Classement



Contenu populaire
Contenu avec la plus haute réputation dans 21/03/2023 Dans tous les contenus
-
4 points
-
Salut, Ma contribution des pièces réalisé depuis peu de temps que j'ai la Ender 3 S1 pro Un éléphant Chat : Autre chat : Lion : Iron man mural : La suite Boite pour buse de différents diamètres : 2 supports pour un Logitech X52 pro :









 3 points
3 points -
J'ai enfin réussi à filmer le zootrope sans stroboscope3 points
-
Bon et bien après des tonnes de tests j'ai abandonné Marlin 2.1.2 pour une version modifiée de Marlin 2.1.1, remodifiée par mes soins, et ca marche du tonnerre Cette imprimante est bluffante niveau qualité d'impression2 points
-
1 point
-
Bonjour aux makers. J'ai récemment entrepris de remplacer quelques pièces sur ma X2 : Une roue d'extrusion métal, un tube ptfe (j'ai fait pas mal d'impressions petg). J'étais aussi curieux de voir comment tout ça était fait, c'était encore un peu mystérieux. Le tube ptfe a souffert de la chaleur : Son diamètre s'est bien réduit sur 4 ou 5mm. L'intervention se passe bien, mais à l'issue des tests qui sont positifs, je commets l'erreur de débrancher la natte sur la tête d'extrusion sans arrêter la machine. Seul le ventilateur était encore alimenté. Au démarrage suivant, hotend et bed se sont immédiatement et spontanément mis à chauffer, même au delà des températures habituelles. Sur la carte-mère, les deux led blanches indiquant l'activation des commandes de chauffage étaient allumées... Carte hs. Commande, remplacement, test : Lors du home, l'axe X part du mauvais côté. Branchement inversé ? Non : Le contact de fin de course est mort, bloqué en position fermée. La machine tente juste de le libérer, déplace la tête jusqu'à la butée droite et force sans engendrer de défaut. Par contre un