Sapeurfab
-
Compteur de contenus
19 -
Inscrit(e) le
-
Dernière visite
Récompenses de Sapeurfab
")





-
je pense vraiment que ce tpu...c'est de la m.... Je vois que ca. Je viens d'imprimer nickel en ABS sans soucis. Et j'ai passer l'apm sans être capable de sortir ne serais ce que la 1ère couche.. le filament part en saucisse au bout de quelques minutes et se prend dans les rouages du direct drive...Comme sur le bowden. Je vais commander une vrai bobine de tpu.. pour tester.
-
bonjour et merci de ta réponse, alors c'est le titan E3D commandé chez creality en direct. https://www.creality3dofficial.com/fr/products/creality-titan-extruder-direct-drive-for-cr-10-v2 Pour le diamètre je suis plutôt à 1.70. Je vais essayer de voir du coté de la pression des dents, mais je crois bien que j'ai un problème avec ce tpu... Quelqu'un aurais un profil S3D pour du tpu avec la cr10 v2 ou pro pour que je compare, cela pourrais m'aider je pense.
-
Bonjour à tous, Voila je possède une CR10 V2 sur lequel j'avais déjà installer un bl-touch sans problème. Possédant une bobine de TPU amazon basic, et n'arrivant ni à l'imprimer sur ma anycubic ni sur ma CR10 je suis passer au direct-drive. J'installe cela ce matin , nickel, firmware et tout et tout impec.. en pla pas de soucis.. et en TPU la cata.. impossible d'imprimer passer la 1ere couche le tpu s'enroule dans le direct drive comme avec le bowden. Bon j'ai tester pas mal de truc.. mais la je cale.. Un petit coup de pouce serais pas de refus.. je suis sous simplify3D, j'ai bien abaisser ma vitesse à 30 mm/s, jouer sur le coefficient d'extrusion, sur le rétractation... je commence a douter de la qualité de ma bobine.
