Epy
-
Compteur de contenus
63 -
Inscrit(e) le
-
Dernière visite
Récompenses de Epy
")





-
 Bonjour, N'ayant pas trouvé la réponse à ma question, j'ouvre un sujet. J'ai installé un marlin 1.1.9 sur ma Geeetech i3 Pro b, j'en ai profité pour activer la reprise d'impression après coupure de courant. Lors du test sur la machine, à la reprise, elle me propose bien de reprendre l'impression, elle chauffe, home x et y puis reprend l'impression mais à partir du début du fichier à la première couche ... Quelqu'un aurait il des pistes pour trouver la cause ? J'avoue ne pas comprendre comment cela est possible ...
Bonjour, N'ayant pas trouvé la réponse à ma question, j'ouvre un sujet. J'ai installé un marlin 1.1.9 sur ma Geeetech i3 Pro b, j'en ai profité pour activer la reprise d'impression après coupure de courant. Lors du test sur la machine, à la reprise, elle me propose bien de reprendre l'impression, elle chauffe, home x et y puis reprend l'impression mais à partir du début du fichier à la première couche ... Quelqu'un aurait il des pistes pour trouver la cause ? J'avoue ne pas comprendre comment cela est possible ... -
Bonsoir tout le monde. Pour commencer, merci pour les réponses, elles m'ont permis de comprendre quoi chercher et où. J'ai recherché la doc pour ma carte gt2560 rev a+ : https://www.geeetech.com/Documents/Users Manual of GT2560.pdf Il est bien noté que c'est une PWM pour ventilateur dans la doc. J'ai donc rebranché un ventilateur dessus, test via le contrôle de l'écran de l'imprimante : Pas de réponse. J'ai lancé le test via octoprint : ça marche ! J'ai donc lancé une impression pour tester : ça marche aussi ; activation du ventilateur à partir de la seconde couche. Ce qui ne marche pas, c'est juste l'activation manuelle. Sur les conseils de @PPAC, j'ai branché un simple ventilateur 2 fil dessus. Merci pour vos réponse qui m'ont permis de trouver la solution.
-
Bonjour tout le monde ! J'ai la chance depuis une semaine de bidouiller ma i3 Pro b de façon à essayer de la faire marcher. Je me heurte cette fois à un problème d'adresse de fournisseur et de connaissance de la carte mère. En effet, j'aimerai installer un ventilateur radial sur la prise PWM de la carte mère pour pouvoir contrôler le flux de refroidissement. Problème : Je ne trouve pas de fournisseur ... J'ai cherché plusieurs heures mais je ne trouve pas de ventilateur radial trois fils 12v de 50 mm à brancher sur la dite prise ... J'en arrive donc à me demander si je cherche la bonne chose... Je vous consulte donc à ce sujet : 1 - Pouvez vous me confirmer que la prise PWM de la carte GT2560 rev A+ (située près des 3 prises FAN) a bien vocation à piloter le ventilateur de refroidissement de la pièce imprimée ? Ou en d'autre terme, à souffler sur le plastique dès qu'il sort de la buse pour le refroidir. 2 - Pouvez vous me confirmer que je pourrai alors le contrôler via l'option "" qui se paramètre dans CURA. 3 - Enfin, l'un d'entre vous peut il me donner les bons mots clés et l'endroit où les soumettre pour en acheter un ?
-
Problème d'affichage température sur mon U20
Epy en réponse au topic de nonof54 dans Alfawise / Longer3D
Instinctivement, je dirais que les sondes sont mal/pas branchées. Hormis si tu vis dans un frigo, normalement, elle ne devrait pas afficher 0° en température au repos. Tu as écrit, "quand je lance un impression", ça sous entend que quand tu l'allumes, elle affiche bien la température ambiante ? Si c'est le cas, c'est peut être un problème de firmware. -
Comme répondu sur ton autre post, c'est typiquement ce qui se passe quand le fil ne réussi pas à s'évacuer.
