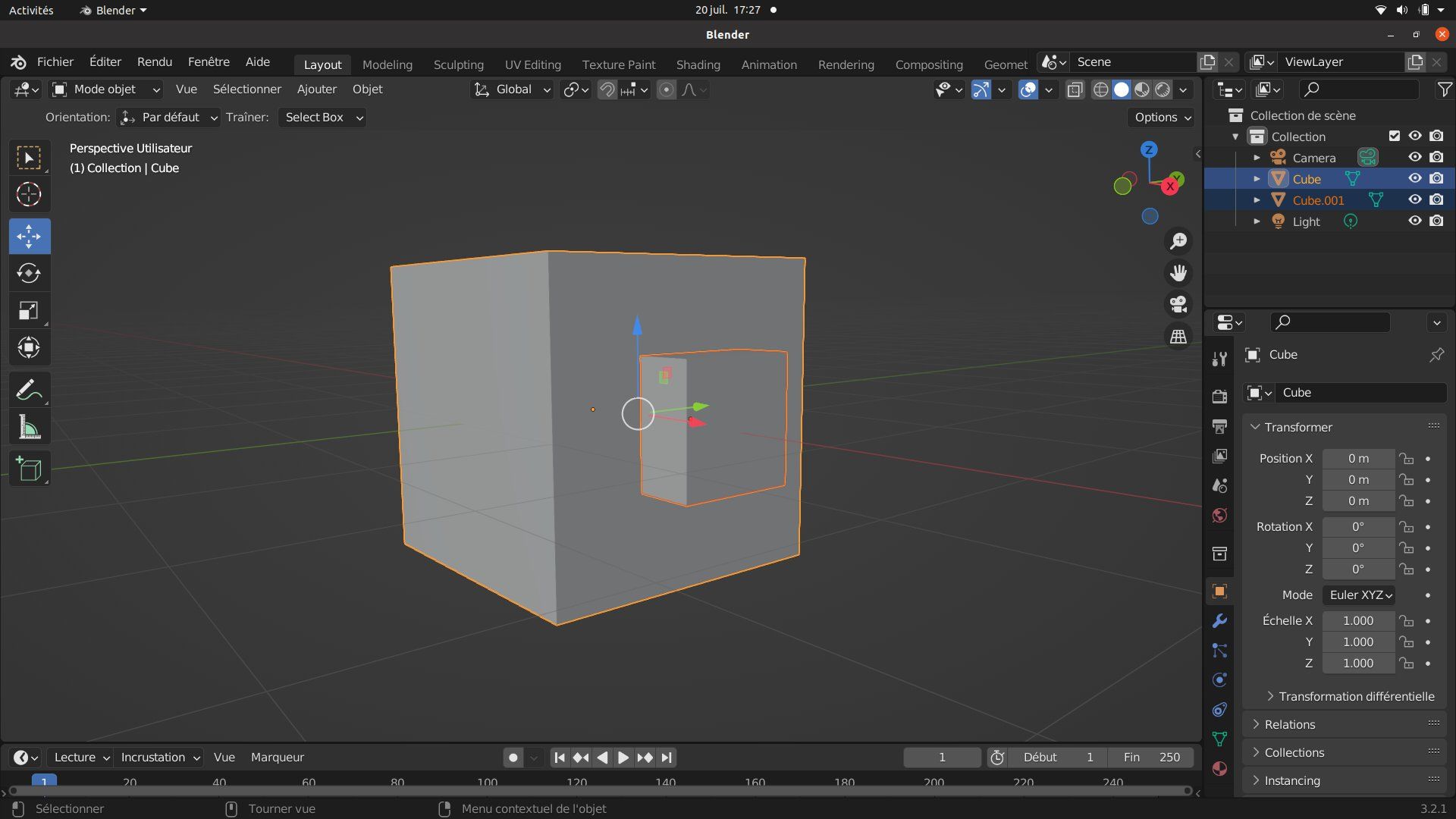
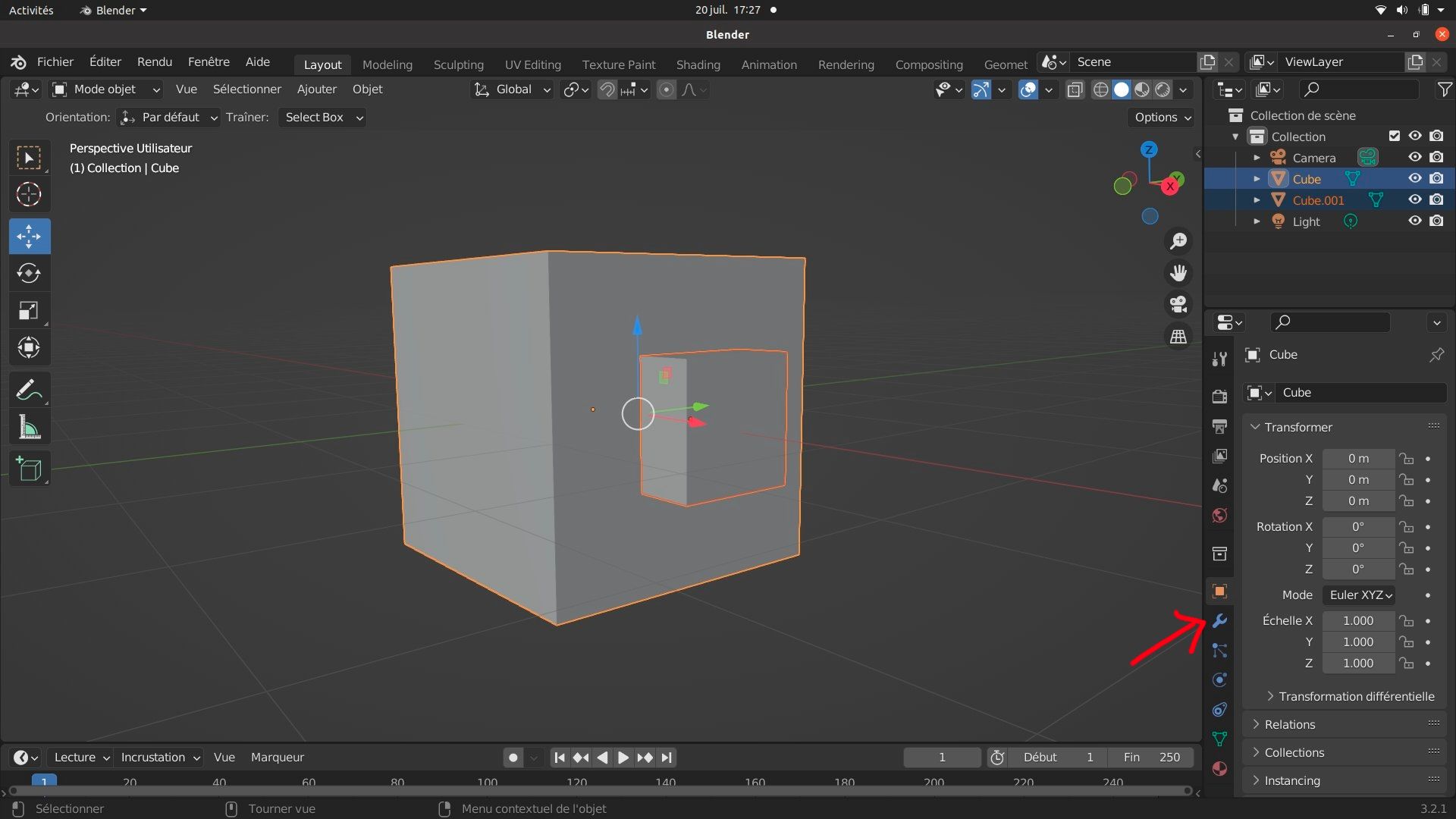
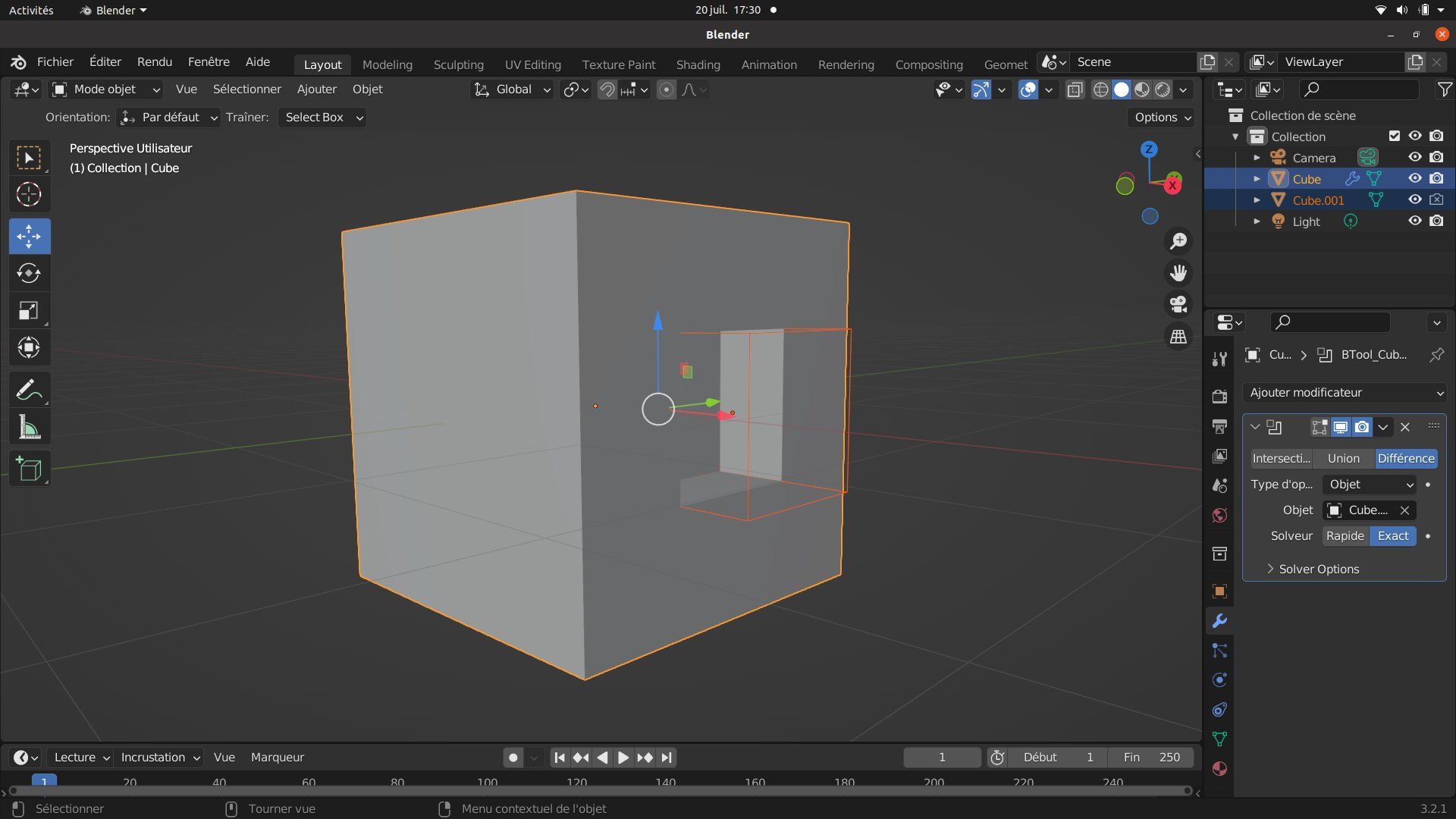
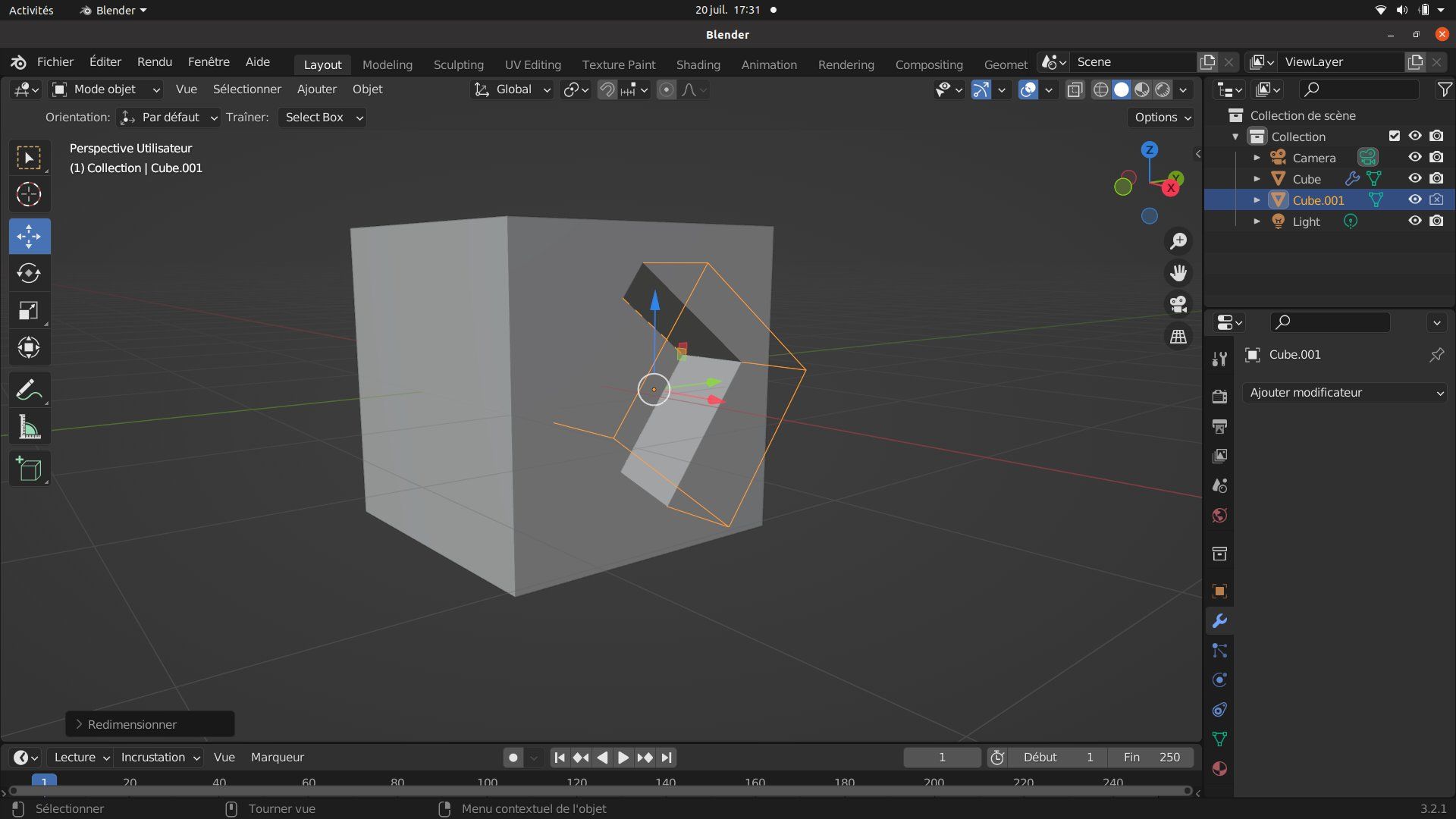
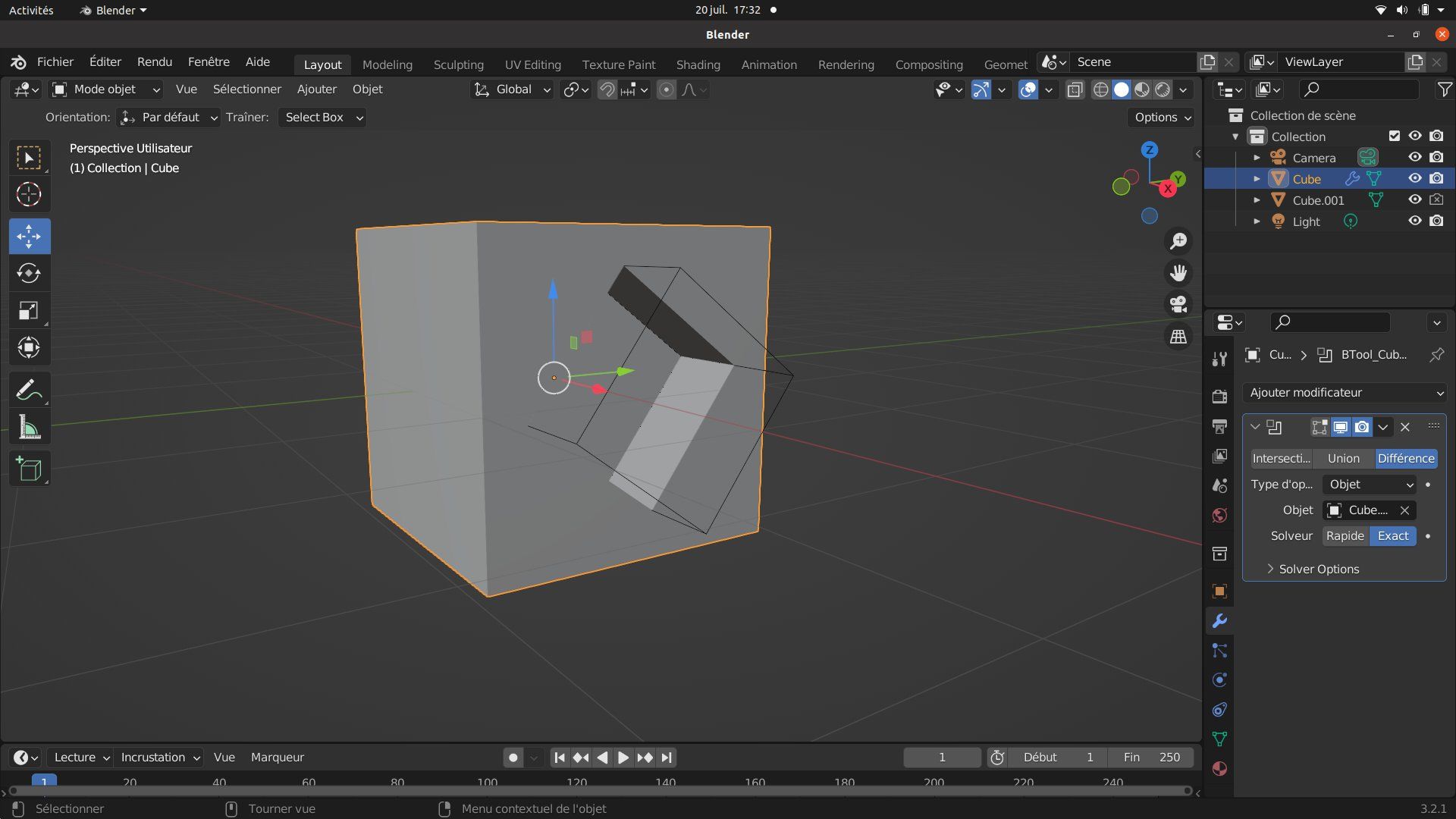
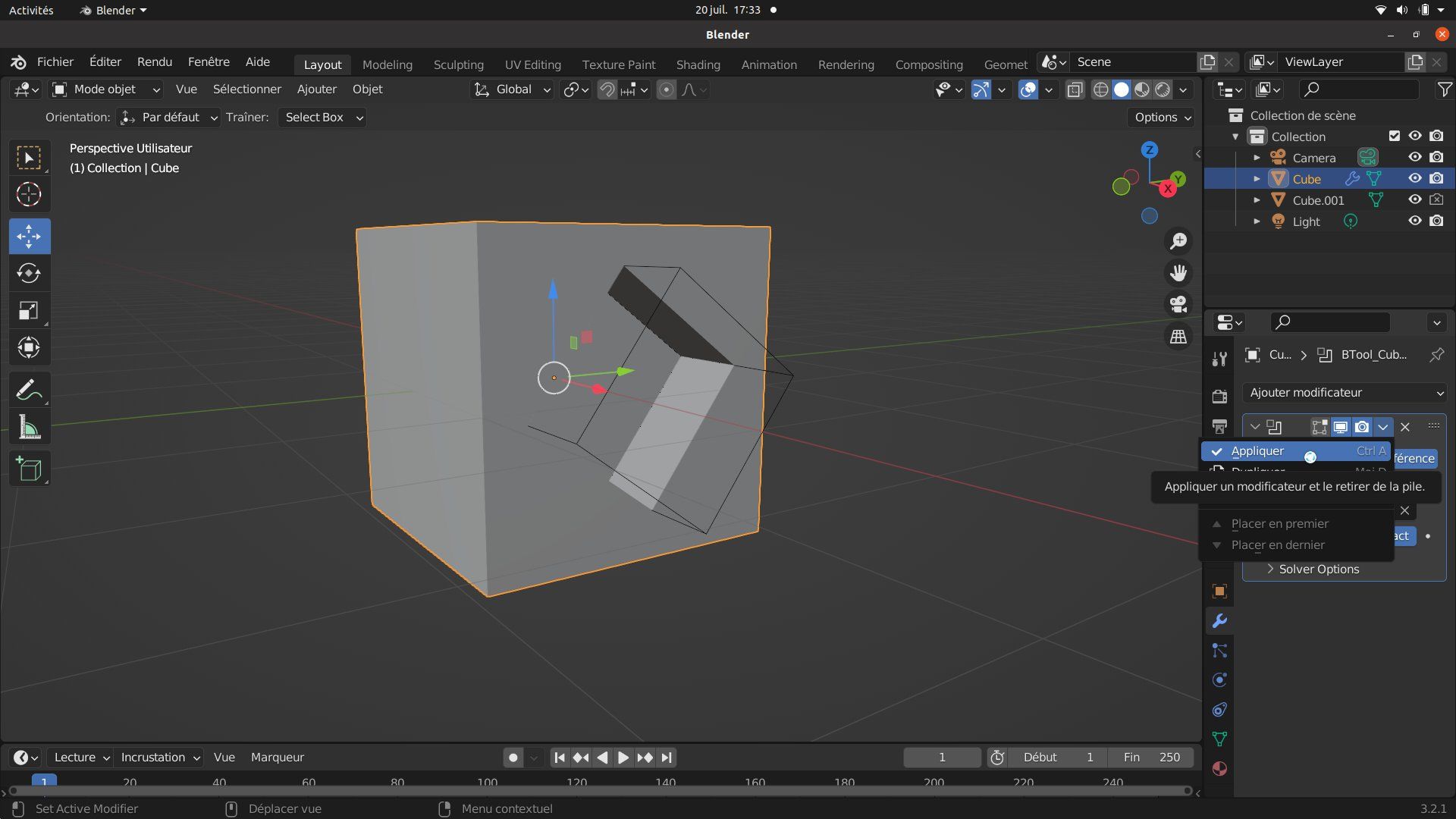
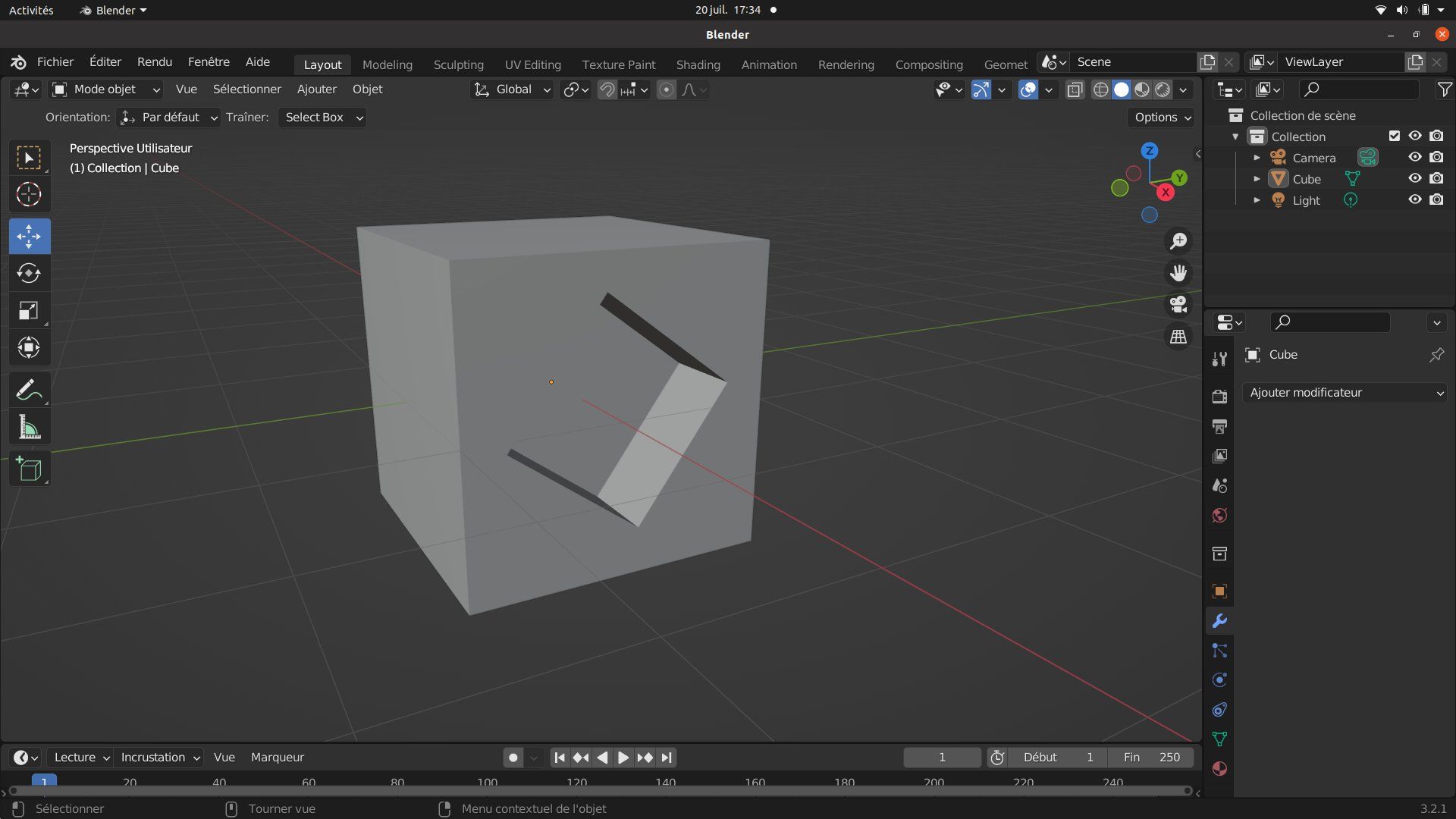
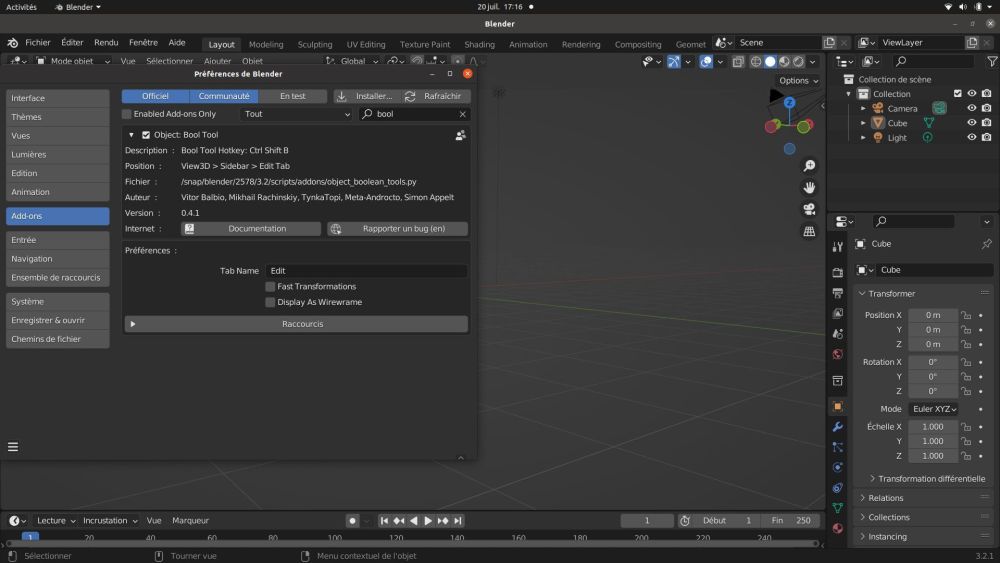
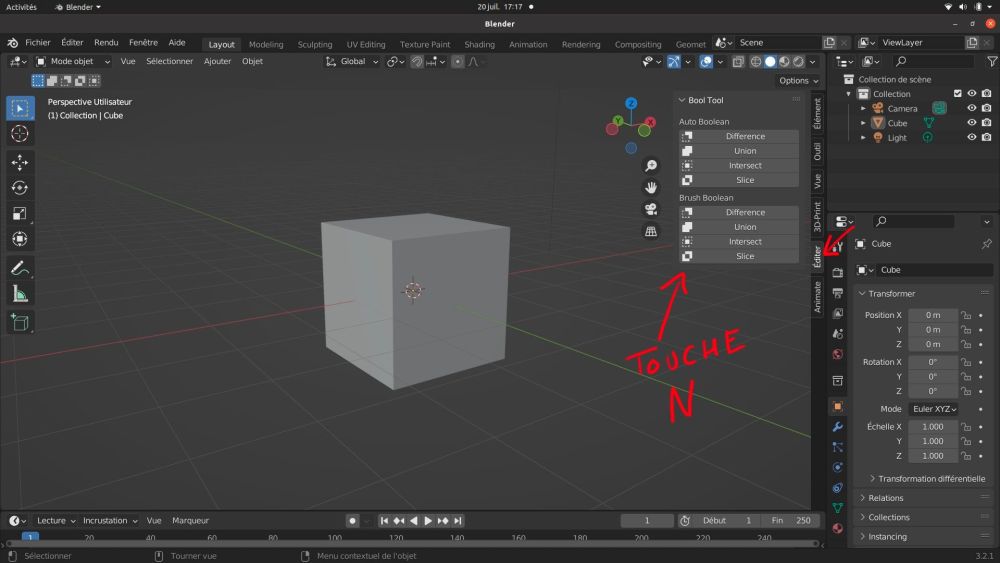
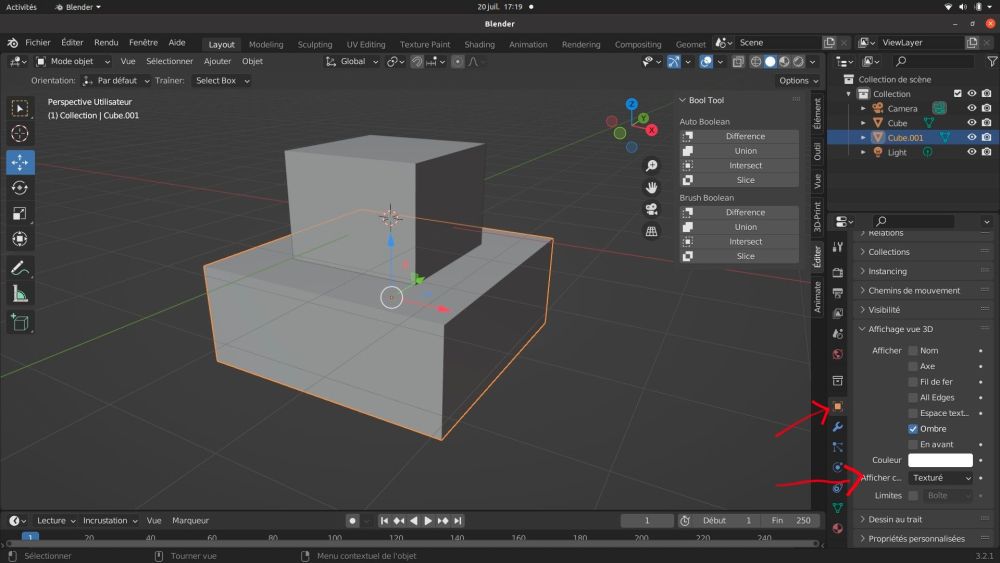
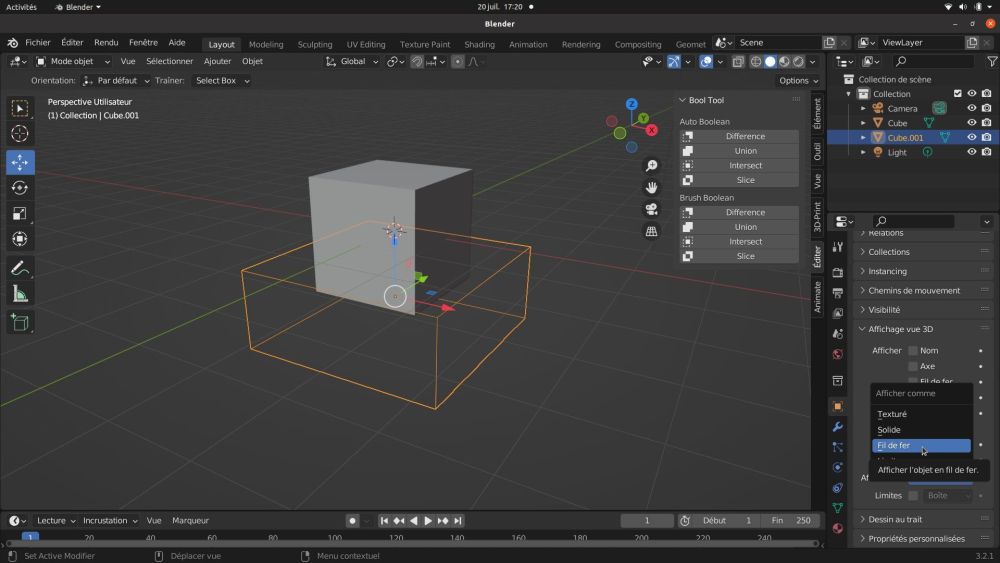
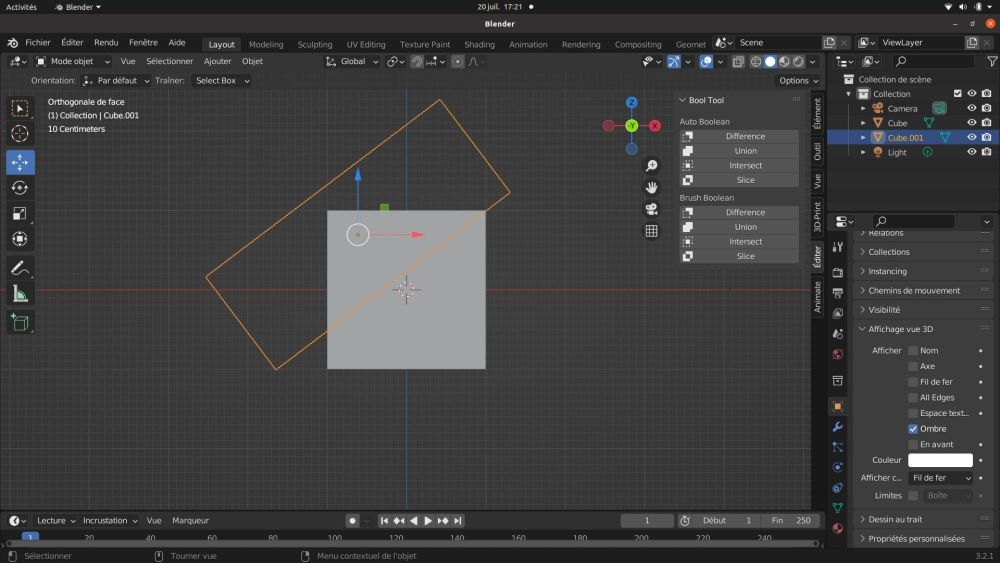
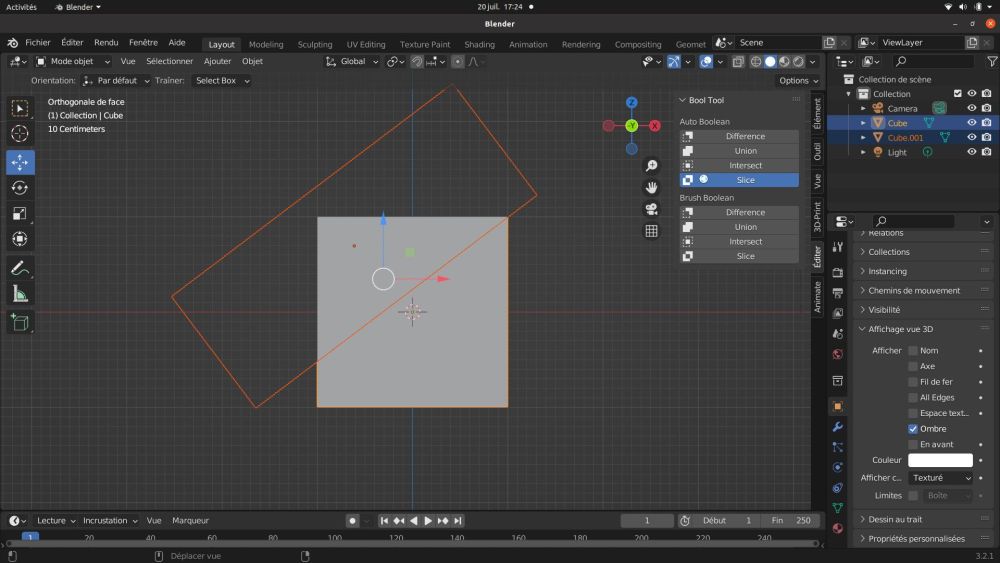
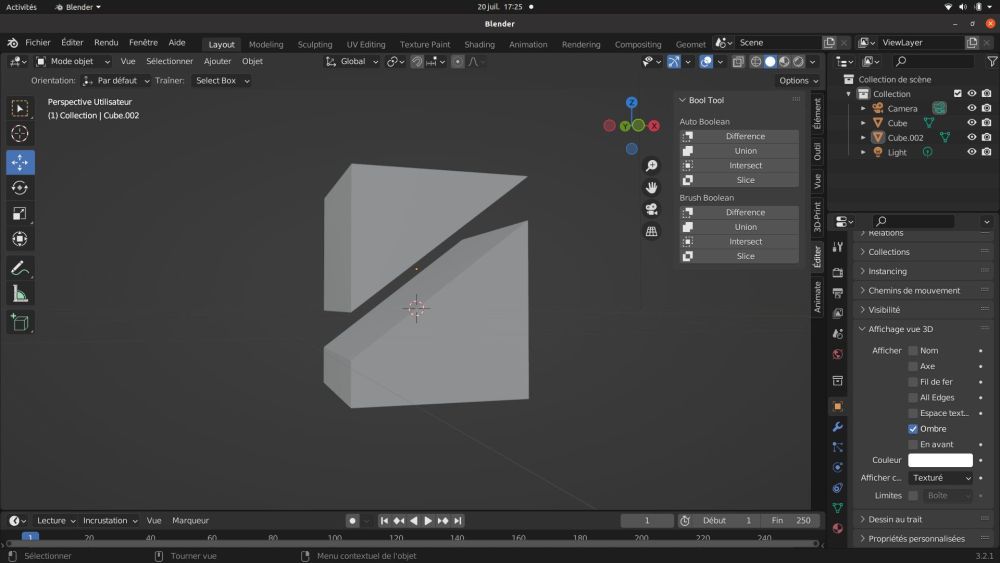
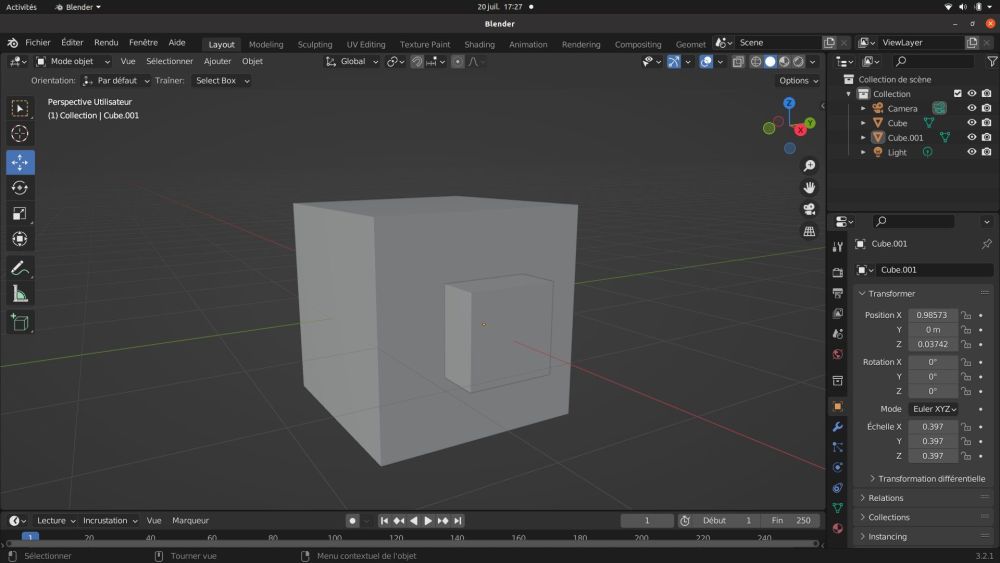
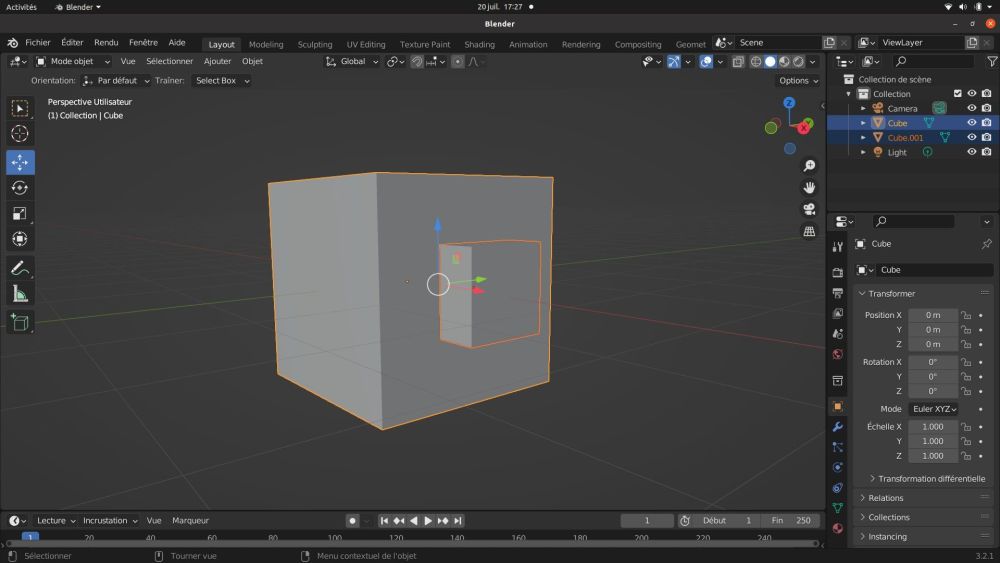
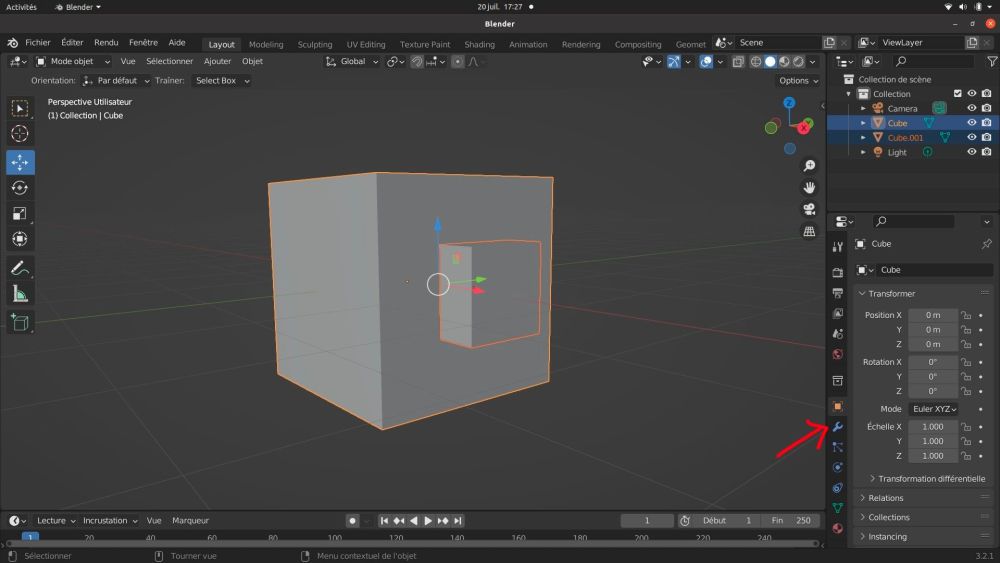
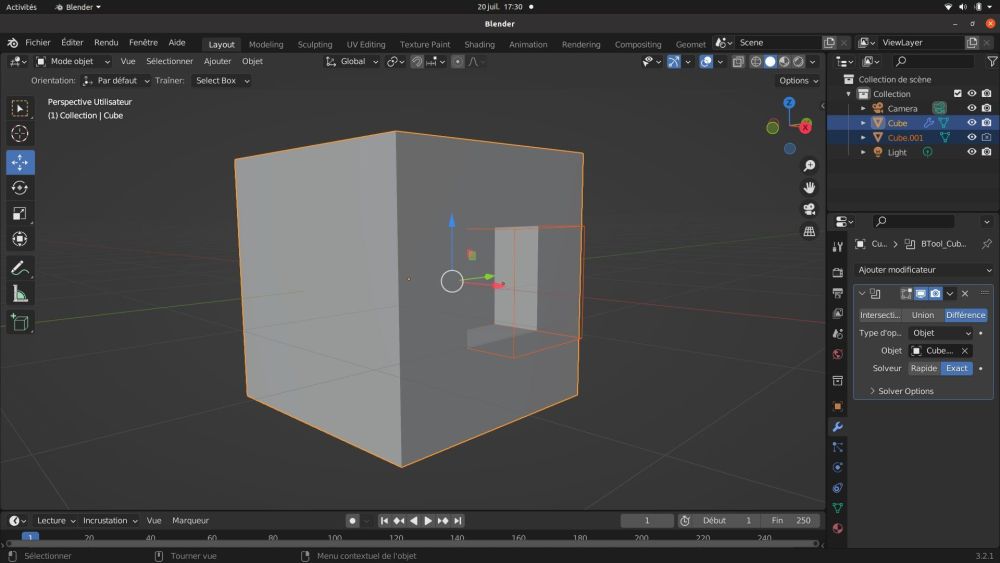
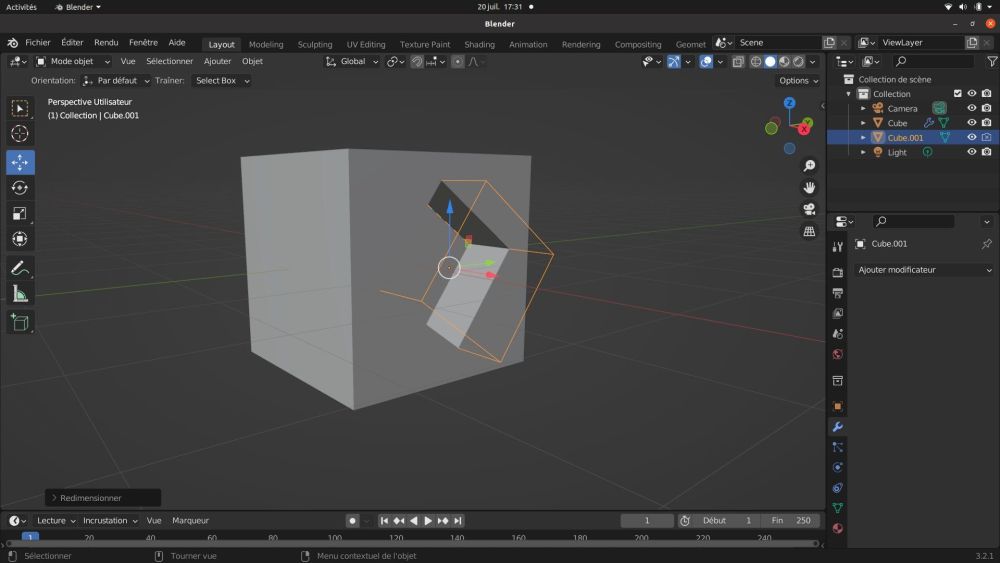
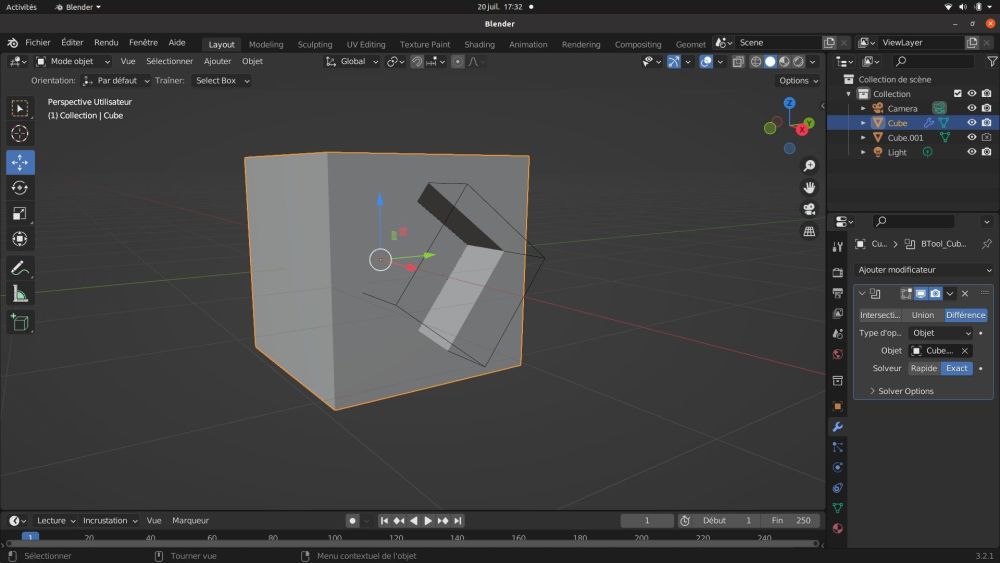
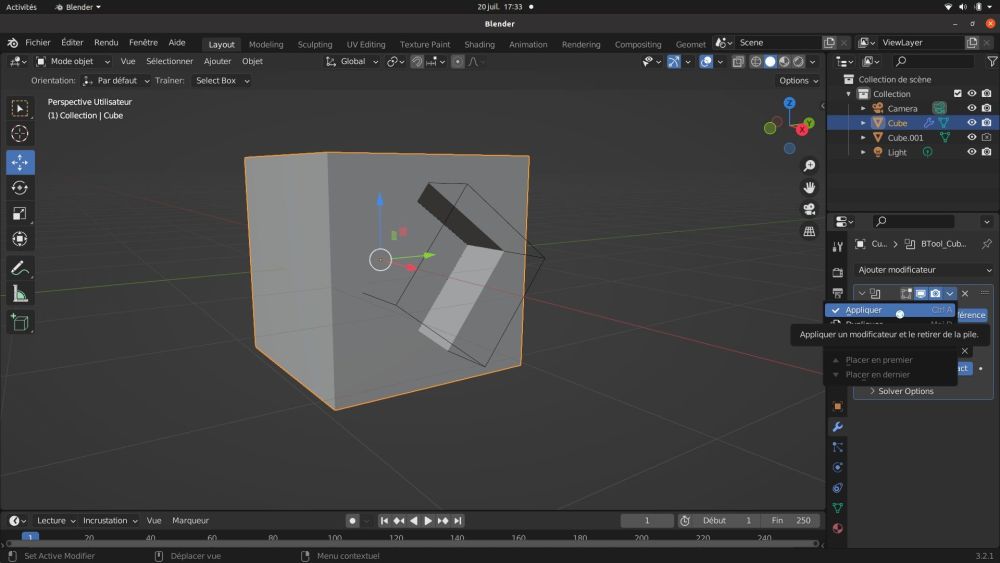
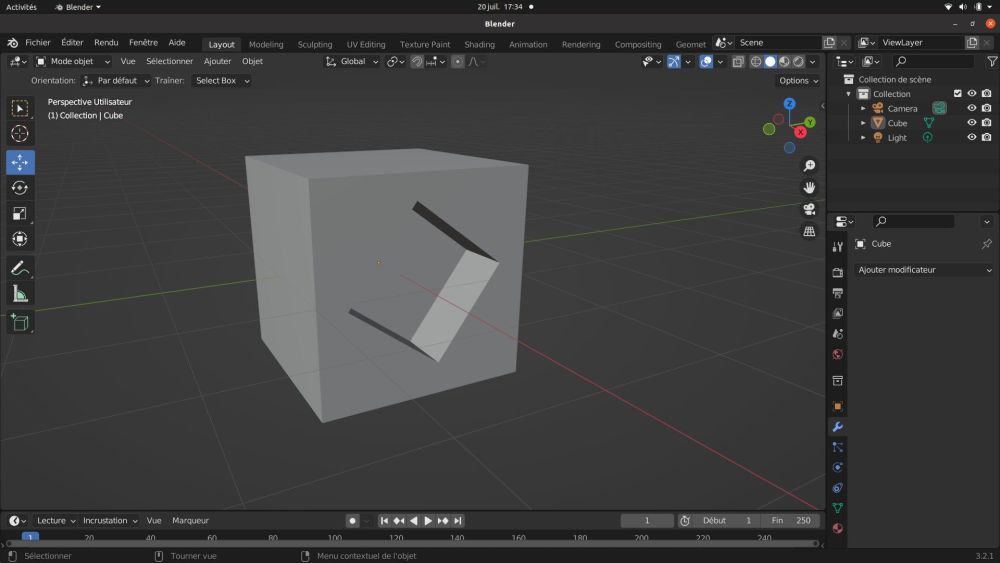
Bonjour, Aujourd’hui je vais vous présenter l'add on Bool Tool qui est disons une version améliorée du modificateur booléen... Donc pour le mettre en place, comme d'habitude, cliquez sur Éditer/Préférences/Add-ons et chercher bool tool et le cocher. Les fonctionnalités apparaissent dans la fenêtre de gauche (touche N pour l'ouvrir) sous l'onglet "éditer" . Par rapport au modificateur Booléen il y a en plus un trancheur (slice) bien pratique pour l'impression 3D... Dans notre exemple nous ajoutons un deuxième cube que l'on agrandit sur les axes x et y. C'est lui qui va nous servir de trancheur. Nous le sélectionnons, on clique sur propriété de l’objet, on ouvre l'onglet "affichage vue 3D" puis sur la ligne afficher comme, on remplace texture par fil de fer. Donc notre trancheur apparaît maintenant en mode fil de fer, cela permet de le positionner plus facilement... nous a Une fois notre trancheur en place on sélectionne le cube (l'objet à trancher). Le trancheur est surligner en orange foncé et le cube en orange clair. Il ne suffit plus que de cliquer sur slice pour effectuer l'opération... Une deuxième fonctionnalité intéressante de Bool Tool par rapport au modificateur dans l’opération différence booléenne... Dans notre exemple on part d'une cube, puis on ajoute un deuxième cube plus petit pour percer le premier... on sélectionne le plus petit en premier puis le grand et on clique sur la clé à droite... puis on fait "CTRL - " (touche controle et touche moins) Le modificateur booléen apparaît alors dans la fenêtre de droite et le plus petit cube passe en mode fil de fer (c'est là la différence avec le modificateur booléen classique)... Ensuite en sélectionnant le cube qui sert à percer on peut le modifier comme on le souhaite, rotation, échelle, déplacement (raccourcis R, S, G) Ensuite il suffit de sélectionner le grand cube et d'appliquer le modificateur...
