ced06480
-
Compteur de contenus
20 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
853 visualisations du profil


Récompenses de ced06480
")





-
Bonjour a tous, j'aurai besoin de votre retour d'expérience sur les différente résines, j'ai pas mal travaillé ( a l'époque) avec Stratasys et les matériaux dans le biocompatible mais pour les produit résiné grand publique je ne m'y connais pas trop. Je suis a la recherche d'une résine type Abs pour la résistance a la chaleur et rigide quand je dit chaleur c'est environ 50-70 Max d'exposition de 6 a 12h. A part le résine de chez formlab qui cout 1 bras ou cette ref ci : https://www.3djake.fr/liqcreate/strong-x mais les prix sont encore un peut élever. donc si vous avez des reference je suis prenenur! et une autre petite résine avec une bonne stabilité dimensionnelle!! Merci par avance !! ET BONNNNNNEEEEEE FETES DE FIN D ANNEE LES MAKERS!!!!!!!!!!!!!!!!!!!!!!!!!!!
-
paroi interne et externe non collé
ced06480 en réponse au topic de ced06480 dans Entraide : Questions/Réponses sur l'impression 3D
Effectivement mais pour le coups la voron sera bleue et verte!! -
paroi interne et externe non collé
ced06480 en réponse au topic de ced06480 dans Entraide : Questions/Réponses sur l'impression 3D
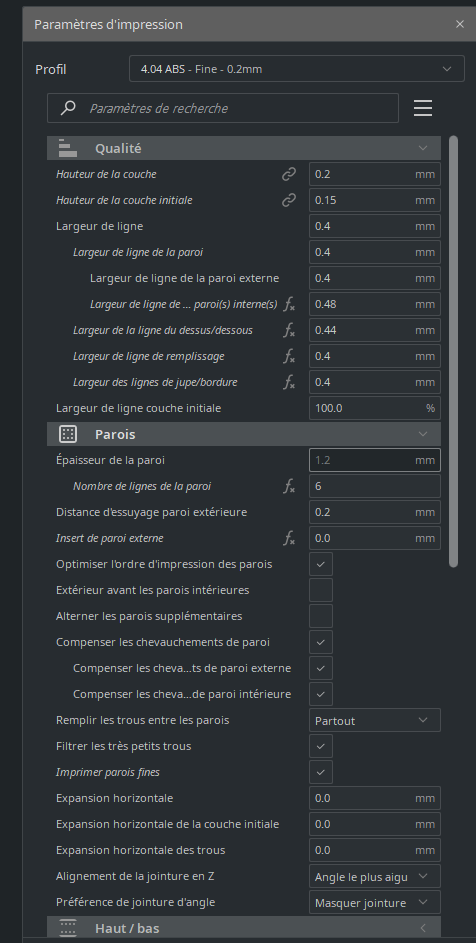
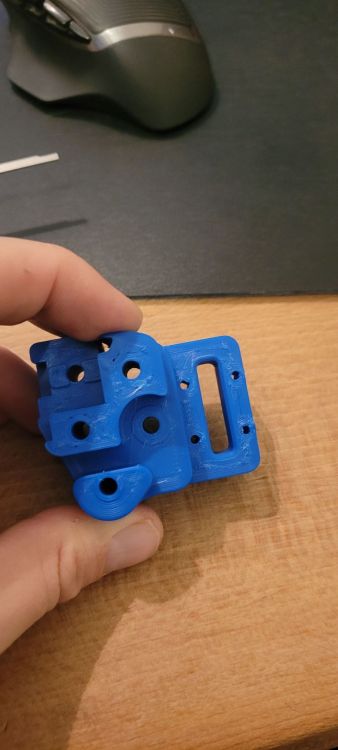