défaut 3DTouch s'affiche : Mort lui aussi ! Remplacement du endstop et installation d'un BLTouch V3.1 Et ouf, tout marche... Morale de l'histoire : Veillez à ce que rien ne se débranche pendant le fonctionnement de la machine. L'électronique est très fragile, pas protégée. Bonnes impressions.1 point
-
Ah mais il est la aussi @gagipro , j'ai meme pas encore essayé le firmware pour te dire !!!! je pense que je m'y trop cramé le cerveau pendant 3 semaines consécutive, j'étais pas loin du but et en partageant mon taff ça a permis de s'y remettre dessus ,content que ça fonctionne1 point
-
Salut, Est-ce que tu aurais, par hasard, un convertisseur UART/USB (comme celui-ci par exemple) ou un arduino (nano, uno, mega,...), ou un module bluetooth? si c'était le cas, tu pourrais tester les broches RX2 et TX2 de la carte-mère. Quel microcontrôleur as-tu sur tes écrans? un STM32 ou un GD32? Edit: oups, l'énorme boulette ! je viens de me rendre compte que je me suis trompé sur les valeurs de SERIAL_PORT et SERIAL_PORT_2 . Voici le firmware corrigé avec les fichiers de configuration: Configuration_adv.h Configuration.h firmwareV2_e5ProSKRE3mV3.bin1 point
-
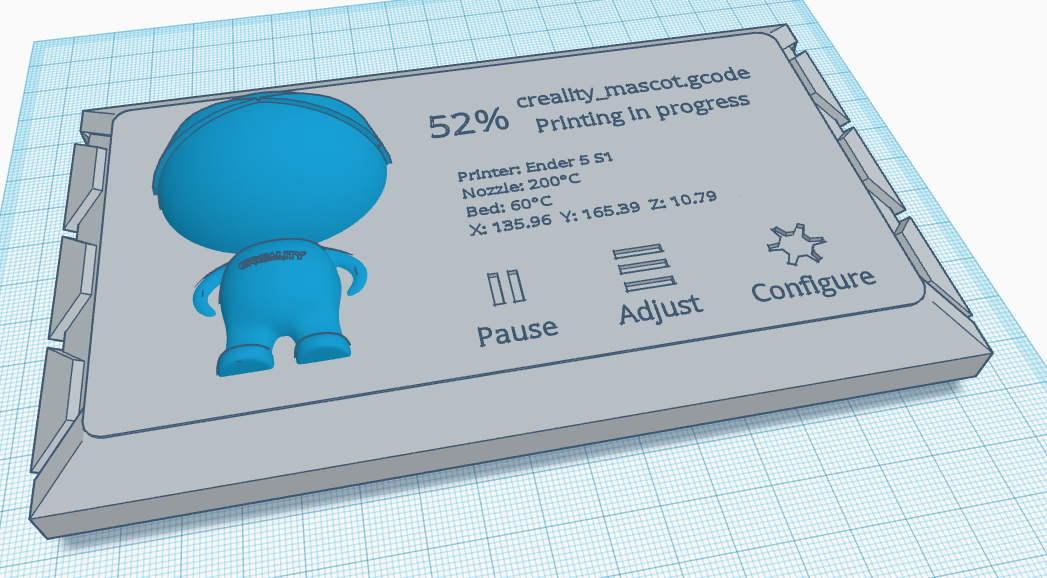
Nouvelle contribution: "Impression en cours" in Progress.stl
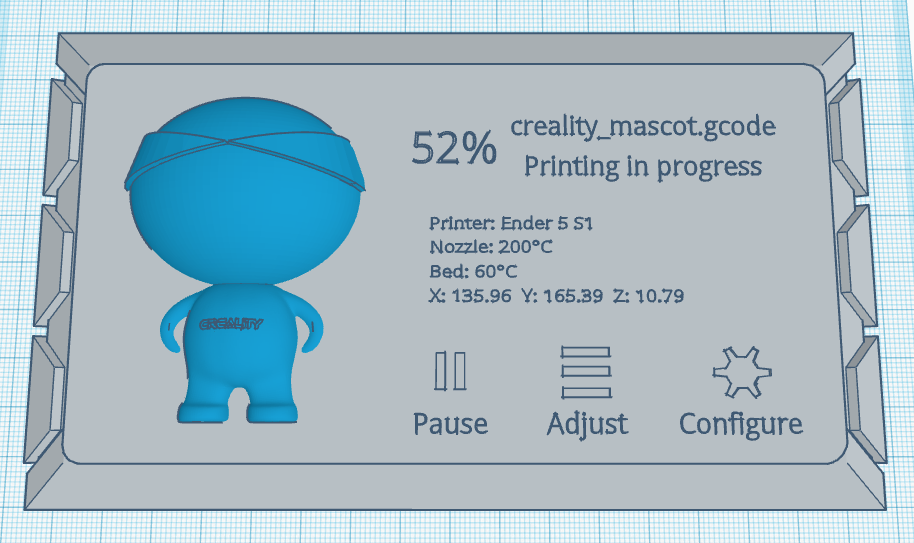
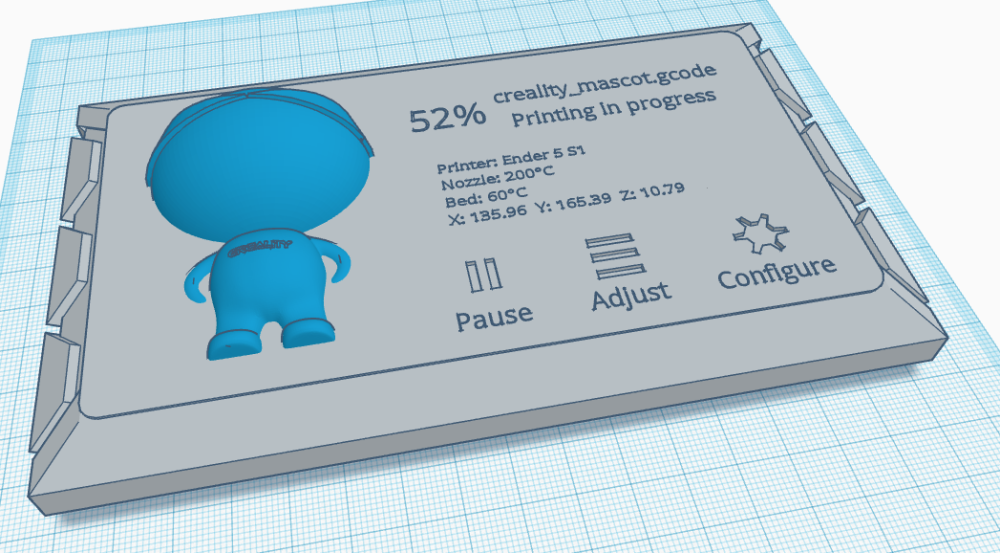 1 point
1 point -
Il vaudra mieux également refaire une calibration PID J'ai des macros pour me faciliter la tâche : Soit un appel direct sans paramètre, auquel cas c'est la température par défaut qui est utilisée sinon PID_EXTRUDER TARGET_TEMP=450 ( ).1 point
-
Finalement j'ai pris une 600w, montée et testée
 1 point
1 point -
Après la Pro et la Max, voici le #test de la gigantesque #imprimante3D Elegoo Neptune 3 Max ! https://www.lesimprimantes3d.fr/test-elegoo-neptune-3-max-20230321/1 point