 2 points
2 points -
Surtout prend des olives sans noyau, le laser n'arrive pas à les couper.2 points
-
Bon finalement j'ai craqué j'ai préco la V400 , je ferais une petite review et tout ce qui va bien quand je l'aurais reçue, histoire un retour utilisateur lambda assez habitué mais pas méga pro de la mort qui tue non plus :D, y a plus qu'à attendre le mois de septembre , merci @MrMagounet et @Savate pour vos bons conseils2 points
-
A part les dents ? Les cheveux peut-être ?2 points
-
Sympa la gravure sur le couvercle du composteur !2 points
-
Bonjour, @icare @studiolab39 officiel @Julien Je réalise une étude d'implantation d'un laser sur une imprimante TLD3 Je souhaite graver et découper en profitant de la dimension confortable du BED de 300 x 300 mm. L'e montage nécessite de réaliser des supports reprenant la structure de la TLD3 avec la possibilité d'ajuster la distance focale avec précision. Je reviendrai vers pour vous donner des résultats après un montage final et des essais de gravures. L'opération est technique et demande de réaliser des supports qui sont déjà opérationnels. La laser box sera intégrée à la TLD3 pour la gestion du GRBL. a+

 1 point
1 point -
Grosse semaine avec plusieurs nouveautés chez Snapmaker, Formlabs et Lychee Slicer ainsi que dans votre atelier avec la Fokoos Odin et le Longer Ray5. https://www.lesimprimantes3d.fr/semaine-impression-3d-341-20220720/1 point
-
issu du groupe facebook (en accès public) donné par @PPAC C'est superbe. @PPAC l'ardoise pour la gravure est naturelle ou artificielle ?
 1 point
1 point -
c'est vrai que ça pique un peu les yeux (dit celui qui est très mal placé pour dire ça ) celui-là par exemple? edit: mouais, pas sûr, il n'a rien trouvé dans cette phrase:1 point
-
Ha cool ! J'hésitais a faire un sujet pour la nouvelle version 4.0.11 de Lychee Slicer. Mais donc c'est bon l'information est passé. Et merci de parler de mes essais de la FOKOOS Odin-5 F3 ( avec mes excuses pour les fautes d'orthographes ... il me faut trouver un relecteur / correcteur ... )1 point
-
Je vais tenter de la passer sous RRF, des fois que sa marche par je ne sais qu'elle miracle Alors je suis pas sur d'avoir assez de force, un envoie par courrier serai peut être mieux si tu attend a la recevoir1 point
-
