
Phoquounet
-
Compteur de contenus
334 -
Inscrit(e) le
-
Dernière visite
1 abonné

Visiteurs récents du profil
1 909 visualisations du profil





Récompenses de Phoquounet
")





-

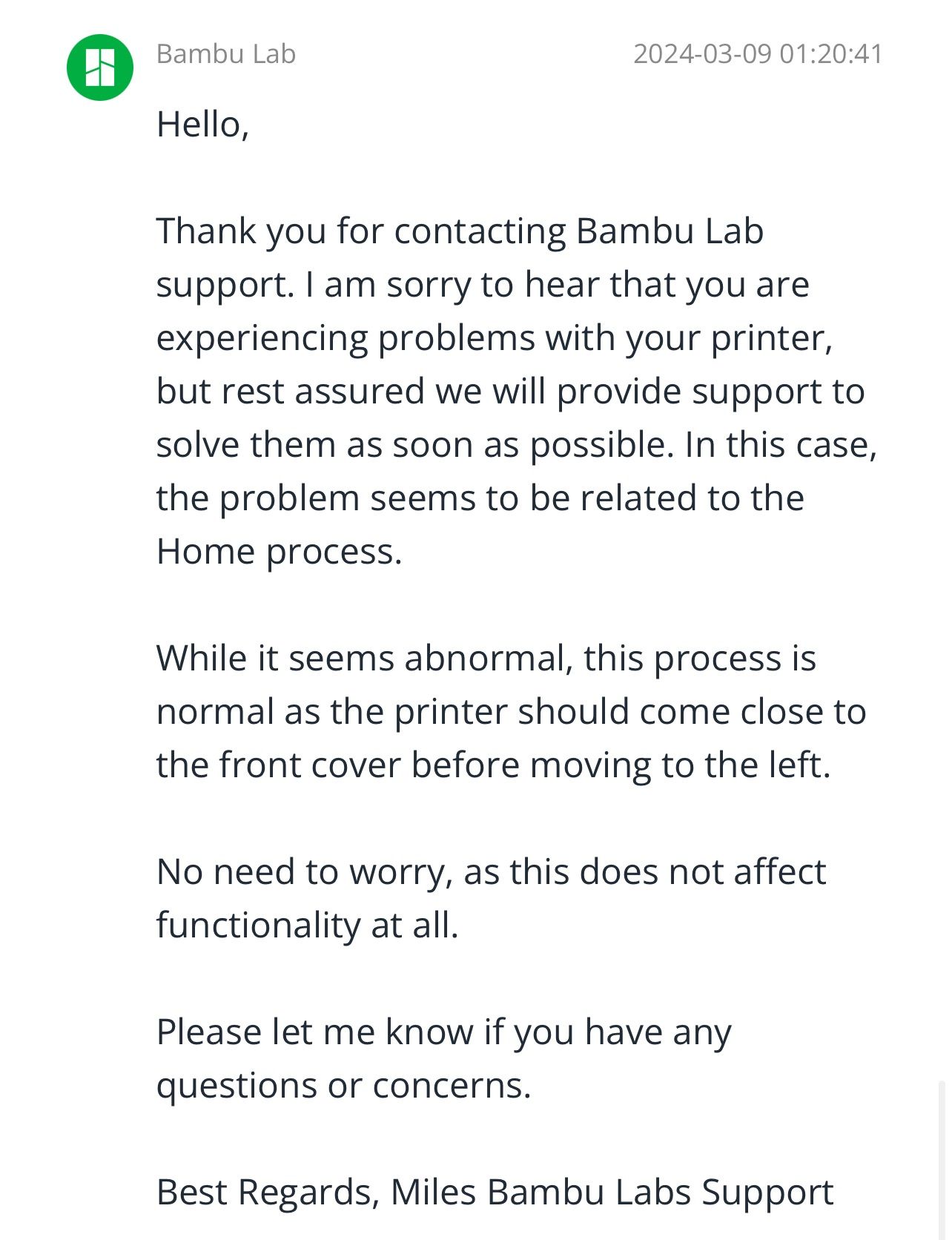
Tête d'impression vient taper l'avant du châssis
Phoquounet en réponse au topic de Phoquounet dans Bambu Lab
@fran27 voici la réponse du SAV…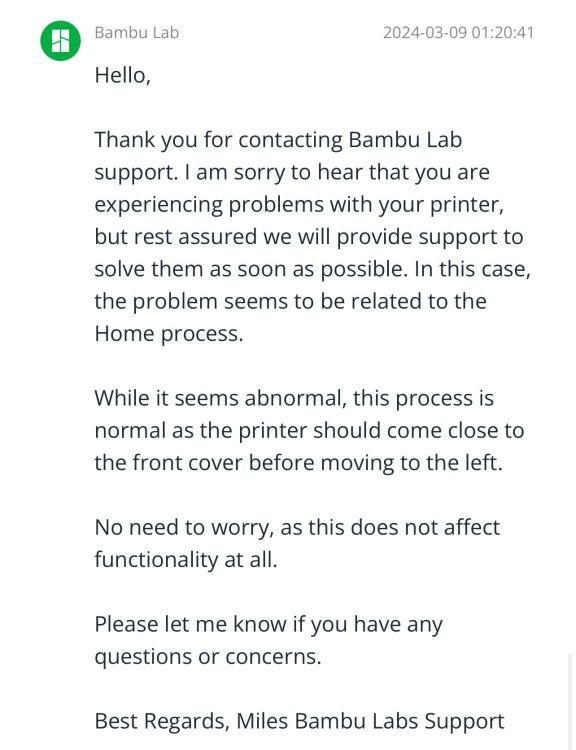
-
@Ironblue Super !! J’ai pas eu l’occasion de faire de test de mon côté, merci d’avoir fait l’expérience et de nous avoir partager ça
-
@Motard Geek Je vais regarder ça alors ! J’ai vu l’option « utiliser un autre filament pour le support » mais j’ai pas fait gaffe si il y avait l’option pour une partie des supports seulement. si je vois je ferais un screen et je le publierai ! merci pour ta réponse !
-
Bonjour à tous, J'ai voulu essayé d'imprimer en deux filaments avec le filament spécial support PLA et franchement c'est une plaie, ca prend 5 minutes pour faire trois traits d'impression de support et re 5 minutes pour repasser sur le filament normal... Bref je me suis dit que le plus intelligent, ce serait que seul le plafond de support soit imprimé avec le filament spécial support, qu'est-ce que vous en dites ? Vous savez si il y a déjà une fonction pour ça ? Merci pour vos avis !
-
Tête d'impression vient taper l'avant du châssis
Phoquounet en réponse au topic de Phoquounet dans Bambu Lab
Ça roule ! Merci pour la réponse. Je vais attendre le retour du SAV sur le sujet -
Tête d'impression vient taper l'avant du châssis
Phoquounet en réponse au topic de Phoquounet dans Bambu Lab
Hola ! T’as pu jeter un œil sur la tienne du coup ? -
Tête d'impression vient taper l'avant du châssis
Phoquounet en réponse au topic de Phoquounet dans Bambu Lab
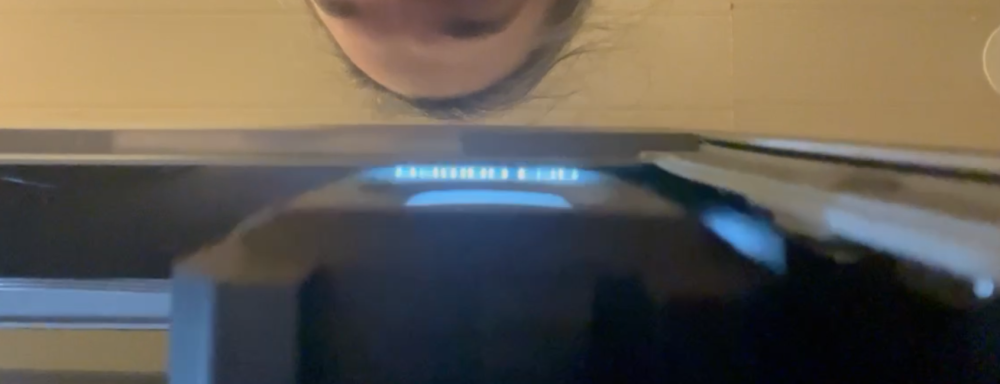
Bien vu voici un lien YouTube ! -
Tête d'impression vient taper l'avant du châssis
Phoquounet en réponse au topic de Phoquounet dans Bambu Lab
