Herve64
-
Compteur de contenus
176 -
Inscrit(e) le
-
Dernière visite
3 abonnés



Visiteurs récents du profil




Récompenses de Herve64
")





-
Bonsoir à tous, Désolé pour l'absence, des contraintes hors impression 3D qui m'ont éloigné du sujet... Le fait est que le nouveau papa du BERLIET GBH a réalisé la peinture (enfin partielle car il n'a pas encore toutes les pièces du kit...) Un petit nouveau, en fait le petit frère du GBH 280 qui n'est autre que le GLR 160 qui sera équipé d'une petite benne sur un chassis 4x2





-

COMMENT IMPRIMER DU FILAMENT FLEXIBLE SUR ENDER -3 S1 PRO ?
Herve64 en réponse au topic de Johnny Dos Passos dans Creality
Ok merci pour ces précisions, la mienne est en bowden.... (qui est pourtant la solution la moins favorable pour imprimer du flex et pourtant ça se passe bien bien mieux qu'avec ma ZORTRAX qui est pourtant direct drive .... -
COMMENT IMPRIMER DU FILAMENT FLEXIBLE SUR ENDER -3 S1 PRO ?
Herve64 en réponse au topic de Johnny Dos Passos dans Creality
Je comprends dans S1 que c'est la série 1 ... et la mienne est aussi une série 1 (si j'ai bien compris...) En tous cas, la mienne (full stock) imprime le 95A sans aucun problème... -
COMMENT IMPRIMER DU FILAMENT FLEXIBLE SUR ENDER -3 S1 PRO ?
Herve64 en réponse au topic de Johnny Dos Passos dans Creality
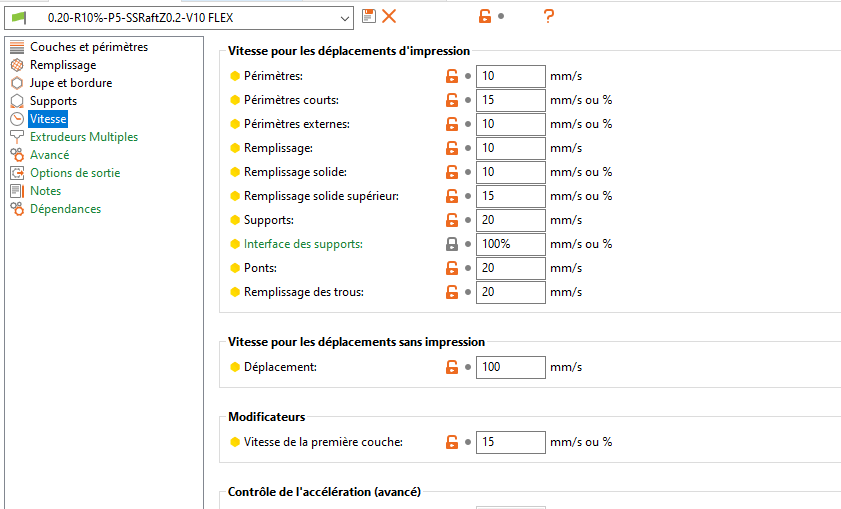
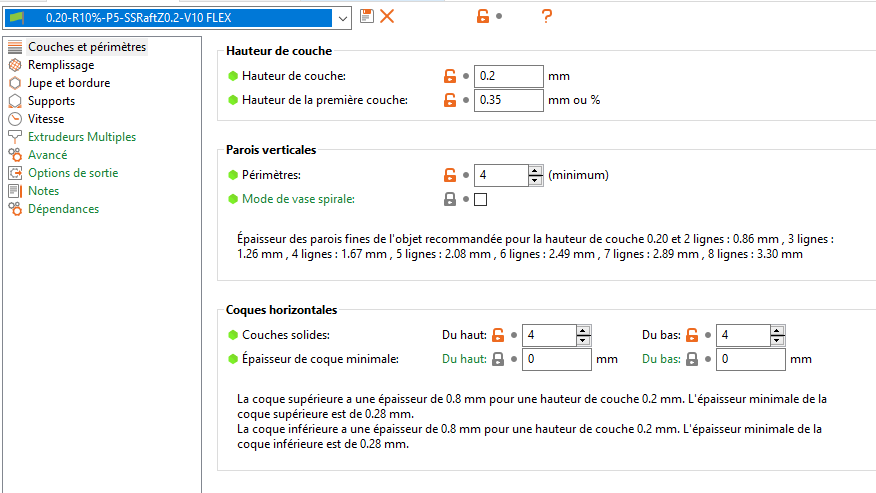
Alors là, rien de plus facile.... ma ENDER 3 S1 "pro" ( complètement d'origine )donc la même que la tienne en vient à bout bien mieux que ma ZORTRAX M200 1° génération... Il faut passer un filament de nettoyage dans ton PTFE et ta buse... (pour éviter tout reste de PLA ou autre) Desserrer la molette de l'extrudeur (celle-ci doit à peine pousser le filament) baisser la vitesse d'impression à 15 ou 20mm/s Tu as un tuto sur le sujet (je ne le retrouve pas) où j'ai expliqué et envoyé mes réglages machine et slicer ... AH oui, je ne sait pas le shore de ton filament flex...le mien était en 95A -
Articulation de parasol à pied déporté
Herve64 en réponse au topic de Herve64 dans Projets et impressions 3D
Tu as raison, j'ai mélangé les deux... désolé... mais le conseil reste valable dans le sens où il est préférable d'imprimer cette pièce extérieure (qui pour un parasol sera en plein soleil) avec de l'ABS et surtout pas du PLA ... -