-
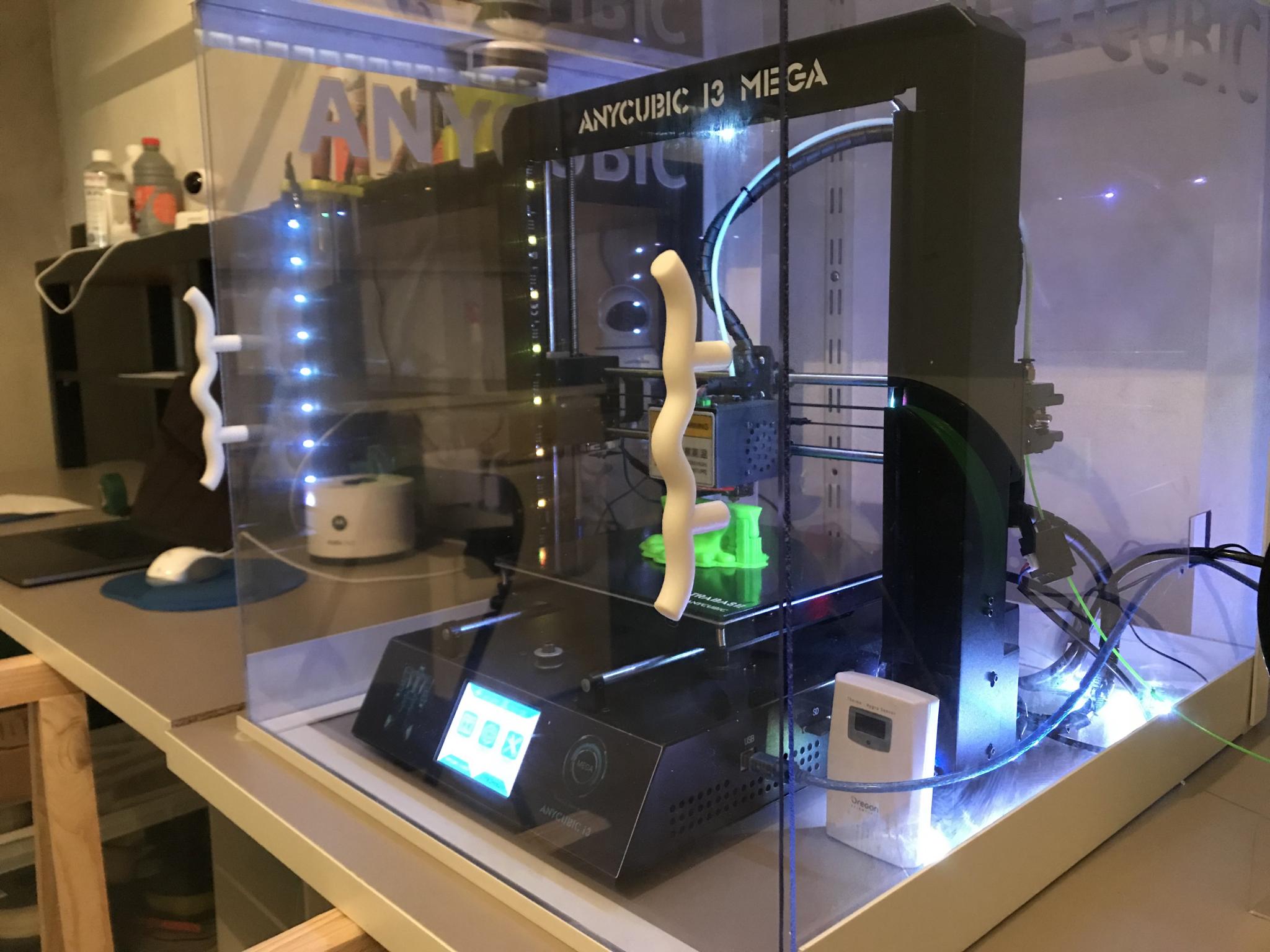
Bonsoir, Alors 24 pièces en tout et environ 130h de print cumuler. Sur les pieds pas mal de temps, car j'ai forcé sur le remplissage pour avoir une bonne stabilité, J'ai adapté un peu le modèle pour passer une bande LED sur le dessus et mettre en valeur le pont ainsi que les pieds. Domotiser grâce à un bridge milight dans mon jeedom. Aucun déchet! Trancher avec simplify 3D en 0, 3 avec du PLA+ blanc de chez eluteng, vraiment excellent d'ailleurs. On voit pas trop avec mon bordel derrière, mais il n'y a qu'un seul câble qui sort du pied droit, le câble d'alimentation électrique, le pont étant wifi.
-
Petit print du mois, Lampe de pont LED avec domotique wifi intégrée.

-
Merci! Je vais m'attaquer à la deuxième partie, découpe laser d'une plaque de plexi aux dimensions de la "base" pour isoler et ventiler la partie électronique et pouvoir la refroidir correctement. Pour cela je pense ventiler par le bas, faire 2 troue à la scie cloche dans le plan de travail en dessous et placer les ventilateurs sous le plan, un en soufflant l'autre en aspirant avec un filtre pour l'entrant. Bon pour faire ça faudrait que j'arrête de printer..mais comme j'ai toujours un truc en cours lol. Là je suis sur le pont LED d'opossum. https://www.thingiverse.com/thing:1639224
-
Je n’avais pas fait gaffe y a même un plug-in octoprint pour jeedom.
