Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/05/2023 Dans tous les contenus
-
Le benchy pré découpé qui est présent dans la machine quand tu la déballes te permet d'atteindre les 16 minutes. Si tu veux le faire toi-même, tu dois définir du PLA Bambu dans ton slicer (qui propose les vitesses les plus élevées) et lorsque le fichier est envoyé à l'imprimante, tu peux encore augmenter la vitesse sur l'imprimante en la passant en mode "Ludicrous". Aucune idée du temps que ça prendra et si on se rapproche ou pas des 16 minutes, mais j'imagine que c'est les valeurs maximales que tu pourras atteindre sans trop bidouiller les profils du slicer.2 points
-
La X1C étant une imprimante fermée, si on imprime du PLA avec un plateau qui chauffe à 60°C en continu pendant potentiellement des heures, la température interne dans le caisson va rapidement augmenter et attendre voire dépasser les limites recommandées. C'est pour éviter ça que de base il y a une Cool plate recommandée pour le PLA, où il suffit de chauffer le plateau à 35°C en y appliquant une couche de colle. Et cette Cool plate est en réalité un sticker collé sur la plaque (et tu peux acheter des stickers de remplacement même si ça dure longtemps). Alors si je ne me trompe pas (j'en ai pas sous les yeux), la plaque d'ingénierie est l'autre face de la Cool plate (ce n'est pas du PEI), elle te permet d'imprimer des matériaux plus "techniques" (d'où le nom ingénierie j'imagine), tel que TPU, PA, PC, etc. Et ensuite tu as la "High temperature plate", qui est un sticker qui lui est en PEI lisse. Et avec cette plaque, dans le cas du PLA par exemple, tu dois chauffer à 60°C, donc ton enceinte va se réchauffer rapidement. Ils conseillent donc d'avoir une aération (en plus du ventilateur du caisson) pour laisser échapper l'air chaud et imprimer le PLA dans de bonnes conditions. Normalement avec les plaques en PEI tu n'auras pas besoin de colle (attention cependant