Bon, ça y est j'ai reçu ma tôle nid d'abeille, plus qu'a recevoir mes rallonges et je pourrais me préparer une zone de travail définitive. Ps: pour info, la boutique où j'ai acheter la tôle nid d'abeille à un grand choix, moins chère en générale que celle des fabricants de graveurs, et en plus on peux choisir la taille des trous (5.5mm, 7.5mm ou 9.5 mm)1 point
-
Je vais tester ça avec le 10W qui est plus précis.1 point
-
C'est bien un module laser 10W. Bravo @PPAC1 point
-
Ça, je peux tenter, il me reste quelque ardoises en 40x40 avec lesquelles j'ai fait le sol de ma salle de bain.1 point
-
Salutation ! je dirais qu'il te faut vérifier le bras en plastique de l'extrudeur, il doit être fendus Sinon pour d'autre pistes1 point
-
Je ne vais pas aller dans les détails le forum n'est pas prévu pour ce sujet mais suivant tes choix de statut ce n'est pas forcément 0€ de charges. Attention aux formations des chambres de métier ou commerces qui malheureusement en sont pas assez complètes. Là tu penses ne rien payer en charges mais cela va dépendre de tes futurs choix (stauts, régime d'imposition...) où tu peux te retrouver a payer tout de même 50% à 100% sur le chiffre d'affaire. Quoi qu'il arrive tu paieras des charges... Plutôt que d'expliquer je colle le texte sur service public en ligne ou le terme partiel et non exonération est visible: L'aide à la création ou à la reprise d'une entreprise (Acre) consiste en une exonération partielle de charges sociales, dite exonération de début d'activité, et un accompagnement pendant les premières années d'activité. Elle permet aussi à certains bénéficiaires de prétendre à d'autres formes d'aides. Les conditions d'attribution de l'Acre (bénéficiaires, formalités et taux d'exonération) dépendent de la date de votre souscription au dispositif (depuis le 1er janvier 2020 ou avant cette date).1 point
-
Donc un laser ... ( sur le site de longer https://www.longer3d.com/collections/laser-engraver-accessories il y a le 10W ... ) donc un 80W ?1 point
-
@PPAC C'est l'inverse Pour faire durer : quelle puissance ?1 point
-
Oui promis, je ne souhaite pas me Noyé, juste essayé et en vivre si possible "bien" si je vois que ça "foire" la première année, je ferme tout , merci à vous tous.1 point
-
Je dirais rien, mais je l'ai déjà vu lui1 point
-
Vérifier les câbles moteur et leur connecteurs. Après un certain temps de l'oxydation se forme sur les contacts des connecteurs. Un peu de bombe contact permet de résoudre le problème. Il se peut aussi qu'un câble se soit coupé ou dessouder au niveau du connecteur. Faire cela machine débranchée pour éviter les courts circuits et griller l'électronique1 point