Articulation de parasol à pied déporté
Herve64 en réponse au topic de Herve64 dans Projets et impressions 3D
Bonsoir à tous, Juste pour rappel à ceux qui voudraient se lancer dans l'impression de la pièce, il est impératif de pouvoir l'imprimer en ABS mais surtout pas en PLA qui ne supporterait pas les UV et la chaleur .... -
[TOPIC UNIQUE] Grande enquête sur les revendeurs et leurs consommables
Herve64 en réponse au topic de Pilou26 dans Consommables (filaments, résines...)
Bon, visiblement , si un jour il y a du retard dans ma livraison, c'est qu'ils sont en train de s'occuper de la tienne..... -
Ou trouver des bobines bien enrouler ?
Herve64 en réponse au topic de Oikos dans Consommables (filaments, résines...)
J'ai bien compris que c'était pas interdit, mais je trouve que le déroulement du filament se faisant de façon plus linéaire que sans roulement, l'extrudeur a moins à forcer... et la bobine ne se déroule pas intempestivement pour autant... Le seul emmerdement, c'est qu'à chaque vidange, il faut graisser les roulements.... -
Voilà, il y en a d'autres, mais celui-ci est gratuit et fonctionne très bien.... je l'ai imprimé en PLA https://cults3d.com/fr/modèle-3d/outil/ender-extruder-iddle-regulator
-
Ou trouver des bobines bien enrouler ?
Herve64 en réponse au topic de Oikos dans Consommables (filaments, résines...)
Depuis 2013 que j'imprime du filament de chez GROSSISTE 3D , je n'ai eu aucun problème de noeuds sur les bobines.... et mon dérouleur est sur roulements à billes... -
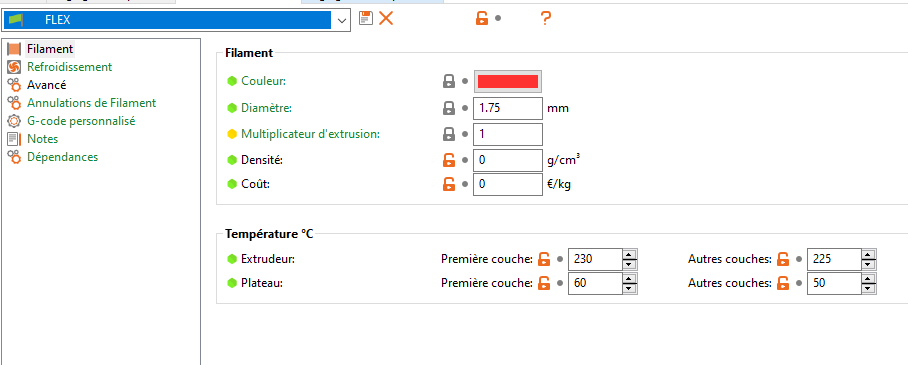
Bonsoir à tous, Pour ceux qui se posent des questions au sujet de l'impression du TPU (pour ma part TPU Flex A95 de shore de chez "Grossiste 3D") , vous pouvez y aller tranquille, c'est aussi simple à imprimer que du PLA si on respecte certains réglages et le montage d'une pince (gratuite sur cult) pour limiter la pression de la poulie dentée de l'extrudeur. Point besoin de "direct drive", l'imprimante en "Bowden" d'origine est parfaite ... Bien loin des galères que j'ai eues avec mes premiers essais d'impression de TPU avec ma ZORTRAX M200 (1° génération) Voilà, c'est peut être pas un scoop pour certains, mais je suis tellement satisfait du résultat, que je devais vous le dire tellement j'avais été déçu du résultat sur le TPU avec la ZORTRAX ...


