Heim
-
Compteur de contenus
54 -
Inscrit(e) le
-
Dernière visite
Récompenses de Heim
")





-

Contrôle vitesse Prusaslicer
Heim en réponse au topic de Heim dans Paramétrer et contrôler son imprimante 3D
Aa super, merci beaucoup. Effectivement il y a cette option aussi, je n'avais juste jamais fait gaffe. Je te remercie beaucoup, je vais pouvoir jouer avec et voir si j'arrive à améliorer la qualité de cette petite pièce. Par contre, je n'ai pas l'option relever la tête. Par curiosité, pouquoi trouves-tu cette option dangereuse?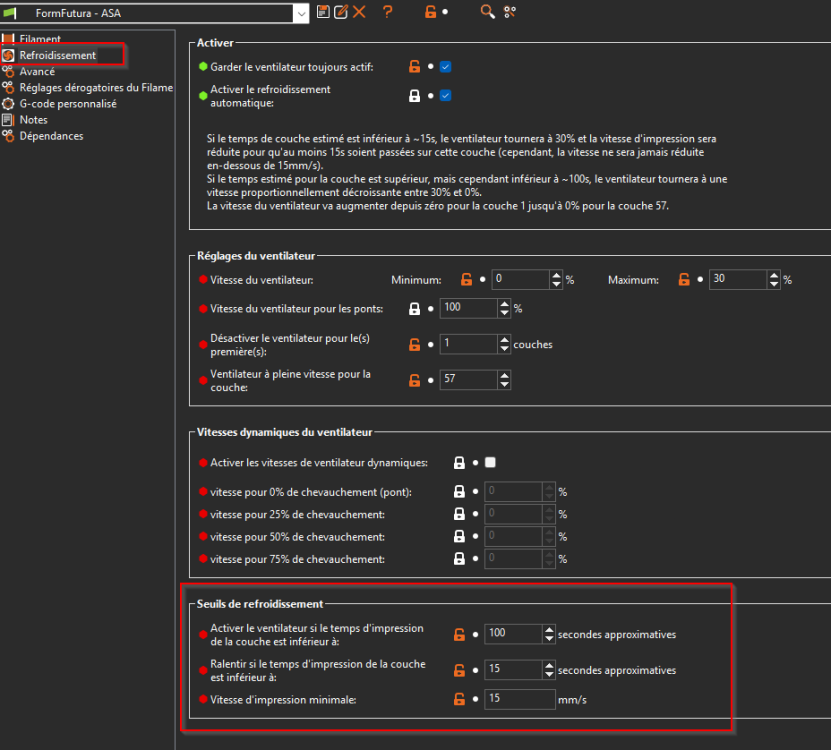
-
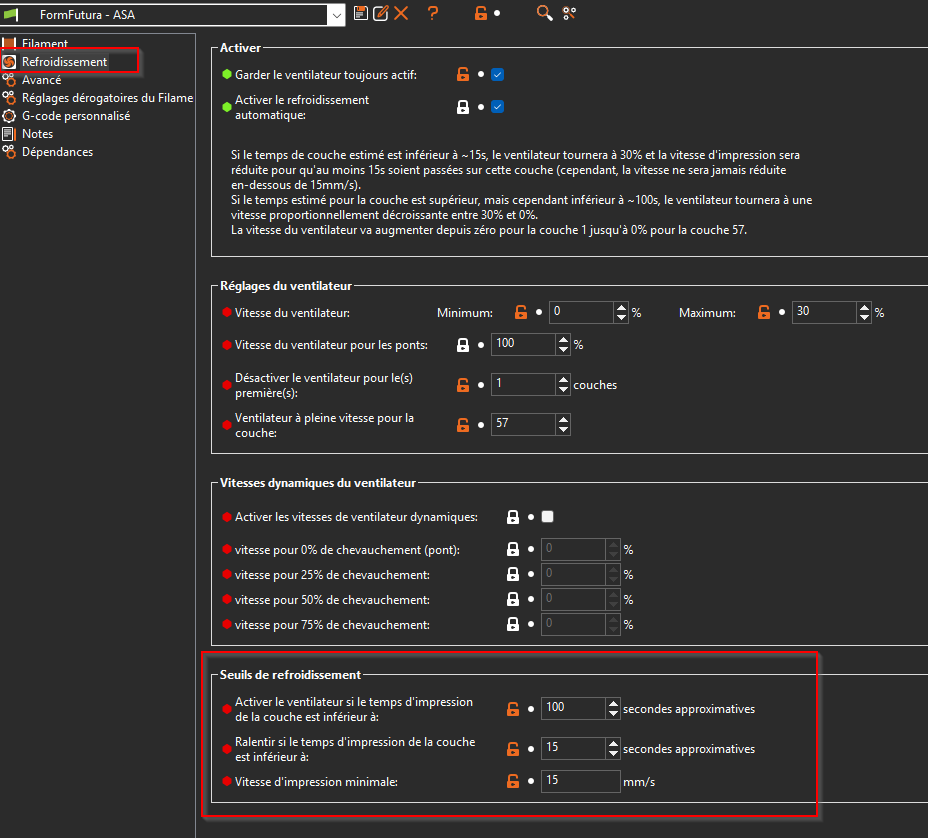
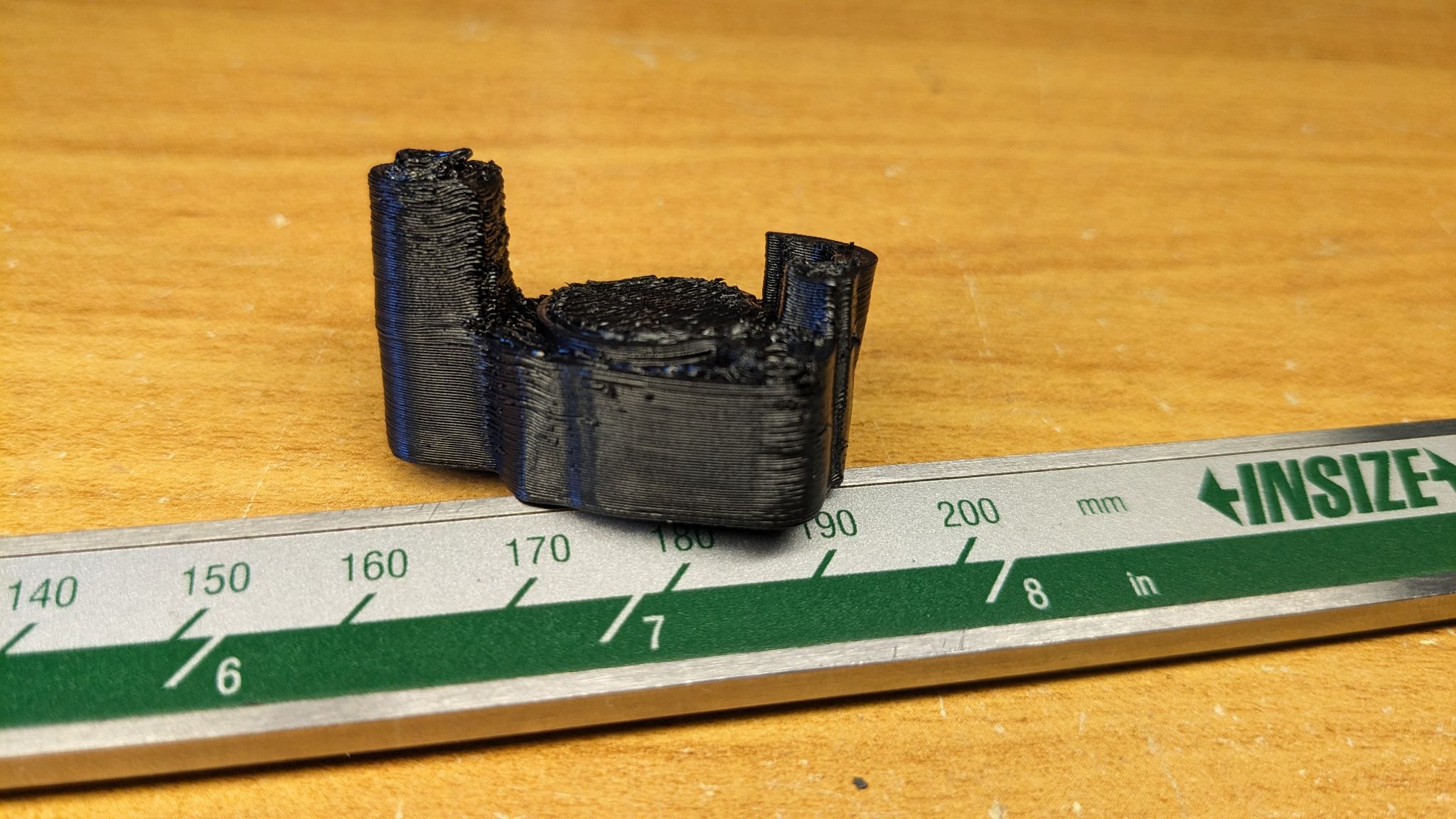
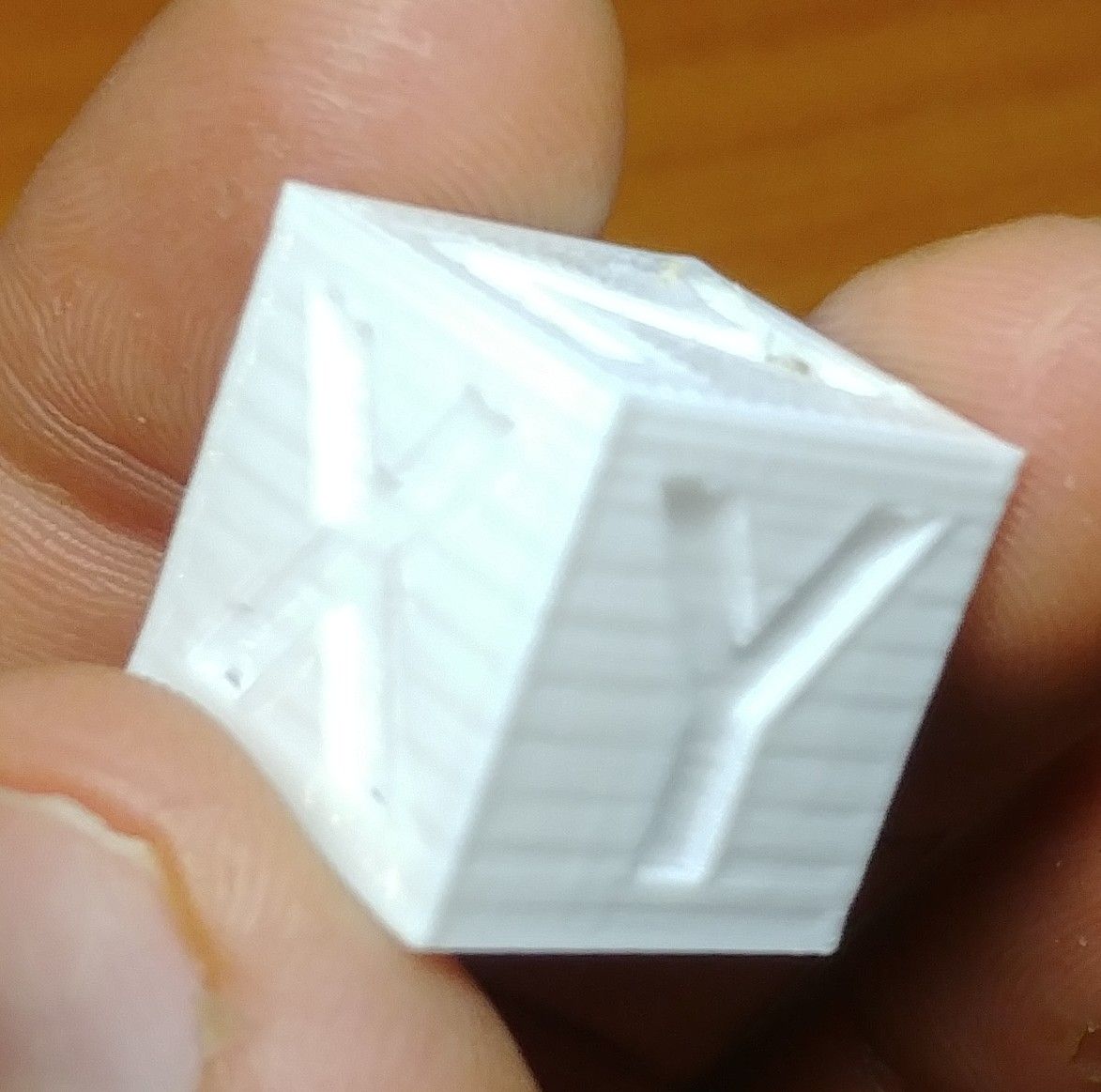
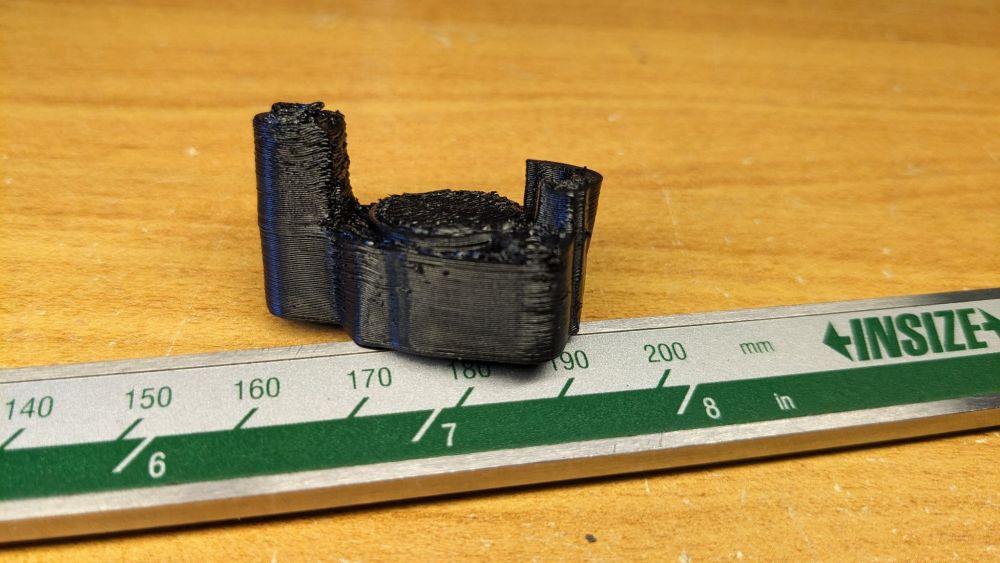
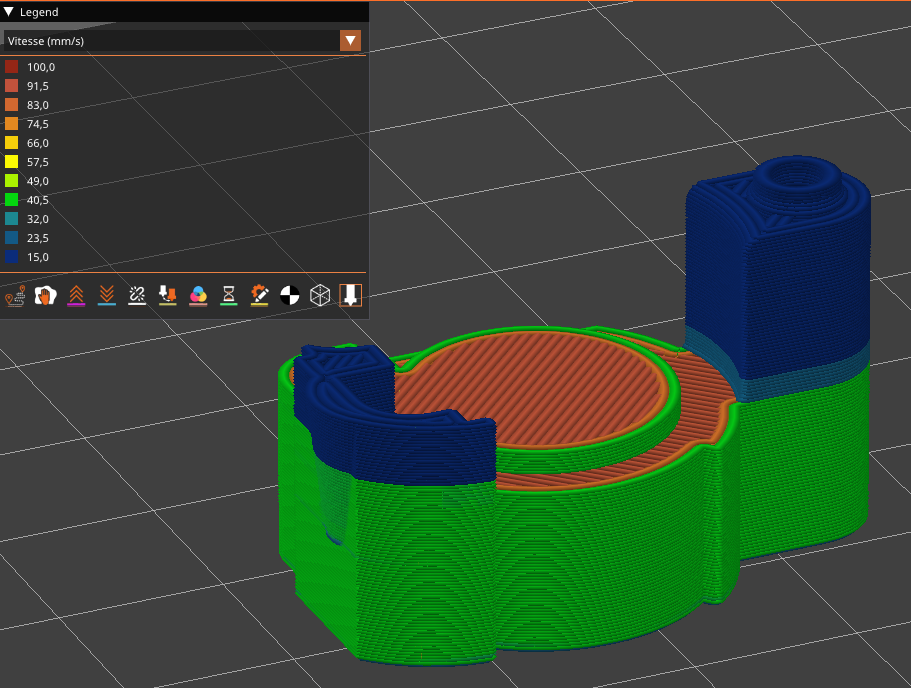
Bonjour, Je n'ai pas trouvé de topic là-dessus alors que j'imagine bien que quelqu'un a déjà posé la question : J'ai un défaut d'impression sur une petite pièce en ASA. La partie basse n'est pas parfaite mais acceptable, cependant à partir de la petite tour, j'ai le plastique qui semble fondre. Je jette un œil à PS et je remarque qu'il m'abaisse la vitesse à 15mm/s Je cherche donc à l'augmenter, mais je ne trouve rien. Que ce soit en ajoutant un Gcode ou en essayant d'ajouter un modificateur de vitesse, ça ne bouge pas. Sauriez-vous comment modifier cette vitesse ? Merci d'avance pour votre aide

-
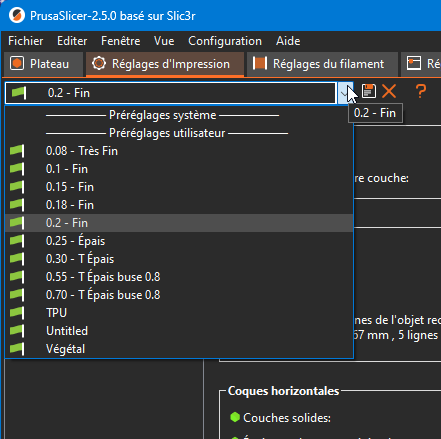
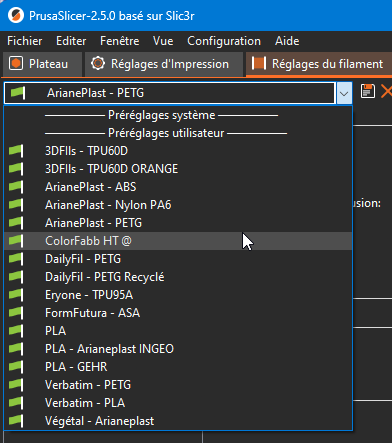
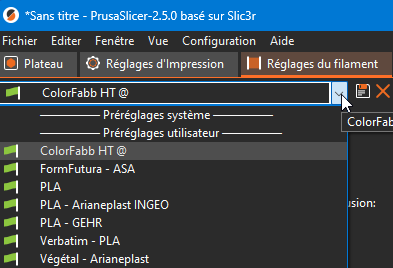
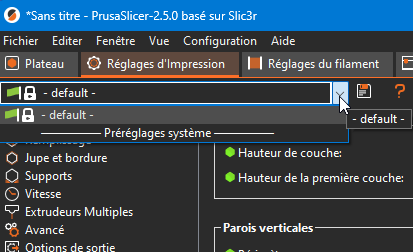
