ADN3D
-
Compteur de contenus
85 -
Inscrit(e) le
-
Dernière visite




Récompenses de ADN3D
")





-
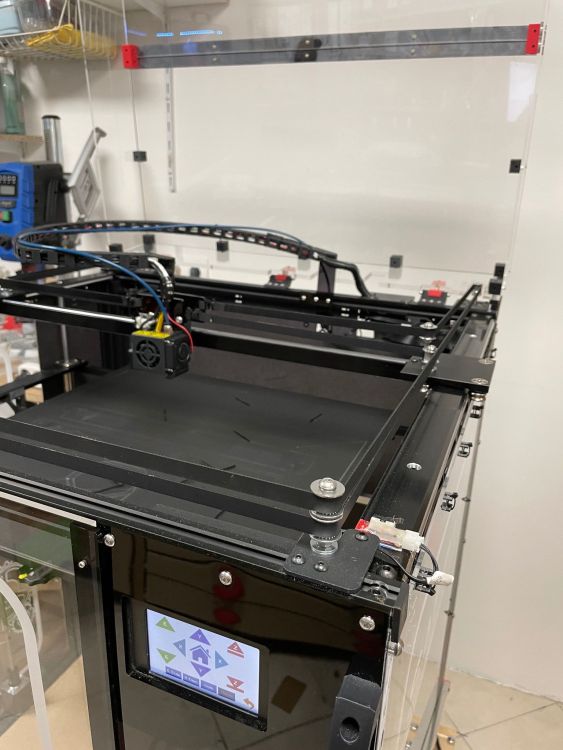
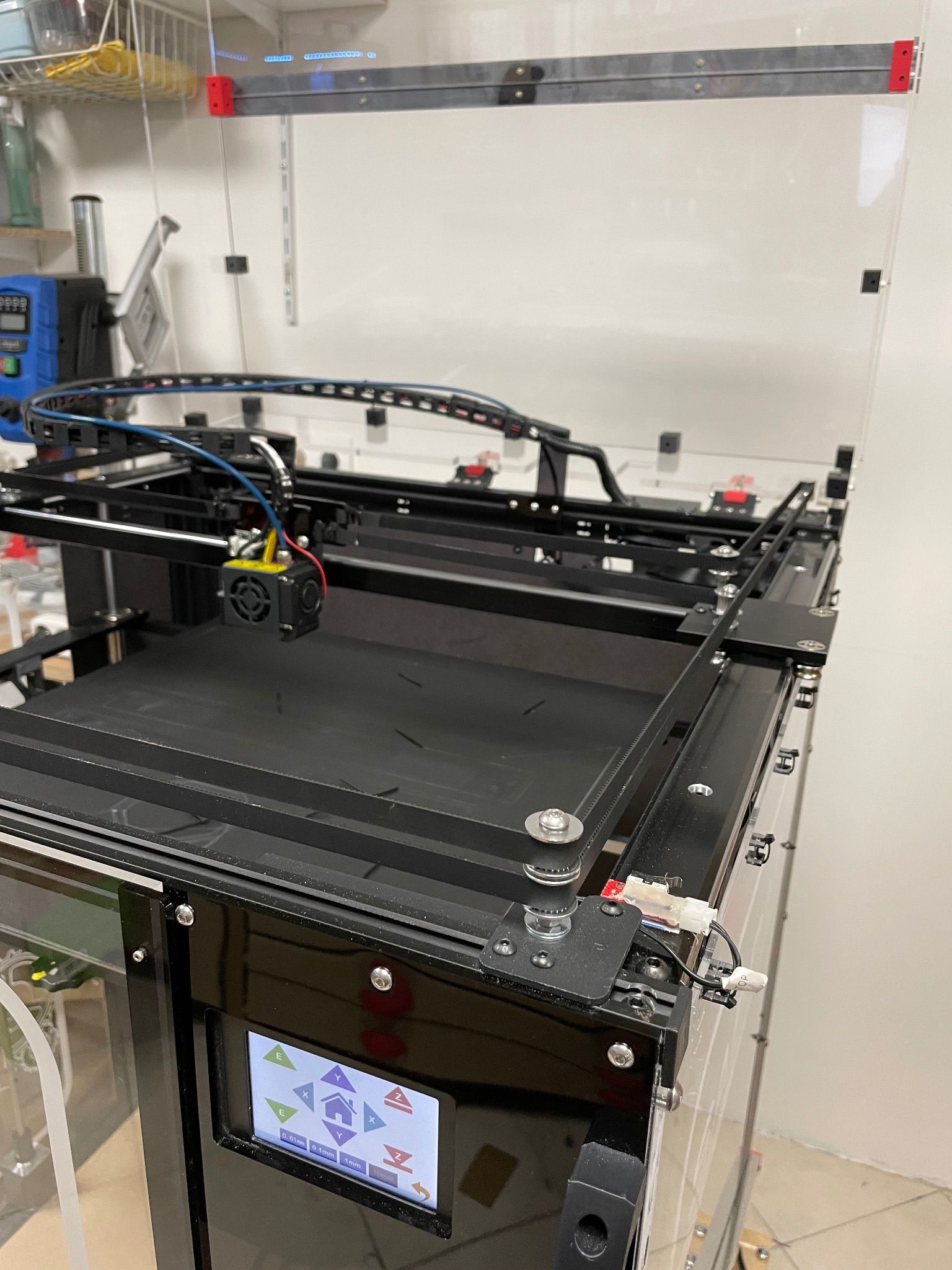
Bonjours à tous devant réaliser des travaux d'un certain volume j'ai fait l'acquisition d'une imprimante tronxy pro 500 malgrne attention toute particulière pour le montage et le réglages de base mon plus gros probleme à été le réglage du plateau une fois mon travail terminé. j'ai décidé d'améliorer cette imprimante qui me semblait prometteuse habillage complet de l'imprimante par caisson plexi comme j'imprime exclusivement de l'ASA c'est indispensable . premier changement capteur de nivellement par un capteur noir donné pour plus préci Changement des courroies des 6mm par des courroie de 10mm changement du corps de chauffe par un volcanologies et une buse de 0,6mm le plateau de déréglais régulièrement comme ma carte de permettait pas de mettre marlin et un bltouch. j'aichangé la cata pour une octopus pro de chez bigtreetech et son ecran tf 35 et un bl touch original changement du plateau par un plateau alu de 8mm surfacé et en 220 v aprés quelque galéres de configuration maintenant l'imprimante fonctionne très bien. Mais bon a part le chassis et les moteurs il ne reste pas grand chose de l'imprimante originale