Bonjour Pascal et merci pour ta réponse ! Je vais attendre la réponse du SAV avant de tordre quelque chose x) [HS] Oui elle fonctionne toujours, c'est celle que j'ai le plus utilisée au final, même si je pense que je vais à présent m'en séparer, faute de besoin, je me rends compte que j'ai rarement eu besoin d'imprimer deux modèles en même temps.. Je me garde donc la Bambu et la Elegoo Saturn comme ça j'aurais les deux mondes et ça me suffira pour mes loisirs ! [/HS] -
Bonsoir a tous, Je viens de recevoir une X1C et j'en suis vraiment satisfait, fiable, rapide, et de qualité, franchement que du bonheur pour l'instant. En revanche, un détail m'intrigue : lorsque elle fait un home, j'ai l'impression que la tête d'impression vient toucher l'avant du châssis quand elle se positionne dans le coin avant droit du plateau. Ca ne change rien pour tout le reste, elle imprime et fonctionne très bien, mais je trouve ça étrange, est-ce que certains d'entre vous ont constaté ça ? Merci d'avance pour vos réponses ! voici un lien wetransfert de la vidéo ou on voit le souci : https://we.tl/t-XyszdzBqwA Je joins également un screen juste avant et au moment ou ça touche

-
Bonjour à toi ! je serai intéressé uniquement par le wash & cure, tu le proposes à combien ? merci d’avance !
-
échange [terminé] Quelques cartes, afficheurs et moteurs à donner
Phoquounet en réponse au topic de Rouzejp dans Ventes
Désolé mais ça fait un mois et demi, je passe mon chemin. -
échange [terminé] Quelques cartes, afficheurs et moteurs à donner
Phoquounet en réponse au topic de Rouzejp dans Ventes
Salut, je serais intéressé par la SKR et les nema, contre frais de port si tu veux bien me dire le montant -
Mais du coup tu l’as déballé DEUX fois !? Je veux une réduction alors parce que une fois ça va, mais deux bonjour les dégâts deso c’était juste pour la vanne, j’ai pas pu résister…
-
Si il a déjà été déballé une fois, le rouvrir pour faire des photos ne lui fera pas perdre de valeur hein…. édit : bon après si ça te fait suer de le déballer, je comprends aussi
-
On attends les nouvelles pour la suite alors ;)!