pour le coup j'ai pas trop suivis le truc.... oui, sais ce que j'ai fait j'aurai du mieux m'exprimer. Maintenant mon souci a évolué, pour le coup j'ignore si c'est hardeware ou software. Toutes mes impressions souffrent d'une mauvaise dimension en X et Y de +0.30mm en impression classique. Mais par contre tous mes tests de débit (mode vase) sont bien. Quelqu'un aurai une piste? -
paroi interne et externe non collé
ced06480 en réponse au topic de ced06480 dans Entraide : Questions/Réponses sur l'impression 3D
je vous remercie de votre aide le problème est résolut. j'ai réinstallé cura, et je suis repartie sur un profil vierge (en ajustant le flow a 0.44 comme on me l'a conseillé). -
paroi interne et externe non collé
ced06480 en réponse au topic de ced06480 dans Entraide : Questions/Réponses sur l'impression 3D
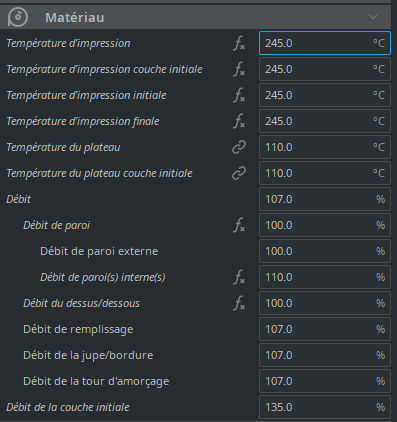
Le 0.48 et 0.44 est l un de mes tests. Je vais lire le ici et je vous tiens au courant. Mais il est bien de savoir que cura extrude a .44 pour .40. Mon derniers essai après réinstallation de cura les ligne à 0.4 Encore un réglage sur les face du haut. Donc cura me planter le print. Il me reste juste à recalibré le flow et je devrais être bon. Pour le Ptfe j'ai un heat break full metal et le Ptfe est comme neuf. a moin de 245 les liaison de cet abs ne sont pas bonne d'ou cette temperature et a moins de 110 j'ai du warping malgres un bed pei ou avec de la 3Dlac. du coup je vais recalibre le flow a 0.44 pour 0.4 sous cura et voir ca su la prochaine piece. bon on approche du but merci!!!