-
bonsoir quand j'ai mis mon bed 220 j'ai utilisé deux Calle pour le z de façon à remonter les deux contacter optique après on peu affiner la hauteur des cales en fonction du plateau moi j'ai le plateau puis un miroir de 4mm avec collé dessus un plateau magnétique en PEI au final ma Calle fait 11 mm de haut cela me laisse une bonne tension sur les vis de réglage du plateau
-
c'est le firmware de studiolab quand on met un bed en 220v
-
ce n'est pas la façon de faire le réglage du PID qui me pose probleme c'est le fait que le firmware actuel ne permet pas de régler le PID du plateau ou de valider le PID pour le deuxième extrudeur on peut faire l'autotune sur le 2 mais il n'enregistre rien dans le firmware
-
Petite question du WE Est ce que l'un d'entre vous à réussi à régler le PID du plateau? la fonction n'est pas disponible dans le firmware actuel et comment régler le PID du second extrudeur à priori pas possible
-
bonjour voisin

-
Je sais pas si c'est activé mais je peux vous dire que si vous demandez une temperature de plus de 270° la machine s'arrête, elle est bridée à 275° C il suffit de rentrer à l'écran une valeur supérieure a 275 la valeur restera bloque a 275°C Concernant l'élévation de temperature avec une risque d'incendie je pense qu'il faut relativisé ma tenlog est équipé d'un bed 220v 700W qui fonctionne nickel (fourni par studiolab39) j'imprime le plus souvent de l'ASA avec un plateau a 100-110°c et une buse à 260° c'est une buse metal de chez HOTEND. Mon imprimante est dans un caisson j'ai une camera IP qui me permet de controlé l'impression à distance et 3 sondes à l'intérieur de l'imprimante (alimentation, carte mere, et carte secondaire) la temperature à l'intérieur du caisson ne dépasse pas 36° et la carte mere monte jusqu'à 40° maxi le autre sonde varient entre 30 et 36°C par contre j'ai surélevé l'imprimante de 40mm avec des pieds TPU + PLA pour facilité la ventilation et diminuer les vibrations A par un court circuit il n'y a pas beaucoup de risque si vous avez vérifié tous vos branchements. Toutes mes machines sont dans des caissons
-
Attention avec le zyflex la version 2020 fragile il s'abime très rapidement par rapport a la premiere version que j'ai d'installée sur ma CR10S et en plus de 2 ANS et quelques millier de prints n'a pas bougé il est comme neuf j'ai deux zyflex 2020 un basse température max 80° que j'utilise pour le PLA (plateau à 40-50°maxi) et un zyfex haute temperature qui peut monter jusqu'à 120° je vais testé un plateau PEI 310x310 que je reçois jeudi autre probleme du au plateau magnétique si le plateau n'est pas tous a fait plan sans BLTOUCH c'est très dur de régler le plateau.
-
En effet cette nouvelle version est plus fragile SUR MA CR10S j’ai la première version et la surface nickel il faut éviter d’écraser la première couche et surtout ne pas monter au dessus de 80° pour les températures plus élever il faut la version haute température c’est celle que j’utilise pour imprimer de l’ASA
-
le problème est uniquement lorsque l'on imprime avec une tête si on imprime en mode duplication ou miroir il n'y a pas de problème c'est uniquement dans le cas ou on élimine T0 dans le GCODE donc avec un seul fichier on va décider d'imprimer avec la tête droite ou gauche et la si l'on fait une ligne de purge de base à gauche, pour l'extruder de gauche pas de problème par contre avec celui de droite qu'and il va tracé la ligne de purge les coordonnées de départ font quelle va venir toucher la tête de gauche il faut faire un positionnement plus au centre de la ligne urge mais alors on perd un peu de surface d'impression