-
Salut @Morganne46 Même à 15€ ça fait une belle petite somme On y croit tiens nous au courant de l'avancement de ce projet @+ JC1 point
-
J'aurais dit le plexiglass de protection du module laser que tu as lasérisé dans ton dernier post Mais c'est pas ça @+ JC1 point
-
Hello, jolie proposition, et chapeau pour le boulot Jamais évident ces formes en coin avec des arrondis partout... Dans le travail des formes (pour une prochaine version ?) tu pourrais rappeler un peu plus la forme du réservoir avec des carres plus marquées sur les coté et un léger soyage central peint en noir dans ce genre:
 1 point
1 point -
Coucou, mon choix c'est porté sur la DUPLICATOR 12 / 500 PRO MAX qui possède les tailles idéales pour mes projets et créations, je suis sûr de ne pas me trompé ave elle, car je ne ferais jamais de pièces plus grandes. Le projet avance bien, je vais le faire avec une pote à qui ça intéresse, ont seras donc deux, pour le moment tout démarre bien Les pièces n'ont aucun besoin de beautés et de précisions, leurs but est utilitaire, le projet est étudié correctement avec une formation sur les objectif, les demande, les tarifs, etc, une pièce qui vas me couté en tout 20€ sera vendu 50€, je parle des grosses, ce qui me laisse 30€ de bénéfices !1 point
-
Le gars anticipe même le prochain colis1 point
-
un porte livre ? un porte cassette vhs ? un porte combiné de téléphone fixe ?1 point
-
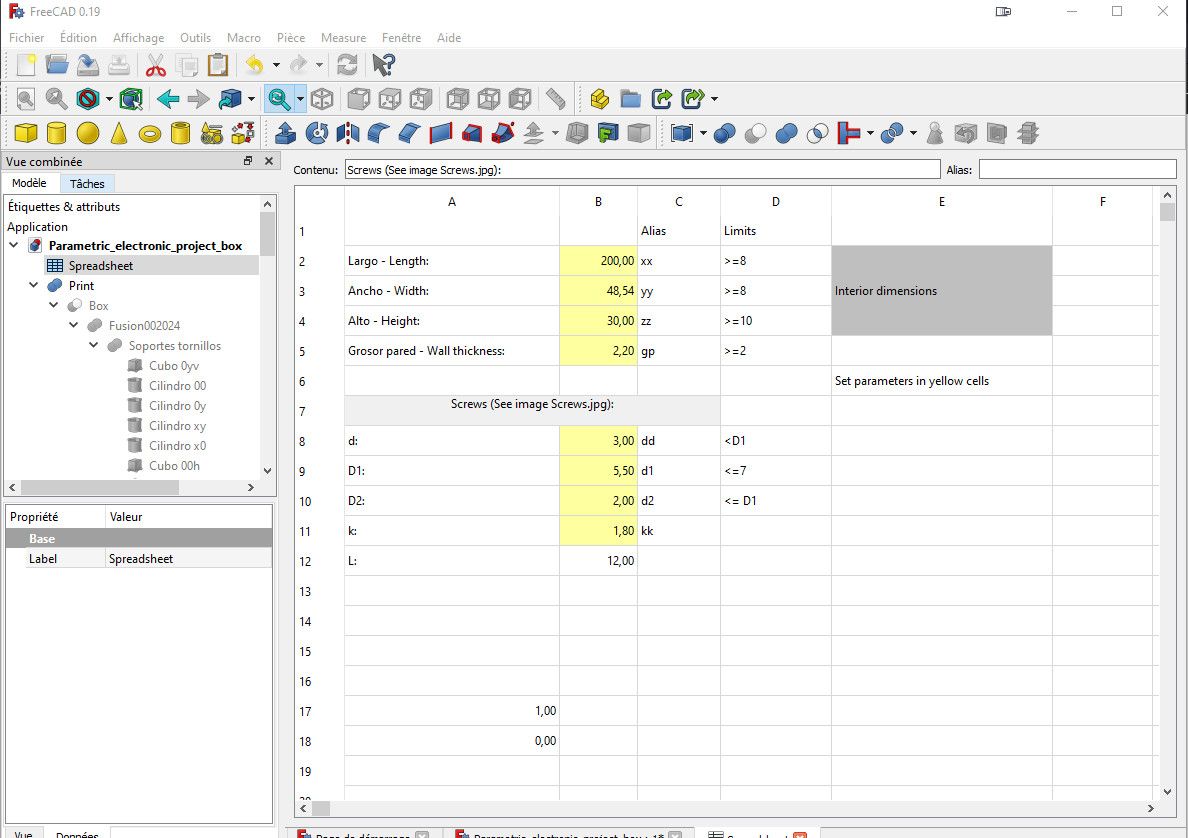
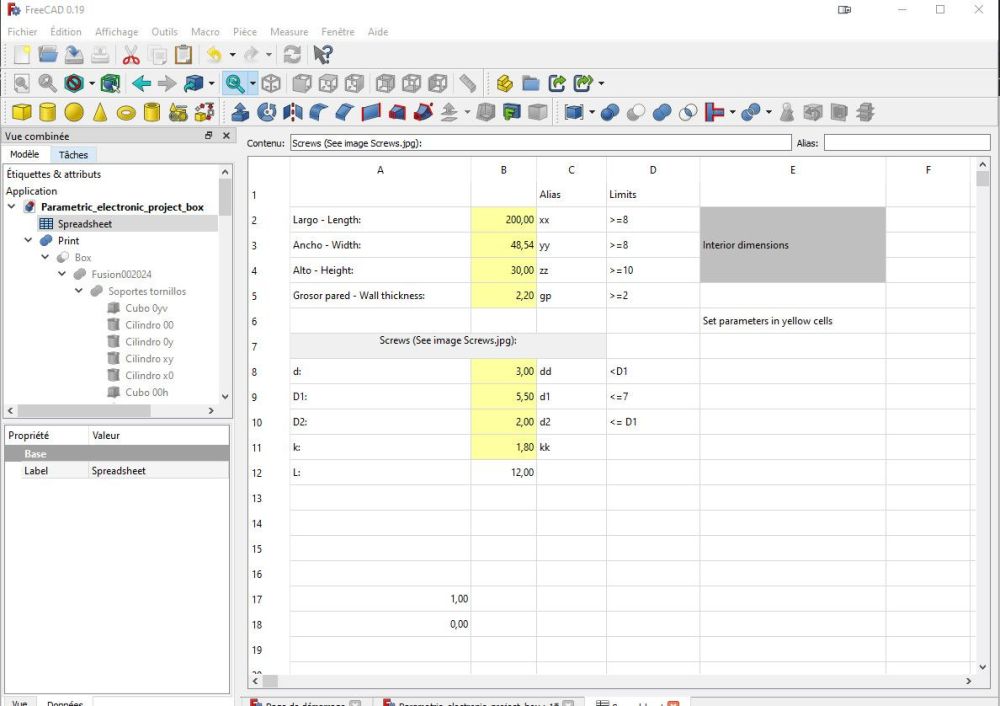
Bonjour, Préliminaire: Je ne suis pas un "afficionados" de freecad. La réponse à ta question se trouve dans le lien que tu as fourni: Boîte avec couvercle vissé. Les dimensions internes de hauteur, largeur, longueur et épaisseur de paroi peuvent être modifiées dans la feuille de calcul du projet FreeCad (cellules jaunes). Tu dois pouvoir donc le faire avec Freecad. Autre solution (dans le cas où tu agrandis l'objet) repercer les trous. Dans tous les cas je pense que le passage par un logiciel de dessin est le plus simple. 3Dbuider gratuit dans windows doit faire l'affaire si tu débutes en CAO. Si c'est vraiment juste ponctuel donne des dimensions : une bonne âme (et il y en a beaucoup dans ce forum) te fera ton fichier. @papajds m'a pris de vitesse.1 point
-
Bonjour, il faut utiliser Freecad. dans le lien que tu donnes , il y a le fichier "Freecad" en téléchargement. dans le Fichier freecad , il y a une feuille Excel ou tu peut mettre les dimensions de la boite. tu exportes en stl, et tu imprimes...etc..