-
OK, je rectifie (le heatbreak par contre est le même que la E3S1 : traversant avec PTFE interne (peut-être est-il en Capricorn ?)). Actuellement sur ma E3S1, le heatbreak est le bi-metal, cartouche de chauffe jusqu'à 300°C (la couleur des câbles est rouge): pas de problème particulier même avec du PLA (3D850 / 870), vitesse d'extrusion 120 mm/s, buse «normale» (j'ai des CHT qu'il faut que je teste pour pouvoir augmenter le débit volumétrique (actuellement 10/11 mm^3/s max.)). Bloc complet (buse, bloc, cartouche, thermistance) acheté sur la Zone ( < 30 € quand je l'avais acheté… L'inflation a du bon ).1 point
-
La procédure pour une Ender3 S1 est décrite sur la chaine SAV de Creality :1 point
-
Les Ender3S1 (et S1 plus) avec leur heatbreak traversant en ont un ( voir ce sujet )1 point
-
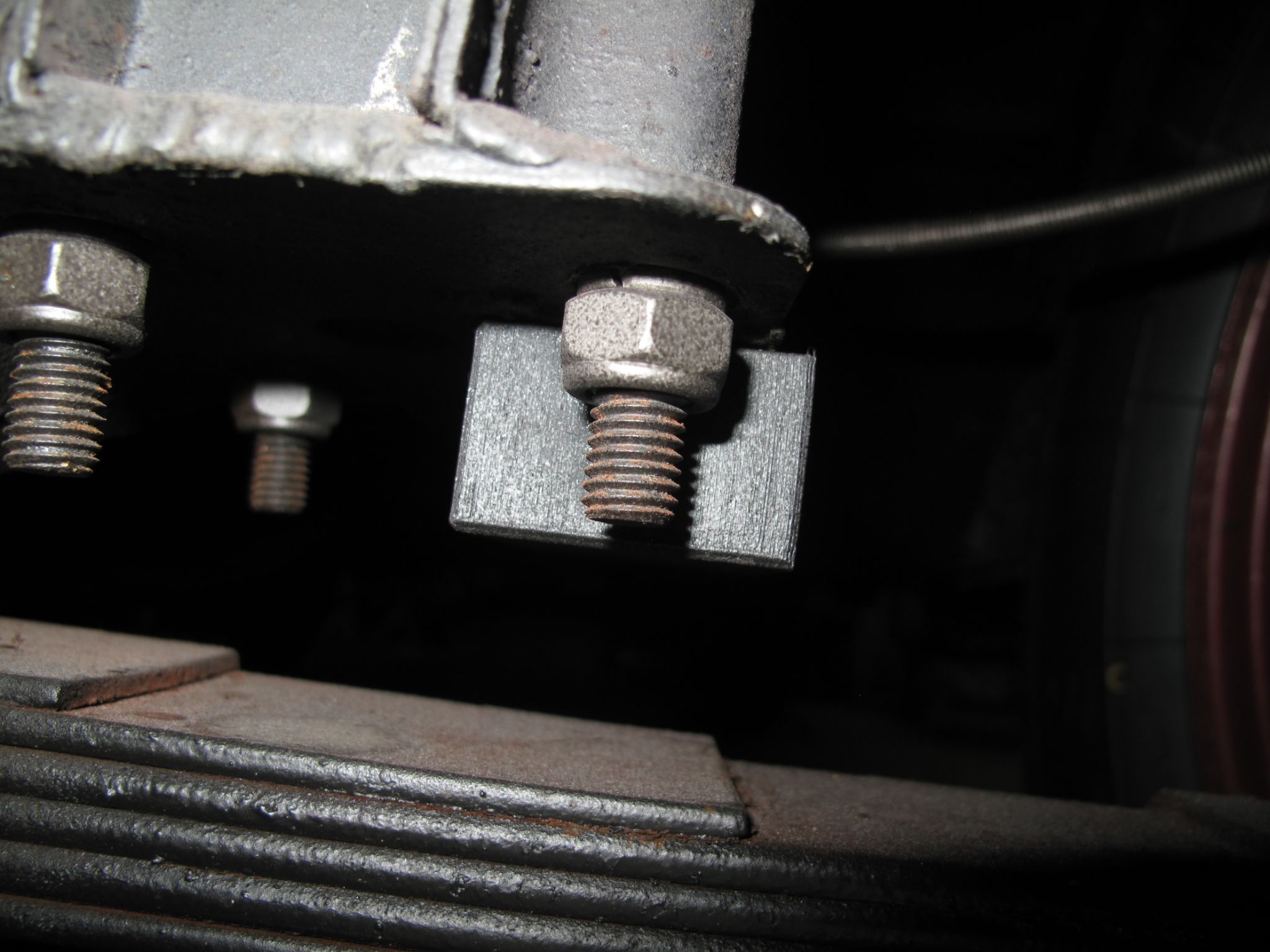
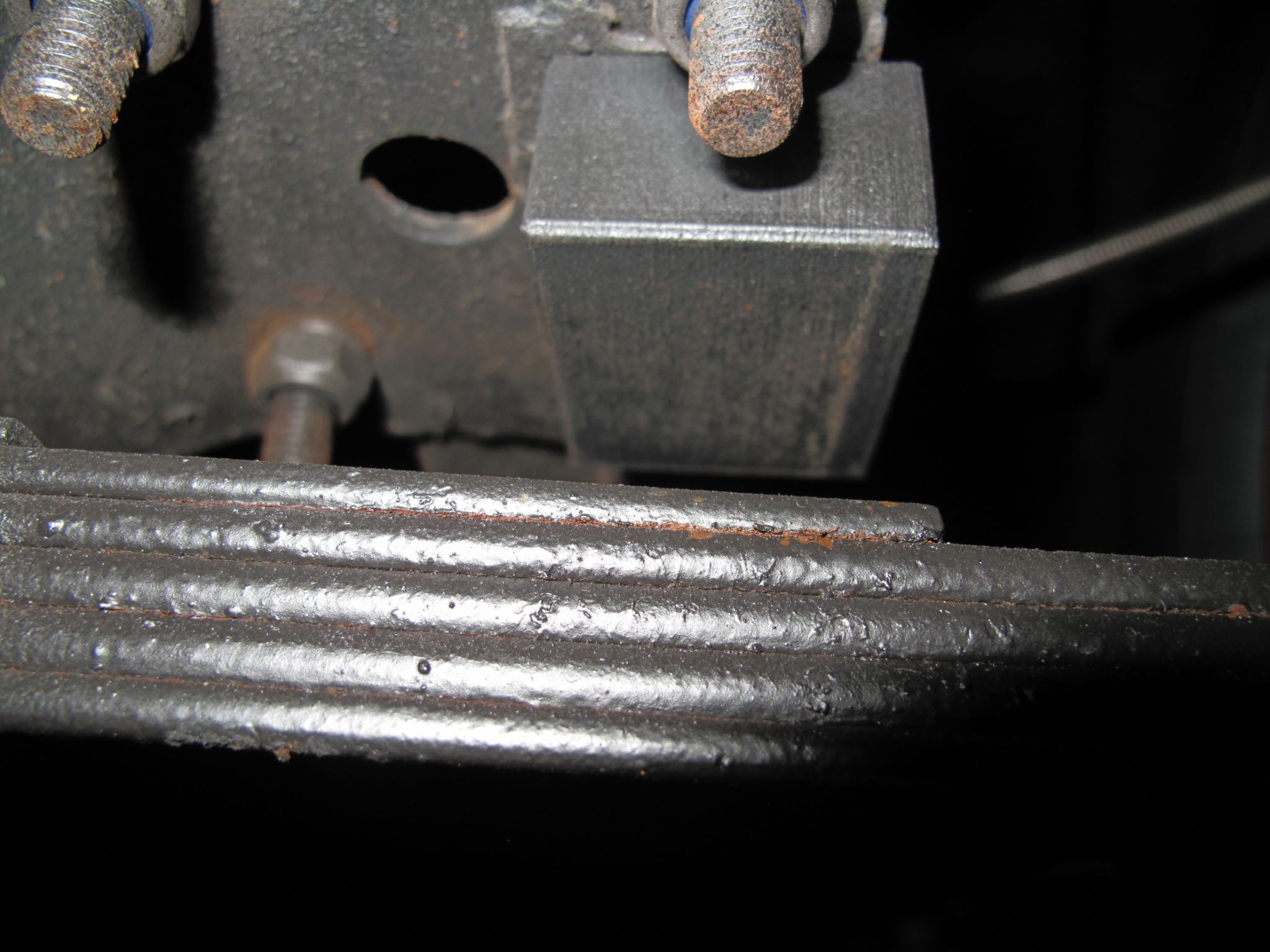
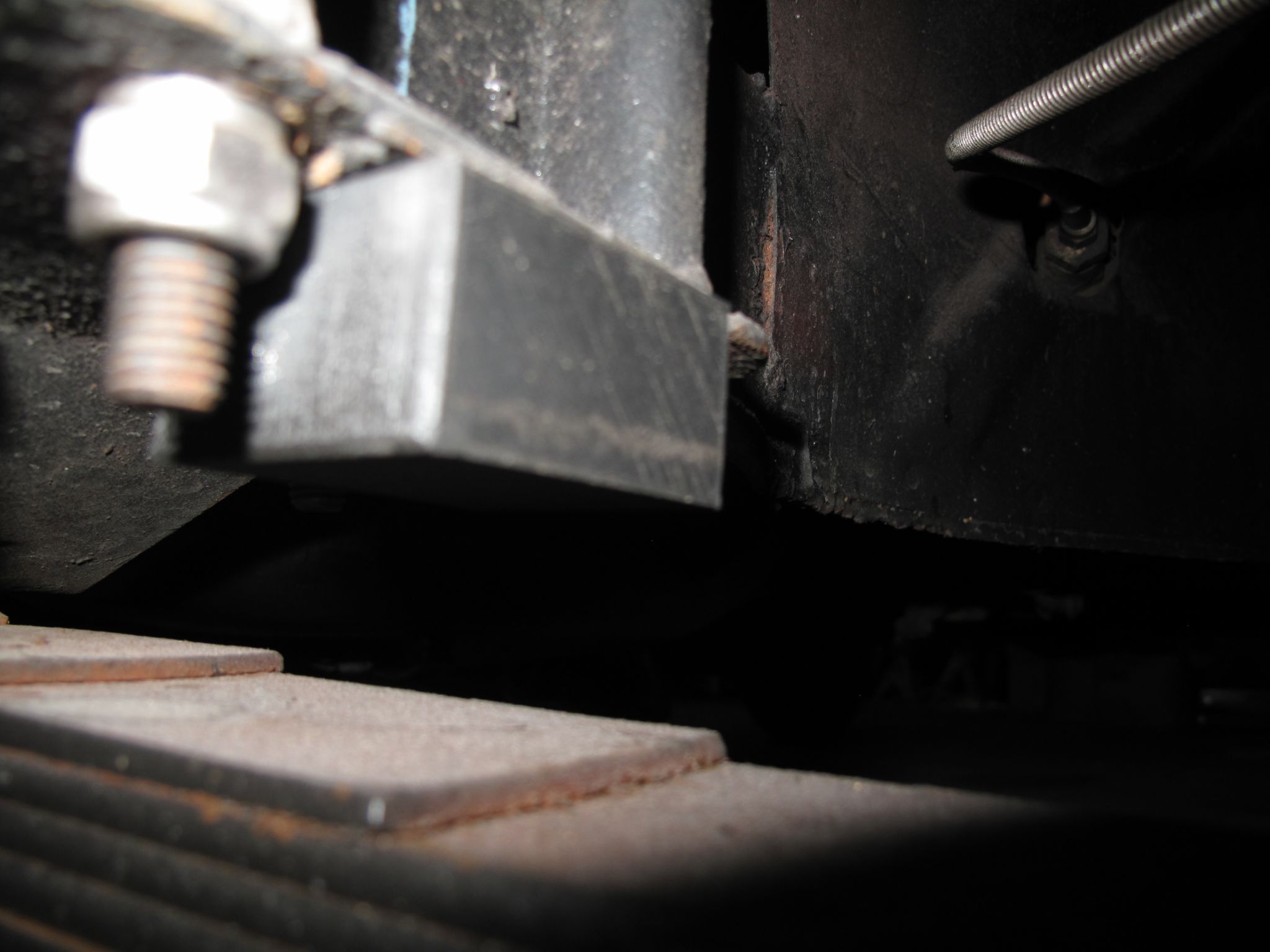
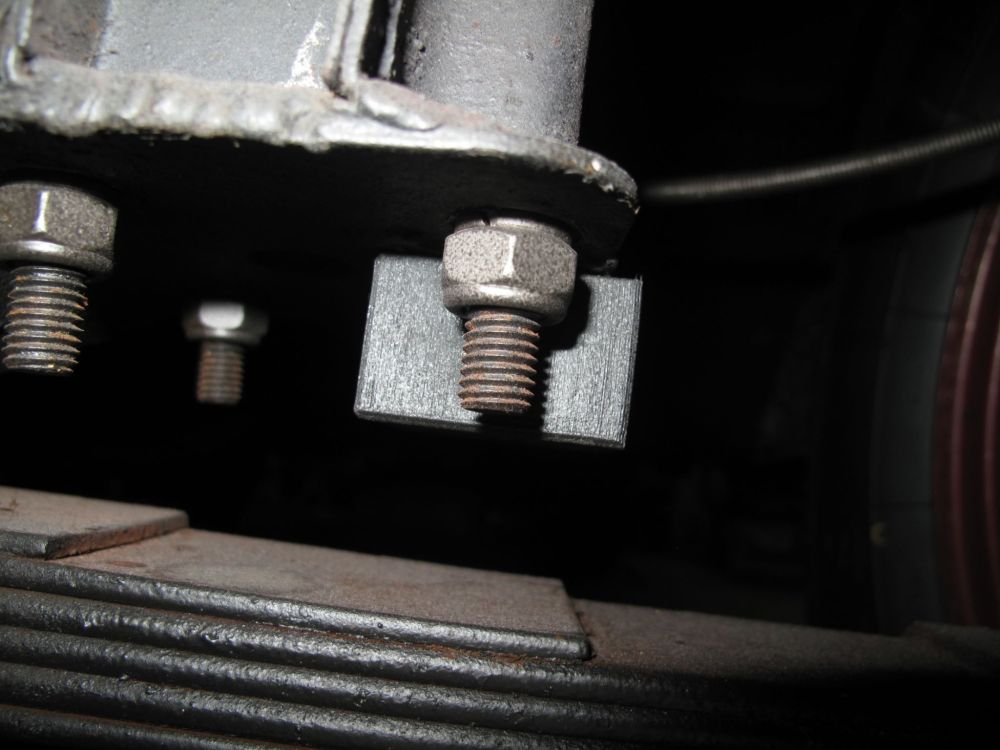
Il y a une troisième vis (pas facilement accessible) qui normalement quand elle est bien vissée, évite que le bloc de chauffe ne bouge verticalement : Les deux vis traversant le bloc de chauffe servent surtout lors du démontage /remontage d'une buse pour éviter qu'il ne tourne. (il vaut toutefeois mieux le maintenir avec une pince lors de cette opération). J'avais «analysé» cette tête dans ce sujet (heatbreak traversant avec un morceau de PTFE à l'intérieur donc température d'extrusion maximale de 245/250°C). Pour des températures d'extrusion plus hautes (< 300°C), il faut soit le heatbreak titane soit le bi-metal (cuivre-titane). @Poussin3Dau vu des photos de ton heatbreak, c'est celui que j'ai analysé pas le heatbreak titane / bi-metal. Normalement la E3S1 Pro possède