-
voila avec l'ancien GCODE et maintenant avec le nouveau
-
bonjour a tous Très bonne idée plutôt que de passer par des profils droite, gauche , cela évite surtout de refaire un fichier a chaque fois. j'ai fait une petite modification sur mon GCODE de démarrage pour la ligne qui permet de bien amorcer la buse avant impression Sur la version ou l'on imprime suivant l'axe y il a un souci de position avec l'extruder 2 qui viens taper dans l'extruder 1 Je fait une impression sur l'axe X comme cela pas de problème de position en fonction de la tête. Voila le morceau de GCODE (idea maker) pour ceux que cela Interresse Il vous faudra peut être changer la valeur pour X en début et en fin en fonction de la position des pinces ; Custom Start G-code G28 ; Home all axes G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X28 Y5 Z0.3 F5000.0 ; Move to start position G1 X216 Y5 Z0.3 F1500.0 E15 ; Draw the first line G1 X216 Y5.4 Z0.3 F5000.0 ; Move to side a little G1 X28Y5.4 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed ; End of custom start GCode M117 Printing...
-
Attention ces extrudeurs sont des copies type titan mais ce ne sont pas des originaux, j'ai tous vérifier au niveau du serrage mais c'est plus la qualité des roulements et du jeu fonctionnel qui est vraiment hors tolérance du montage d'un roulement Je reçois 2 titans de E3D originaux d'Angleterre aujourd'hui je vais pouvoir comparer
-
petit problème de fiabilité sur les extrudeurs, lors d'une impression mon extrudeur de droite c'est arrêté d'extruder j'ai tout d'abord pensé que la buse était bouchée mais j'ai retrouve un morceau de metal enroulé autour de la roue principale après démontage c'était le roulement coté extérieur qui était complètement détruit attention il y a deux types de roulement dans ces extrudeurs un roulement 9x6x3 MR95ZZ et deux roulements pour l'engrenage principal SMR106-ZZ-ZEN prévoyez un tube loctite 638 pour le jeu sur l'axe de l'engrenage censé faire 6mm qui sur mon extrudeur fait 2,94 cette référence loctite permet de compenser des jeux jusqu'à 5/10 de mm aprés avoir contacter le SAV HICTOP voila la réponse que j'ai eu version originale : Dear Michael, Sorry for the problem, there will be 8 days holiday 2 hours later, would you please contact us after the holiday, then we can help you to solve the problem of the broken bearing, We do not have a way to send replacement out before holiday, hope you can understand us. Best regards, traduction google : Cher Michael, Désolé pour le problème, il y aura 8 jours de vacances 2 heures plus tard, veuillez nous contacter après les vacances, alors nous pouvons vous aider à résoudre le problème du roulement cassé, nous n'avons pas de moyen d'envoyer un remplacement avant les vacances , Espérons que vous pouvez nous comprendre. Meilleures salutations, je vais les recontacter affaire a suivre pour ceux que cela Interresse on trouve ce genre de roulement sur l'axe des têtes de lecture de disque dur il y en a deux par tête



-
ideamaker comme j'ai fait pas mal de bidouille sur les profils je pense aussi j'ai relancer un Print avant mes modification et à priori la machine ne s'éteins pas je vais le laisser aller jusqu'au bout pour voir après je m'attaque au profil




 a très bientôt alors
a très bientôt alors