masterz
-
Compteur de contenus
13 -
Inscrit(e) le
-
Dernière visite
Récompenses de masterz
")





-
Si tu n'as aucune retraction activée, démonte ton ptfe coté buse et coupe le de quelque millimétres, mais parfaitement droit. Tu chauffe ta hotend à 220°C et tu devisses ta buse sans te bruler. Toujours avec la hotend en chauffe, tu pousses ton ptfe au maximum, jusqu'à ce qu'il depasse coté buse. En faisant cette opération, cela te permettra d'évacuer les déchets qui se seraient placé entre le ptfe et la buse, enleve les avant de retirer le ptfe vers le haut. Ensuite, nettoies bien ta buse afin qu'il ne reste aucun déchet de plastique à l'endroit où le ptfe vient en contact. Tu remets ta hotend en chauffe à 220°C, tu revisses ta buse à fond puis tu devisses d'un demi tour, touhours en evitant les brulures. Puis tu inseres ton ptfe au maximum et tu revisses ta buse à fond. Aprés avoir testé les heatbreak creality puis ceux avec insert teflon, je te garantie que le full metal est le plus fiable et celui nécessitant le moins d'entretien. Si cela ne résout pas ton problème vérifie ta ventilation et recalibre peut etre le pid de ta hotend si tu as changé le bloc de chauffe.
-
Pour qu'un bourrelet se forme à ce niveau c'est soit un problème de refroidissement soit la distance de rétraction trop importante ou trop rapide. Dans ton cas je pense que c'est au niveau de la distance de rétraction que vient ton problème. Tu as 9 mm de rétraction dans tes paramètres et c'est , je pense, trop important. Tu fais reculer ton filament d'une distance tellement grande, que l'extrémité (en chauffe dans la buse) se retrouve dans la partie refroidie par le radiateur. Lorsque