



julmar
-
Compteur de contenus
144 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
1 579 visualisations du profil




Récompenses de julmar
")





-
Salut, une boite designée sous fusion Dispo sous printables.com/fr/model/552074-boite En PLA+ Arianplast noir métallisé. Buse 0.6mm, couche de 0.3, 3 périmètres pour la boite, 2 pour le couvercle Vitesse max 20mm3/s (entre 80 et 180mm/s) Bon print.



-
@Tofffd Au cas ou ce n'est pas un soucis d'extrudeur, as-tu fait un G33 P5 V3 avec le capteur installé pour faire une recalibration fine (tu parles du nivellement et du Z0) ? cette commande est longue car il itère pour trouver le meilleur paramétrage, notamment pour la géométrie de ton imprimante (qui ne peut être rigoureusement identique au micron près à la mienne ou celle du voisin) et il t'affiche la standart déviation comme par exemple : //action:notification Calibration sd:0.034 Ensuite tu tapes M500 pour mémoriser dans l'eprom les nouveaux réglages que tu as généré automatiquement avec la commande G33. @Foxies précise qu'un bon sd est sous 0.080, est-ce ton cas ? Si tu es au dessus, peut être huiler les rails, ajuster les tensions des courroies...
-
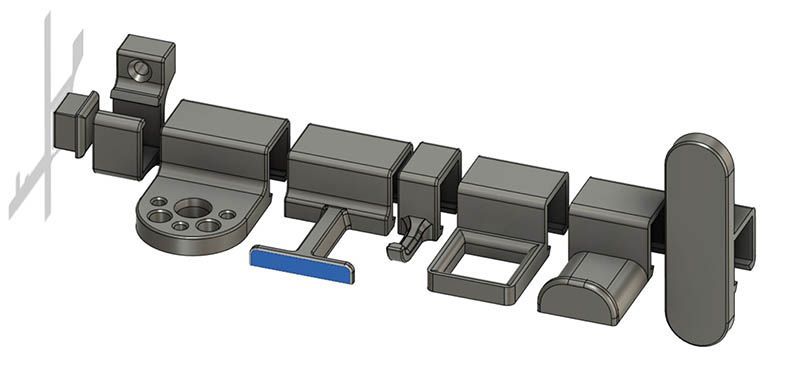
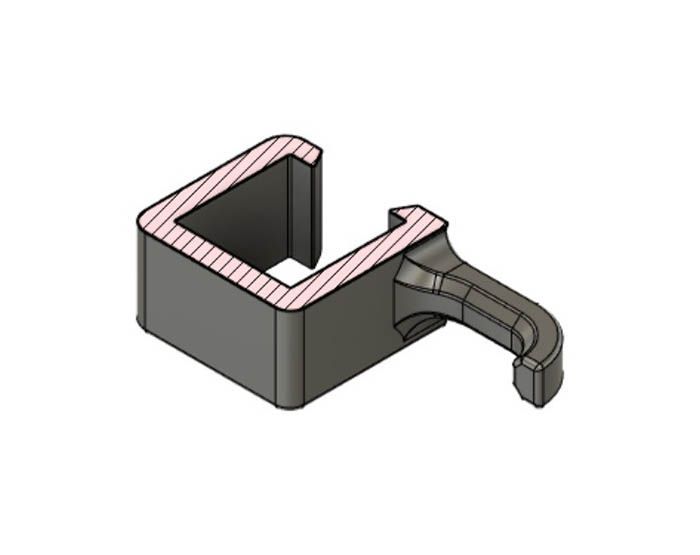
Moins artistique que les précédentes publi, mais cela peut être utile, quelques impressions : Impression de crochets pour outils : 2 Equerres pour supporter un escabeau en alu : Impressions en PETG https://www.printables.com/fr/model/362007-support-outils-de-jardin Impression de crochet divers pour se fixer (clipser) sur un tube de 12x12mmx1m dispo dans tout brico marché : Impression en PETG https://www.printables.com/fr/model/473927-support-outils Fichier fusion360 fourni pour ceux qui voudrait se faire des crochets sur mesure… Bon rangement !



