fenixdragon
-
Compteur de contenus
15 -
Inscrit(e) le
-
Dernière visite
Récompenses de fenixdragon
")





-
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
@trotro ton idée marche parfaitement je fait juste un micro cube de 0.3 en x et y et le z je fait en fonction de la hauteur de mon objet ^^ -
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
ha oui @trotro super idée pas besoin de modifié le code etc je test demain merci -
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
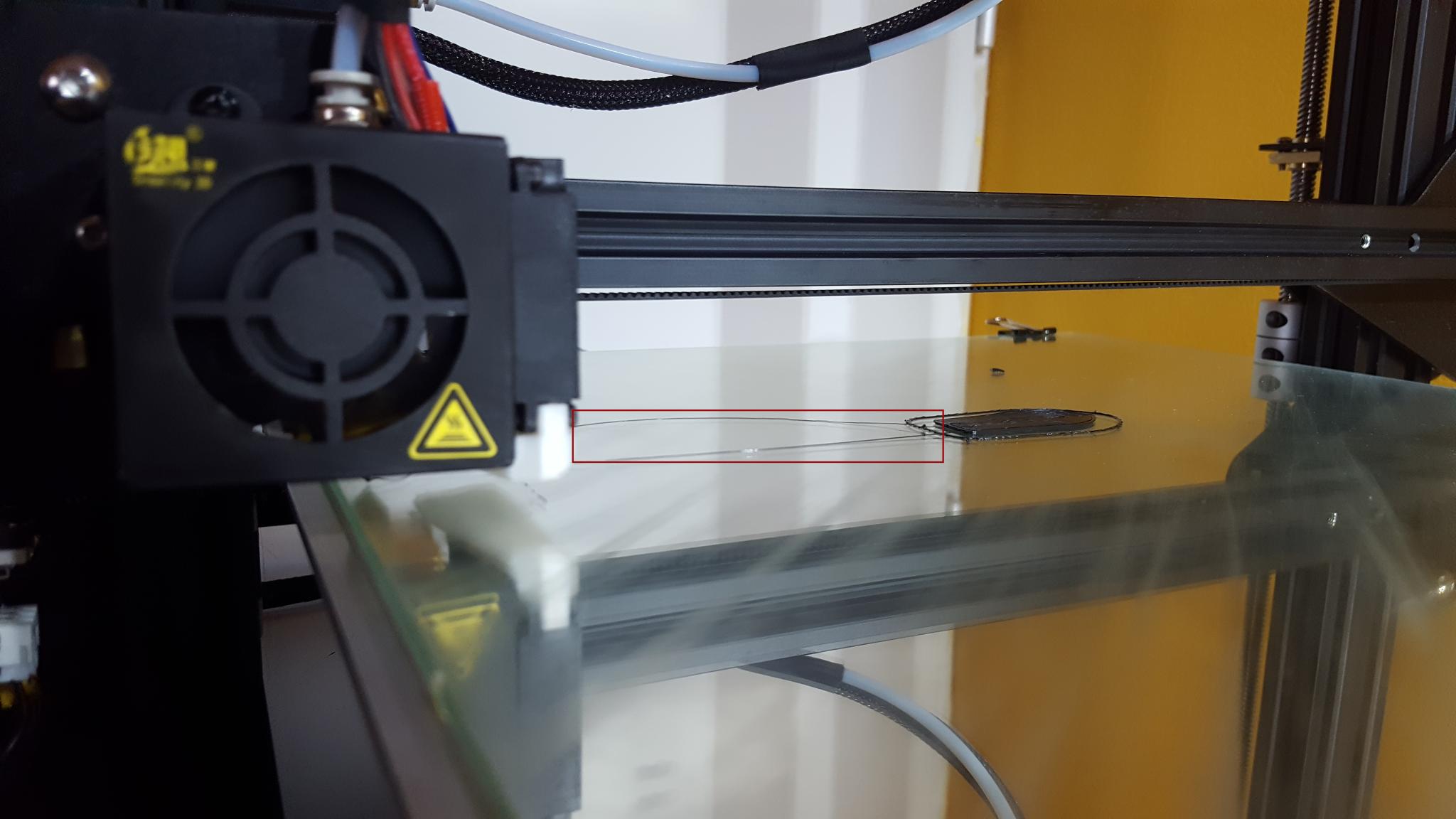
Oui je comprend pour le plateau pas très grave. mais pour le reste c’est dommage on voie un file qui se créé a chaque couche comme sur la photo: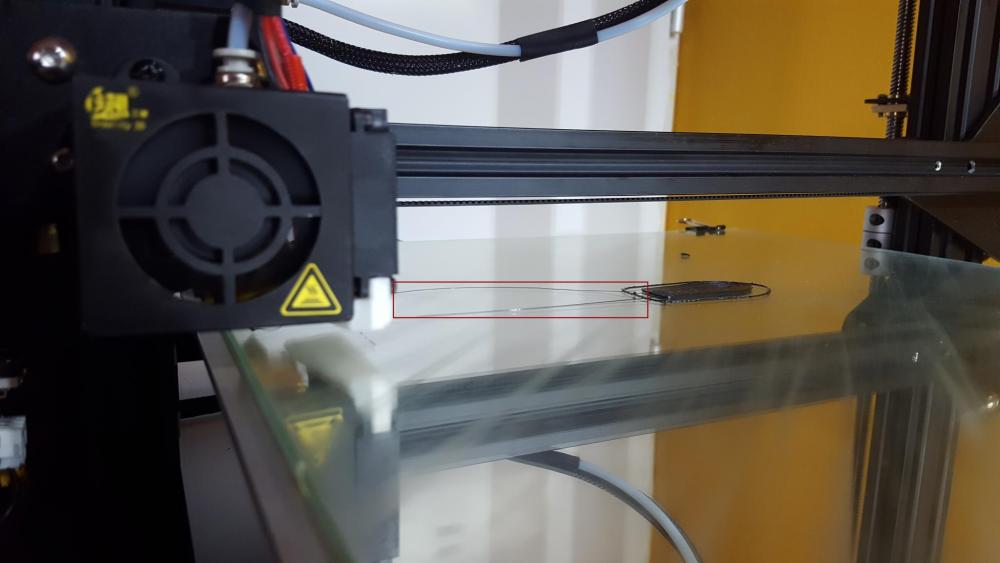
-
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
en fait à la fin de chaque couche la tête va bien au point 0 . mais vu qu il n'y a pas de rétraction il y a un petit file qui se créé . je voulais donc savoir si on pouvait rajouter -une rétraction de ( 5.0 ) -la position y a 50% je sais pas où est le milieu. -
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
alors ça fonctionne par contre es que l on peut rajouter une rétraction a 5.0 une extrude amount 90.0 et une position plateau centré juste avent la position X ? car la ça me fait du filament a chaque couche pas top ^^ -
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
oui @Tircown ma déja parler de octoprint mais je ne l ais pas et pas de web cam ou même de raspebery je lance le test et je dit ci cest good -
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
ok cest bon je croie que j ai compris CCR10_3DBenchy_-_Multi-part_-_Complete_17_shells_-_3DBenchy.gcode petit test avec le benchy donc G28x veux dire position 0 en X et G4 S1 veux dire pause 1s et go ça repart ? -
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
je commence a comprendre faut généré le gcode et apres le modifier dans notepad lol desoler et donc avent chaque "LAYER" il faut placer nG28 X\nG4 S1\n je suis obliger de metre les \ a quoi correspond ng28 ng24 s1 et n et dans mon code cest plus ça : " ;LAYER:8" je nais pas \n;LAYER: -
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
non je n utilise pas octoprint la cest un appareil photo avec télécommande et emboue qui vient tapé la télécommande a 0 en x -
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
se que tu me montre cest gcode démarrage et fin on peut ajouté un code a ce niveau ? j ai mit le code apres home je sais pas si cela et bon je suis perdu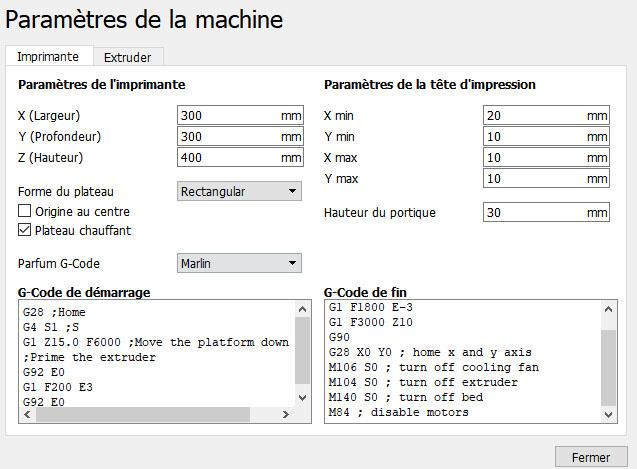
-
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