ça peut varier en fonction du matériau). Cette colle sert normalement à améliorer l'adhésion (notamment sur la Cool plate), mais sert également lorsque tu décolles ton objet, elle sert alors d'interface entre la plaque et ton objet. Dernière chose, normalement une plaque en PEI satiné (similaire à celles de Prusa j'imagine) devrait sortir bientôt.2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Vous trouverez ici la traduction française de Bambu Studio. Au programme : - Traduction de l'interface Bambu - Correction de toutes les traductions françaises qui étaient de simples traductions Google (Chinois -> Anglais -> Français) - Traduction des textes manquants - Correction de certains textes qui n'étaient jamais traduits https://drive.google.com/drive/folders/1dxPYa3dHhKou3HC3dDengFeG0LiHm-q2?usp=sharing N'hésitez pas à me faire un retour si vous rencontrez certaines erreurs, fautes ou problème d'affichage de certains textes. Installation Windows : - Fermez Bambu Studio si il est actuellement ouvert. - Dézippez l'archive du pack de traduction. - Rendez-vous dans le dossier d'installation de Bambu Studio, par défaut : 'C:\Program Files\Bambu Studio'. - Rendez-vous dans le dossier '\resources\web\data' et remplacez le fichier 'text.js'. - Rendez-vous ensuite dans le dossier '\resources\i18n\fr' et remplacez le fichier 'BambuStudio.mo'. - Démarrez Bambu Studio et définissez la langue sur 'Français' dans les paramètres. Installation MacOS : - Fermez Bambu Studio si il est actuellement ouvert. - Dézippez l'archive du pack de traduction. - Rendez-vous dans votre dossier 'Applications'. - Faites un clic droit sur l'application 'BambuStudio.app' puis 'Afficher le contenu du paquet'. - Rendez-vous dans le dossier '\Contents\Resources\web\data' et remplacez le fichier 'text.js'. - Rendez-vous ensuite dans le dossier '\Contents\Resources\i18n\fr' et remplacez le fichier 'BambuStudio.mo'. - Démarrez Bambu Studio et définissez la langue sur 'Français' dans les paramètres.1 point