une extrudeur «full-metal» (la coque de l'extrudeur est en métal (en plastique sur la E3S1 et E3S1+) et le heatbreak est un full-metal (le conduit entre la partie dans le radiateur et celle vissée dans le bloc de chauffe fait 2 mm, 5mm pour le heatbreak traversant (PTFE interne de 4mm)).1 point
-
1 point
-
Bonjour, Apres changement du ventilo ca fonctionne de nouveau bien a peu de chose près ! C'est perfectible mais le gros est fait. Reste la rétractation a régler au mieux et me remettre dans la configuration de Cura pour bien faire les choses, un grand merci en tout cas pour votre aide


 1 point
1 point -
Oui ce serait plutôt pour de la maquette, pas de la charpente. J'ai vu que l'on pouvait insérer une carte SD, donc je pense qu'on peut régler le graveur via le smartphone puis lancer la gravure via le fichier g-code de la carte SD, donc vaquer à d'autres occupations tout en ayant le graveur à l'œil.1 point
-
il ne me semble pas, mais je vais tenter de l'eloigner du plateau pour voir si il y a une amélioration !1 point
-
@Motard Geek Je viens de finir le test en ayant auparavant entré dans la console : "SET_PRESSURE_ADVANCE ADVANCE=0" Et voici le resultat :
 1 point
1 point -
Salut, Pas de réponse à ta question depuis plus de 10 jours .... Je pense qu'il y a un problème dans sa formulation. Beaucoup de photos mais peut être trop ! On s'y perd ! Le mieux serait par exemple de donner les paramètres utilisés dans Cura ou un lien, on a pas nécessairement envie d'aller à la pêche aux informations ... A te lire....1 point
-
@TOMCT38,le ch34 est le driver PC usb pour connecter ton imprimante . Donc sur l’ordi1 point
-
CHEP à publié un profil avec une buse de 0.6 qui fonctionne très bien, tu peux le télécharger (voir sa chaine Youtube) J'ai deux plaques, j'en enlève une et place l'autre pour une autre impression pendant que la première refroidi1 point