l'extrudeur pousse à nouveau le filament (déformé par la chaleur), ça bourre... Essaye de descendre la rétraction au maxi à 4mm, en cas de stringing tu pourras augmenter ta vitesse de rétraction et de déplacement. Pour te donner une comparaison, ma retraction avec bowden etait à 4mm avec un extrudeur d'origine, 3.3mm avec extrudeur aluminium et depuis quelques mois à 0.8 mm en direct drive (bondtech).
-
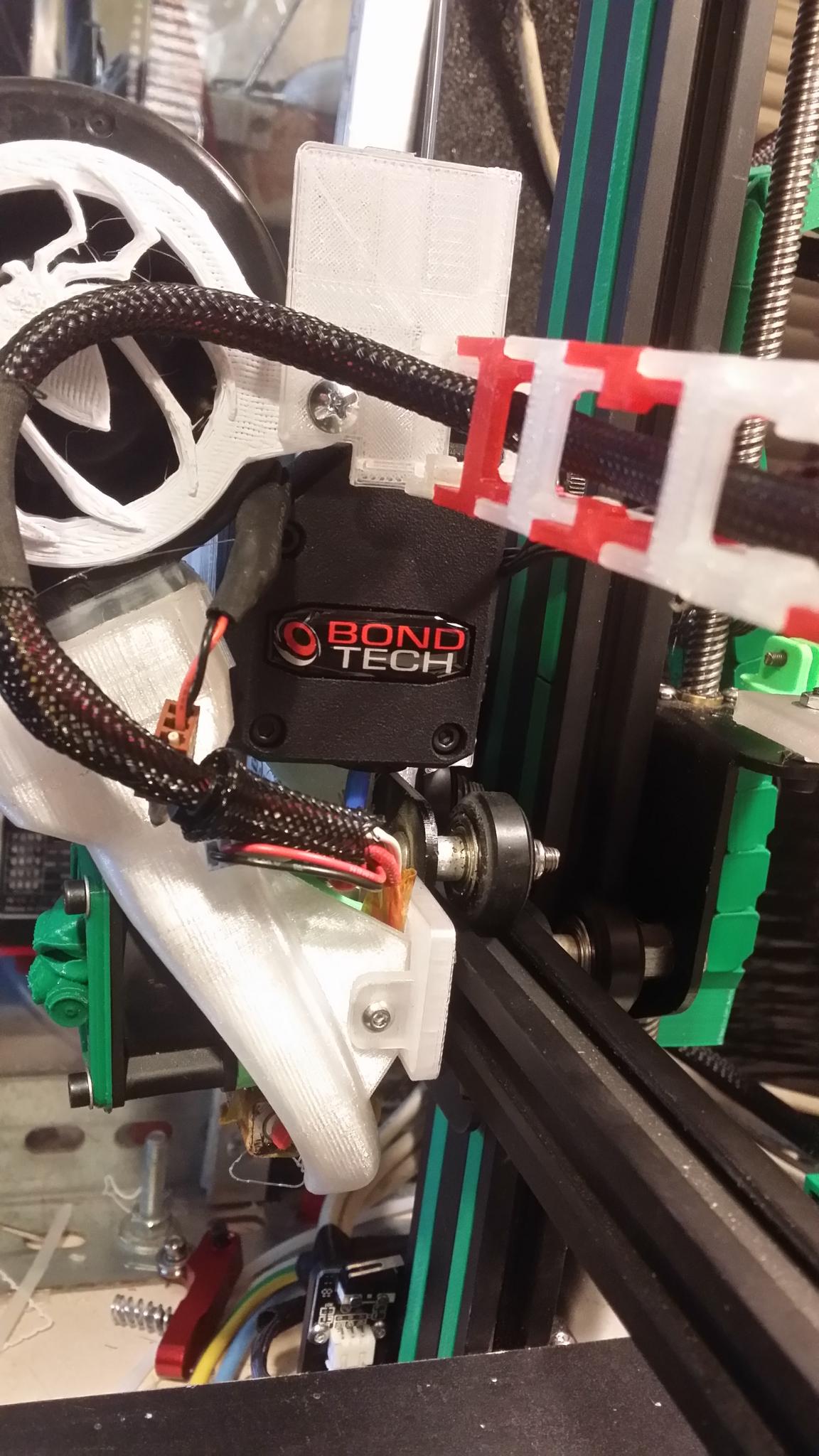
Bonjour à tous, Le systeme de PTFE qui traverse le heatbreak est bien pensé mais n'est pas fiable. A part reduire au fur et à mesure la taille du PTFE, les solutions sont limitées. Un PTFE capricorne est plus adéquate et plus durable car il supporte bien mieux la chaleur mais n'évitera pas les bouchons à la longue. De plus, l'épaisseur du heatbreak est tellement mince, de par le diamettre du PTFE qui doit le traverser, qu'il est trés fragile et risque de casser à la moindre torsion sur le bloc de chauffe. De mon coté, j'ai investi dans une hotend full metal (hatbreak titane) de chez micro swiss avec sa buse inox (pratique pour le bois, la pierre et le carbone), Aprés plus de 25 kg passé dans ma cr10s depuis, dont essentiellement du PLA et du petg, ainsi que quelques filaments spéciaux (bois, pierre, petg-carbon, abs-carbon, abs-kevlar), je peux compter sur les doigts d'une main les quelques bouchages rencontrés. En y ajoutant un bondtech en direct drive, les résultats sont bluffants et cela permet d'extruder du filament flexible (TPU). La hotend est fournie avec une chaussette silicone et a exactement les mêmes dimensions que celle d'origine, pour ceux qui ne veulent pas faire trop de modifications.