-
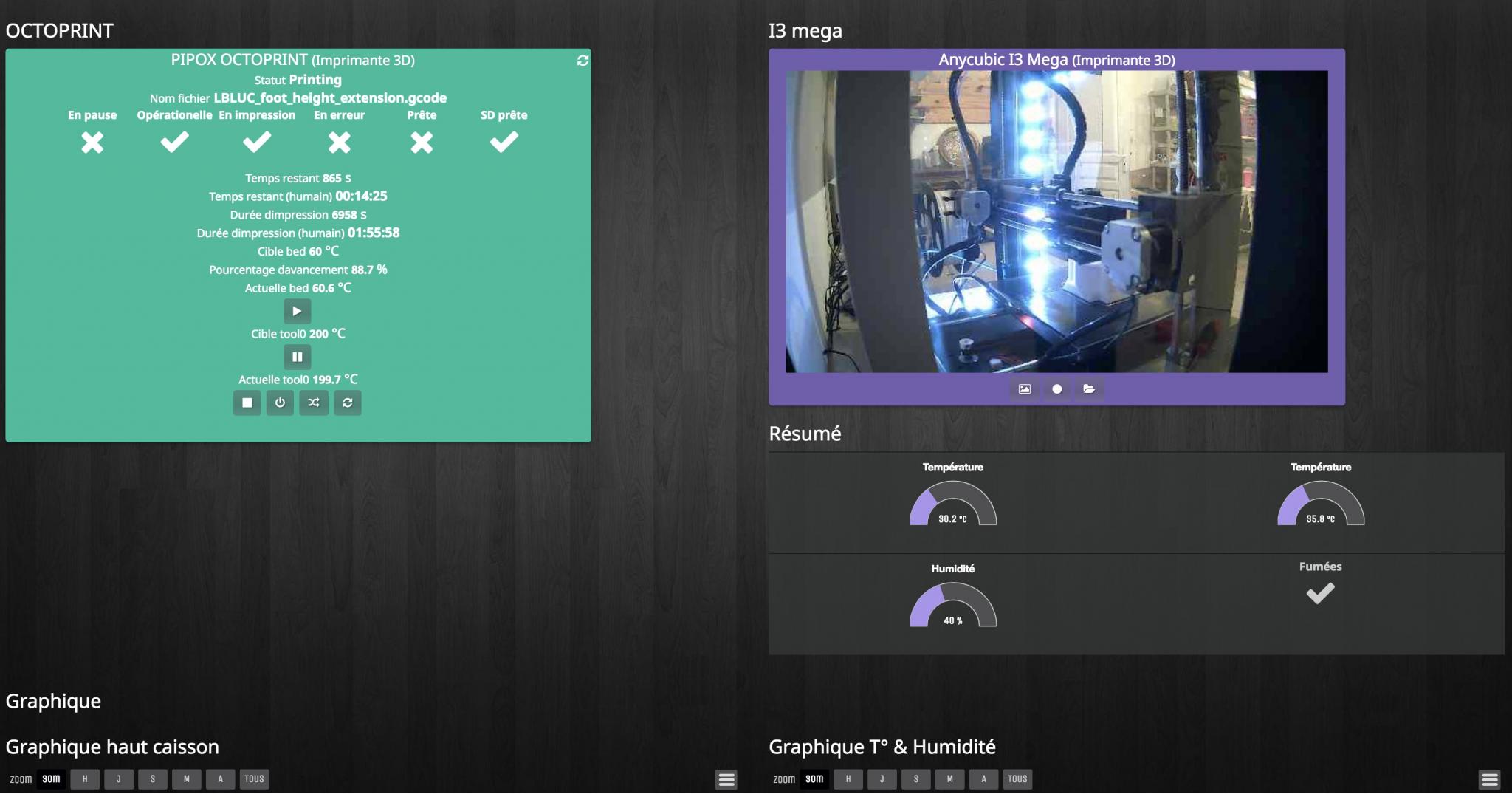
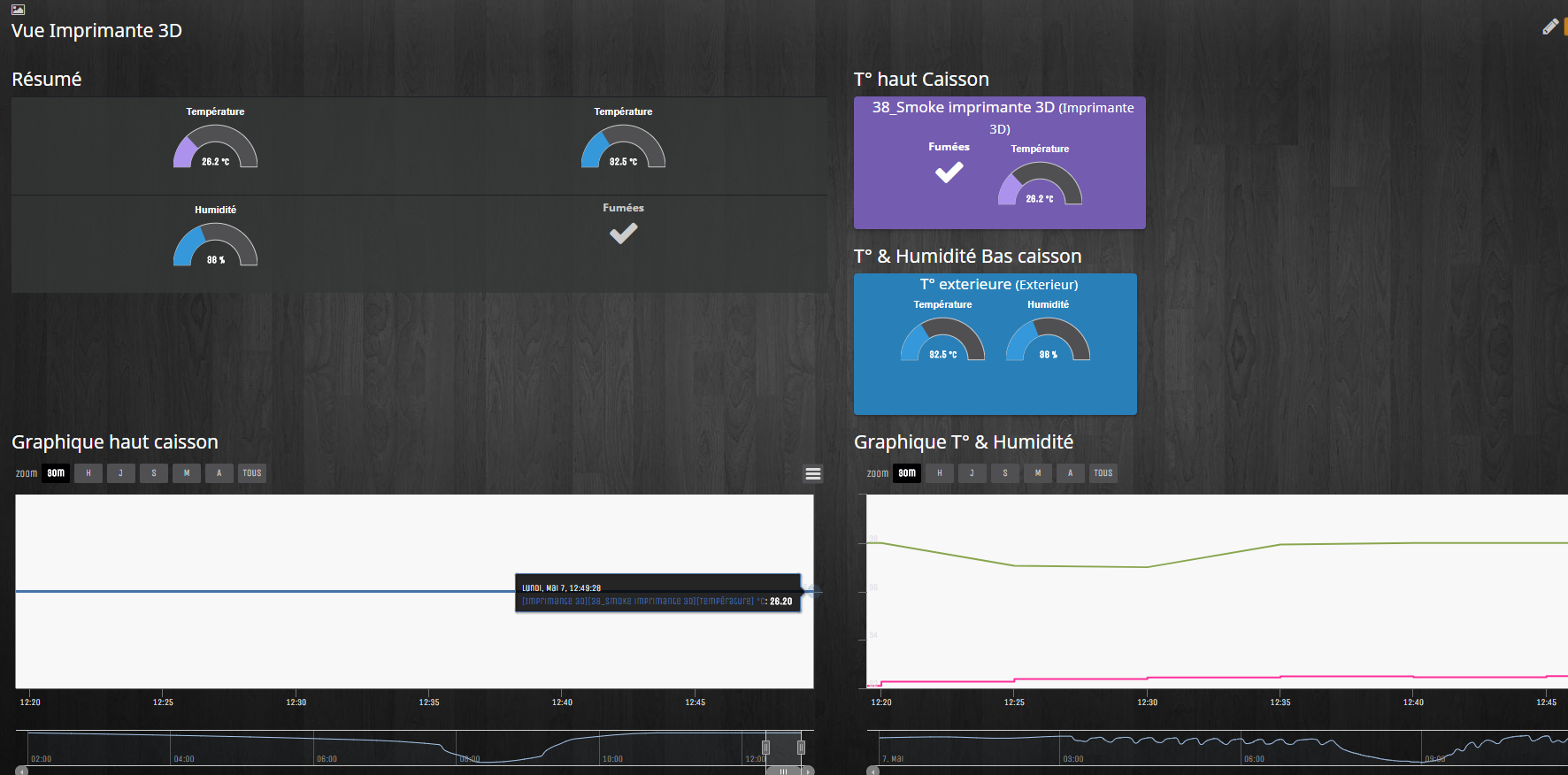
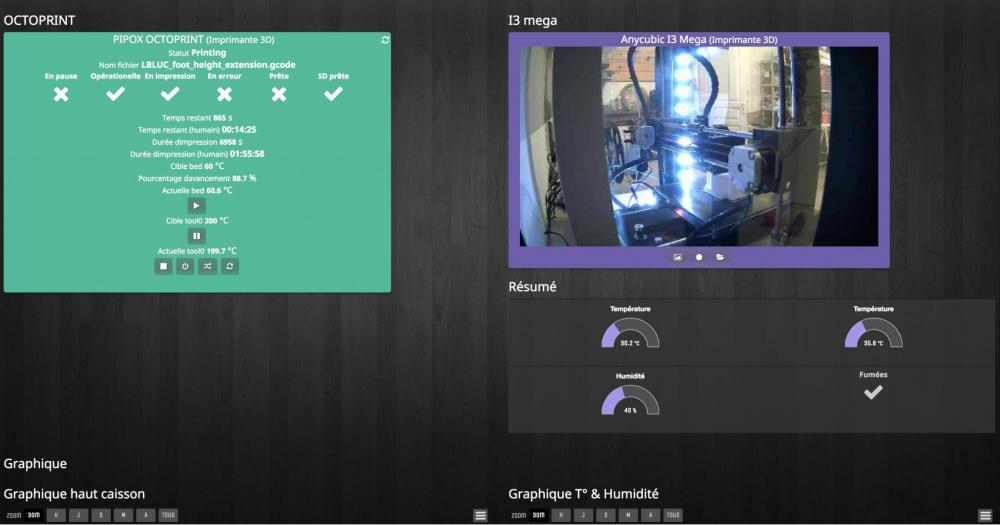
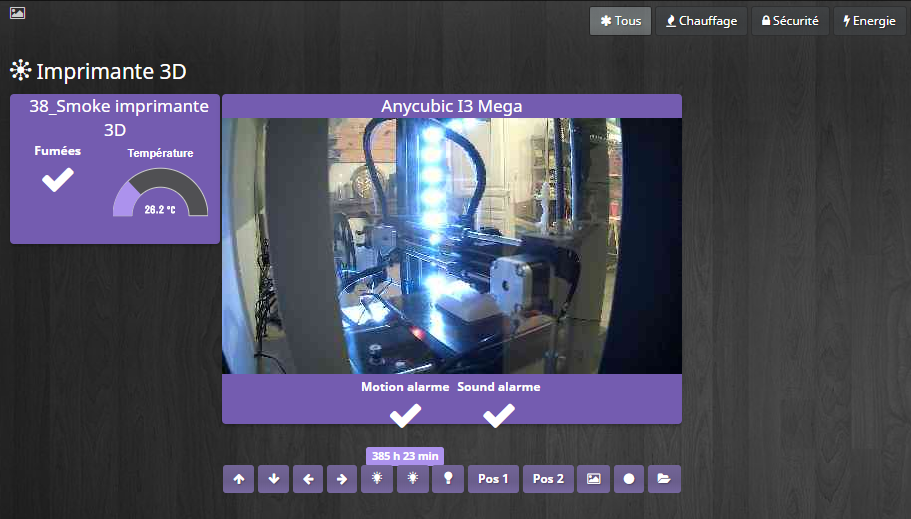
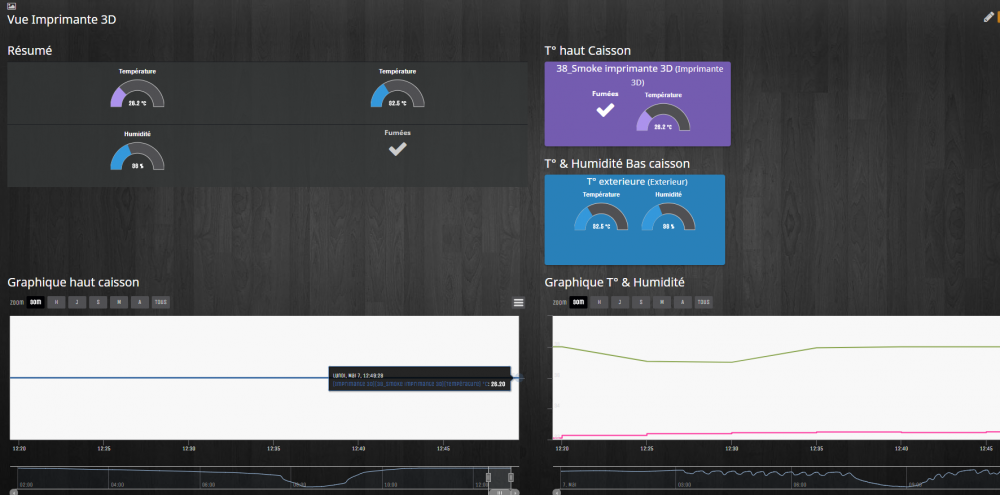
C'est une box jeedom, cela tourne sur un raspberry pi 3 pour moi, j'utilise 2 protocoles le rfx et le z-wave. J'ai branché également l'imprimante 3d sur une prise domotisée pour la coupée éventuellement en cas de problème à distance, vraiment dernier ressort et l'utilité en est plus que discutable, car si cela prend feu couper le jus ne serviras pas a grand-chose.. Mais bon. J'ai fait plusieurs scénarios surtout en cas de surchauffe,et/ou de déclenchement du détecteur incendie. L'idée étant surtout d’être prévenue sur mon portable et/ou sirène en cas d’élévation anormale de la température ou de fumée. Sur environ 3 ans, j'ai pratiquement tout domotisé chez moi des volets, en passant par le portail, chauffage, gestion des lumières..Aquarium et bien sûr alarme.
