RobertDD
-
Compteur de contenus
57 -
Inscrit(e) le
-
Dernière visite
Récompenses de RobertDD
")





-

[Tuto] Comment Flasher le Firmware des X2 / Genius Pro / Hornet
RobertDD en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Chaque fois que je règle le Z-offset je me retrouve dans un cas similaire. Pour moi, c'est toujours trop loin. Une façon de s'en sortir est de régler le Z-offset en utilisant les micro steps. L'avantage c'est que tu le fais pendant l'impression. Le résultat est donc immédiat. De mémoire, ça permet un réglage de 0.01 en 0.01. Très précis donc, mais il faut appuyer de nombreuses fois sur le + ou le -. N'oublie pas de sauvegarder lorsque tu es satisfait. -
[Tuto] Comment Flasher le Firmware des X2 / Genius Pro / Hornet
RobertDD en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Pas de tuto. De mémoire : 4 vis, peut-être 6, tiennent la plaque sous l'imprimante. Si tu as un tournevis, tu retournes délicatement la bête et tu devrais t'en sortir. Ensuite : une bonne vue ou une loupe -
[Tuto] Comment Flasher le Firmware des X2 / Genius Pro / Hornet
RobertDD en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
La meilleure méthode (probablement la seule) : ouvrir l'imprimante et lire la référence du processeur graphique de la carte écran. Pas trop d'inquiétude pour le scellé si tu ne peux pas le décoller proprement. En cas de problème nécessitant le SAV, Artillery te demande souvent de le briser toi-même pour certaines vérifications (ça m'est arrivé pour un échange standard d'écran). -
[Tuto] Comment Flasher le Firmware des X2 / Genius Pro / Hornet
RobertDD en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Non, pas de clé USB pour le firmware de la carte Ruby. Relis bien le pdf. Il faut passer par une connexion USB-Ordi et flasher avec STM32CubeProgrammer. Tout est détaillé dans le document de Mr Magounet. Là pas de problème ... Si tu as bien une carte écran GD. -
[Tuto] Comment Flasher le Firmware des X2 / Genius Pro / Hornet
RobertDD en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Un grand merci à Gagipro pour ce firmware des tft GD ! J'ai donc pu passer sur la version Marlin 2.1.2 (Merci aussi à Mr Magounet ). On va donc tout recalibrer. En cours d'ABL ... Encore chapeau et merci pour le taf. -
[Tuto] Comment Flasher le Firmware des X2 / Genius Pro / Hornet
RobertDD en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Si tu ne l'avais pas : Calibrating Z-Offset With A BLTouch Bed Levelling Probe Vidéo courte mais qui détaille bien la procédure (valable sur toute imprimante). En anglais, mais c'est surtout du vocabulaire technique ; ça ne devrait pas rebuter les férus d'informatique. -
La solution à moins de 1€ : une couverture de survie ! Pas très élégant, plutôt bruyant à la mise en place ... mais ça permet des tests (ou des impressions très rares en dehors du PLA) avant d'investir 100€ ou 20h de boulot pour un caisson.
-
Bonjour. Es-tu sûr que ta buse n'est pas bouchée ? Tu dois avoir une buse de remplacement dans les spares arrivés avec la X2. Si tu la remplaces, attention à un démontage propre de la buse. Il existe des tutos pour éviter de martyriser la sonde de température ou l'élément chauffant. Il faut aussi veiller à mettre en place proprement la buse neuve (serrage avant, serrage après, ...). Et recalibrer le Z0 ! Je propose cette possibilité aussi parce que tu semblait limite sur la température pour ton filament, ce qui peut entraîner une obstruction. Les préconisations du fabricant de filament sont souvent sur une plage de 20 ou 30 degrés. Se situer en haut de cette plage n'est pas un problème en général. Une tour de température montre bien qu'un filament donné se comporte bien avec plus ou moins 10 degrés. Et les sondes de température utilisées sur ces machines coûtent quelques centimes d'euros et ont une précision en rapport avec ce prix.
-
Ce n'est pas très grave ... car, si vous êtes nombreux à boire des bières, il ne fera pas la soirée. Perso, je conseillerais donc plutôt le vin. Désolé pour la blague (je n'ai pas pu m'en empêcher) mais je ne crois pas que ce soit le type d'objets à cibler en impression 3D. Pour ce qui est de la qualité d'impression, d'autres que moi te conseilleront certainement.