-
 masterz a changé sa photo de profil
masterz a changé sa photo de profil -
probleme Problème couche oublié
masterz en réponse au topic de fqt44 dans Discussion sur les imprimantes 3D
+1 @Titi78 Cela me fait penser à un "point dur" au niveau de l' axe Z. Les vis des plaques (ecrous) en laiton sur tes axes Z, ne sont elles pas trop serrées , bridées? Les vis doivent etre libres (jeu), sans se deplacer ni vers le haut ni vers le bas, lorsque l'axe Z est en mouvement. -
probleme Problème couche oublié
masterz en réponse au topic de fqt44 dans Discussion sur les imprimantes 3D
Bonjour, As tu calibré ton extrudeur? Quelle marque de filament utilises tu? A quelles temperatures (buse, bed)? @ bientot -
Bonsoir, Pour moi l'avantage est principalement de pouvoir passer du TPU (flex). Pour le PLA et PETG, au niveau retraction, on peut beaucoup diminuer, ce qui permet des impressions moins longues (gain du temps de retraction). C'est encore plus flagrant en buse 0,2. Le probleme du Direct Drive sur la cr10s, c'est surtout les vibrations.... En fonction de ton montage (extrudeur), il est absolument necessaire de rigidifier le cadre Z (avec tige filetée ou profil alu).
-