-
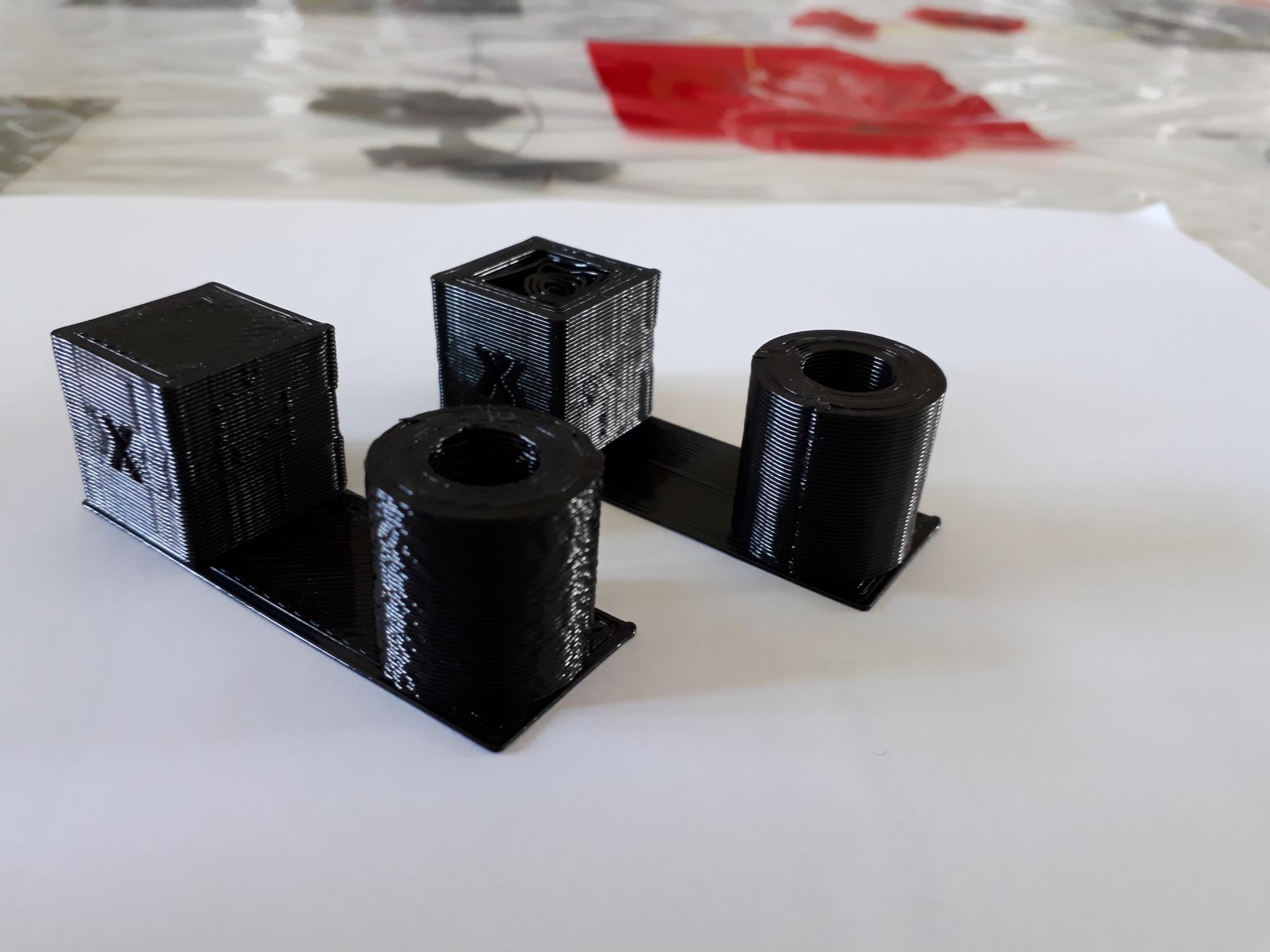
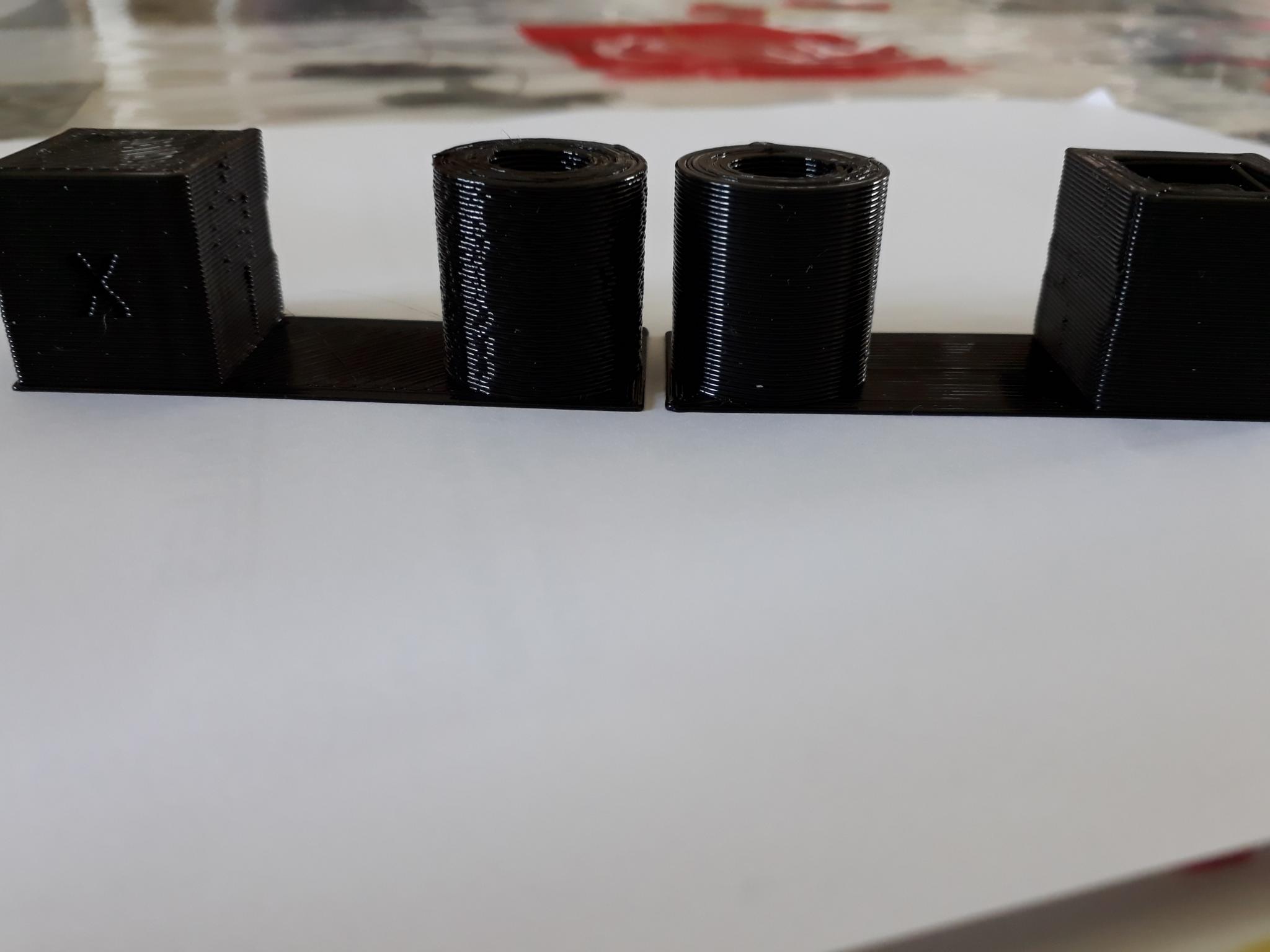
Peux tu s'il te plait prendre une vidéo longue au niveau de l'a roue de l'extrudeur pour voir si elle saute en poussant le fil dans le PTFE ? Si c'est bien cela qui se passe, c'est que ton fil ne s'évacue pas de la buse. C'est qu'il y a probablement problème entre 1 - l'espace sous ta buse pour évacuer le fil fondu (niveau plateau) 2 - La vitesse à laquelle ton moteur pousse le plastique (vitesse impression et taux d'extrusion) 3 - Le fait que le fil n'a pas le temps de fondre dans ta buse (température de buse et vitesse d'impression). Un test que tu peux faire, c'est de diminuer drastiquement ta vitesse d'impression (genre diviser par deux) pour voir si le claquement