-
Ne pas hésiter à mettre le Z-hop (levage Z) à 0,6mm car sur une delta la vitesse de montée Z est aussi rapide qu'en X et Y (pas comme sur les cartésiennes). J'avais ce soucis aussi au début mais depuis, RAS. J'utilise le trancheur PrusaSlicer et j'ai aussi coché d'eviter de croiser les périmètres, peut être que cela aide aussi.
-
Cool de voir un flystrudeuriste !
-
Salut @pixeldesbois, Pour la longueur du PTFE, c'est un peu au pif au départ et @stephane Breakin avait fait plus court que moi de mémoire. J'ai réduit un peu depuis et je suis à 18cm au total et ça ne fait que 10cm entre les 2 pneufit et ça marche parfaitement, je suis en capricorn. Pour le moteur 17HS4023, j'ai fait 3 choses : Vref passée de 1,24v à 0,49v : avec le multimètre directement en agissant sur le potard du driver extrudeur sur la carte mère. Ampérage passé de 950mA à 550mA : avec un gcode M906 T0 E550 Je lui ais collé un radiateur type informatique (passif, en alu noir, collé) mais c'est davantage pour le fiabiliser dans le temps Avec tout ça, il reste tiède, je pense que le radiateur n'est pas indispensable. Pour le connecteur moteur, j'avais acheté un câble de moteur NEMA17 (longueur 1m je crois), chez I3D Service mais ça doit se trouver un peu partout (attention dispo en JST-XH ou DUPONT, je crois que c'est DUPONT coté CM mais à verifier, je ne suis plus sur !, ça date un peu...). Je me rappelles avoir changé les branchement de la rallonge reçue car ça ne marchait pas : check bien l'ordre des fils. Après, couper et rallonger marche aussi... Chez I3D, tu peux trouver aussi un radiateur si tu le souhaites. Coté Klipper et pressure advance, aucune idée, faut tester ? <- Tu nous raconteras ! Nice flight !
-
ça y est, PrusaSlicer est sorti en version finalisée 2.5.0 https://www.prusa3d.com/page/prusaslicer_424/ D'après Thomas Sanladerer, la génération des périmètres "Arachne" améliore la qualité au point de pouvoir imprimer en buse de 0.6 avec une qualité quasi identique à la buse de 0.4 avec les anciennes version de PrusaSlicer... https://www.youtube.com/watch?v=WgXM2zPusXo à tester !
-
@Dragon, oui, ça marche bien. Un peu laborieux de passer plusieurs grains de pierres mais efficace. J'ai refait un guide plus long (la pièce qui maintien le dos de la lame et qui est serrée par dessous) pour les couteaux pas trop larges. J'ai mis un peu de paraffine (ou de la bougie à défaut) pour faciliter le glissement de la tige et la rotation de la rotule et c'est nickel. Bon aiguisage !
-
Intéressant ! En fait 3 poulies dont une semble réglable en écartement (avec excentrique) d'après la vidéo FLSUN : https://www.youtube.com/watch?v=xaWFHXIOjvk
-
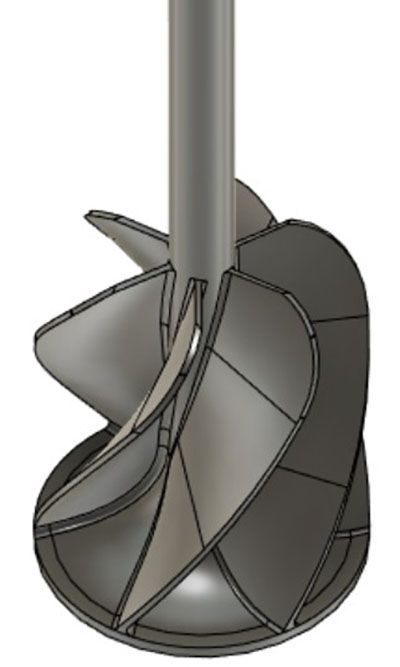
Salut, Pour essayer un désherbant bio (eau, vinaigre et sel), je me suis fait une petite turbine qui rentre dans le réservoir de mon pulvérisateur. Diamètre 50mm, hauteur totale 298mm. Pas sûr que mon désherbant fonctionne mais la turbine elle, a bien fonctionné avec une perceuse à la vitesse mini. Imprimé en PLA avec 3 couches exter, hauteur de couches 0,25mm, environ 2h sur la SR car l'axe est imprimé à petite vitesse (temps d'impression des couches de l'axe peu élevé). STL dispo au cas ou, sous https://www.printables.com/fr/model/252065-turbine-melangeur


-
Désolé pour le double post mais je ne pouvais plus editer. Ajout de la précision : ne pas oublier de mettre le capteur de palpage avant le G33 P5 V3
-
@jerem59120, ça a l'air très propre à part les petits trou dans la couche supérieure du plateau (autour des écritures), peut être de la sous extrusion d'où la remarque de @Motard Geek. je te conseille la lecture de cette page : gaps-in-top-layers
-
Salut @karmavibes7, tu as les réponse dans mon post précédent mais pour détailler : Je part du principe que tu sais envoyer des commandes gcode à ton imprimante (en USB via pronterface ou ton slicer...) Je te conseille de faire un M503 et de sauvegarder tous les paramètres dans un fichier texte, pour mémoire des paramètres (cette commande ne fait rien à part lister les paramètres comme les PID, les accelerations max, les courants max, etc...) Ensuite tu tapes la commande G33 P5 V3 cette commande est longue car il itère pour trouver le meilleur paramétrage, notamment pour la géométrie de ton imprimante (qui ne peut être rigoureusement identique au micron près à la mienne ou celle du voisin) et il t'affiche la standart déviation comme par exemple : //action:notification Calibration sd:0.034 Ensuite tu tapes M500 pour mémoriser dans l'eprom les nouveaux réglages que tu as généré automatiquement avec la commande G33. Tu peux vérifier en retapant M503 et voir que tes paramètres M665 ont un peu changés. Je crois que @Foxies mentionnait qu'un bon sd est sous 0.08 (au dessus, il faut nettoyer et regraisser tes rails, en dessous, ça roule). Le github de Foxies avec la calibration delta : Delta-calibration En espérant que cela se passe bien pour toi, A+
-
Merci à toi, c'est le but de ce forum, partager. Pour le choix articulé ou non, le seul avantage d'articuler est de minimiser les contraintes sur les elastiques et sur le petit tube bowden. Mais je n'ai pas essayé une version "fixe". J'ai validé mon montage avec des heures d'impression, c'est fiable et même les élastiques ne s'usent pas du tout (ils ne sont là que pour soulager le poids de l'extrudeur et son moteur). Donc à essayer, peut être que la solution "fixe" serait tout aussi fiable... Bon print
-
Un modeste rangement pour mes contenants de liquide de vape, designé sous fusion en qq minutes :