-
Merci a tous je suis très fière des 10 likes que j'ai obtenus https://www.crealitycloud.com/post-detail/63f84a15cb3db5acf132c640 Et voici le post gagnant avec plus de 300 likes https://www.crealitycloud.com/post-detail/63fd5bedc69b31c66ff3b240 ( plusieurs jours de vérification car quelque utilisateurs ont trouvé cela louche ... voir les commentaires sur le post gagnant ) pour Creality Cloud pas de tricherie détecté https://www.crealitycloud.com/post-detail/63f82fe40ed3e6815cfe8799 (Il doit donc avoir des bon réseaux et une grande famille.) Bravo a lui. Bonne continuation a tous.1 point
-
Bonjour De rien, c'est le but du forum de partager. Pour les profils, tout le mérite en revient à leur concepteur "CHEP de Filament Friday" , je n'ai fait que les adapter à mon Ender3-S1. Le profil "très rapide" est une extrapolation du sien, issus de nombreux essais et galères.. . Faisant pas de pièces grosses "usuelles" ou je veux que cela soit relativement rapide et ait l'air propre, je travaille sur un 0.32 rapide et un 0.48 avec une buse de 0.6 (là pas besoin de vitesse, ça monte terriblement à chaque fois, ce n'est plus de l'impression mais de la maçonnerie ). Il faut simplement que je règle mon problème de stabilité de machine, les pieds avec balle de "squatch" ne me paraissent pas terrible avec le temps, plus le poids de la bobine au dessus du cadre.. bref, selon moi, tout pour que les vibrations (et pas les bonnes ) viennent perturber l'impression au delà de 60mm/sec. "Au prochain réglage j'essayerai d'utiliser une carte de visite voir si ça peut le faire" Je serais toi, je resterai dans ce que j'ai l'habitude faire, ce que tu va finir par maîtriser avec le temps, avant d'essayer un truc