-
paroi interne et externe non collé
ced06480 en réponse au topic de ced06480 dans Entraide : Questions/Réponses sur l'impression 3D
Alors toutes mes excuses.... comme je pense que c'est un soucis software j'ai oublié les bases....... Flsun Sr buse 0.4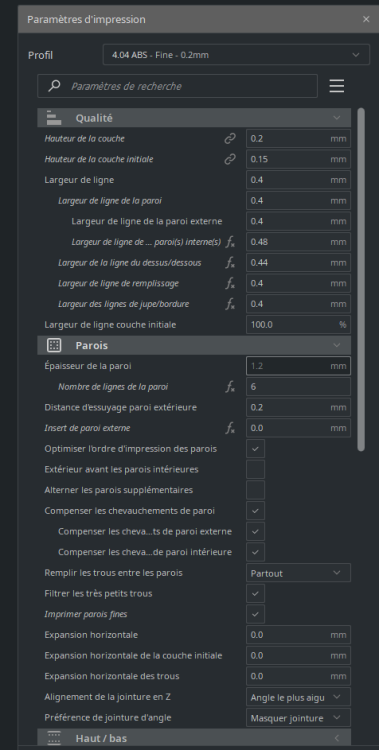
-
paroi interne et externe non collé
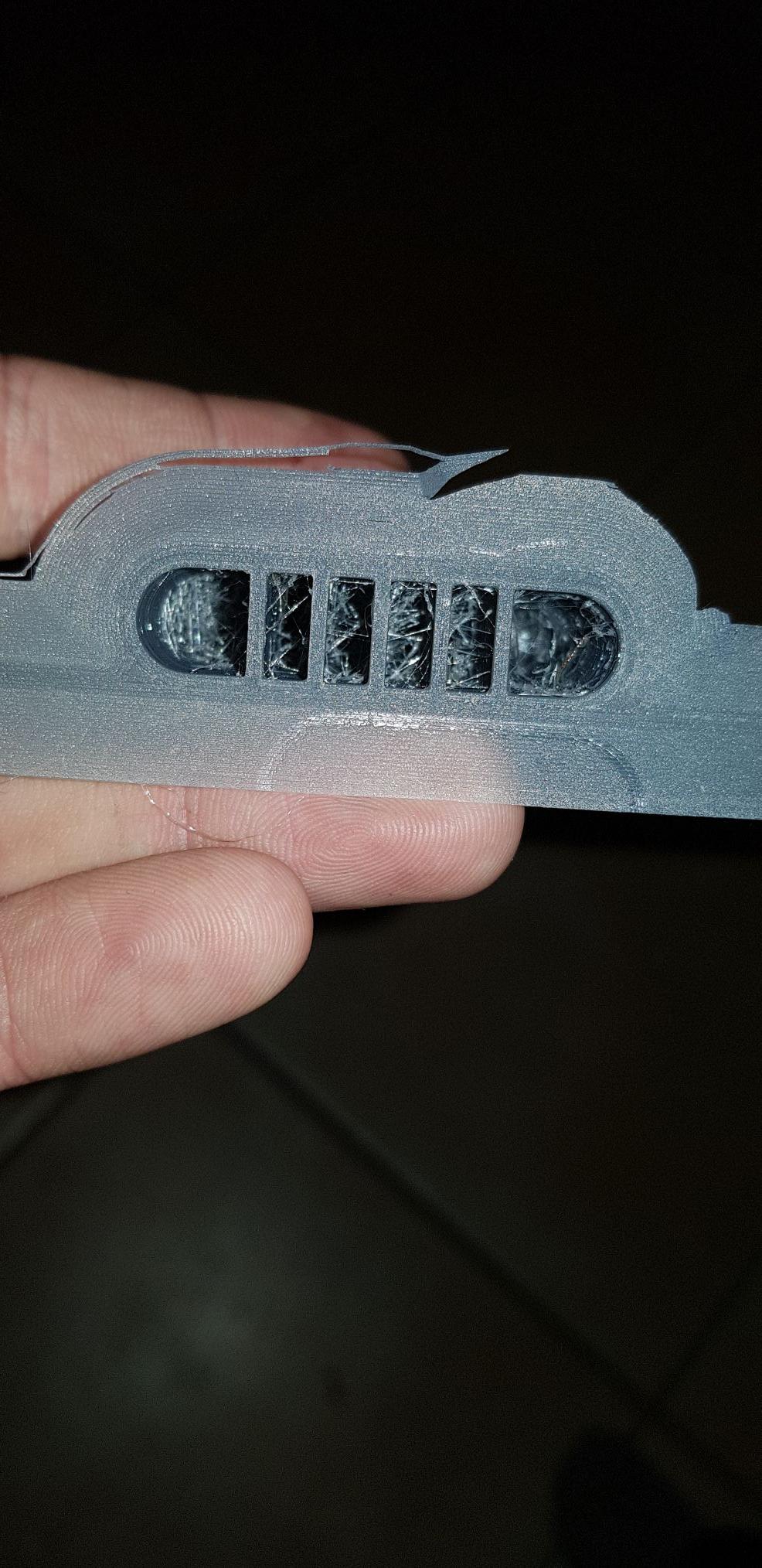
ced06480 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
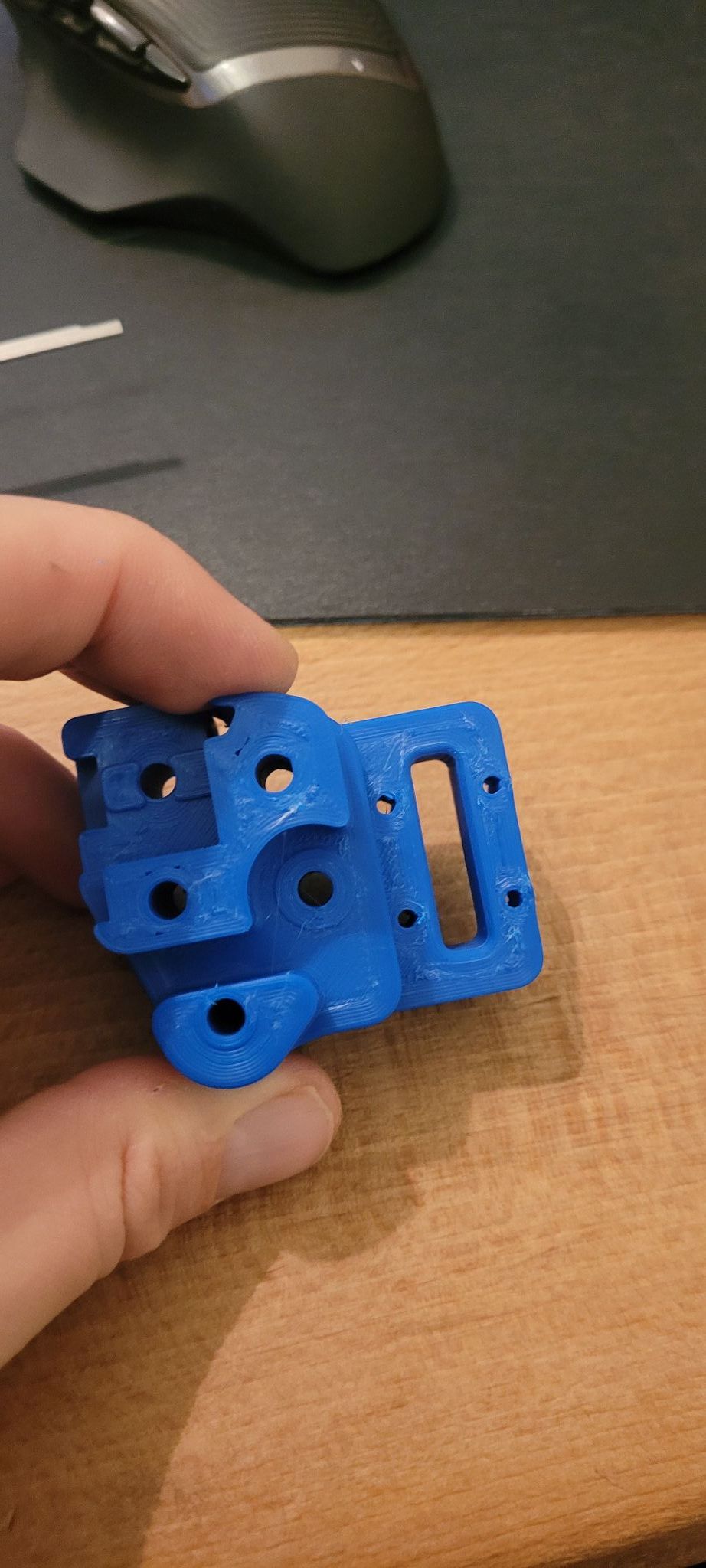
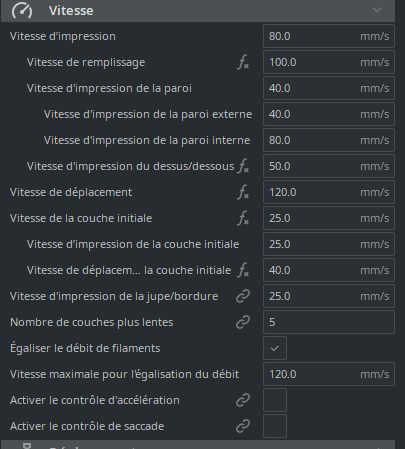
Bonjour a tous, j'aurai besoin de vos lumieres sur un paramtre que j'ai du bouger et qui me rend fou.... pour refaire l'historique : mais impression abs en commencer a souffrire de legere sous extrusion, j'ai donc recalibré l'extrudeur et fait la manipe 3 fois pour validé le step/mm. Là je suis bon. j'ai ensuite fait de modes vas sur cube pour caler mon flow, pour 0.4 demandé je sort 0.4 et pour 0.44 demander je sort 0.44. j'ai ajuster le flow des top/bottom -> belle couche et c'est la que je ne comprend plus rien les parois interne et externe ne sont pas colle, sauf si j'augment mon flow mais du coup la valeur pour les parois n'est plus respectait... donc la je seche. si je garde le flow mon cube sort a x20.05*y20.07*z20.10 mais le parois non collé si j'augmente mon flow le cube sort a x20.35*y20.36*z20.12. Vous avez une idée?