 1 point
1 point -
ALORS QUOI, VOUS DORMEZ ? Plusieurs causes possibles à votre manque d’assiduité sur le Smilchose : - Vous avez festoyé comme des seigneurs durant ce long week-end à ne plus savoir ou vous habitiez et il vous faut plusieurs jours pour vous en remettre (l'alcool et la chaleur ne font pas bon ménage). - Avec les fortes chaleurs vos dormez à poil et cela vous a donné des idées de procréation non assistée (par seringue ou une personne qui se dit votre ami). - En faisant une pétanque, vous vous êtes luxé le bras droit et vous ne pouvez plus jouer avec votre souris (vous voyez de qui je veux parler) - Vous vous demandez quel est le génie qui a conçu cette fantastique pièce, summum de la création artistico-technique. Et bien ne cherchez plus, c'est moi (vous pouvez m'appeler Divers ou Maitre) - Ultime possibilité, vous vous en foutez royalement tout en vous disant, il va nous prendre la tête avec des explications, ou nous dire qu'on est nul donc on ne répond pas (c'est peut-être la meilleure raison, bande de nuls).1 point
-
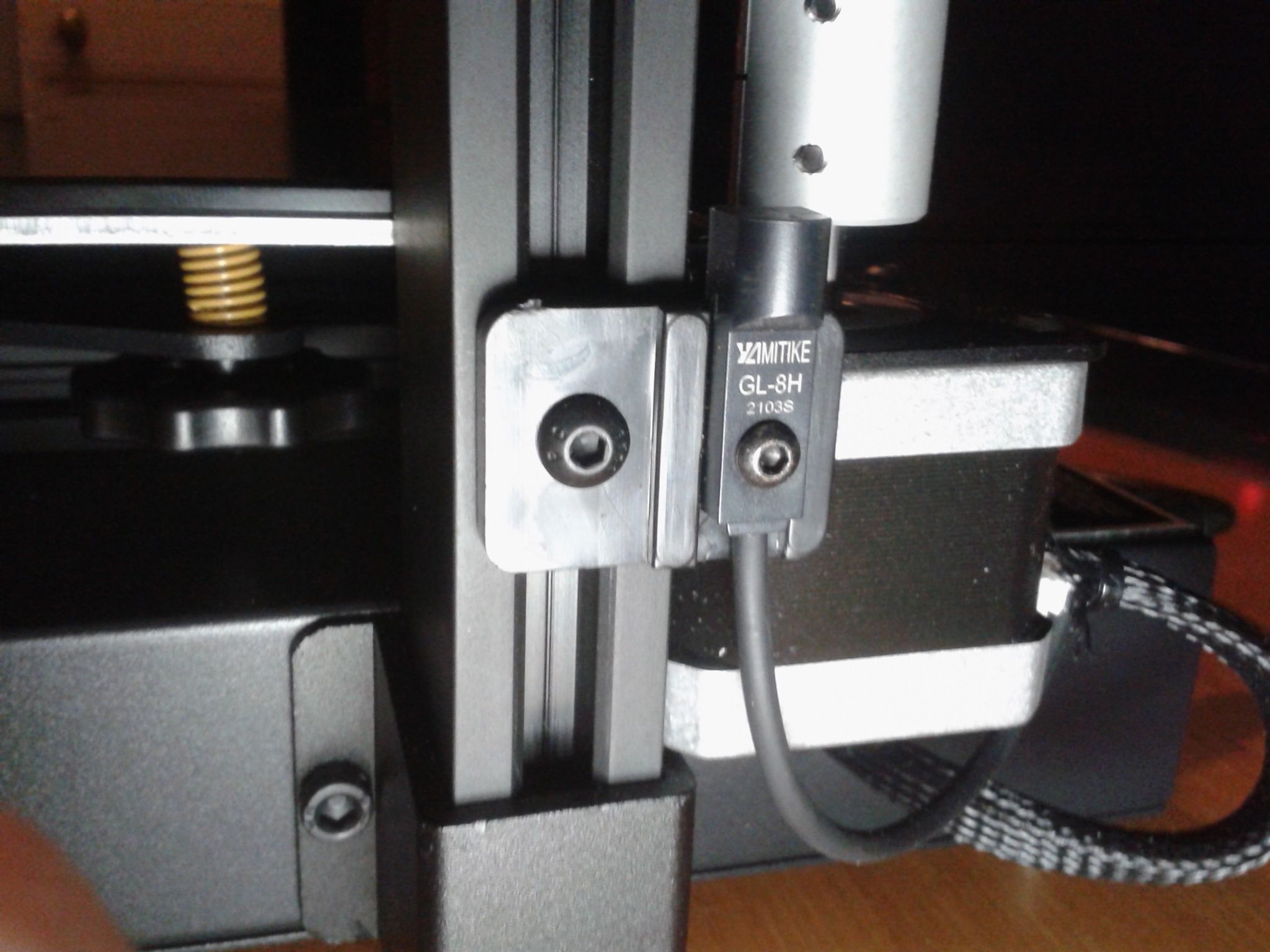
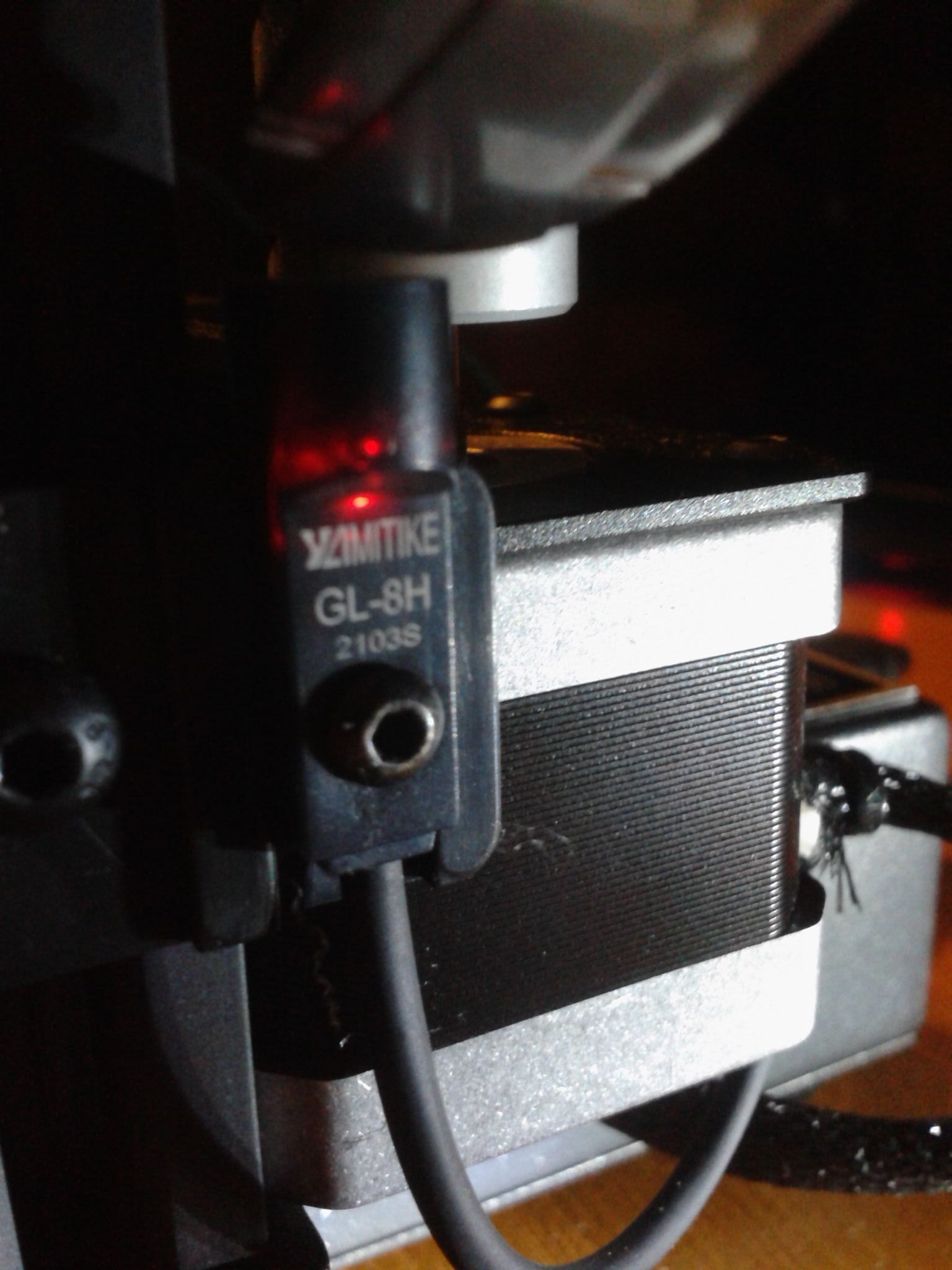
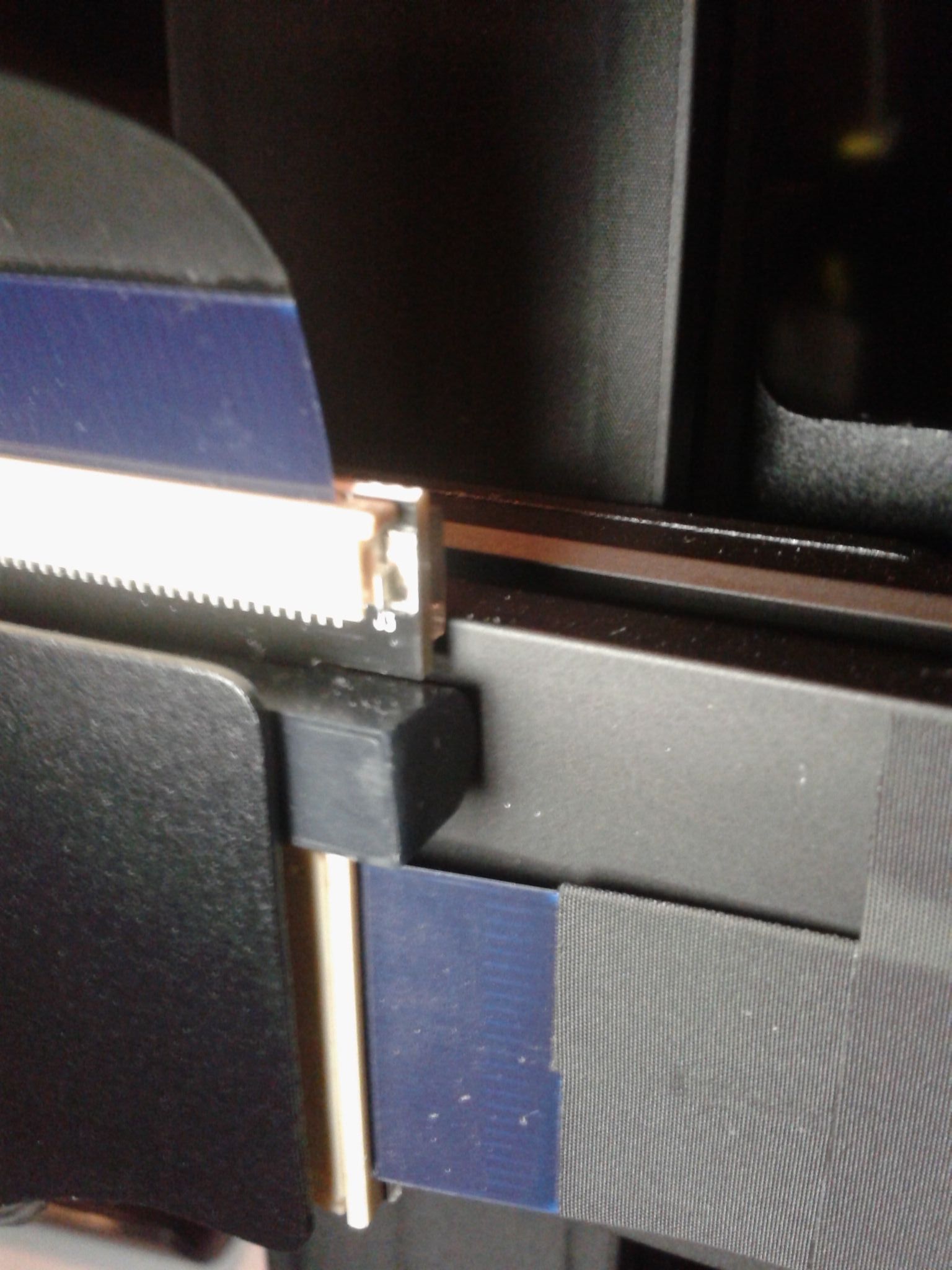
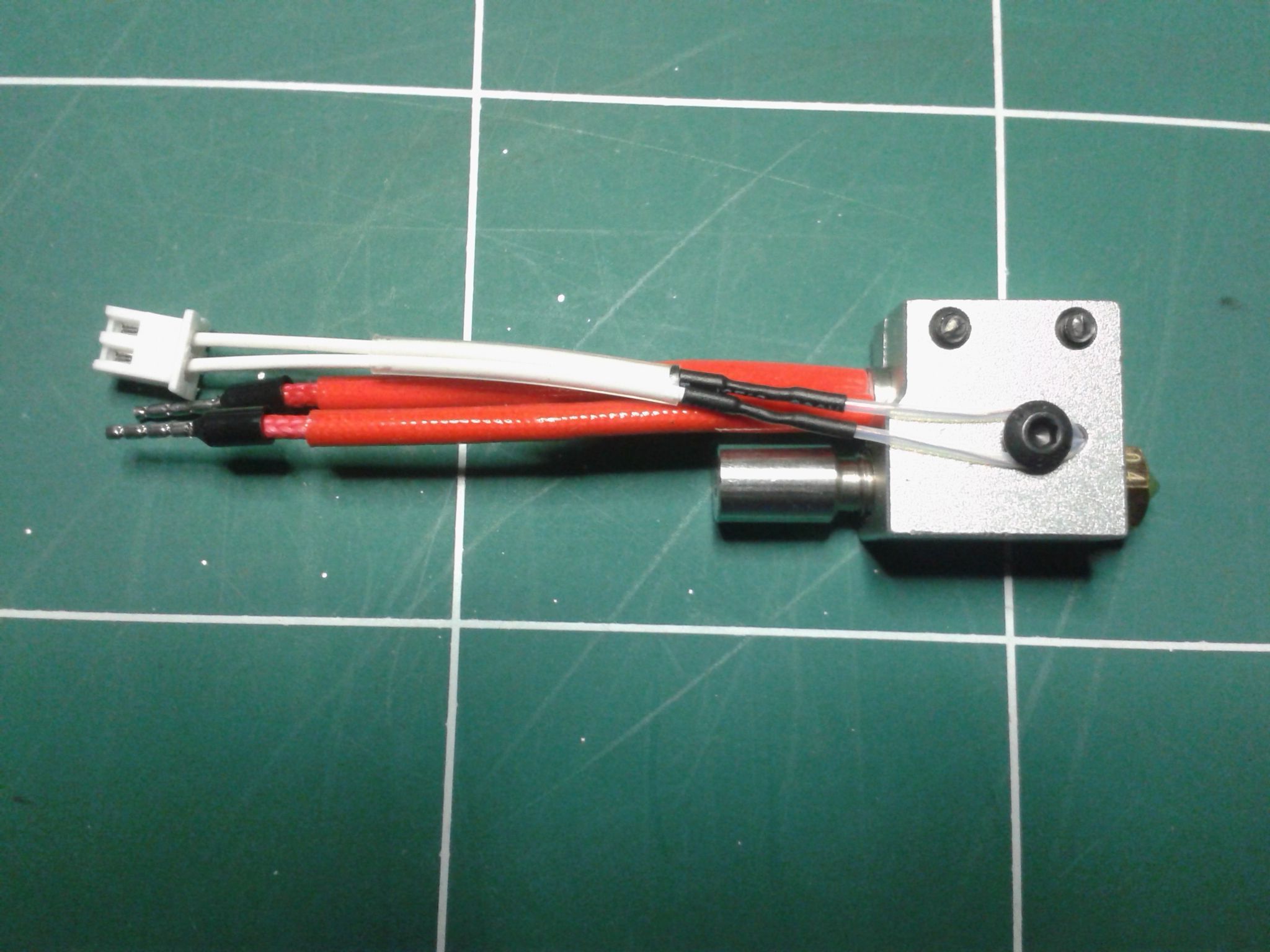
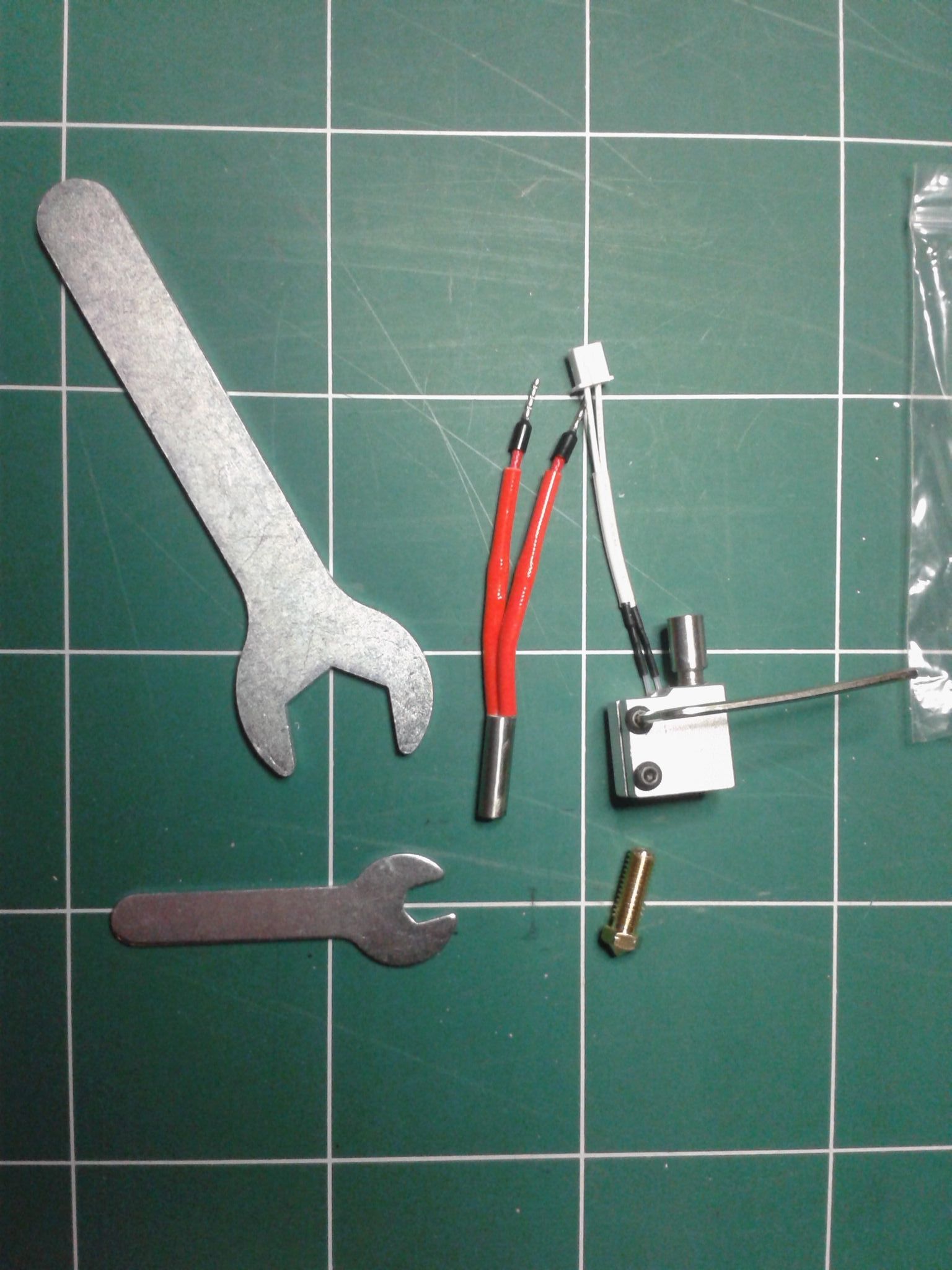
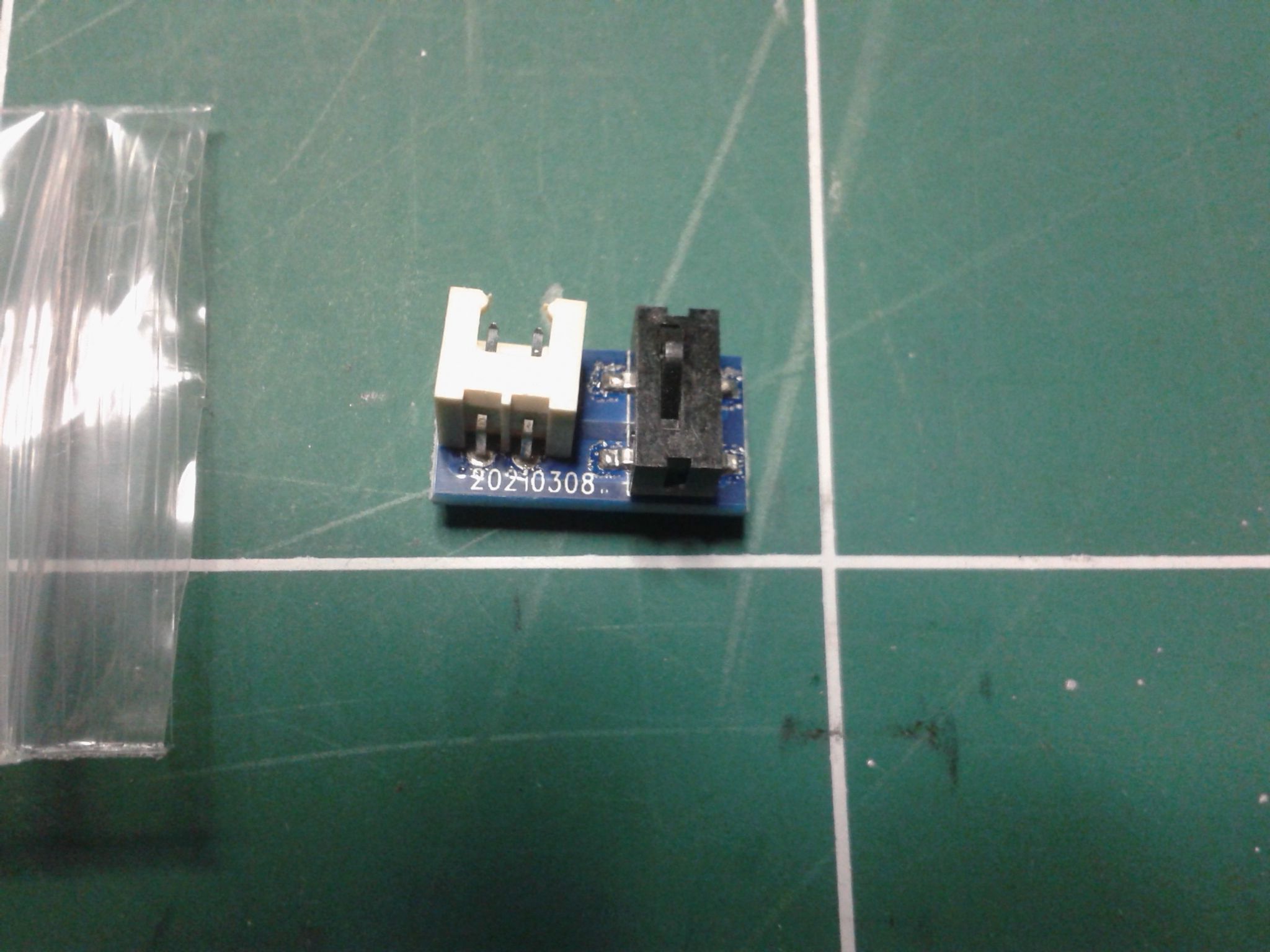
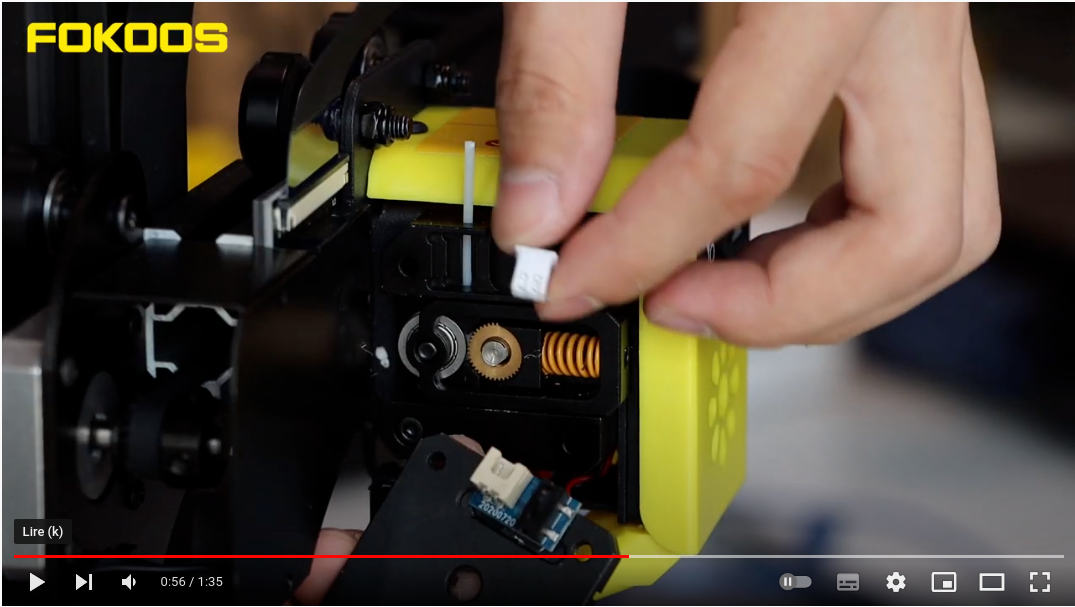
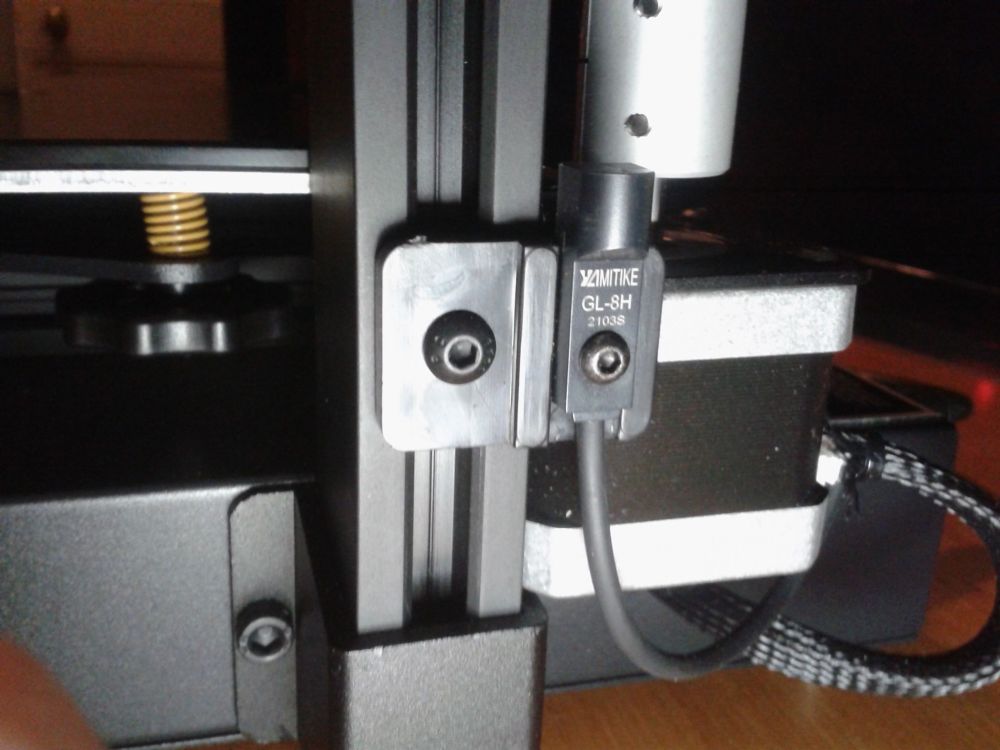
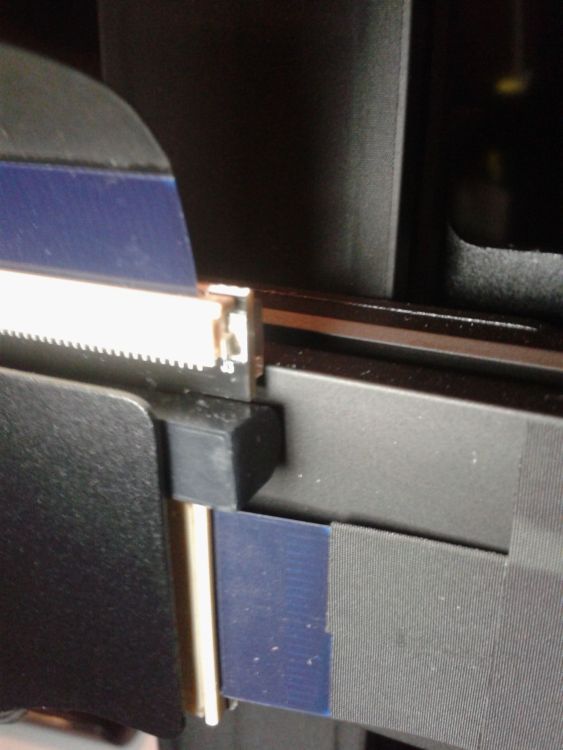
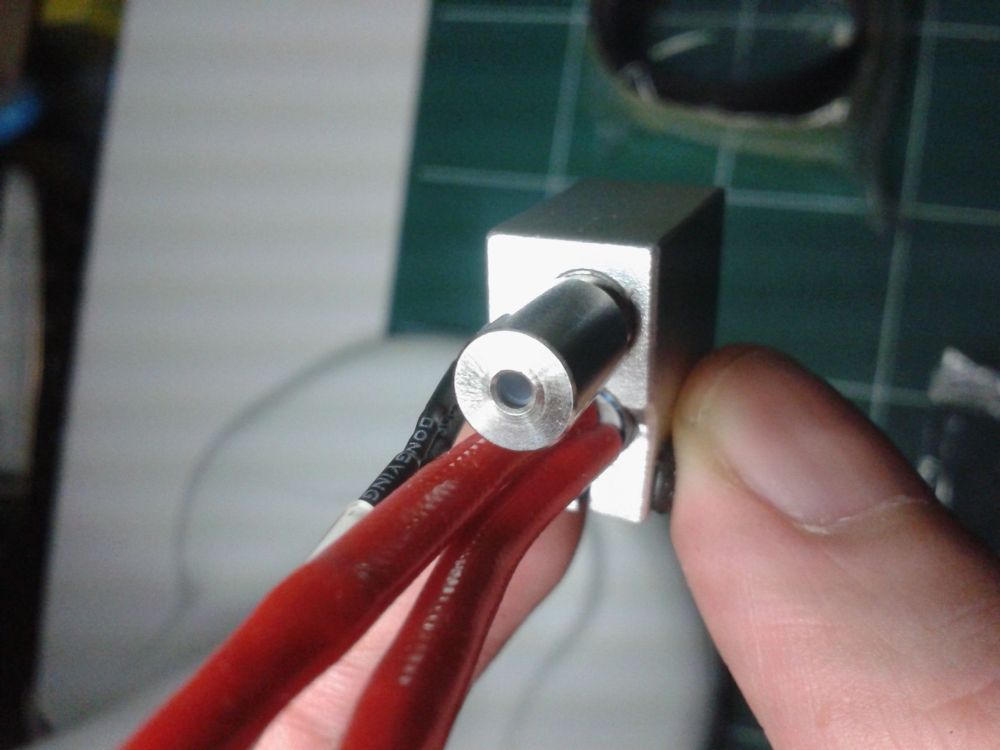
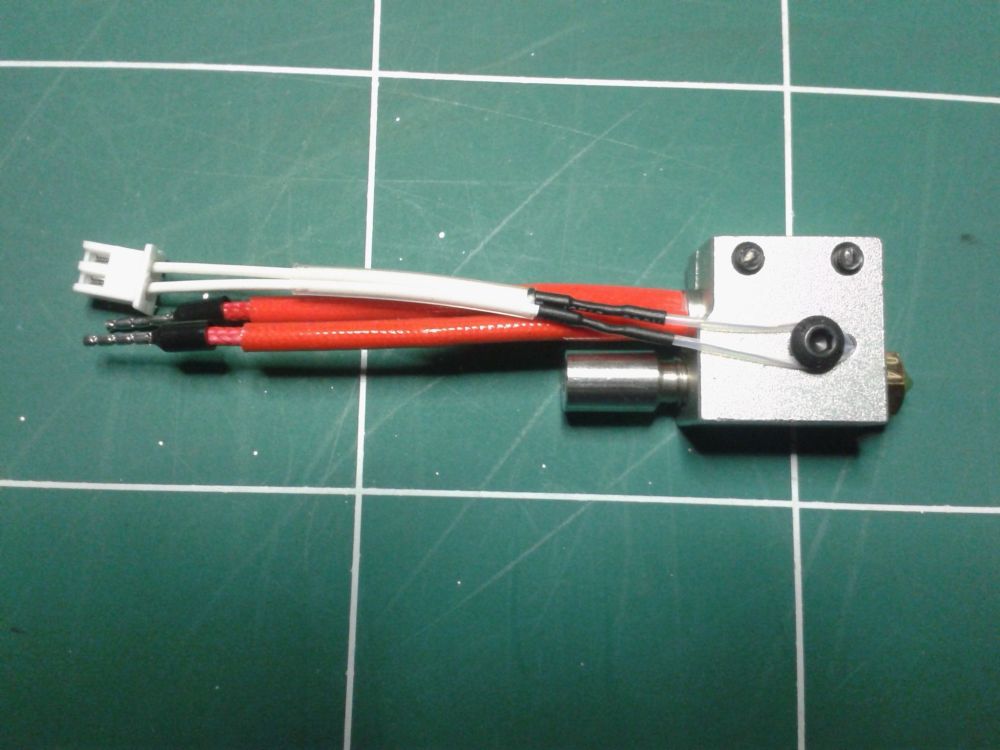
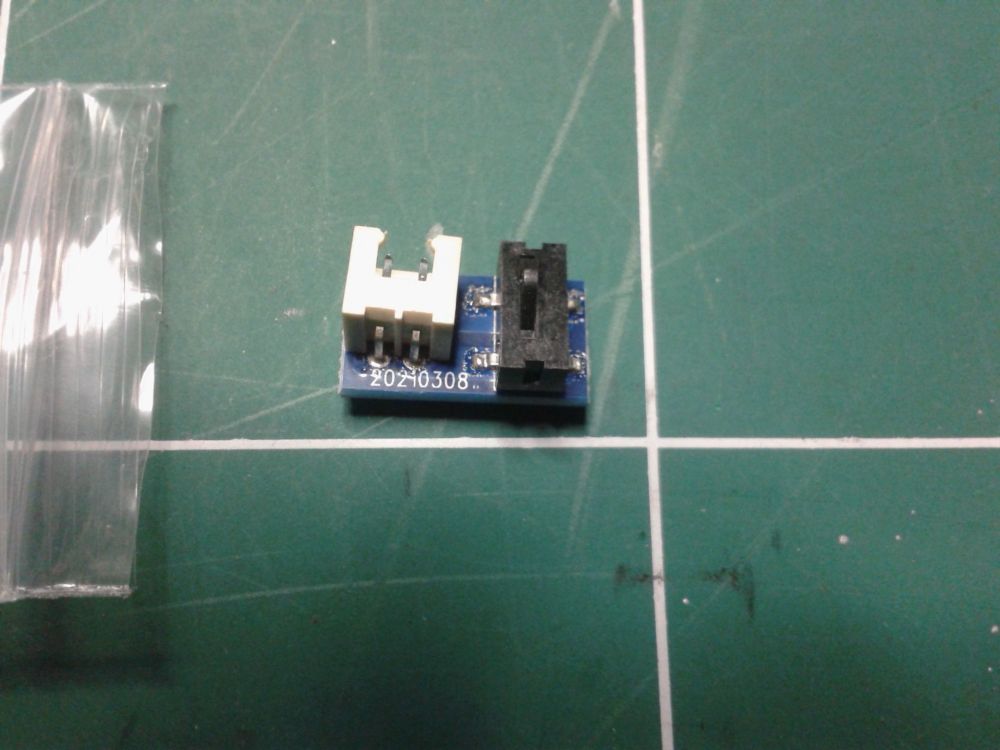
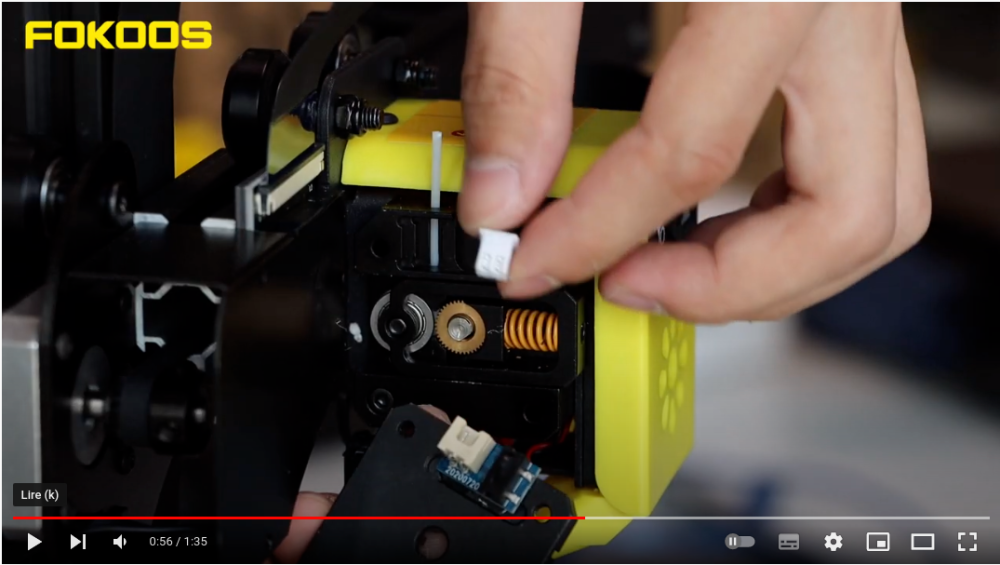