oui cest ça je veux faire la pause a chaque couche a 0 x pour prend la photo est time laps -
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
dans le script de bas il n y a pas \n;LAYER: from ..Script import Script class PauseAtHeightforRepetier(Script): def __init__(self): super().__init__() def getSettingDataString(self): return """{ "name":"Pause at height for repetier", "key": "PauseAtHeightforRepetier", "metadata": {}, "version": 2, "settings": { "pause_height": { "label": "Pause height", "description": "At what height should the pause occur", "unit": "mm", "type": "float", "default_value": 5.0 }, "head_park_x": { "label": "Park print head X", "description": "What x location does the head move to when pausing.", "unit": "mm", "type": "float", "default_value": 5.0 }, "head_park_y": { "label": "Park print head Y", "description": "What y location does the head move to when pausing.", "unit": "mm", "type": "float", "default_value": 5.0 }, "head_move_Z": { "label": "Head move Z", "description": "The Hieght of Z-axis retraction before parking.", "unit": "mm", "type": "float", "default_value": 15.0 }, "retraction_amount": { "label": "Retraction", "description": "How much fillament must be retracted at pause.", "unit": "mm", "type": "float", "default_value": 5.0 }, "extrude_amount": { "label": "Extrude amount", "description": "How much filament should be extruded after pause. This is needed when doing a material change on Ultimaker2's to compensate for the retraction after the change. In that case 128+ is recommended.", "unit": "mm", "type": "float", "default_value": 90.0 }, "redo_layers": { "label": "Redo layers", "description": "Redo a number of previous layers after a pause to increases adhesion.", "unit": "layers", "type": "int", "default_value": 0 } } }""" def execute(self, data): x = 0. y = 0. current_z = 0. pause_z = self.getSettingValueByKey("pause_height") retraction_amount = self.getSettingValueByKey("retraction_amount") extrude_amount = self.getSettingValueByKey("extrude_amount") park_x = self.getSettingValueByKey("head_park_x") park_y = self.getSettingValueByKey("head_park_y") move_Z = self.getSettingValueByKey("head_move_Z") layers_started = False redo_layers = self.getSettingValueByKey("redo_layers") for layer in data: lines = layer.split("\n") for line in lines: if ";LAYER:0" in line: layers_started = True continue if not layers_started: continue if self.getValue(line, 'G') == 1 or self.getValue(line, 'G') == 0: current_z = self.getValue(line, 'Z') x = self.getValue(line, 'X', x) y = self.getValue(line, 'Y', y) if current_z != None: if current_z >= pause_z: index = data.index(layer) prevLayer = data[index-1] prevLines = prevLayer.split("\n") current_e = 0. for prevLine in reversed(prevLines): current_e = self.getValue(prevLine, 'E', -1) if current_e >= 0: break prepend_gcode = ";TYPE:CUSTOM\n" prepend_gcode += ";added code by post processing\n" prepend_gcode += ";script: PauseAtHeightforRepetier.py\n" prepend_gcode += ";current z: %f \n" % (current_z) prepend_gcode += ";current X: %f \n" % (x) prepend_gcode += ";current Y: %f \n" % (y) #Retraction prepend_gcode += "M83\n" if retraction_amount != 0: prepend_gcode += "G1 E-%f F6000\n" % (retraction_amount) #Move the head away prepend_gcode += "G1 Z%f F300\n" % (1 + current_z) prepend_gcode += "G1 X%f Y%f F9000\n" % (park_x, park_y) if current_z < move_Z: prepend_gcode += "G1 Z%f F300\n" % (current_z + move_Z) #Disable the E steppers prepend_gcode += "M84 E0\n" #Wait till the user continues printing prepend_gcode += "@pause now change filament and press continue printing ;Do the actual pause\n" #Push the filament back, if retraction_amount != 0: prepend_gcode += "G1 E%f F6000\n" % (retraction_amount) # Optionally extrude material if extrude_amount != 0: prepend_gcode += "G1 E%f F200\n" % (extrude_amount) prepend_gcode += "@info wait for cleaning nozzle from previous filament\n" prepend_gcode += "@pause remove the waste filament from parking area and press continue printing\n" # and retract again, the properly primes the nozzle when changing filament. if retraction_amount != 0: prepend_gcode += "G1 E-%f F6000\n" % (retraction_amount) #Move the head back prepend_gcode += "G1 Z%f F300\n" % (1 + current_z) prepend_gcode +="G1 X%f Y%f F9000\n" % (x, y) if retraction_amount != 0: prepend_gcode +="G1 E%f F6000\n" % (retraction_amount) prepend_gcode +="G1 F9000\n" prepend_gcode +="M82\n" # reset extrude value to pre pause value prepend_gcode +="G92 E%f\n" % (current_e) layer = prepend_gcode + layer # include a number of previous layers for i in range(1, redo_layers + 1): prevLayer = data[index-i] layer = prevLayer + layer data[index] = layer #Override the data of this layer with the modified data return data break return data -
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
pour etre plus simple es que une personne serai modifier le fichier .py et rajouté une reprise a x seconde merci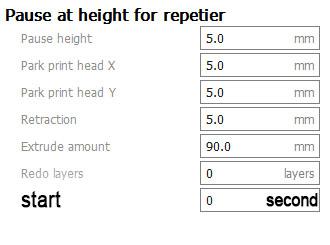
-
cura script dans cura
fenixdragon en réponse au topic de fenixdragon dans Paramétrer et contrôler son imprimante 3D
merci ^^ -
bonjour savez vous comment on peut crée un script dans cura pour que a chaque couche imprimé il y est une pause de 1s a la position 0 sur l axe X et reprise de l’impression a la fin de la second ?