-
Bonjour à tous, Je me suis acheté il y a quelques semaines une Photon mono M3, et... j'ai fait une bêtise . Une erreur d'inattention... j'ai oublié de mettre les vis sur le bac de résine. Je vérifie habituellement toujours que les premières couches se passent bien, mais la les enfants faisaient des conneries, j'ai voulu vite lancer je suis parti... Bref, le plateau c'est déversé et toute la résine à coulé au fond... (oui, j'ai pleuré) J'ai tout vidé, démonté, nettoyé, et elle est reparti pour 2 impressions. La 3eme c'est arrêté au milieu avec le moteur qui ne voulait pas remonter sans que je l'aide m'annuellement en tournant la vis sans fin. J'ai refait nettoyage de la la vis sans fin au wd40, ca fonctionne mais il y a un grincement quand ca arrive a la moitié environ, et dès que je relance une impression si je ne l'aide pas il ne parvient pas à décoller la résine du FEP au bout de quelques couches. Je pensais à la base au moteur affaiblit par éventuellement de la résine qui a coulé dedans, mais ce qui me fait tiquer c'est le grincement a mi hauteur. J'envisage donc de racheter un moteur pas à pas et l'axe Z, mais avant ca je voulais être sur que quelqu'un n'est pas une idée lumineuse pour régler ce problème.. Merci à vous.
 1 point
1 point -
Salut, Ils attendent un fichier de perçage. Ce tuto ou lui ou celui-ci par exemple montrent comment le générer. c'est expliqué à la mi-page de ce tuto1 point
-
@Motard Geek Salut, il me semble qu'il y a un problème d'affichage des images au format jpg. Deux fichiers joints dans le présent post, un au format png, l'autre au format jpeg. On ne voit que le nom du fichier quand il est au format jpeg et quand on clique dessus ça ne s'affiche pas ...


 1 point
1 point -
Merci, normalement le bug est corrigé1 point
-