Détails des capteurs de fin de course Pour les fins de course (endstop) X et Z, on retrouve pour chacun, un capteurs inductif "Yamitike GL-8H 2103S" Un bout de ce "endstop" dépasse sur l'axe X Et le voilà bien visible pour l'axe Z ( fixé à droite du profilé extrudé de droite ... ) Quand on approche un objet en métal (un qui "attire" les aimants) , il y a une lumière témoin de déclenchement ( Il semble, que ce soient les mêmes que ceux de remplacement sur certaines versions de Artillery sidewinder X1 ou X2 ) Extrait de https://forum.hardware.fr/hfr/electroniquedomotiquediy/imprimantes3D/imprimantes-artillery-sidewinder-sujet_1902_2.htm Pour l'axe Y, un capteur de fin de course mécanique déclenché par l'appui de ce qui dépasse d'une vis placé sur le support du plateau... Détails du bloc de chauffe Je n'ai pas encore démonté la tête. Mais j'ai commandé et reçu le "FOKOOS Odin-5 F3 3D Printer Accessories" pour 28€99 ( il y avais 6% de promo ! attention ! ) https://de.fokoostech.com/collections/accessories/products/fokoos-odin-5-f3-3d-printer-accessories (sans frais de port, livré par Amazon, on retrouve cet article sur https://www.amazon.fr/Accessoires-imprimante-dimpression-détections-tournevis/dp/B09H2YJHLV mais sans la promo ...) Et donc j'ai deux ensembles pré-assemblés (buse type Volcano 0.4mm, corps de chauffe, thermistance, résistance chauffante, heatbreak). ( à utiliser pour exécuter Fideo15 - Guidance - Replacement of hot end ) Et là déception ( mais je l'avais déjà vu dans la petite vidéo Fideo2 - Guidance - Throat check ) Il y a un bout de tube PTFE bloqué dans le