raccoon
-
Compteur de contenus
12 -
Inscrit(e) le
-
Dernière visite
Récompenses de raccoon
")





-
Merci pour ta réponse, je suis rassuré, j'étais prêt à jeter mon imprimante par la fenêtre tellement ça me rend dingue ! Par contre, j'ai fait une grosse commande et la première fois j'ai eu un message d'erreur, pas de mail de confirmation et la commande n’apparaît pas dans le manage. J'ai donc recommencé la commande que j'ai reçu en double et qui m'a été facturé deux fois, je ne pourrais donc fournir qu'un numéro de commande sur les deux et je te laisse faire le lien.
-
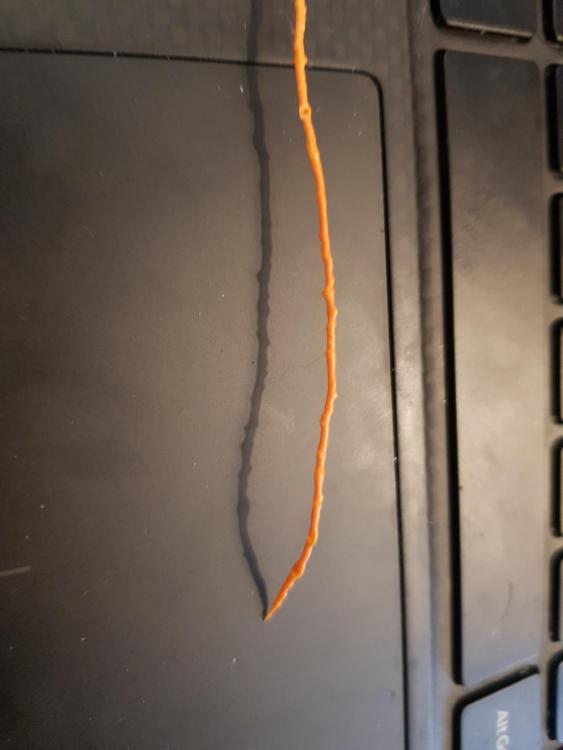
Merci pour ta réponse ! J'ai des doutes sur cette cause car j'ai utilisé une nouvelle bobine (la orange sur la photo) que j'ai retiré de son sachet hermétique juste avant de faire le test et de poster la photo. Ce problème d'humidité existe sur l'ABS (de mémoire elle n'existait que sur le PLA) ? Si oui, est-ce que cela voudrait dire que les bobines "neuves" que j'ai reçu aient pris l'humidité en usine et qu'elles aient été scellées humides ? Je crois que @filament-abs.fr passe régulièrement sur le forum, un avis sur ce problème avec votre filament Optimus ABS ?
-
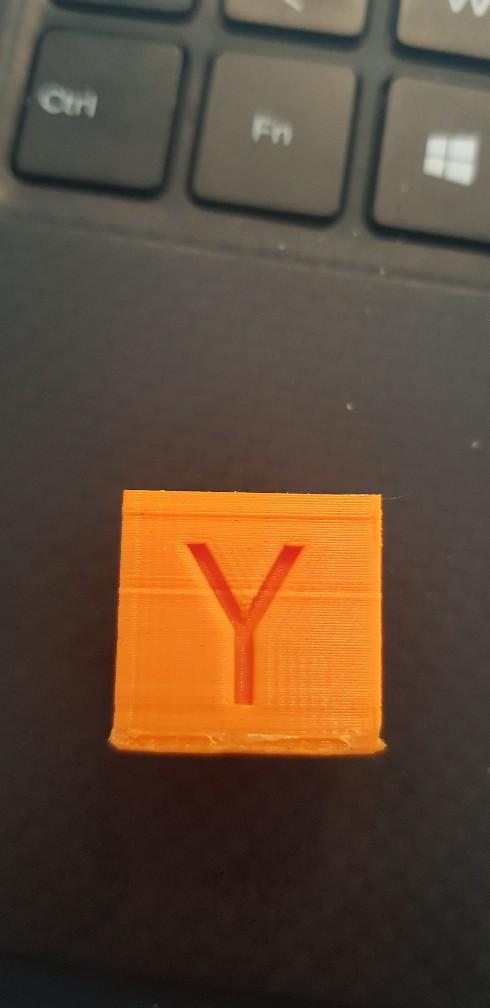
Bonjour à tous ! Je viens demander votre aide car ma CR-10s va me rendre fou ! J'ai opté il y a quelques temps pour une amélioration à base d'un extrudeur Titan et d'une tête E3D V6 qui m'apporte entière satisfaction. J'ai passé pas mal de temps à tout calibrer comme il faut et je suis arrivé à des résultats super satisfaisants. Avec le Black Friday, j'ai acheté du filament ABS Optimus et je n'arrive pas à en faire quoi que ce soit :( Quel que soit la couleur, le rendu est très irrégulier et présente sur certaines couches comme de la sous extrusion et sur un autre couche comme de la sur extrusion. Le filament à l'air pourtant régulier et fait bien 1.75mm. J'ai également vérifié que mon extrudeur débitait bien 50mm de filament pour 50mm demandé. J'ai fini par tout démonter, changer la buse, tout nettoyer et rien y fait ! Ce qui me fait dire qu'il y a un vrai problème est que lorsque je demande à l'extrudeur de me sortir 30mm de filament, celui sort de la buse avec des bulles. D'ailleurs, on perçoit comme des petits craquements (même une fois l'extrudeur au repos) comme si cela pétillait à l'intérieur du corps de chauffe. Je vous joins une photo de ce que cela donne. Avez-vous une idée ? J'ai refait un PID pour vérifier si ce n'était pas un problème de température, changer de bobine, vérifier que la buse était bien au contact du corps de chauffe reflasher Marlin, etc. mais je sèche ! J'ai essayé d'imprimer une tour de température mais dans ces conditions c'est impossible, même en changeant la température à la main (de 230 à 270) rien n'y fait. Merci d'avance à la communauté :)
-
Merci pour ta réponse ! J'ai bien fait l'inversion dans la configuration de Marlin. Le problème est que le filament ne bouge pas du tout
-
Bonjour à tous ! J'ai fait l'acquisition d'un nouveau hot-end E3D V6 et d'un extrudeur Titan. J'ai tout monté aujourd'hui mais pour l'instant c'est pas le top J'ai monté le Titan à la place de l'extrudeur d'origine et après quelques péripéties (j'ai cassé le support que j'avais imprimé en serrant trop fort ou monté/démonté le moteur plusieurs fois avant de me rendre compte qu'avec Marlin, il y a une sécurité qui empêche de faire bouger l'extrudeur quand le hot-end est froid !) le tout est monté, branché et Marlin est installé sur la machine. Ce qui m'amène à vous exposer mon problème : le titan n'extrude rien du tout ! Je m'explique : si je fais tourner la roue crantée à la main, je vois bien le fil évoluer dans le PTFE qui va jusqu'au hot-end. Par contre, si je demande à la CR-10 de faire avancer l'extrudeur, je vois bien cette même roue crantée tourner mais le fil n'avance pas ! J'ai essayé de visser/dévisser la petite vis en bas à droite qui entraîne l'extrudeur, de visser/dévisser la vis qui permet de comprimer le ressort mais rien n'y fait ! Avez-vous une idée ou rencontré un problème similaire ? Merci d'avance ! PS : Question bonus : je n'ai pas imprimé le support qui permet de remonter le capteur de fin de course sur l'axe Z, comment vous feriez pour avoir une solution temporaire le temps d'imprimer cette pièce ?