Bonjour Pour ceux qui rencontrent le même problème, les nouvelles cartes ESP32 prévues pour les CNC3018 ne sont pas prévues pour fonctionner sur linuxcnc vieille version. Je suis repassé sous win10 et aucun soucis. Je désespérais de trouver une solution. Bonne fin de journée1 point
-
Hello, personnellement sur ma phrozen justement je n'ai pas distingué la moindre amélioration avec une résine siraya tech par rapport à mes résines habituelles. La fast navy grey est extrêmement belle, mais d'après moi, c'est plus la couleur en elle même qu'une réelle amélioration de texture. Pour ma part, j'ai trouvé une amélioration avec une résine abs-like de chez sunlu, ça tourne autour de 20/25€ selon les périodes et la quantité que tu va en commander. Concernant l'avis de Polyworkshop sur les résines à l'eau, je ne suis pas vraiment d'accord sur le principe de "qualité", bien que je partage son avis sur le marketing. J'ai utilisé de nombreuses résines à l'eau, mais de la même façon que des résines normales (nettoyée à l'alcool) et elles sont assez jolies, (en tout celles de la marques sunlu, pas chère du tout), on notera surtout un effet mouillé qui perdurera plusieurs semaines/mois, on aimera/aimera pas. Je suis également en train de tester la résine 8K de phrozen et la résine DLP blanche de chez anycubic, pour le moment, j'ai vraiment du mal à trouver qu'il y a des résines bien meilleures que les autres, bien que j'admet qu'il y a des résines mauvaises, mais pour moi il y a deux types de résine : La bonne La mauvaise (je me retiens de faire un sketch des inconnus). Bref, en tout cas je fais actuellement des bench entre mes 4 imprimantes avec de la sunlu abs-like et je ne distingue pas de différence sur les figurines faites avec la aqua grey 8K ou la DLP anycubic (bien qu'elles soient très bien, la DLP anycubic est liquide comme du petit lait, mais à part ça...)1 point
-