Bonjour à tous, Petit question concernant le réglage de prusaslicer. J'ai tout un set de réglage d'impression et de réglage de filament, Quand je modifie mon diamètre de buse et que je passe par exemple en 0.6 Je perds tous mes préréglages d'impression et une grande partie des préréglages filament Quelqu'un saurait-il pourquoi ça me fait ça? Merci d'avance

-
Validation de schéma - lit chauffant 220V
Heim en réponse au topic de Heim dans Discussion sur les imprimantes 3D
D'accord, merci beaucoup -
Validation de schéma - lit chauffant 220V
Heim en réponse au topic de Heim dans Discussion sur les imprimantes 3D
Bonjour à tous, et merci beaucoup pour votre retour. Excellent idée, ça ajoute de la sécurité. Mais du coup comme mon lit silicone peut monter à 190°C, sans dire d'aller aussi haut, est-il nécessaire que je le bride à 120°C? je pourrais mettre un thermostat 150°C. Je l'ai ajouté à mon schéma en tout cas. Et du coup, je le colle entre mon plateau chauffant et la lit silicone? Oui alors justement j'ai hésité, mais sur les discussions trouvées sur le forum sur ce sujet, la plupart l'on quand même laissé, disant que ça ajoutait une sécurité supplémentaire sur le circuit continue et que ça ne pouvait pas faire de mal. Comme je suis un gros amateur en élec j'ai plutôt suivi les conseils sécu. Du coup je vais peut-être le virer, ça fera de la place dans le boitier Oui pour le shutdown je trouvais ça bizarre de me mettre sur le PIN de la seconde tête chaude. Le gars qui expliquais ça sur la vidéo a surement fais ça car il utilise une autre carte BTT qui n'a peut-être pas le PIN PS-ON. J'aurai dû consulter la notice avant . Merci pour