-
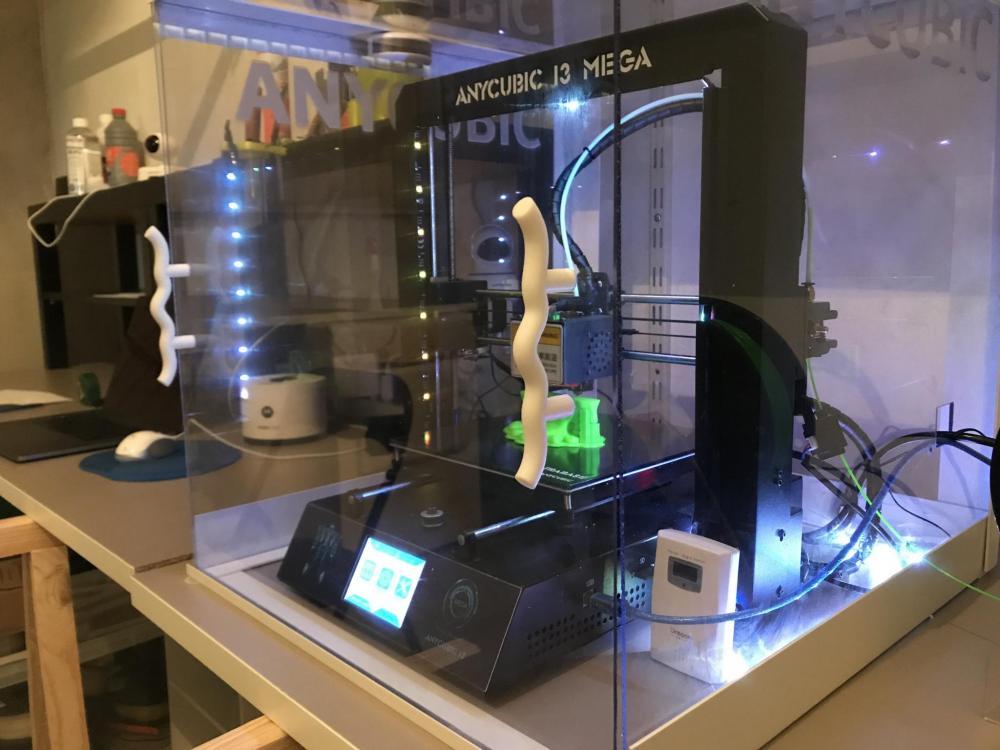
Bonjour à tous, Suite à mes problèmes d'impression avec de l'ABS (warping, etc.) Récurent, je me suis lancé dans la fabrication d'un caisson. Je n'excelle pas dans le bricolage, mais je suis assez content de moi, j'ai utilisé des corniches en PVC, et du plexi en 2,5mm. C'est un cube de 55x55 découpé et gravé au laser (merci le fablab), sonde de température et hygrométrie , ainsi que détecteur incendie et température en haut du caisson le tout sur ma domotique pour être prévenue en cas de problème. Prévue dans un 2e temps: - un ventilateur en partie haute, régulé par la domotique suivant la température dans le caisson. - Mais aussi une deuxième partie découpée en plexi aux dimensions exactes de la machine et enserrant la partie basse "systeme", permettant d'isoler les composants et de les ventiler indépendamment du caisson. Deja une bonne nouvelle j'ai pus enfin imprimer une pièce en ABS.. Lol et je suis plutôt content de moi.




-
oui je suis avec le plateau ultrabase, c'est vraiment bizarre je vais tester de rapprocher un peu la buse. Je suis sujet au warping à chaque impression, pas de suite mais au bout d'environ 1/2h. Du coup même tester avec de la laque, pareil.. Avec le PLA aucun probleme, je viens même de finir un vase assez complexe sans aucun soucis.