-
[Tuto] Comment Flasher le Firmware des X2 / Genius Pro / Hornet
RobertDD en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Octoprint sur Windows : Comme d'autres (heureux ?) possesseurs de GD32F305, ça m'intéresserait beaucoup d'avoir un retour ! Quelqu'un sait où trouver de l'info ? Notre ami Google ne m'a pas trop aidé. -
J'aurais dû regarder tes photos en plus grand ! Désolé. Il semble qu'il y ait parfois des manques, parfois des excès de matière. Es-tu Ok avec les réglages de base ? Température, calibration de l'extrudeur, ... Il peut y avoir tant de causes comme la régularité de diamètre du filament lui-même. Note que j'ai répondu parce que je croyais reconnaitre ce qui m'est arrivé il y a peu de temps (surtout quand tu parlais de petites billes) et que j'ai une modeste expérience en impression 3D mais je ne suis pas du tout expert. J'espère qu'un œil plus aguerri que le mien reconnaitra l'origine la plus probable.
-
[Tuto] Comment Flasher le Firmware des X2 / Genius Pro / Hornet
RobertDD en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Cela dépend du type de carte écran de ta machine : STM32F107 : Ok. (Présent dans les premières version de X2) GD32F305 : Ko. De nombreux propriétaires de cette version attendent que cette MAJ soit possible. Il semble que la seule façon de le savoir soit d'ouvrir la machine pour voir ce qui est inscrit sur le processeur graphique. -
Les blobs dont je parlais. Si tu es dans Cura, j'imagine que tu as choisi "Alignement de la jointure en Z" = "Aléatoire". A chaque fin de couche, la tête doit se déplacer pour se rendre à un endroit aléatoire (mais calculé par le slicer) pour commencer la suivante. Pendant ce temps un peu de filament s'écoule et se retrouve sous forme d'une petite bille au début de la couche suivante. Après avoir découpé, regarde en mode "Aperçu" et, dans "Type de ligne", coche "Démarre". Tu verras des petits points blancs à l'endroit