ta remarque Aussi, sur les conseils du beau père, j'ai mis le différentiel et le disjoncteur en tout début de circuit, histoire qu'il protège également mes modules BTT, et mon transfo 24V. Du coup j'ai fais 2 variantes de schéma, un avec Mosfet sur le circuit continue schéma_cr10_-_220v - V2.pdfet un sans.schéma_cr10_-_220v - V2 ss mosfet.pdf Merci encore pour vos retours -
Validation de schéma - lit chauffant 220V
Heim a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour à tous, Les fils de mon ancien lit chauffant se sont coincé sur la structure et puis se sont arraché à la base du lit le rendant au passage obsolète. J'ai hésité un moment puis je me suis décidé de passer au lit 220V, ça faisait plusieurs années que je voyais passer des sujets la dessus. J'avais également causé un petit cours circuit en réglant la tension de mes driver sur mon ancienne SKR 1.4 il y a 1 ans, ce qui ne l'a pas empêcher de fonctionner mais à bousillé quelques pin au passage (plus de détecteur de fin de filament). Du coup, je repart sur une nouvelle SKR 2. Au passage je décide d'ajouter un module d'extinction automatique + un module de reprise d'impression après coupure En plus d'avoir un gain substantiel sur les perfs, je fais aussi tout ça pour le défi. Je me suis donc nourri des quelques tutos disponible sur le forum et YouTube (don je remercie les auteurs au passage) et j'ai tracé le schéma de câblage de la puissance. Comme je suis prudent et que je souhaite faire ça en toute sécurité, je viens publier ici le schéma afin de voir si rien ne m'a échappé. schéma_cr10_-_220v.pdf Merci d'avance pour vos retours. Après validation, j e passerai à la modélisation du boitier électrique (pour tracer le schéma j'ai utilisé https://qelectrotech.org/download.html) Sources: schéma_cr10_-_220v.pdf -