heatbreak (sortable si l'on retire la buse) ... donc les 260°C annoncés sont a éviter et il faut se limiter à 245°C pour éviter de dégrader trop vite le tube PTFE ... ) Aucune inscription sur la cartouche de chauffe ( (A vérifier) une 40W en 24V ??? ) Détails du capteur de filament Pour le petit capteur de filament que l'on trouve dans la vidéo Fideo19 - Guidance - Replacement of detection sensor c'est un genre de tout petit micro switch (mais qui ne "clic" pas) avec au lieu d'une lamelle un petit bout arrondie de plastique qui bascule / s'enfonce (surement monté sur un mini ressort)










 1 point
1 point -
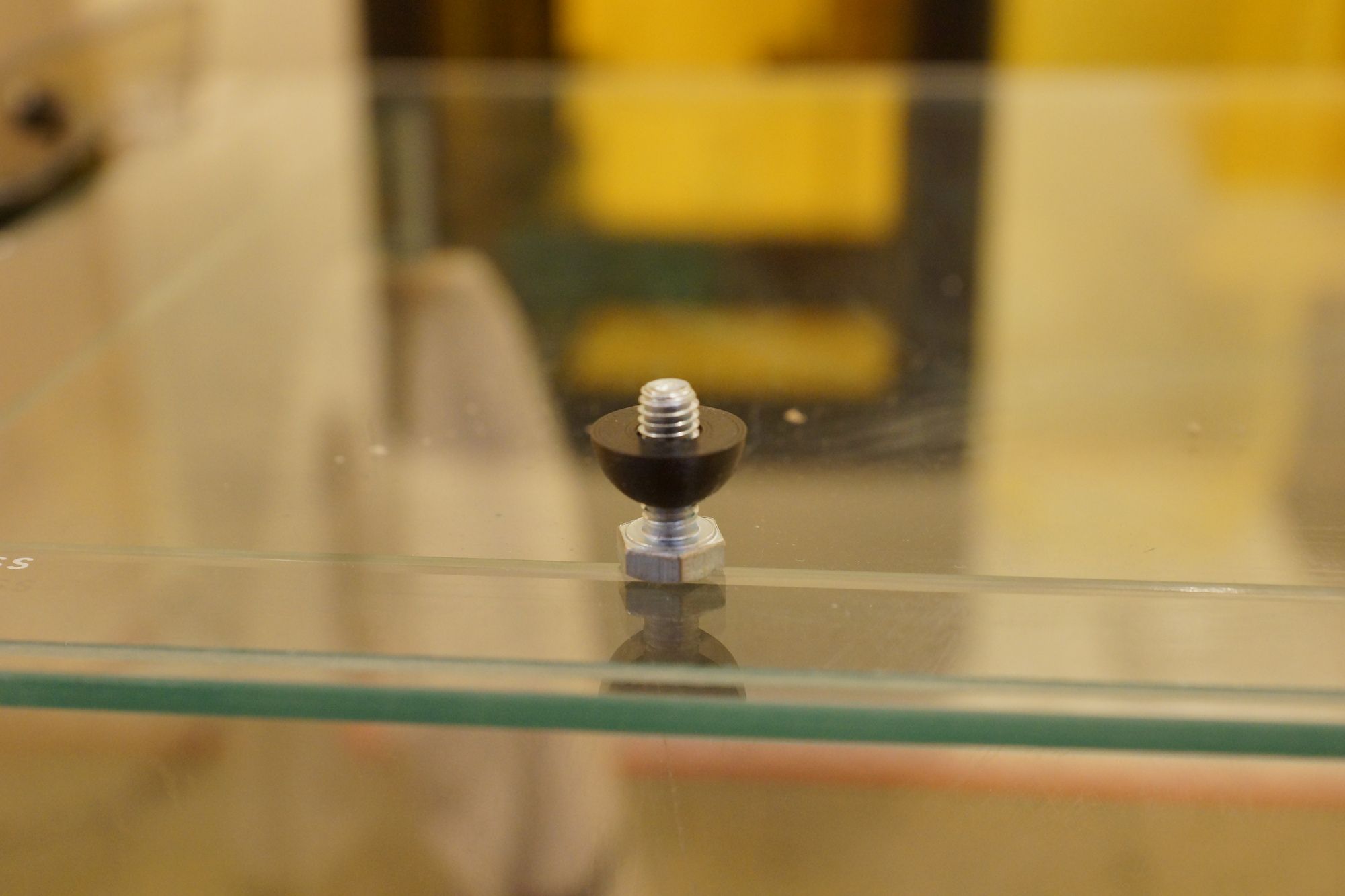
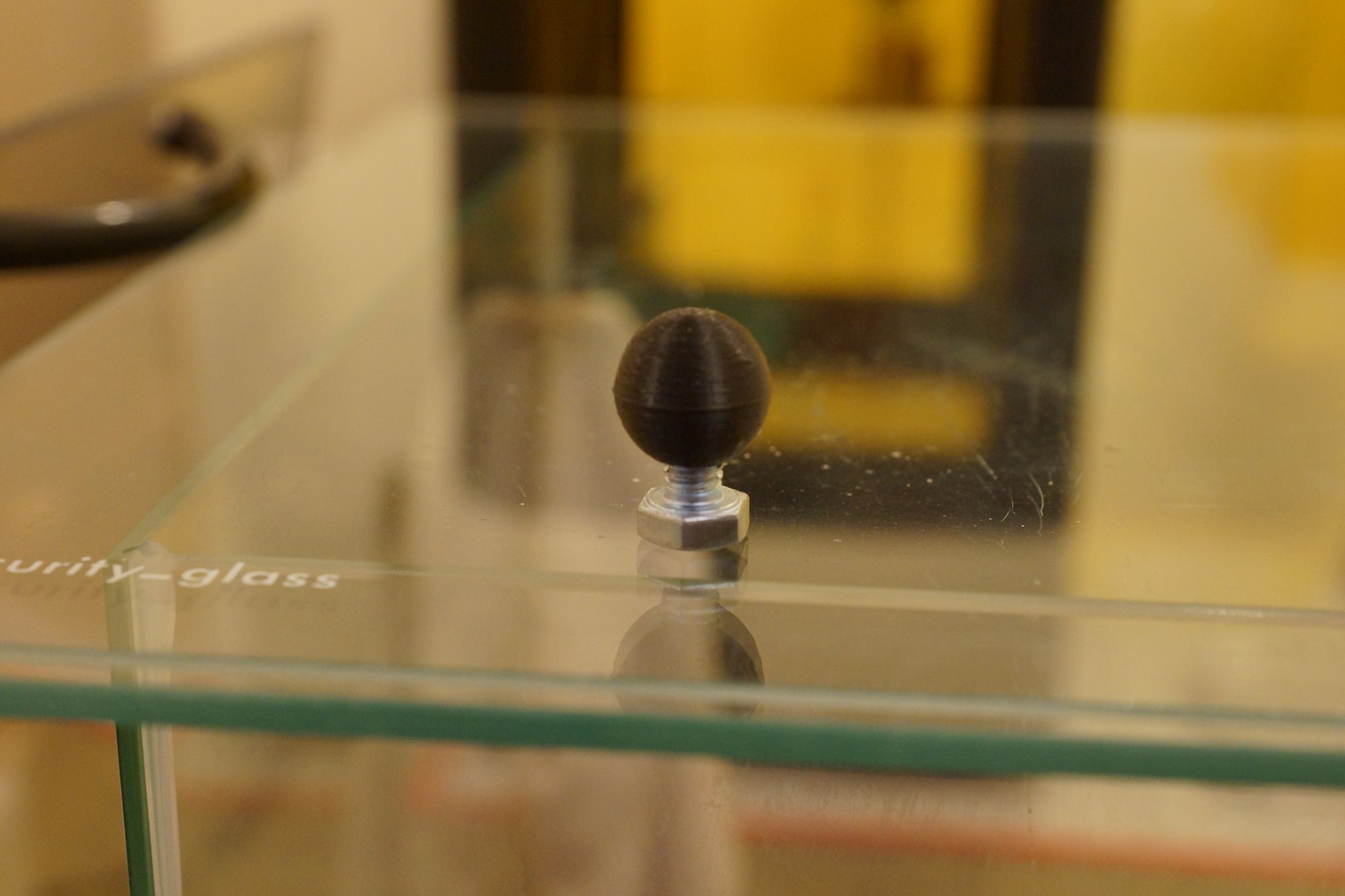
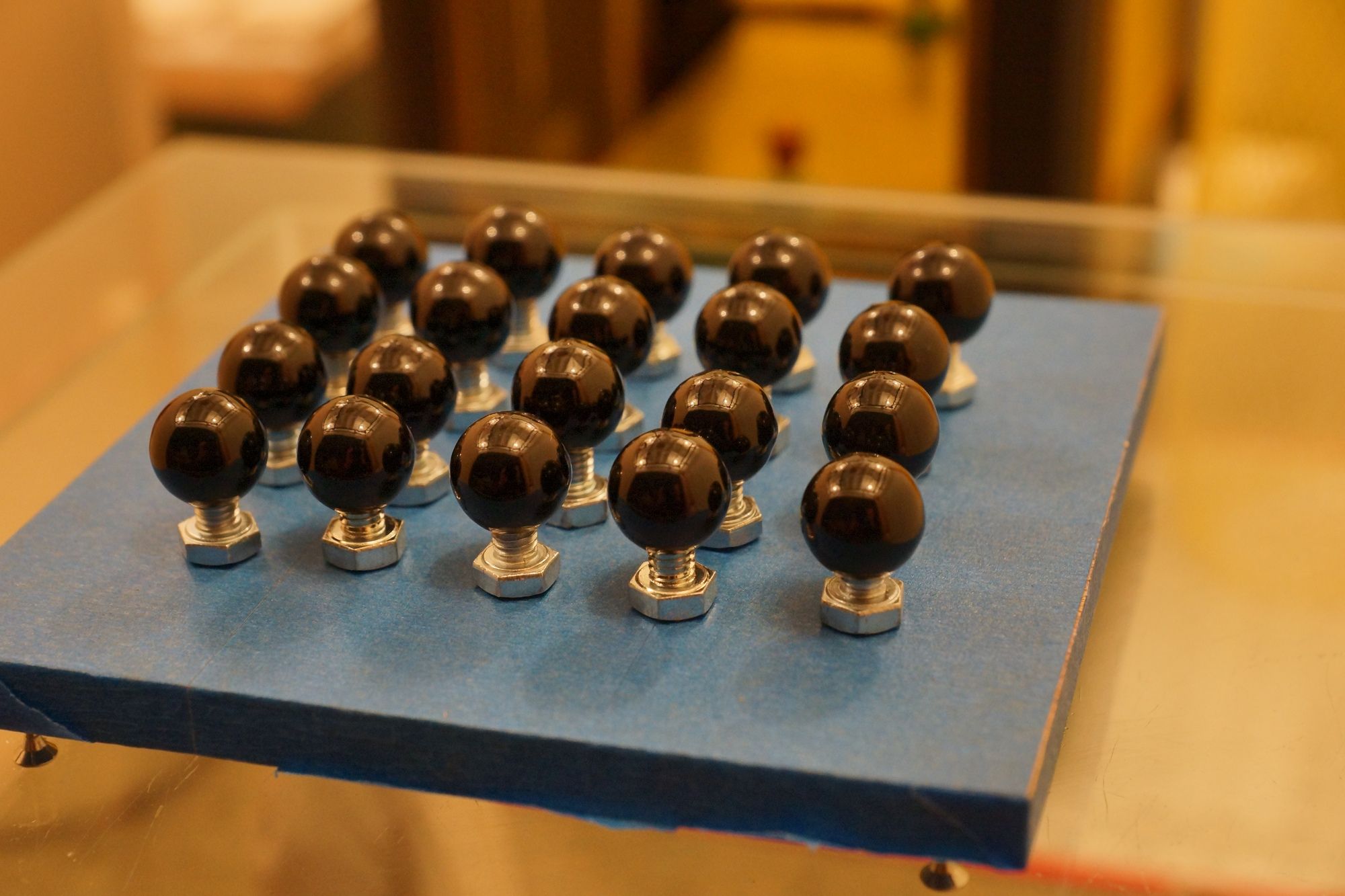
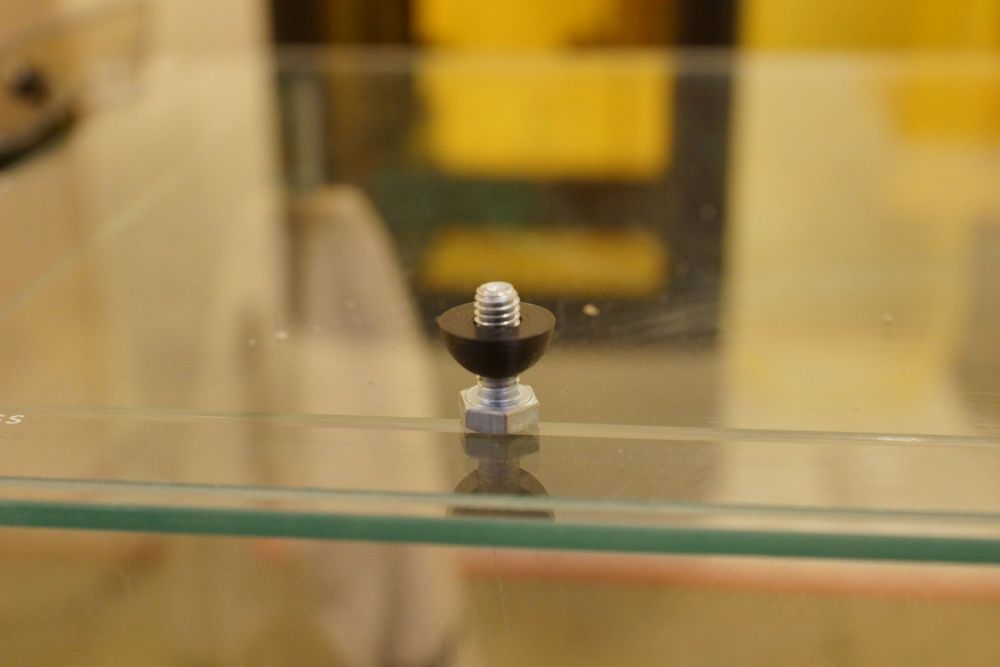
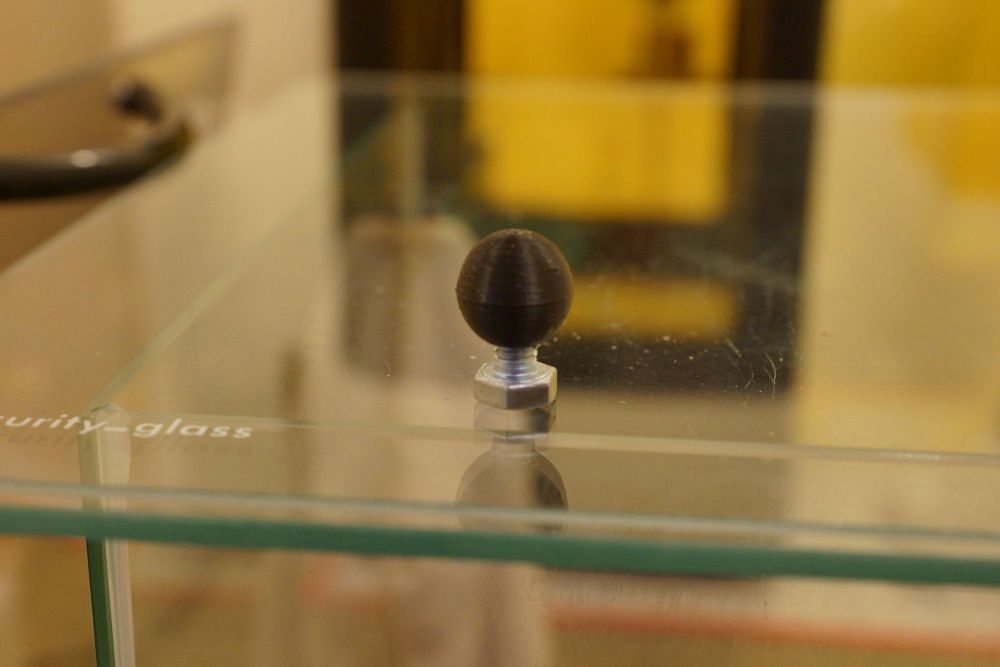
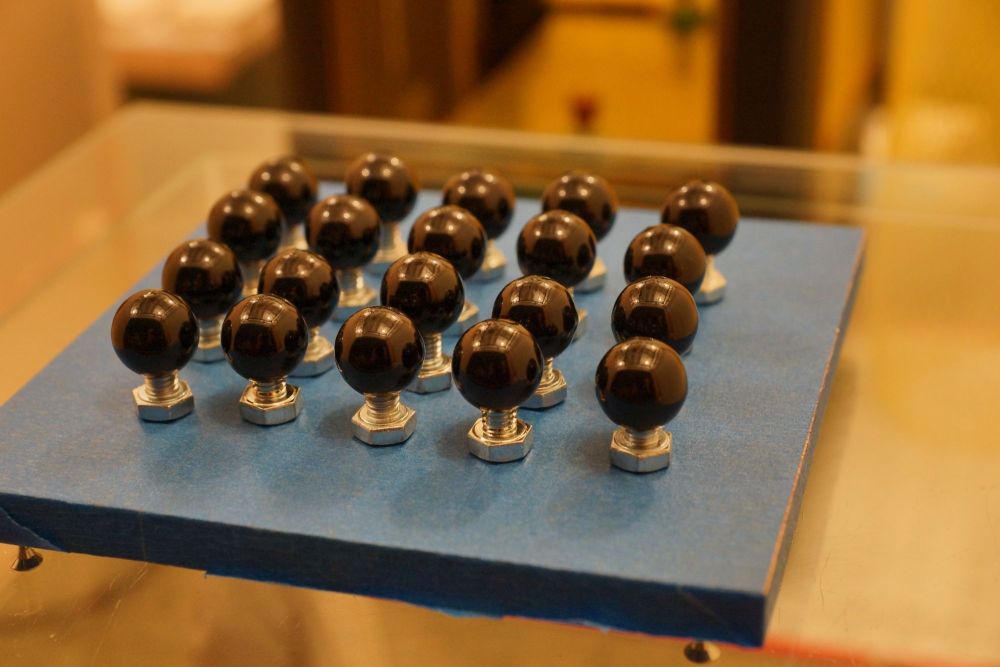
Bonjour, De petites pièces toutes bêtes, qui montrent l'avantage de l'ABS Il me fallait protéger des tiges filetés qui dépassent pour ne pas se cogner dessus. La pièce est un écrou borgne en forme de sphère. Elle sont en deux parties (deux demi-sphères), et imprimées en ABS, le taraudage M6 est modélisé donc imprimé en 3D : Remarquez la languette pour faciliter le retrait, qu'il faut éliminer avec un cutter après l'impression : Les deux parties sont collées à l'acétone : D'abord on place sur une vis la partie débouchante : Puis on met un peut d'acétone sur la tranche avec un petit pinceau ou un coton tige Immédiatement après on visse la partie borgne - pas besoin de trop serrer, juste faire le contact pour le collage : Puis, il faut traiter les pièces avec l'acétone smoothing : Voici le résultat : Les pièces sont solides, étanches, lisses et le collage est invisible. J'avais peur qu'elles restent collées aux vis mais ce n'est pas le cas. Après le smoothing, laisser sécher une demi-heure avant de manipuler les pièces (les dévisser et les revisser) A bientôt



 1 point
1 point -
C'est indéniable. Là j'ai fait un bon de plus de 10 ans en technos d'impressions 3D. Merci et oui je vais continuer le sujet. Revenir sur certain points de la mécanique comme les capteur de fin de cours X et Z qui sont de type inductif? ( et pas des switch ou des optiques), la tête, le bloc de type volcano et regarder l'extrudeur direct drive de plus prés ainsi que son petit détecteur de présence de filament. le fait qu'il n'y a pas d’écrous excentrique pour les galets de l'arche (pour les déplacement en Z) mais un système avec des ressorts pour plaquer les galets contre les profilé extrudé ... proposer un profil d'imprimante .def.json pour Ultimaker Cura plus complet ( pour avoir les vitesses limites a ne pas dépasser ) faire d'autre impressions avec d'autre filaments que le PLA fourni. voir taquiner les limites de vitesses d'impression et de déplacements. Puis tenter de passer a un marlin plus récent pour le mode d'affichage moins jolie mais qui permet normalement les interactions utilisateur pour avoir le M0, M600, ou encore activer M42, M43 voir le buzzer si c'est possible Mais là avec ce beau temps et ces chaleurs, je lézarde1 point
-
Toujours aussi didactique (à l'ancienne) et j'aime ca ! merci.1 point