ou tu as les billes. J'ai eu le même problème. Je voulais tester en augmentant la distance de rétraction (pourtant déjà passée de 2 à 3 mm - j'essaierai 5 ou plus lors d'un prochain print). Mais c'est peut-être plus compliqué. Il y a plusieurs vidéos YouTube qui ciblent ce problème (surtout en anglais) : Blobs d'impression 3D - Résolu! Get Rid of Blobs in Your 3D Prints
-
Tu peux faire disparaître la couture en mettant "Alignement de la jointure en Z" en "Aléatoire" (dans Cura ... ou paramètre équivalent dans d'autres trancheurs). Ça a pour effet d'éviter que chaque couche commence au même endroit (ce qui est tolérable s'il y a une partie cachée ou une arrête très aigüe). Mais attention à la possible apparition de blobs à chaque démarrage de couche !
-
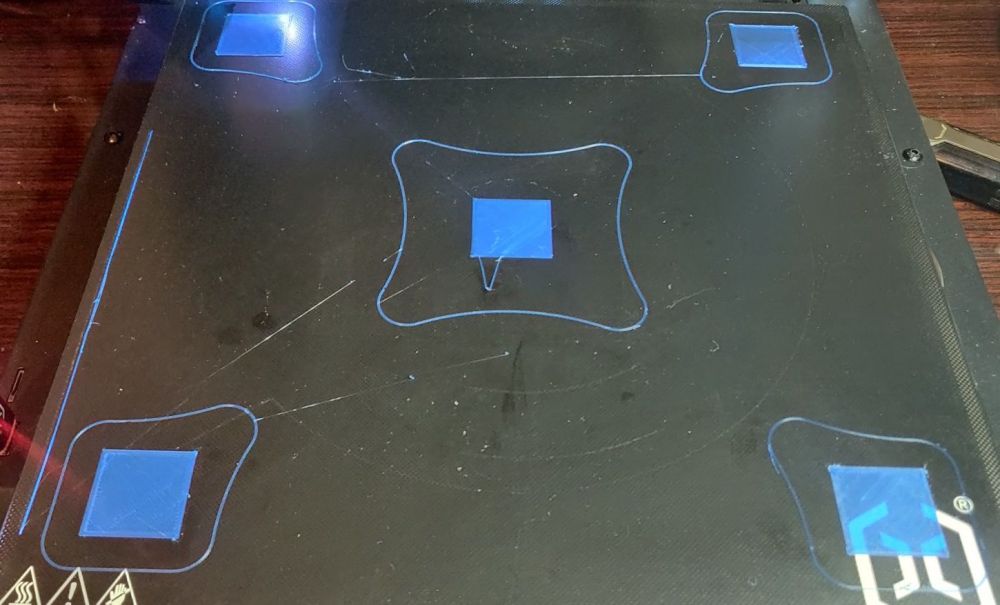
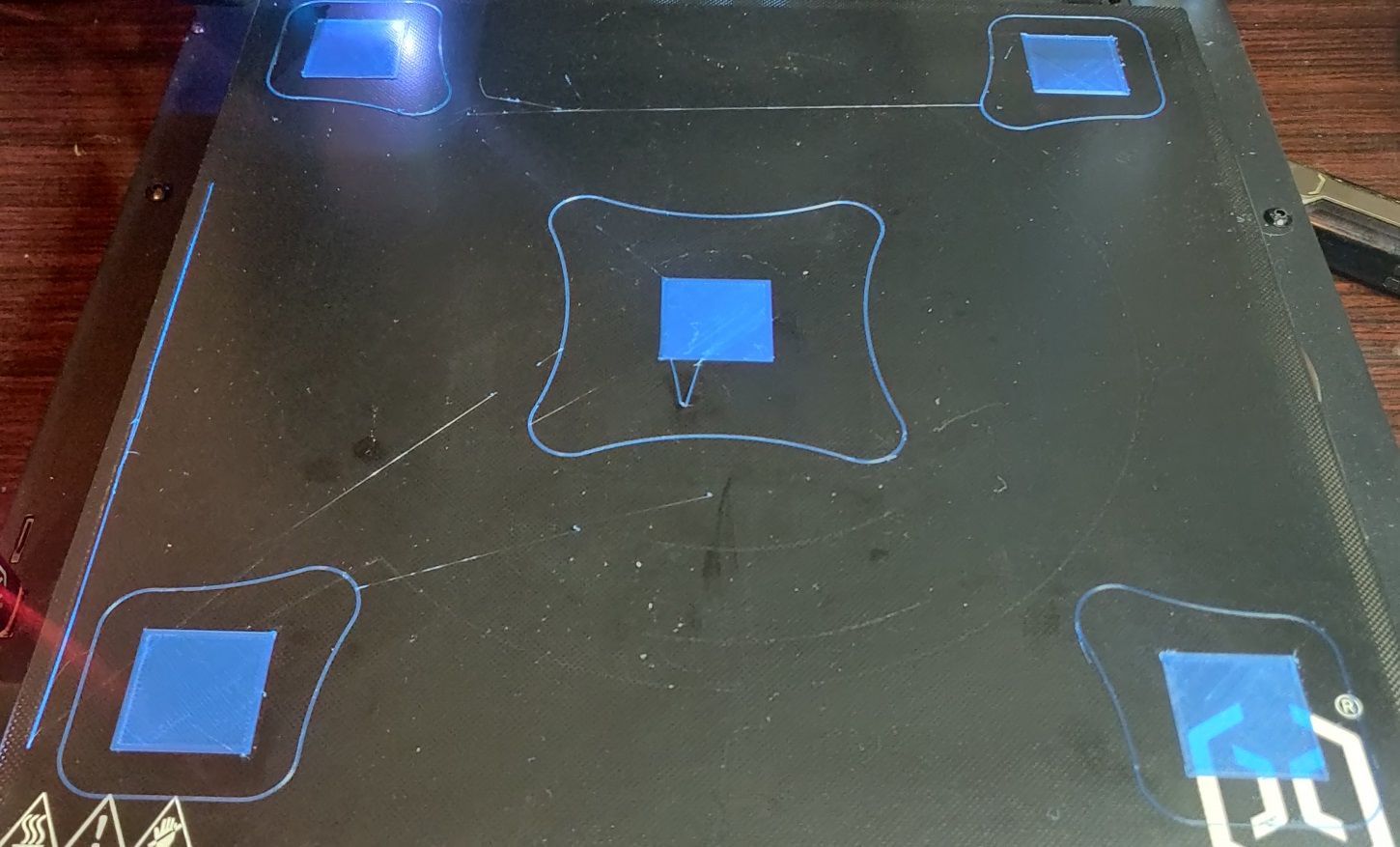
Bonjour, Tête démontée : simplement une buse bouchée ! Après 10 heures d'impression avec un filament de qualité ; je suis un peu étonné. A noter que le tube PTFE noir présent dans le heatbreak était coupé en biais du côté en contact avec la buse. A vue de nez : 0.3 à 0.5 mm d'écart ! En témoigne la collerette présente sur le morceau de filament que j'ai retiré de l'intérieur de l'ensemble : J'ai retaillé le tube à plat (j'espère !). A chaque galère, je me souviens du nombre d'autocollants marqués "CQ ok" au déballage de l'imprimante . Remontage Ok. Réglage du Z0 et calibrage de l'extrudeur OK (Pourquoi si simple cette fois-ci et si compliqué lors de la première mise en œuvre de l'imprimante ? Mystère !) Test avec 5 carrés de 0.20 mm d'épaisseur : d'emblée bonne adhésion et aspect acceptable pour l'instant ... même si c'est loin d'être parfait et s'il faudra affiner. En particulier il me faudra corriger le stringing et les petits blobs que je me promène depuis le début. Je suis déjà passé de 2mm à 3 mm de rétraction (insuffisant ?). Merci à vous deux pour votre soutien .