Bonjour, Je débute en impression 3D avec la SV06 Plus, merci pour ce fil de disucssion très utile et instructif ! IdeaMaker n'étais pas mon 1er choix et je confirme que la précision est bien meilleur qu'avec Cura après utilisation de leur assistant Iterator. Voila c'est tout Un grand + à tout vos partages.1 point
-
regarde a activer la roue libre par exemple, il y a pas mal de de chose a ajuster. La jointure tu ne la fera jamais disparaitre mais tu peux la reduire de façon a que ce soit peu perceptible.1 point
-
Elle a clairement de gros airs de Bambu Lab Elle a l'air quand même vraiment pas mal, mais sans AMS, avec un caisson pas forcément étanche, pas de nettoyeur de buse, va vraiment falloir que l'OS soit bon !1 point
-
Une première vidéo : Le menu de l'écran me fait penser à une certaine imprimante ^^1 point
-
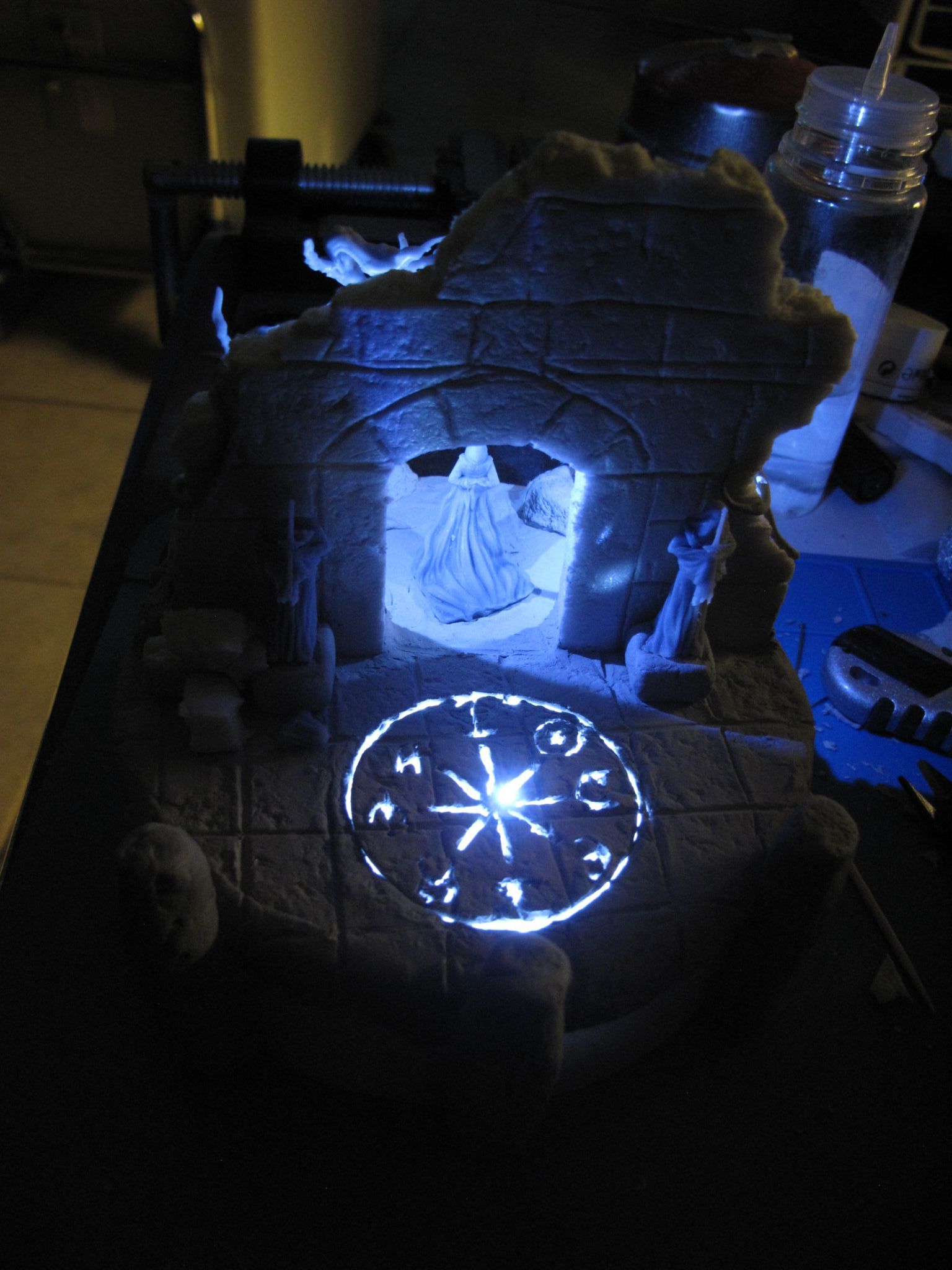
Alors voici un...puits. C'est peu de choses mais c'est ma toute première belle création! Tenez: Et le lien:https://www.tinkercad.com/things/8dwAXshdt6I-puits Si vous avez besoins d'eau...1 point
-
Merci MrMagounet pour ton temps et tes conseils précieux1 point
-
Salutation ! En fait il faut noter que "8K" donne une information sur le nombre de pixels de l’écran mais pas sur la finesse des pixels. Comme tu à une Phrozen mighty 8K tu cherche donc une résine pour une résolution de pixels de 28 µm. ( il y a une typo "Prhozen" vs "Phrozen" dans la liste des imprimantes de ton profil ... ) Personnellement je n'ai pas encore suffisamment de recul donc je parle sans savoir. J'ai principalement utilisé des résines Anycubic "Basic" et Anycubic "ABS-Like resin+" qui me donne je trouve de bons résultats. Mais il semble que Thomas de PolyWorkshop https://www.youtube.com/c/PolyWorkshop/videos ( qui est aussi le "boss" de mango3d.io donc de Lychee Slicer https://www.youtube.com/@LycheeSlicer/videos ) a une préférence pour la "SIRAYA TECH FAST ABS-LIKE RESIN" - "Navy Grey" ( https://siraya.tech/collections/europe/products/fast-abs-like-grey?variant=40080399761517 ) voir la vidéo et il dé-conseil fortement les résines "lavable a l'eau" là voir Mais dernièrement les fabricants comme Elegoo, Sunlu ou Anycubic ont sortie de nouvelle résines et donc les nouvelle "formules" change peut être la donne.1 point