prusaslicer Première couche bicolor
Heim en réponse au topic de Heim dans Paramétrer et contrôler son imprimante 3D
Salut PPAC, Bien joué, c'est exactement ça, je ne connaissait même pas l'option. Merci beaucoup! Je fais quelques tests du coup et je reviens ici pour vous partager si ça a été concluant. -
prusaslicer Première couche bicolor
Heim a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, Je suis entrain de m'amuser à faire des couches bicolor uniquement sur les 3 premières couches et ce avec un seul extrudeur. J'utilise une CR10s bien customisée et le slicer Prusaslicer 2.4 beta1. Au cas où on me demande, la technique que j'utilise pour faire du bicolor est celle utilisé dans cette vidéo: Lien En résumé, en CAO je créer deux 3D, A & B, je soustrait B à A dans le 3D et je les exporte tous les deux en STL. Je les places ensuite au même coordonnées dans le slicer, ce qui fait 2 volumes qui s'emboitent parfaitement. Dans le slicer je rajouter un second extrudeur, et j'attribue un extrudeur à chaque volume. Je n'ai pas encore lancé l'impression pour voir si mon seul extrudeur est bien pris en compte pour les deux volumes, mais selon la vidéo, ça devrait le faire. Ma question concerne la première couche, j'ai un espace qui se crée entre les 2 couleurs uniquement sur la 1ère couche (voir image en PJ) et ce pour une raison que j'ignore. Rien n'indique dans les paramètres d'impression un espace comme celui-ci pour la 1ère couche. Est ce que quelqu'un a une idée du problème? Merci d'avance pour votre aide