-
oui, j'y ai cherche l'info mais je ne l'avais pas trouver ou alors je ne l'ai pas compris... pas évident quand on est habituer au g code et a marlin de changer.
-
oui c'est ca mais c'est surtout pour le reglage des pic que je savais pas. merci!
-
Bonsoir a tous, pendant des année j'ai utilisé Marlin avec une vieille ender 3 qui a vu défiler les bobine et les spart parts!!! suite a changement pour une delta (Flsun Sr) j'ai decider de passer sous Klipper mais je suis confronter a un soucis que je n'arrive pas a résoudre pas faute d'avoir chercher.. Normalement sous Marlin en tape le commande m906 pour assigner l'ampérage du moteur pour que celui ci ne chauffe pas ou ne soit pas sous alimenter mais sous klipper je ne vois pas ou modifier cette valeur. si quelqu'un peu me documenter je suis preneur!! merci par avance. edit: solution trouver sur le site de Voron : run_current: 0.42 ---> 0.6A*0.707 hold_current: 0.36 ---> 0.6A*0.6 comme quoi je n'ai pas asse bien chercher!!
-
Si sa peut aider j'ai trouver cette solution. je ne l'ai pas testé mais je partage https://www.cannaweed.com/forums/topic/217068-fumée-coupure-électrique/ faite pas gaffe au site je suis tomber dessus par hasard...