-
Bonsoir, Auriez-vous quelques conseils à me donner pour l'impression avec de l'ABS sur la i3 mega ultrabase. Avec le PLA aucun problème, mais avec l'ABS tout se décolle systématiquement.. J'ai testé un peu toutes les températures, dernières en date 245°/105° mêmes chose décollement, avec ma vitesse à 50, radeau, et la 1ere couche à 25 le tout sans ventilateur. J'ai testé avec 2 ABS différents même problématiques. Dois je penser absolument à mettre un coffret, rassurer moi certains y arrivent bien sans caisson?? Merci d'avance pour vos réponses.
-
simplify3d Problème couche extérieur
Sapeurfab en réponse au topic de Sapeurfab dans Paramétrer et contrôler son imprimante 3D
super! merci de m'eclairer la dessus, j'avais l'impression d'avoir un soucis et donc du coup pas de "contours" sur mes couches de dessus. -
simplify3d Problème couche extérieur
Sapeurfab en réponse au topic de Sapeurfab dans Paramétrer et contrôler son imprimante 3D
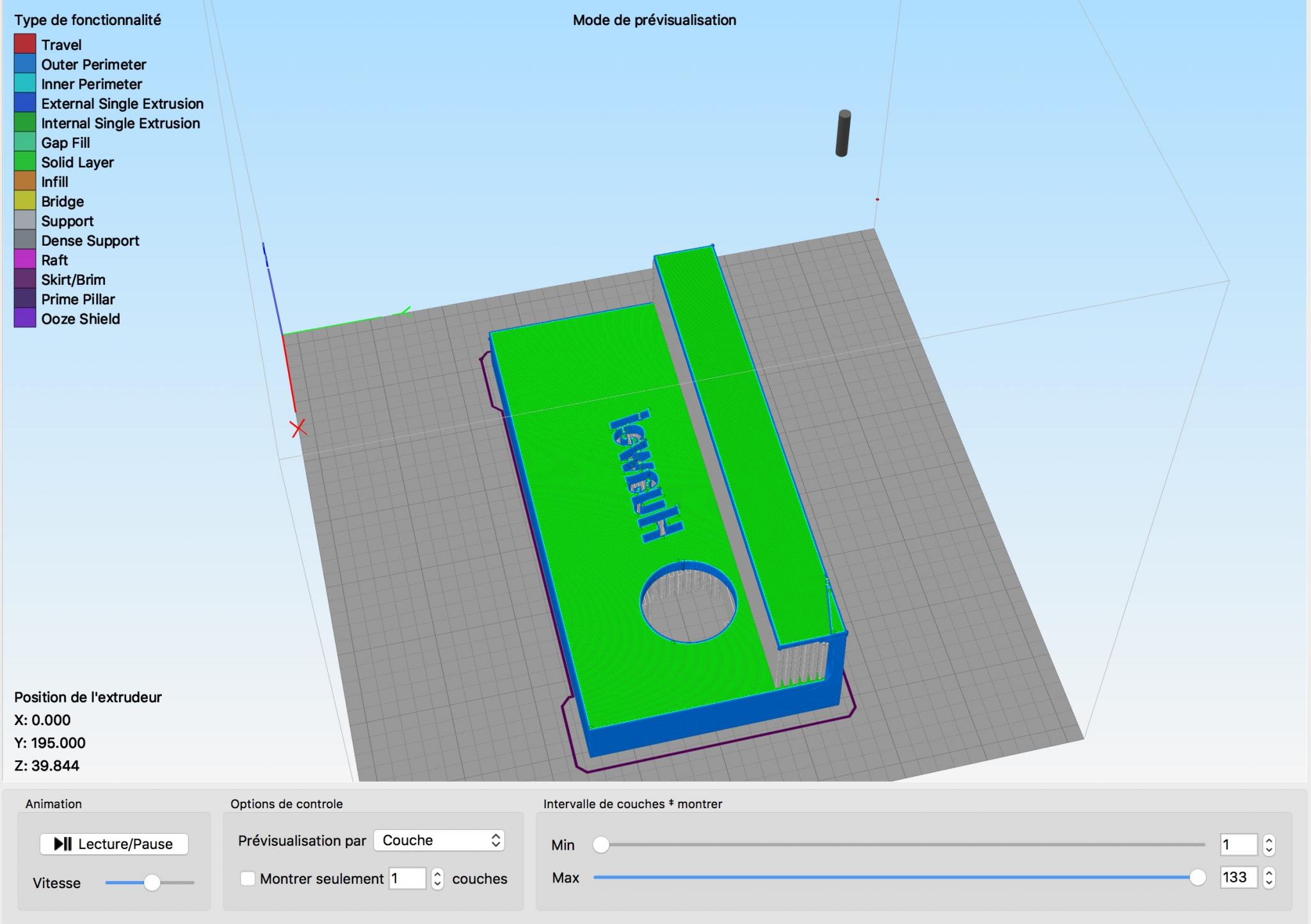
bonsoir et merci de votre assistance. Ma question est surtout est ce normal que sur la découpe de S3D, la dernière tranche sois en vert sur le dessus et pas en bleu comme pour l'extérieur.. voir ma capture. -