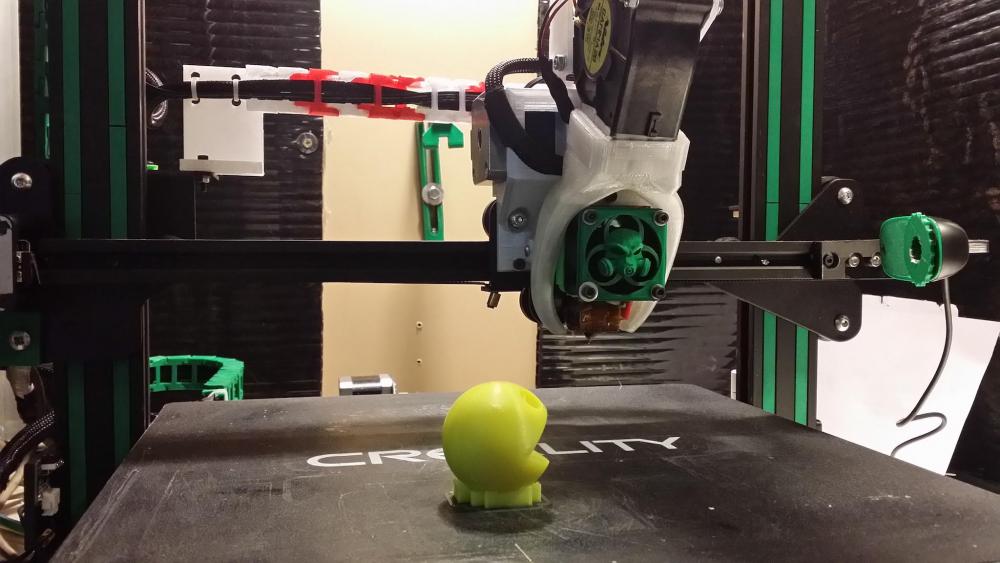
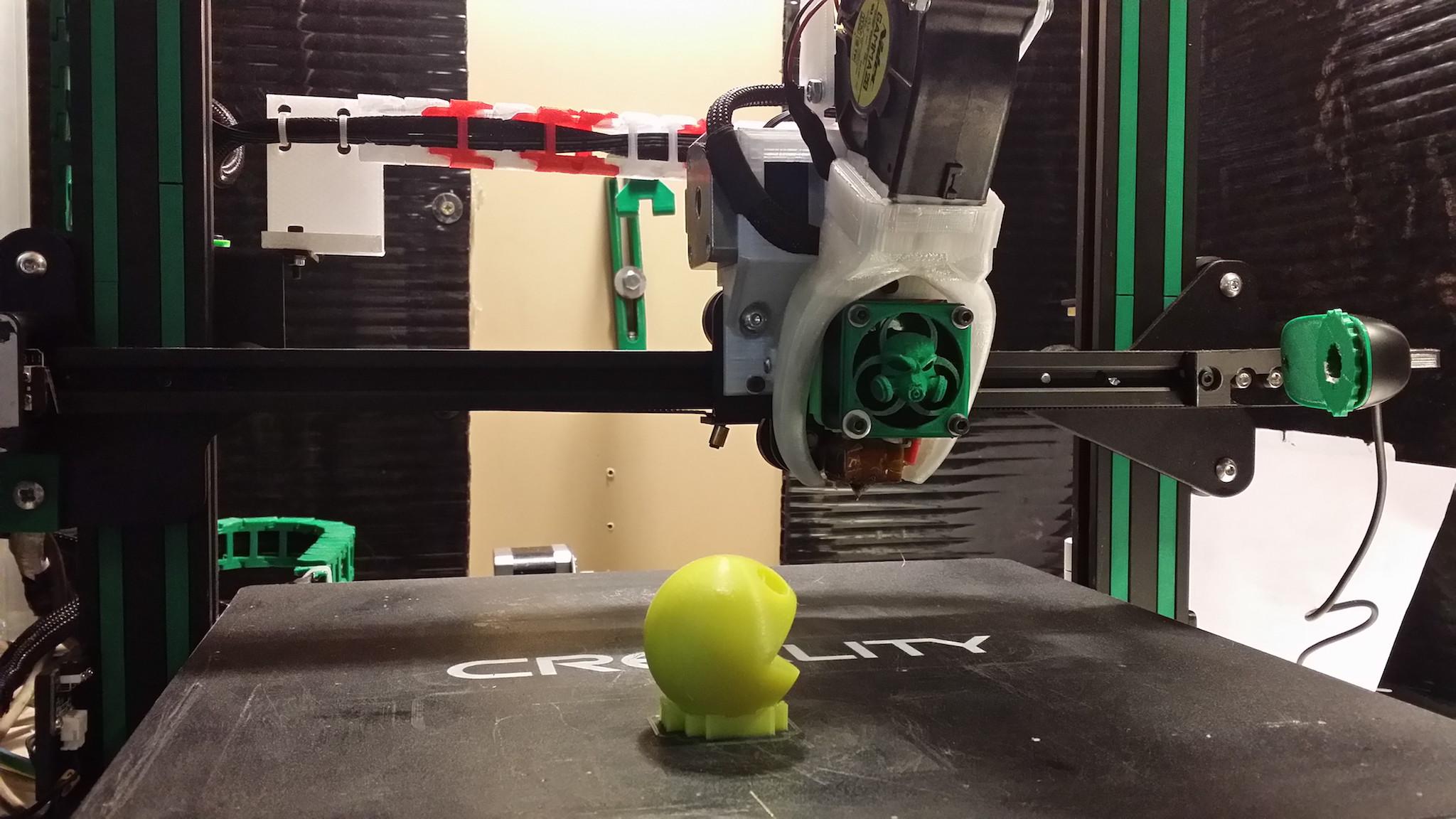
Bonjour à tous, Un petit print pour tester le filament blanc Ingeo850 de chez Eolas. http://www.thingiverse.com/thing:3530491 Layer: 0,2 CR10s direct drive + bondtech + hot end stock + buse micro swiss 0,4



-
Bonjour, Tu as 2 solutions, soit mettre les mains dans le cambouis et remonter ton plateau, soit depuis ton imprimante, la fonction babystep, Tu demarres ton impression en baissant la vitesse à 50% puis tu vas dans "tune" puis "baby step". Cela permet de descendre ou monter la buse en cours d'impression, dans ton cas baisse un peu, jusqu'à avoir une couche bien ecrasée. Ajoute quelques lignes à ta jupe de demarrage, cela laisse le temps de parametrer le babystep. Tu peux voir l'operation, dans la video ci dessous
-
Pour Jean Luc: Salut, Apres ton M500 (sauvegarde des modifs), fais un M501 (charge les modifs). En fait, tu as bien sauvegardé mais pour appliquer tes modifs, sans redemarrer l'imprimante, il faut faire un M501 pour charger la nouvelle configuration. Pour ta question sur les modifs de l'eeprom sans flashage depuis octoprint, c'est oui pour certains éléments , mais pas pour tout.