nouveau et puis normalement les "réglages" devraient diminuer fortement, voire très fortement ; ces machines sont assez stables, peut être un contrôle de temps en temps, juste histoire de.... Un truc à surveiller, il y a quelques jours, je fais un "print" et j'obtiens un défaut , étrange. En fait je ne sais comment, un minuscule bout de PLA extrudé, s'était collé au revers de la feuille PEI, il est venu "surélever" cette dernière, ruinant mon impression qui cette fois-ci était précise (0.12) pour les besoins. Allez, bonnes impressions, régale toi avec ta machine.1 point
-
Suite dans l'épisode 5 de la première saison. En général dans toutes les séries Française, il y a une histoire d'amour en plus de l'intrigue. Donc il faut que tu ajoutes du sentimental entre toi et une imprimante (exemple: tu veux la quitter car elle ne veut plus imprimer tes moindres désirs).1 point
-
quelques tuto sur cura et un peu de perceverence1 point
-
Bonsoir après pas mal d'essai finalement j'y suis presque encore Merci
 1 point
1 point -
Ca avance grace a votre aide!! J'ai pu faire la procédure du tuto sur mon pc portable. J'ai downloadé dans la carte le .bin qui se trouve sur le tuto touchMi de Hotends. J'allais crié victoire mais quand j'ai rallumé l'imprimante sur secteur il n'y a plus de connexion entre l'ecran et l'imprimante. alors que la vitesse est bien 115200..... C'est rageant! Si proche du but. Avez vous une idee pour finaliser mon installation du touchmi? encore merci!! EDIT : solutionné en remettant le firmware TFT d'origine puis en reinstallant celui de gagipro! Je vais tester le touchMi maintenant. Je vous tiens au courant!1 point
-