-
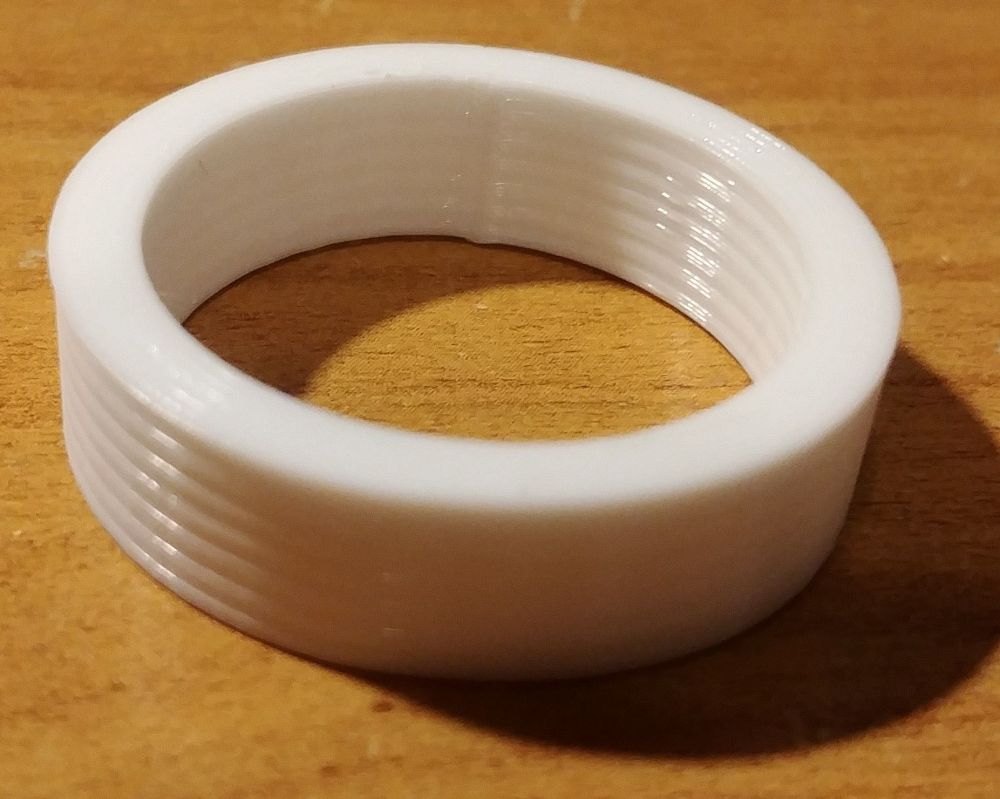
Salut, Je déterre ton sujet, je suis dans la même recherche que toi. Pour info, j'ai une Cr10S montée en 24V Mes derniers réglages sont: Révision de mes axes: mon axe Y, maintenant qui roule tout seul, mon chariot X, après révision va nickel et qui ne bouge pas d'un poil. Démontage et vérification de mes vis trapézoïdales et elle sont droite. Je les ai ensuite nettoyée puis huilée. Vérification de tous mes STEP, surtout celui de l'extrudeur, et y'en avait grave besoin. Réglage du PID buse + plateau en 10 passe. J'ai également fait mon IRMS: vu que tous mes moteurs sont à 1,5A, j'ai mis tout à 990mA ( 1,5/squr(2)=1,06) en prenant de la marge. Réglage des Vref à 1.06V Réglage offset aux petits oignons. Réglages des STEP Malgré tout depuis 1 semaine, après une tentative de montage d'un rail linéaire sur Y, j'ai plein de soucis. Je suis revenu aux roulettes mais j'ai toujours des tremblements sur les parois externe et interne seulement en circulaire, qui disparaissent si j'imprime celle-ci à 25mm/s. Je comprend pourquoi je peux plus imprimer aussi vite qu'avant mais passons. Comment as-tu pu régler ton problème de tremblement? Ces nouvelles roulettes ont pu faire l'affaire? Merci pour ton retour ;)
-