-
Questions de débutant (avant achat)
Herve64 en réponse au topic de Herve64 dans Les imprimantes 3D SLA
Merci à vous pour ces réponses... je continue de m'informer avant de franchir le pas.... -
Bonjour à tous, Possesseur d'une ZORTRAX M200 (1° génération d) depuis 2013 et d'une ENDER3"pro" V1 depuis 2018, je souhaite faire l'acquisition d'une imprimante SLA pour mes petites pièces réclamant de la finesse que ne permet pas une FDM. Je ferai appel à vos expériences quant au choix de la machine, mais en attendant, je me renseigne sur tout ce qui gravite autour de cette impression SLA et notamment les résines. La résine utilisée est elle la même que la résine époxy utilisée par des menuisiers ou amateurs éclairés (par exemple pour faire des rivières de table) ? Peut on comme c'est le cas pour ces "rivières de table" mettre des colorants dans la préparation de la résine ? Merci à vous....
-
[TOPIC UNIQUE] Grande enquête sur les revendeurs et leurs consommables
Herve64 en réponse au topic de Pilou26 dans Consommables (filaments, résines...)
Bonjour à tous, Perso, je ne me sers que chez GROSSISTE 3D , j'en suis pleinement satisfait depuis 2013 (date d'acquisition de ma ZORTRAX M200 (1°génération) qui pourtant à la base n'était prévue que pour du filament dédié ... J'ai eu l'occasion lors de la fabrication des supports de visières covid pour les soignants, (j'avais fait l'acquisition d'une ENDER 3 "pro" #1 pour cet évènement) de tester dans mon groupe de "makers" du filament PLA venu d'autres fournisseurs sans problème , jusqu'au jour où un des makers m'a demandé de tester du filament ABS de chez SOVB... qu'il n'arrivait pas à imprimer lui même... je ne sais pas si ça venait de la bobine ou si c'est général, mais même si l'état de surface mat est du plus bel effet, le filament se déligne.... A n'importe quelle température, (et j'en ai testé des tas !) les couches se séparent. C'est un phénomène que je n'ai jamais rencontré avec les filaments de chez GROSSISTE 3D ... Voila mon retour d'expérience perso... -
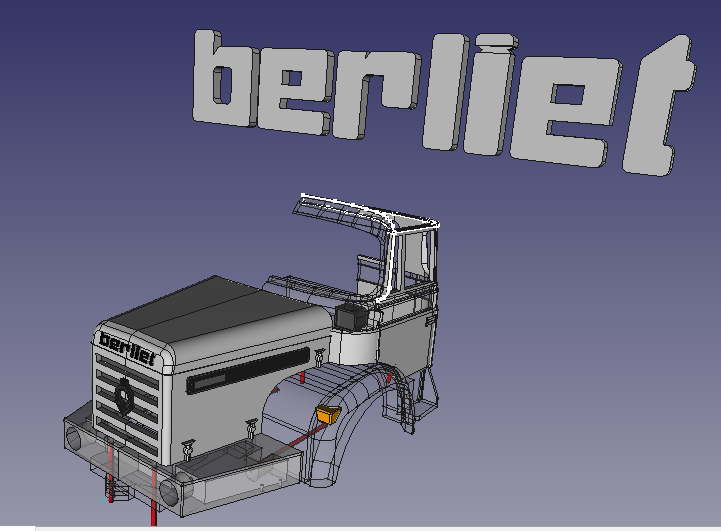
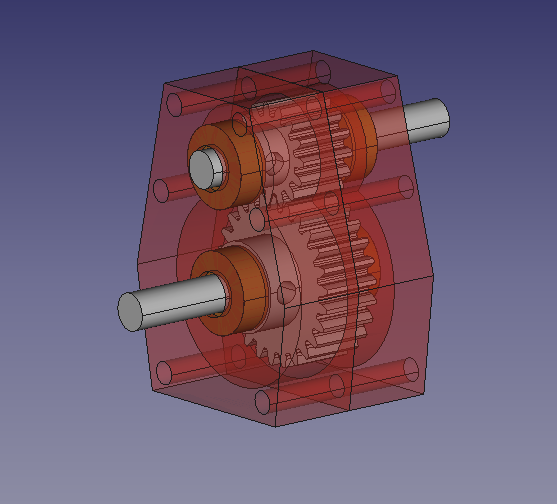
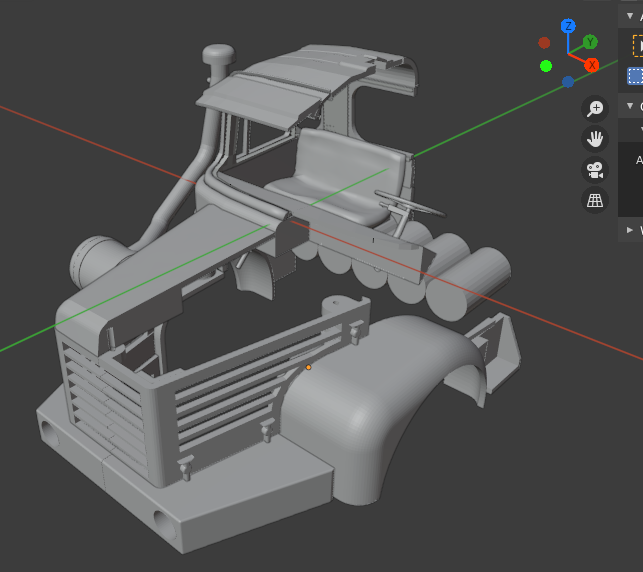
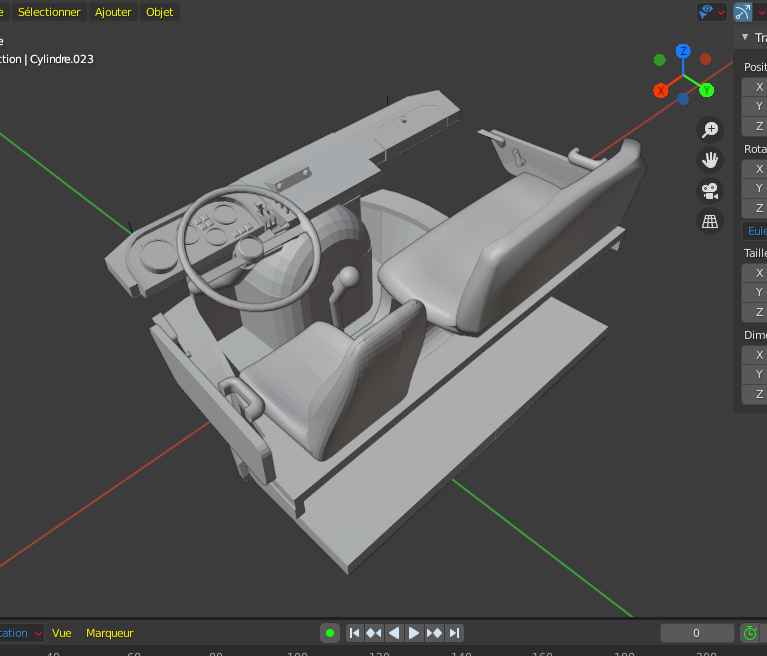