Le bottom exposure time est pour la première couche ou les quelques premières le nombre de couche surexposée est le paramètre d'après en général quand au exposure time, il concerne le reste des couches. Pour les supports, oui. Si pas assez nombreux ou trop fin par rapport à la pièce, ton impression peux échouer.1 point
-
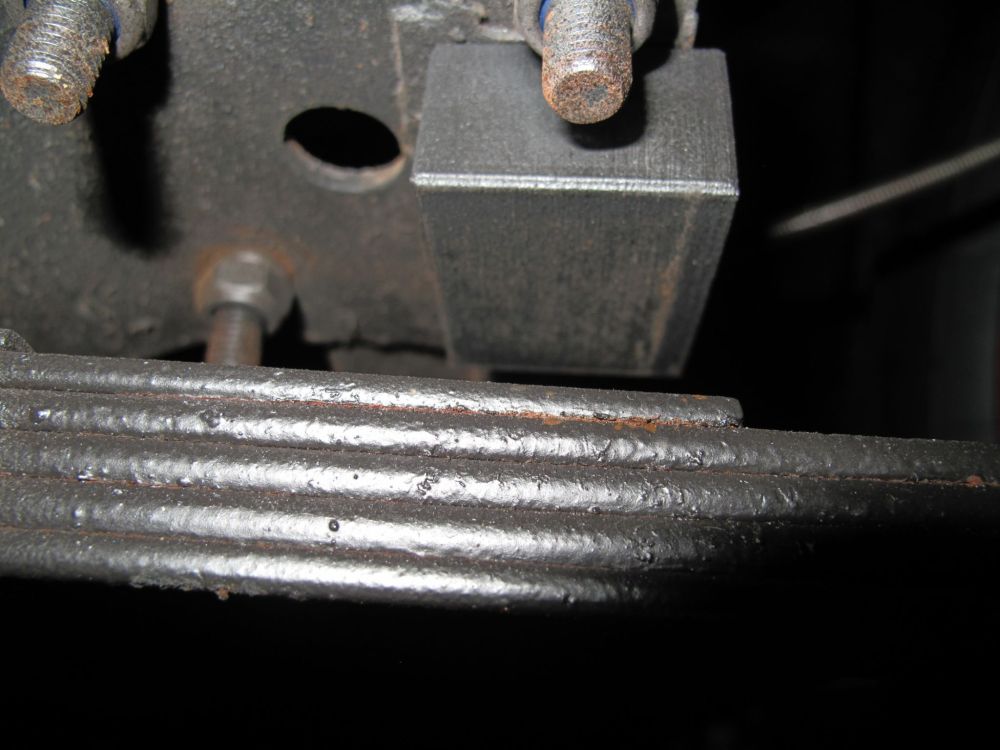
Les tampons sur les lames imprimés en tpu n'ont pas bougé
 1 point
1 point -
Ils doivent être copains avec les gars de chez Snapmaker, qui ne te donnent pas d'infos et tu reçois des articles sans que tu sois prévenu.1 point
-
Le plus dommage est que STM est une firm franco/italienne et que les fabriquant on de plus en plus décider de tourner sur du GD fabricant de puce chinoise dont les prix sont plus doux mais par contre moins bien documenté. Dommage de laisser fuité et partir nos techno vers la chine.1 point
-
après ça ne sert pas qu'à extraire des bouts de heatbreak ça marche aussi pour toute sortes de vis cassées / coincées / tordues / foirées / ... Si les deux petites vis de maintient sont bien enlevées et que ça ne sort toujours pas : tu démontes l'extrudeur, tu chauffes un peu la partie de l'extrudeur coincée et tu tapes dessus (avec une cale en bois, un vieux tournevis, une tige métallique ...) par l'intérieur de l'extrudeur démonté.1 point
-
Une autre méthode peut être plus simple ... Un VAT clean, nettoyage a l'IPA, et on utilise du scotch ...1 point
-
Plus c'est rapide, moins c'est précis. Les Bambu s'en sortent relativement pas trop mal c'est pas parfait. Voir ce topic par ex. : https://forum.bambulab.com/t/compeastion-x-y-z/1234 sur un test 10cm x 10cm Voir cette configuration dans Bambu Studio pour une compensation fine si jamais il y a des soucis en impressions (dépend du filament, de la vitesse, etc.) :1 point
-