-
Bonjour à tous ! Sur vos bons conseils j'ai procédé à plusieurs ajustements : - Déserrer légèrement le galet du chariot - Resserer les vis tenant la tête d'impression au chariot - Un peu de lubrifiant sec sur les moteurs Et je peux de nouveau imprimer convenablement à 40mm/s sans aucun décalage ! Merci à tous pour vos conseils
-
Ok donc j'aurais un peu trop serré mes galets ! Je vais essayer de les serrer juste ce qu'il faut. J'ai refais un test en 40mm/s et de nouveau il y a du décalage, ça me parait donc une bonne piste à suivre @Guizboy ! Je vous tiens au courant
-
@Bosco2509 Ca marche, plus qu'à prendre de l'expérience maintenant Par contre tes tendeurs de courroie ont l'air d'être une bonne chose, je vais faire un tour au magasin de bricolage pour récupérer les deux vis requises et je vais imprimer ca ! Merci pour le conseil !
-
@Bosco2509 Non je n'ai pas damper (j'ai le luxe d'avoir trouvé une place pour l'imprimante dans le garage, donc pas de réduction de bruit à prévoir ). Effectivement, en plein désespoir j'ai essayé plusieurs réglages pour la courroie et je me suis rendu compte que je l'avais trop tendu ! J'avais donc fait plusieurs essais jusqu'à arrivé au résultat le moins pire ! Tu as une technique pour connaitre la bonne tension de courroie sans avoir à imprimer plein de petits cubes ?
-
Bonjour à tous les deux ! Première bonne nouvelle, en imprimant avec une vitesse de 20mm/s c'est parfait, merci @Guizboy ! C'est parfait, mais c'est long J'ai bien inspecté la courroie, tout à l'air OK à ce niveau là. Je tente en ce moment d'imprimer en rétablissant une vitesse de 40mm/s mais en abaissant l'accélération à 400mm/s @Schyzo : Quelles paramètres tu fixes pour ton accélération ? J'ai également trouvé dans Cura un paramètre "Print Jerk" et "Travel Jerk" ce sont ces paramètres dont tu parles ? Si oui, elles sont actuellement positionnées à 20mm/s et 30mm/s, qu'est ce que tu préconises ? En tous les cas merci à tous !
-
J'imprime à 40 mm/s actuellement. Je vais essayer avec 20 !
-
Bonjour à tous ! J'ai fais l'acquisition d'une CR10s il y a deux mois et j'ai réussi jour après jour, surtout grâce à ce forum, à résoudre mes problèmes les uns après les autres pour passer d'un résultat catastrophique à des impressions de plus en plus réussies ! J'ai besoin de votre aide aujourd'hui car même en triturant la machine dans tous les sens, je n'arrive pas à avoir en rendu parfait sur l'axe Y (que ce soit sur un cube de calibration ou sur une pièce plus imposante). Le phénomène est très bizarre : une couche est de temps en temps décalé vers la gauche ou vers la droite. Comme une image vaut mieux qu'un long discours, je vous joins deux photos d'un cube imprimé il y a quelques minutes. La courroie de l'axe Y est correctement tendue, le chariot est bien serré contre ce même axe (mais pas trop) et j'ai imprimé un dévidoir sur roulement à billes pour débiter le filament (je pensais que c'était la cause du problème). Est-ce que l'un d'entre vous à déjà rencontré ce problème ? Pour info, il s'agit de PLA de chez ICE, mais le problème ce produit avec toutes les bobines (PLA, ABS, PETG) et toutes les couleurs. Merci d'avance et encore merci pour cette mine d'or que constitue ce forum !