simplify3d Problème couche extérieur
Sapeurfab a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Nouveau sur l'impression 3D, j'ai un problème (pour moi) sur les couches extérieures (du dessus), mais je ne sais pas si je dois régler cela dans fusion360 ou simplify3D. Je m'explique lors de la découpe par symplify la plupart de mes pièces apparaissent en vert sur la dernière couche (ce qui correspond à solid layer), mais je m'aperçois que lors de téléchargement de fichier STL celle-ci sont plutôt en bleu en périmètre extérieur. De ce fait ma dernière couche est souvent..Pas terrible. Voir image. Est-ce que j'oublie quelques choses dans fusion 360 ou dois je faire une modification de mes paramètres dons simplify 3D ? Merci de votre aide.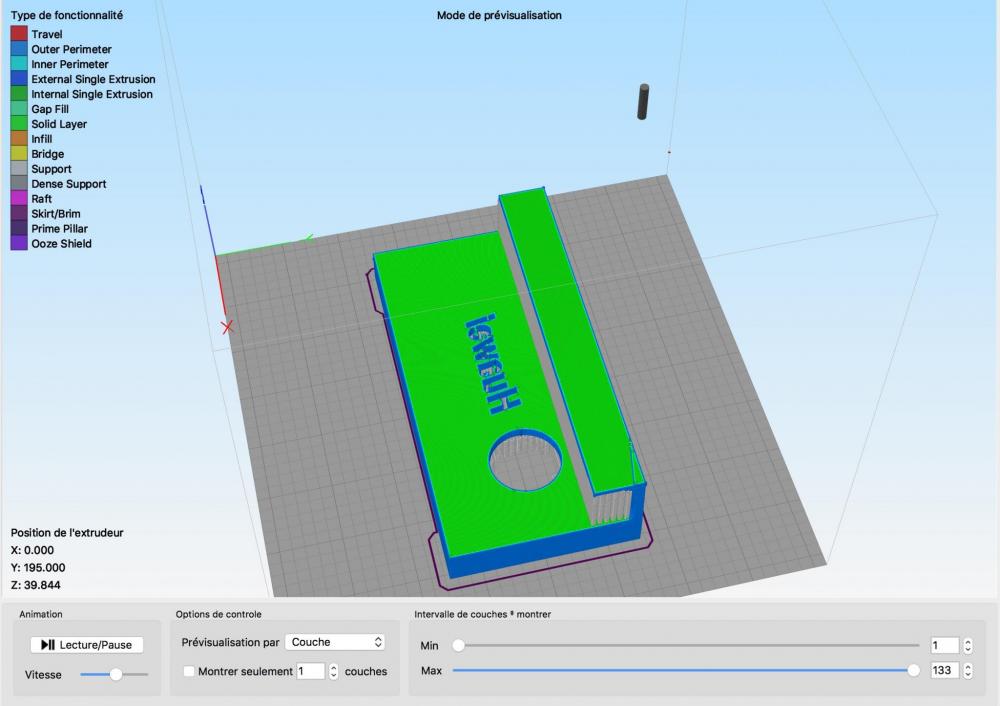
-
oui je pense bien à cela pour mon premier modele, la boite. Pour le second je pense plus à l'oscillation et à la finesse de la pièce, car j'ai observé l'impression et les câbles ne se sont pas pris dans la barre du dessus. Je vais regarder cela sur thingiverse, j'avais vue également ça qui à par l'air mal: https://www.thingiverse.com/thing:2829110