-
pour les ressort tu peut les trouver sur amazon : https://www.amazon.fr/gp/product/B013G5I4US/ref=oh_aui_detailpage_o07_s00?ie=UTF8&psc=1 Pour la tour de température c'est un fichier avec différente température qui permet de déterminer la meilleur température d'impression de ton matériaux pour le stringing c'est un effet cheveux sur les impressions mais pour le moment ne prête pas attention a ce paramètre, tu doit d'abord vérifier si ton plateau est plat. Pour le plateau je control d'abord les angles 2 fois car quand on règle un angles on déréglé un peut les autres. puis je Control mon centre. Pour les problèmes de câble il y a plusieurs solutions, moi j'ai opter pour un chaîne de câble sur les câbles du plateau et sur les câbles de Z et Y. SURTOUT NE PAS UTILISER D ACCETONE SUR LA SURFACE D ORIGINE DE L ENDER!! sa alertera ton plateau a la longue, utilise alcool 90 ou isopropanol pour les personnes préfèrent les produit moins chimique du vinaigre ménager. Apres je ne nettoyer pas mon plateau entre chaque impression mais la c'est un parti pris a chacun sa vérité pour moi sa marche très bien. Apres je peut te conseiller de vérifier si le chassi de l'ender et bien plat. sur la mienne sur un plan de travail rigide et plan, le bâti inférieur ne plaquais pas parfaitement... pour régler le problème si tu le rencontre il suffit de desserrer les vis de batis et du portique pour relâcher tout les tensions puis les resserrer progressivement car si le chassi n'est pas d'equere les impression ne seront pas uniforme. comme dit un petit téton sur la platine du end switch z est a enlever pour gagner jusqu'a 10mm sur Z Une dernier chose j'ai remarqué que lorsque je fait mon bed leveling en relachant les moteurs, mon bed n'ai jamais bon! depuis j utilise l'ordinateur pour régler mon bed (je me sert de octopi pour garder le moteur de Z en charge pour pas qu'il bouge durant la calibration du plateau d'autre logiciel peuvent aider a régler le bed mais je n'ai pas creuser la question).
-
bonsoir, du peut que j'ai vu le filament que tu as n'est pas de mauvaise qualité non plus. Je vais juste me permettre de te faire pas de mon expérience qui fonction pour mon ender 3 : Des que je reçoit un nouveau filament je commence pas deux chose après avoir fait mon bed leveling. 1 je fait un tour de température que tu peut trouve sur thingiverse 2 je lance plusieurs test de stringing pour déterminer ma rétraction. autre chose sur le plateau de l'ender j'ai changer les ressorts par de modèle plus dure pour mieux régler le bed, et j'ai enlever le faux "builtak" de l'ender que je replace par du papier adessif blanc de la marque 3m ou une plaque de verre. Sur la photo que tu as posté sa me donne l'impression d'un mauvais réglage du bed, pour le réglage du bed je te conseil de le faire a température de travail (50-70).
-
Bonsoir a tous, Je pense que des photos valent mieux que de long discours! Mais pour résumer mon 1er poste j'ai reçus l'ender 3 il y a 2 jour, je me suis donc lancé dans le montage et le calibrage de la machine (qui doit être encore optimisé). je sort donc ma bobine de PLA de chez Sunlu et me lance dans les test : -1 test filament fourni avec la machine -> nickel -2 test début de soucis le PLA Sunlu n'accroche pas (bed 60 buse 200 60mm/s) -3 idem avec d'autre paramétrés + verif du plateau -4 a je dirai 10 ou 15 échec sa décroche toujours - donc résolution j'ai réduit l'espace buse bed au mini et la sa démarre enfin puis problème d'extrusion au bout de 30-40 min. suite a cette échec supplémentairement je me mais en quête de solution sur le forum et LA sous mes yeux l’étiquette de la bobine il y a écrit SUNLU PETG 3D!! je reprend la boite et sur la boite c bien marqué PLA... je pense que sa doit être un produit soit mal conditionné soit une commande Amazon reprise et scotcher par Amazon sans vérifier le retour client. Donc je modifie le parametre en : buse 240 Bed 80 Vitesse 40mm/s pour la rétraction j'ai laisse 5 mm a 40mm/s et voici le résultat en photo : Soyez indulgent c'est la premiere fois que j'imprime en FLA (oui je sais normalement on commence en PLA mais j'ai pas eu le choix..) b 1er question les cheveux d'Ange impression trop chaude? ou il y a une autre raison 2eme le changement de couleur Dut au filament ou a autre chose? 3eme sur la photo 3 en vois des petit paté je n'ai pas su identifier le problème.



-
merci je ne savais si je pouvais placer cette video en tuto. j'avais peur du doublon..