Bonjour à tous. Petit retour d'expérience pour ceux qui cherche des infos sur ce problème. Je possède une CR 10s monté en 24V: Il y a quelques jours j'ai voulu monter un rail linéaire sur l'axe Y (car celui de mon axe X à bien fait évoluer mes impressions) mais j'aurai jamais dû faire ça. J'ai eu beaucoup de mal à régler mes impressions avec ce rail ce qui fait que je suis revenu en arrière avec les roues. Un des défaut à demeuré c'est cette oscillation de période de 2mm à peu près. Voilà ce que j'ai fait pour tenter d'endiguer le problème: Révision de mes axes: mon axe Y, maintenant qui roule tout seul, mon chariot X, après révision va nickel et qui ne bouge pas d'un poil. Démontage et vérification de mes vis trapézoïdales et elle sont droite. Je les ai ensuite nettoyée puis huilée. Vérification de tous mes STEP, surtout celui de l'extrudeur, et y'en avait grave besoin. J'ai également fait mon IRMS: vu que tous mes moteurs sont à 1,5A, j'ai mis tout à 900mA ( 1,5/squr(2)=1,06) en prenant de la marge. Réglage offset aux petits oignons. C'était très bien de faire tous ça car mon imprimante en avait besoin, mais quelqu'un m'a donné la solution: PID de mon plateau chauffant ....et de ma buse au passage Aucune idée de pourquoi ça fonctionnait bien avant et d'un coup plus du tout. Apparemment les variations de température dilate le plateau et donc quand ça varie, la taille du plateau varie avec. En espérant que ça en aide quelques uns, je me tirais vraiment les cheveux

-
Je rajoute, que ça ne se passe que lors d'impression circulaire. Aucun soucis sur les impressions cubiques. Correction: Ben en faite si, je comprend plus rien
-
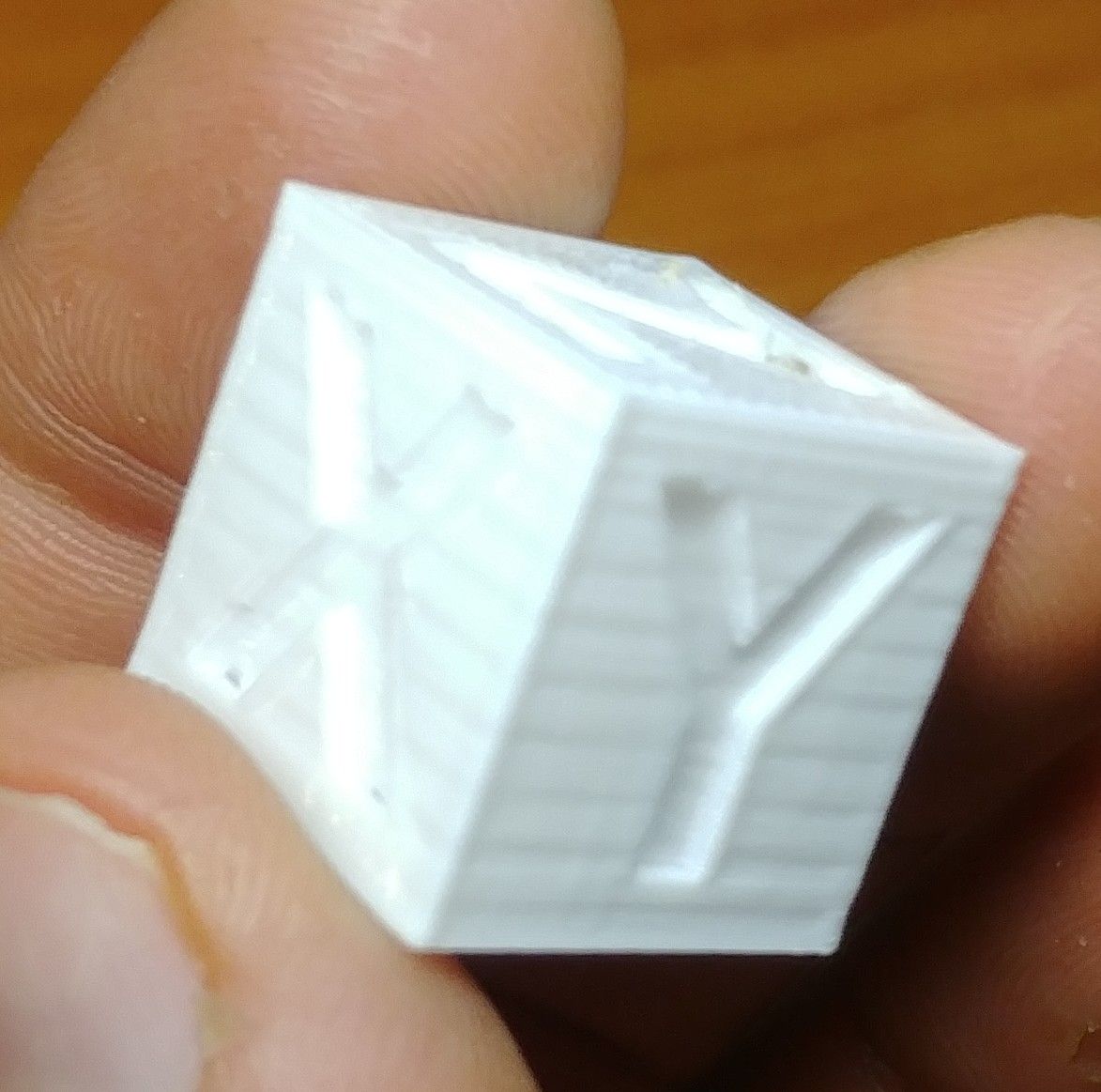
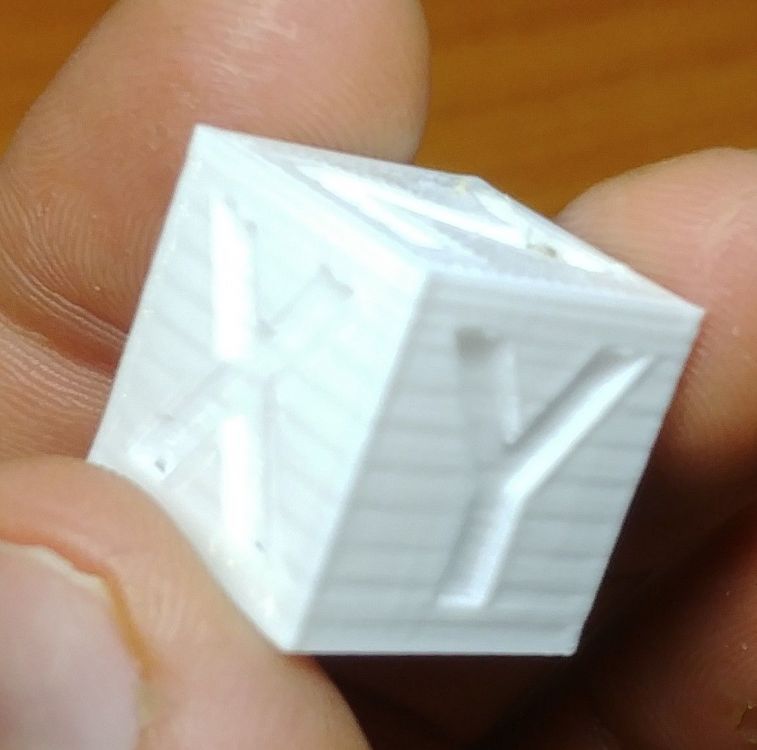
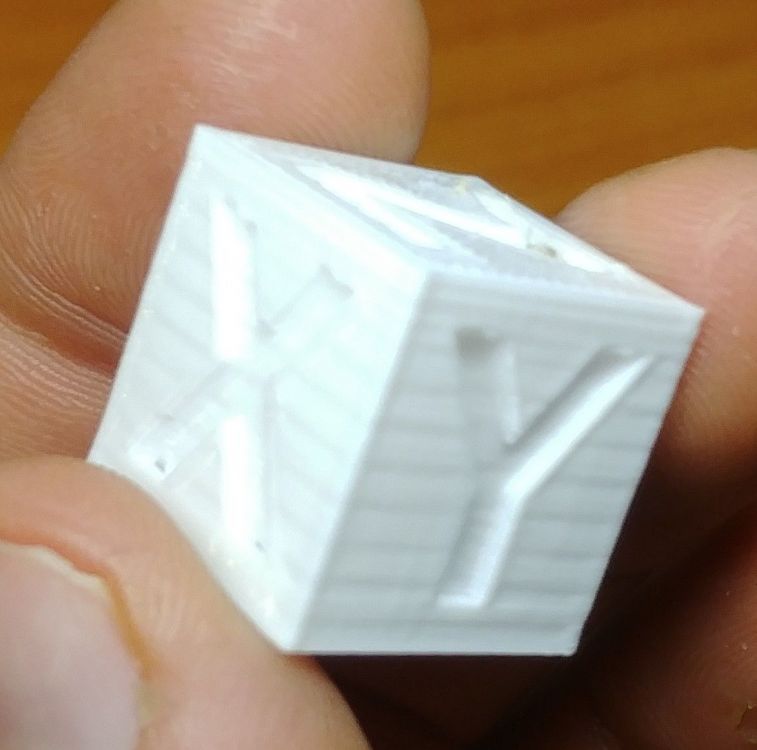