-
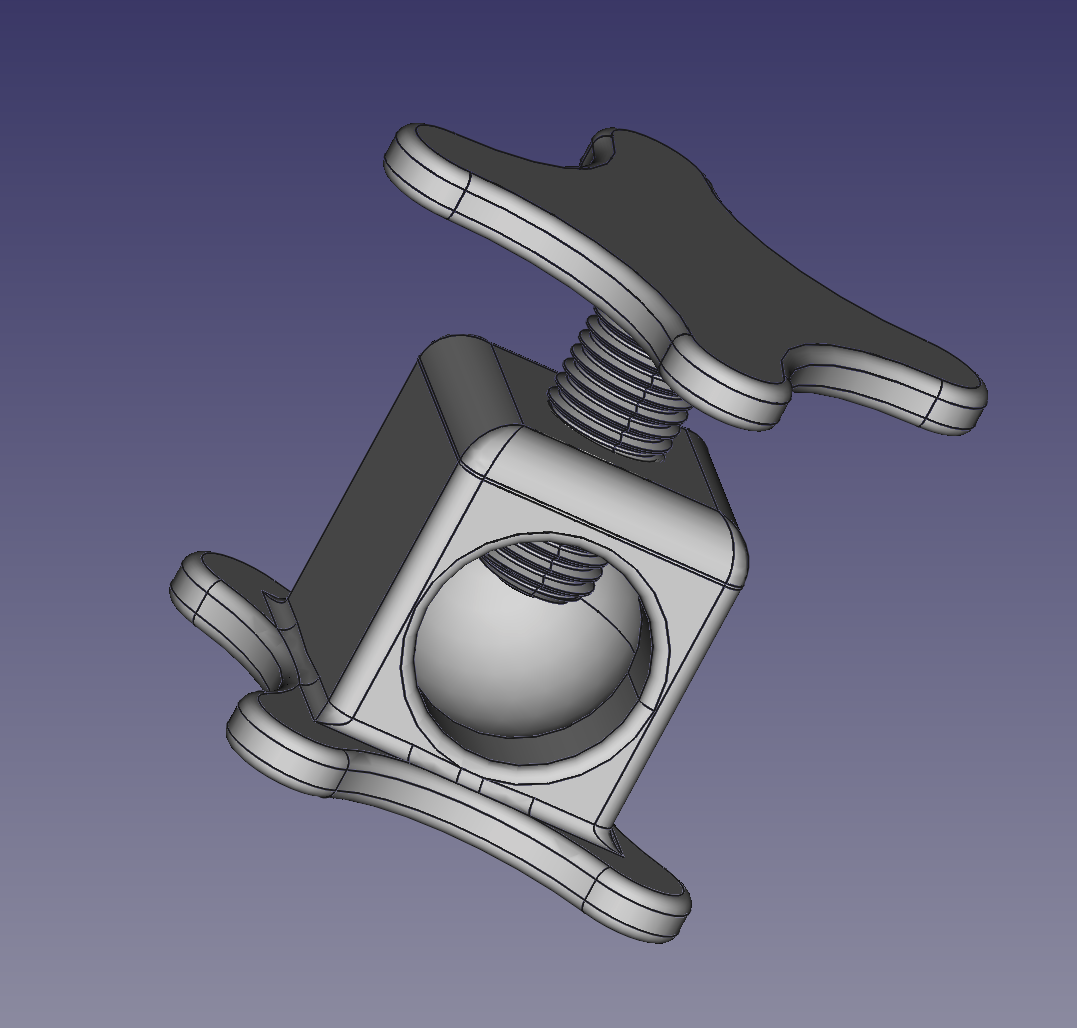
@PPAC Bien sûr que tu as juste, félicitations : Bon alors reste plus à "quinenveut" de proposer un nouveau schmilblick... @Lorenzo78 semblait avoir plein de choses à proposer
 1 point
1 point -
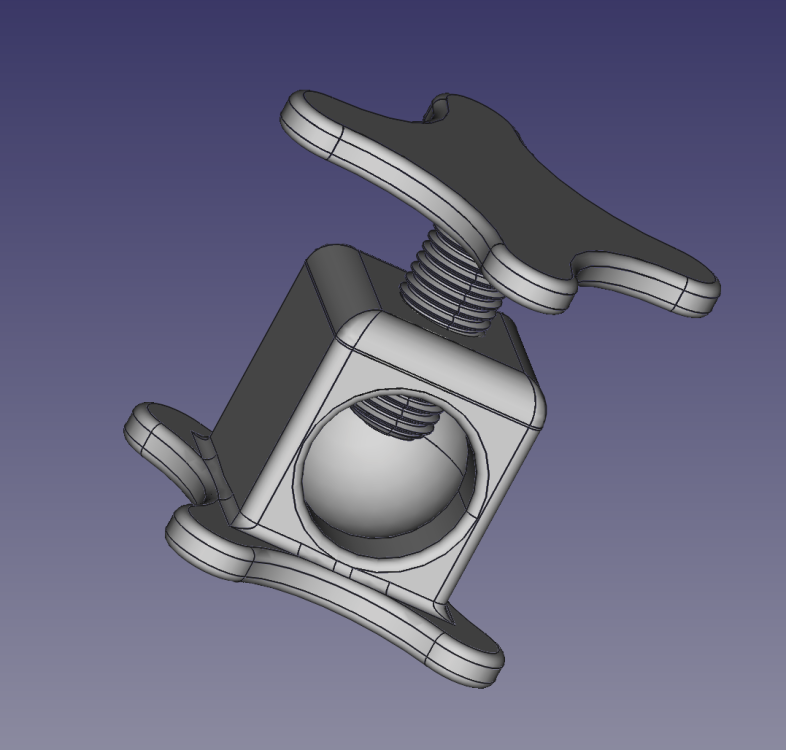
Ça me faisait penser au tabouret réglable quand j'étais petit, mais même en 20mm j'hésiterais à poser mon auguste postérieur dessus. Un système de réglage de hauteur ? Pour un outils ? Une caméra ou un appareil photo ?1 point
-
Bonjour Anthony, bienvenue sur le forum ! Intéressant de voir les différentes imprimantes qu'il existe ! Tu pourras demander à ceux qui en possèdent une un coup de patte ! Bonne journée !1 point
-
Salut, Le mode vase n'imprime qu'une seule ligne. Tu peux jouer sur l'épaisseur de la ligne (dans CURA valeur max. a priori jusqu'à 0.8mm avec une buse de 0.4 jamais testé )ou changer pour une buse plus grosse1 point
-
Je me permets de doubler le post, car le problème est résolu. Je n'avais rien réparé du tout, seulement l'écrou qui pousse le ressort qui s'était barré Bref, ce soir, j'avais enfin du temps, j'ai tout démonté tranquillement afin de tout comprendre et de faire les choses correctement. Aucun souci au niveau des pignons, la vis de serrage fonctionné bien donc j'ai remonté et impeccable Je suis prêt à parier qu'il y avait un défaut d'épaisseur dans le filament d'où l'apparition subite du problème. Bref, c'est reparti, je donne l'info pour ceux qui passeraient par là, ça peut aider1 point
-
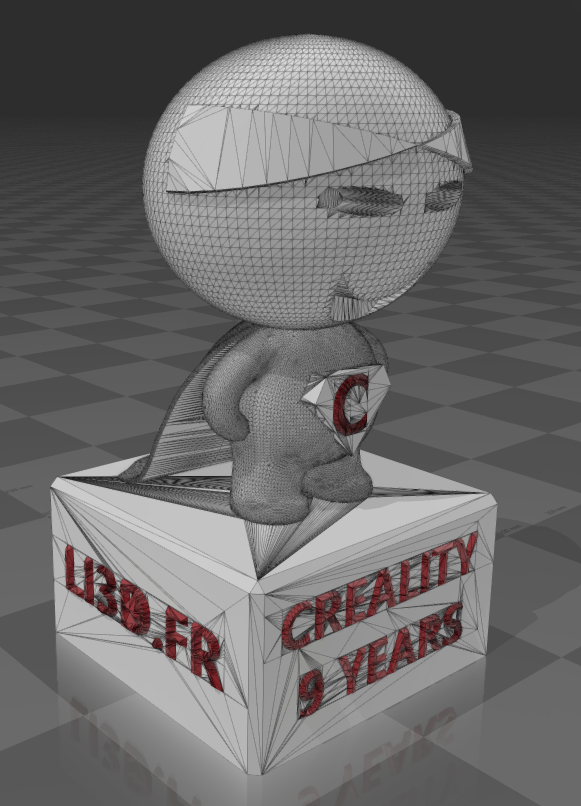
Salut à tous, loin d'être un expert en modelage (ni même en que que se soit d'ailleurs) voici ma très modeste contribution, un petit truc vite fait sous 3D Builder, pas taper SVP . cr.stl

 1 point
1 point