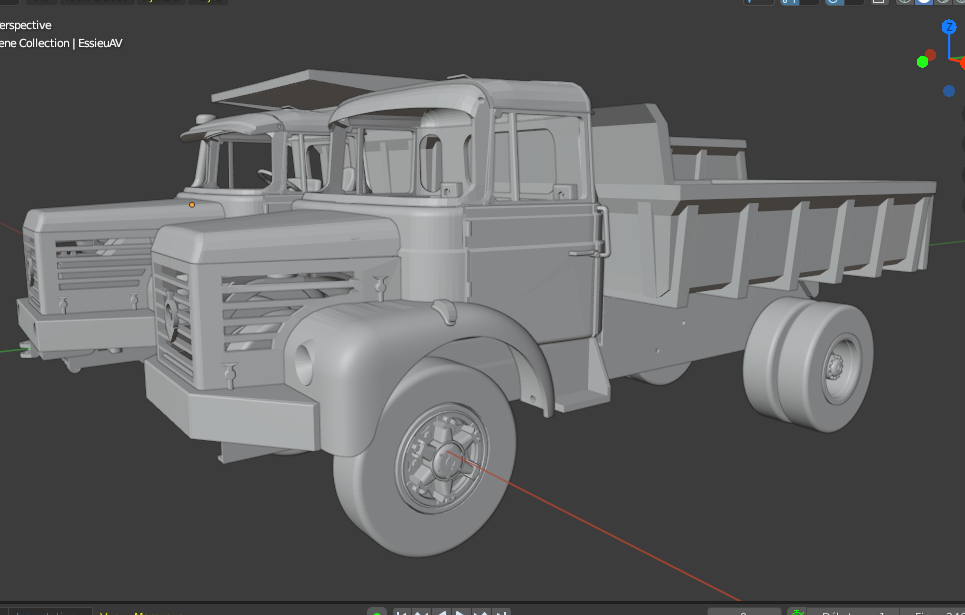
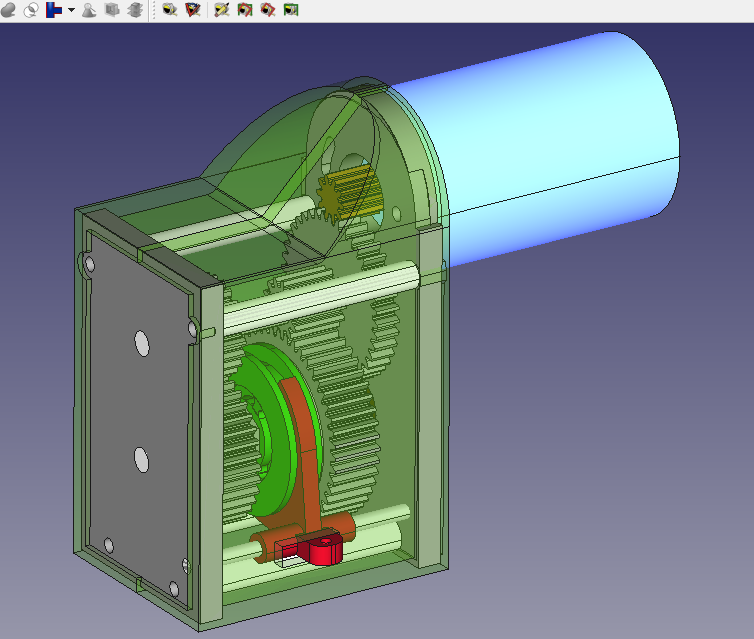
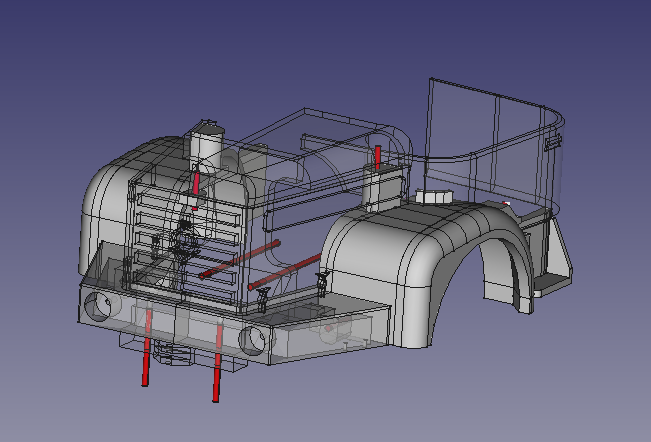
Avec FreeCAD tu ne pourras pas... il faut passer à un logiciel surfacique comme BLENDER (OpenSource)... FreeCAD est exclusif paramétrique et permet des courbes dans un plan, par exemple x,y mais si tu as à appliquer une courbe à cette même forme en x,z tu ne peux pas... La solution de @RFN_31 est bonne pour ton verre de phare car le bombé est égal sur tous les plans, mais si tu te lances dans la modélisation d'un capot ou d'un toit de voiture, tu seras coincé.... C'est la raison pour laquelle j'ai abandonné FreeCAD pour passer à BLENDER ... je ne me sers de FreeCAD que pour les pièces qui demandent une extrême précision , les pignons et engrenages, les filetages et les pièces mécaniques.... Sur la première série d'images, on voit bien que les courbes ne sont pas parfaites ni réalistes pour la cabine mais avec BLENDER c'est tout autre chose et ces courbes complexes sont faciles à manipuler....
.PNG.f3eed77de58443d8160856ae26d78360.PNG)