-
creality cr 10s ou prusa mk3 ?
masterz en réponse au topic de Chrichri dans Bien choisir son imprimante 3D
Bonsoir, Je pense qu'il faut faire la part des choses concernant les chinoises et Prusa. Beaucoup mettent en avant la Prusa, ce qui est legitime, pour ses qualités et son support. Cependant, il est evident qu'en achetant sa CR10 ou Ender sur Bangood ou aliexpress, ce n'est pas comparable... Aprés, il y a la 3é solution, pour mon cas, j'ai acheté ma CR10S en boutique, à 425 euros, bien plus cher que sur des sites exotiques, mais disponible de suite. En plus d'une documentation en français et d'une bonne heure et demie de formation sur place, le patron de boutique est joignable du lundi au vendredi pour vous aider. Il est vrai que la Prusa c'est la mercedes de la 3D et les chinoises les peugeots (ou KIA) de la catégorie; mais si j'avais du attendre le budget pour une Prusa j'en serai encore à lorgner les tutos..... J' ai conscience que ma CR10S à des limites, aprés moults modifications et les pannes/désagréments qui vont avec, j'ai, toutefois, acquis les compétences qui vont me permettre de monter mon propre clone Prusa homemade dans un futur proche. Comme Nibb31, je pense qu'il faut etre raisonable et commencer avec une machine plug and play, Puis, si l'on chope le "virus", on pourra s'orienter vers des machines plus performantes. Aprés si l' on a les moyens de "débuter" avec une Prusa, c'est différent... -
Bonjour, Je vais peut etre repondre à coté mais est ce que tu as verifié le parallélisme de la traverse sur ton axe X (Xmin et Xmax des 2 cotés) ? Si tu as un decalage entre les 2 cela a peut etre une incidence, ou les ecrous laitons trop serrés ou pas assez? Cela ne coute rien de mesurer pour vérifier.
-
creality cr 10s ou prusa mk3 ?
masterz en réponse au topic de Chrichri dans Bien choisir son imprimante 3D
Tout à fait d'accord avec Cylon, le SAV Creality, c'est incomparable par rapport a Prusa. Perso mon budget était plus restreint,, sinon j'aurai craqué pour la Mk3 en kit bien evidemment. Batman en PLA 0,14
-
creality cr 10s ou prusa mk3 ?
masterz en réponse au topic de Chrichri dans Bien choisir son imprimante 3D
Bonjour, Cet avis n'engage que moi, mais etant possesseur d'une cr10s et ayant un ami possedant la MK3, je pense que la MK3 est largement superieur à la CR10S d'origine. Toutefois, ma CR10s upgradée en direct drive + bondtech + firmware 1.1.9, j'ai une qualité équivalente à la MK3 en PLA, PETG, je n'ai pas testé l'ABS. Par contre en TPU, l'avantage est à ma belle et tout cela avec la hotend d'origine. Il faudra cependant mettre les mains dans le camboui et modifier une machine toute neuve....(flasher firmware, couper et souder quelques fils, imprimer les nouvelles pièces...) La MK3, si tu la prends déja montée, ne necessitera que quelques minutes pour l'assembler sans rien avoir d'autre à peaufiner hormis quelques petits réglages. Concernant l'impression de figurines, la différence se fera surtout au niveau du volume, la CR10s pouvant imprimer des objets en 30x30x40 cm. Cordialement,
-
Bonjour à toutes et à tous, Masterz, 42 ans, brun, 1m80 cherche.....euh pardon Je suis informaticien et j'ai 3 enfants. Geek dans l'ame et bricoleur, j'adore toucher à tout. Constructeur d'un pincab et d'un mamecab, le passage à la 3D s'imposait donc. Je possède une CR10S depuis janvier 2019, elle est sous marlin 1.1.9 et a subie quelques modifications. Votre site est une mine d'or et vous aidez tout un chacun. Merci à tous, en espérant renvoyer l'ascenseur dés que l'expérience sera là. MasTerZ