Je confirme : aucun problème avec les filaments supports. Je garde souvent un emplacement avec un filament support. J'ai testé sans problème le PVA Helios (Formfutura), une vielle bobine de PVA (Icefilament), du SupportSmartfil (HIPS de Smart Materials). Ce dernier se décolle souvent sans utiliser de Limonène ou de térébenthine et compatible avec pratiquement tous les filaments. Je n'ai pas encore testé le BVOH de Verbatim qui donnait des résultats moyens sur mes autres imprimantes, et cher (dissolution dans l'eau). Le problème avec la BambuLab, c'est l'utilisation d'une seule et même buse pour le matériau et le support. Les températures de chaque filament doivent être similaires pour éviter des attentes de refroidissement ou réchauffage de buse ! Cette particularité est à considérer à chaque impression avec support. Je ne sais pas d'ailleurs si c'est pris en compte dans le slicer. Sous Ideamaker, c'est paramétrable. Avec l'expérience maintenant de la X1c et du BambuLab Studio, j'arrive à me passer de filament support en jouant sur les supports "arbre" ou "classique" pour les filaments autre que PETG qui colle trop aux supports. j'ai d'excellents résultats avec les ABS Smart Materials et ICE, les supports se détachent facilement et très nets; plus de problème avec le TitanX de Formfutura malgré des ajustements de profil !1 point
-
Bonjour à tous, ma petite contribution sans prétention; manque juste la petite ficelle du ballon Mon épouse est fan de cette figurine
 1 point
1 point -
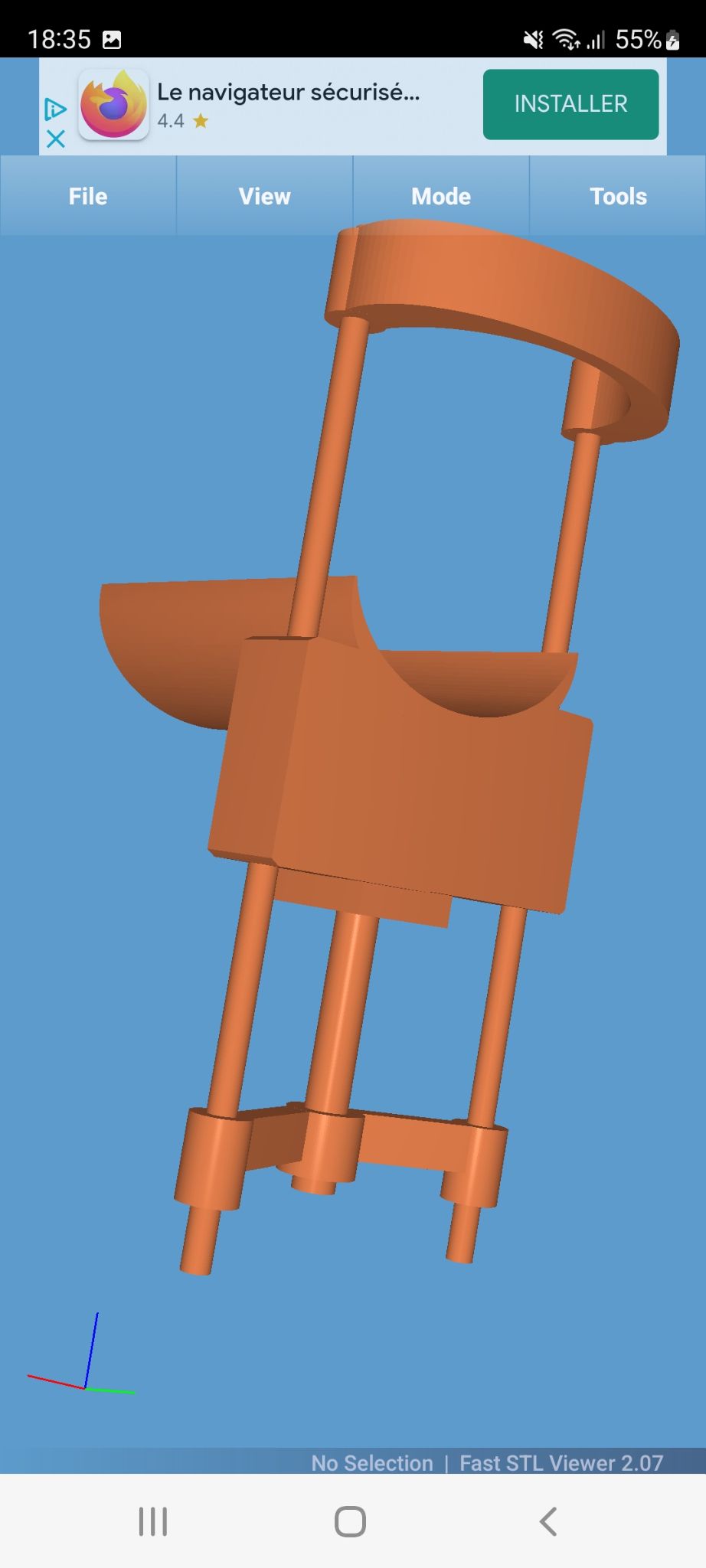
Rien d exceptionnel mais suite à une grosse entorse , me suis modélisé et imprimé une bequille "main libres"

 1 point
1 point -
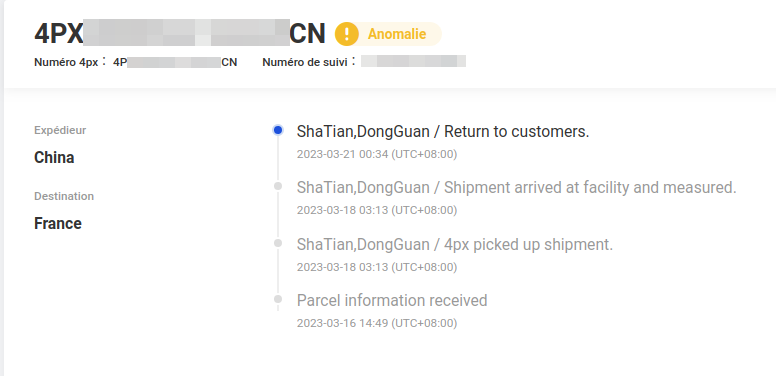
Du rebondissement et du suspense L'un des numéro de suivi (le laser) dit "anomalie" L'autre n'a pas encore évolué ... Je n'en sais pas plus ... la suite au prochaine épisode
 0 points
0 points