Salut! Je déterre un coup le topic, Je suis un bon gros débutant en élec, et j'essai d'apprendre un minimum ce réglage pour faire au mieux avec mon imprimante. J'ai une CR10s tout en 24V avec SKR 1.4 et TMC2209, moteurs d'origine sauf celui de l'extrudeur, c'est un NEMA17 23mm (https://fr.aliexpress.com/item/32768043304.html?spm=a2g0s.9042311.0.0.27426c37vYcJru) Du coup mes moteurs X et Y sont des Creality3D 42 -20 et les Z sont des 42 - 34 (https://fr.banggood.com/Creality-3D-Two-Phase-42-40-RepRap-42mm-Stepper-Motor-For-Ender-3-3D-Printer-p-1335285.html?cur_warehouse=CN). Y compris avec le NEMA17 23mm, pour tous, Imax=1.5A. donc je peux régler mon IRMS à 1060. J'ai tout mis à 900mA pour prendre de la marge et parce que j'imprime souvent en enceinte fermé pour la température et je veux limiter la chaleur de mes moteurs. Malgré tout je me retrouve avec un défaut d'impression qui est dût apparemment au réglage du Vref. Je suis un peu perdu et je patauge. Voici deux photos, j'ai fais de mon mieux pour la qualité. On voit que les couches sont nickel mais qu'une énorme vague régulière parcours de haut en bas ma pièce. Vous pouvez confirmer que les réglages de mon RMS sont ok? Merci d'avance pour votre aide


-
Ouai c'est clair! C'est surtout pour avoir de la luminosité à l'intérieur. Sinon faut faire des branchement électriques Plexi alvéolé, c'est vraiment pas bête, j'avais absolument pas pensé à ça. Merci beaucoup, je vais faire cette modif. J'ai réussi à faire monter mon enceinte à 43° et déjà, c'est dingue comment les propriétés de mon PETG HT on augmentés
-
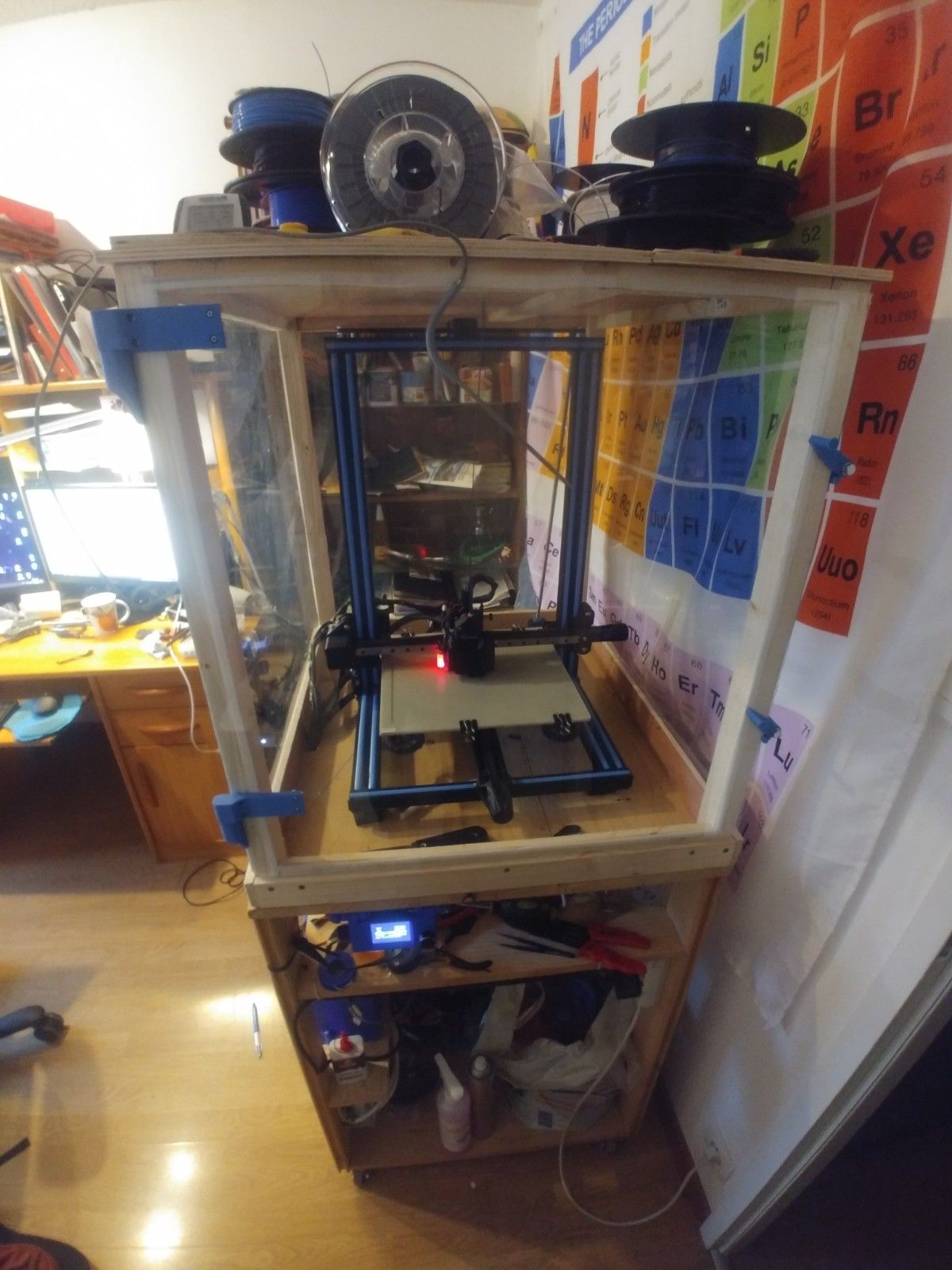
Salut à tous, Je me suis fabriqué un caisson étanche pour ma CR-10s afin d'imprimer des plastiques plus complexes et augmenter mes liaisons inter-couches. J'aimerai monter ma température d'enceinte qui plafonne à 38°. Mon plateau est à 110°, c'est pour imprimer du ColorFabb HT dans un premier temps puis à terme, (quand j'aurai mis ma filtration) passer sur du plastique plus complexe, type POM. Du coup, déjà je pensais isoler le toit de mon caisson mais afin d'atteindre 50°/60° je me demandais si mettre un petit chauffage pourrais m'aider. Vous sauriez quoi installer comme système qui me permettrait de gravir les 20° restant? Merci d'avance

-
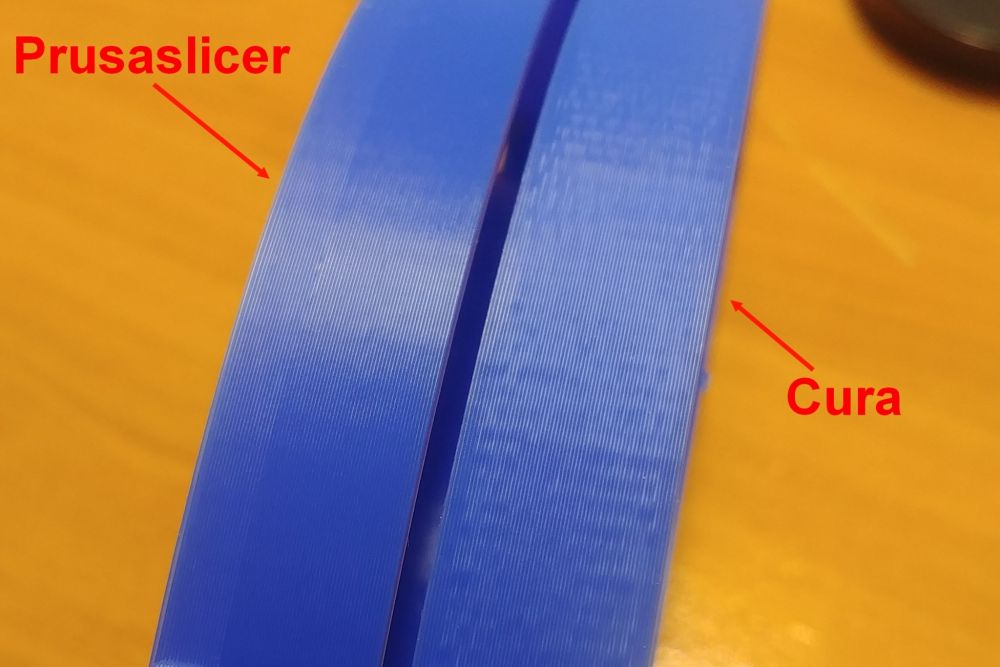
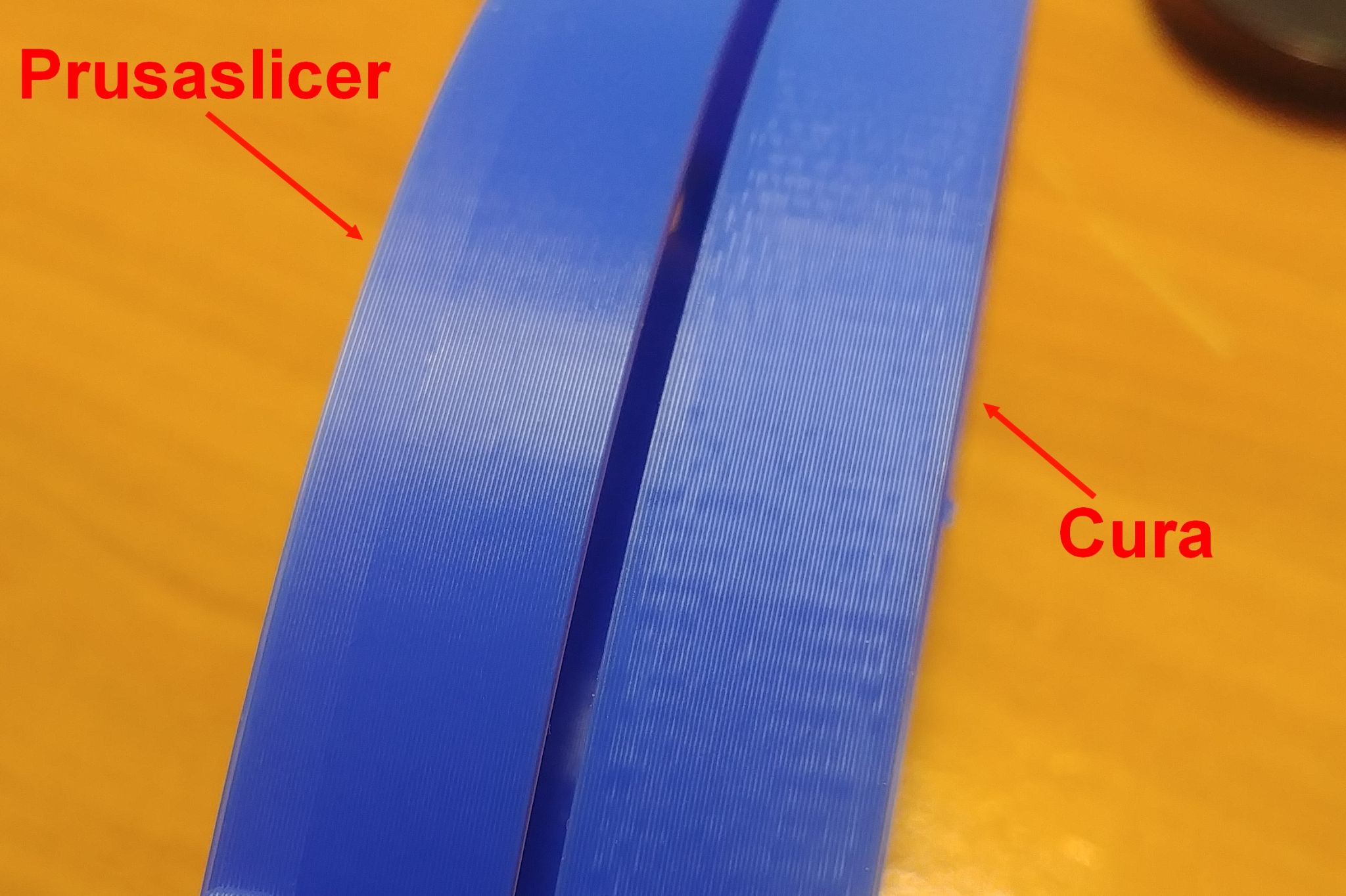
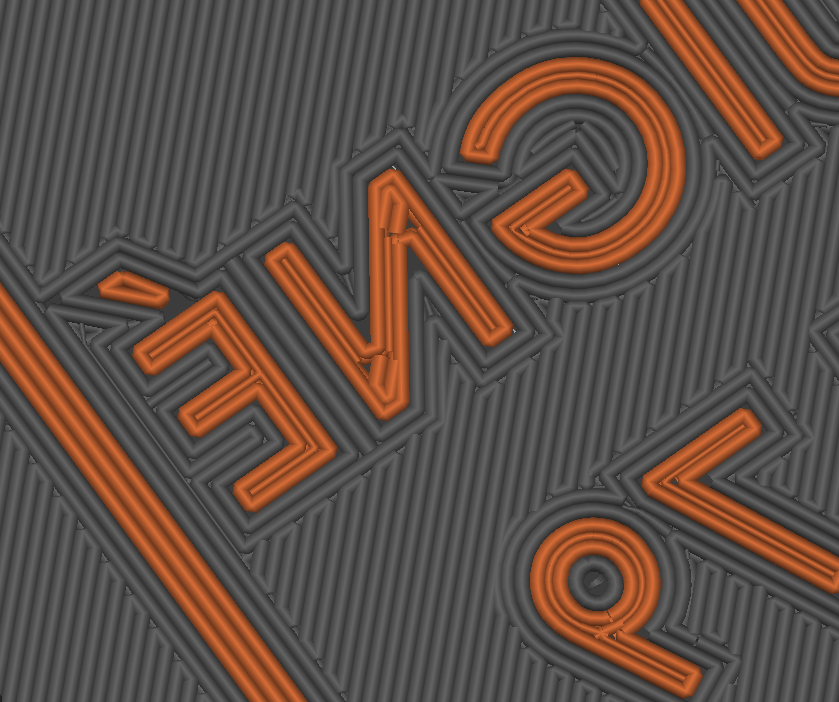
Bonjour à tous, Simple question de curiosité: J'ai imprimé des visières COVID avec Cura puis avec Prusaslicer. Sur Cura je remarque que mon objet à une sorte de peau d'orange tandis que sur Prusaslicer la surface est carrément nickel. J'ai bien remarqué une différence entre les codes de ces deux slicers, c'est pour ça que je les utilises tous les deux: Prusaslicer gère bien les ponts, et c'est ultra pratique Cura offre des meilleurs impression les écritures sur les parois ou les grilles (là où il va y avoir un paquet de rétractions en faite) Pourtant sur cette peau d'orange je me dis que y'a peut être un réglage à faire sur Cura, auriez-vous une idée de ce qui peau clocher dans le code pour un rendu comme celui là? Je connais d'autre makers qui ont produit les même visières avec cura et qui n'ont pas eu ce problème. Merci d'avance pour vos lumières