persiste. Tu peux aussi faire l'inverse en augmentant la température de ta buse à 220°C par exemple pour fondre le plastique plus rapidement. J'avais fait le test sur la mienne. Pour définir la température de buse pour que le plastique que j'imprime se comporte bien, j'ai imprimé une "temp tower" de thingiverse. Pour définir ma vitesse d'impression maxi, j'ai pris une pièce avec des courbes et des angles, j'ai fait le programme avec une vitesse basse dans cura et la température trouvée précédemment. J'ai ensuite augmenté la vitesse manuellement au fur et à mesure (tous les 5 mm) pour voir à partir de quand ça commençait à poser problème. J'ai ainsi trouvé ma vitesse max d'impression pour CE plastique à CETTE température. Pour les décalages en Y, pour ma part, ça se produit si j'imprime trop vite ET que la courroie s'est détendue. Elle saute un cran au lors des arrêts brusques. Si tu regarde lors de l'impression, quand tu fais un déplacement en Y et qu'elle bloque net pour repartir en X, la courroie danse le twist sous le plateau.Je pense qu'en réglant l'accélération et le jerk, on doit pouvoir optimiser mais je n'ai encore jamais pris le temps. En espérant que ça pourra t'aider @funcara91
-
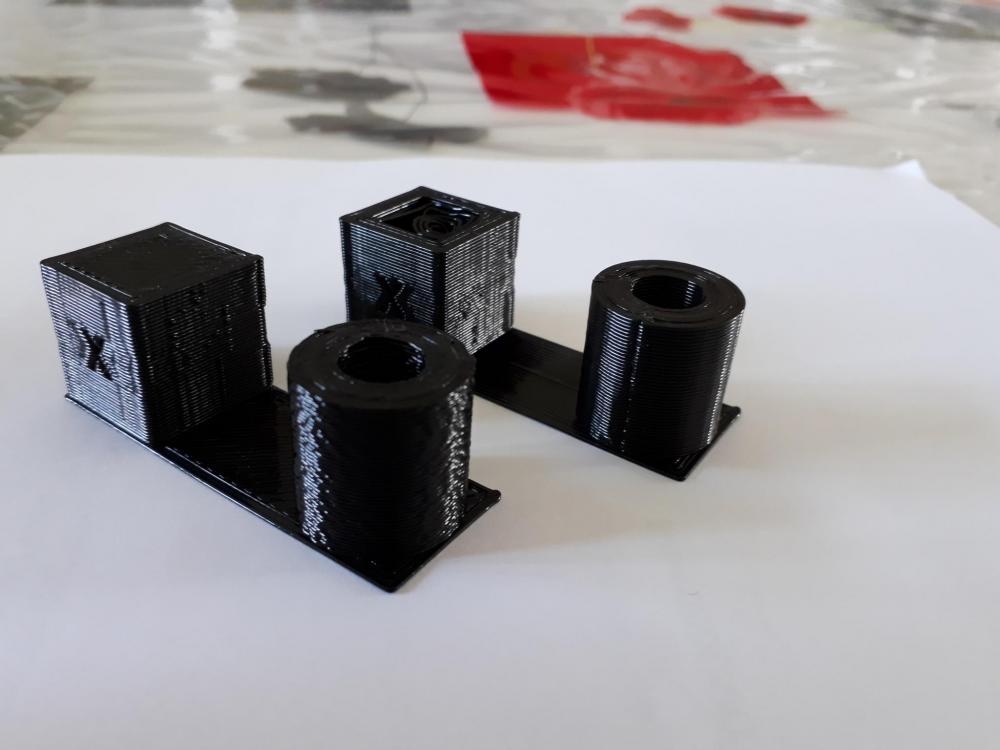
parti dans le vide qui ce relève voir photo plus explicite
Epy en réponse au topic de jp73 dans Alfawise / Longer3D
C est encore loin d être optimisé mais pour le moment ça fonctionne. Il y en a des bien mieux à dispo sur le forum qui ont étés dessinés par @deamoncrack
-
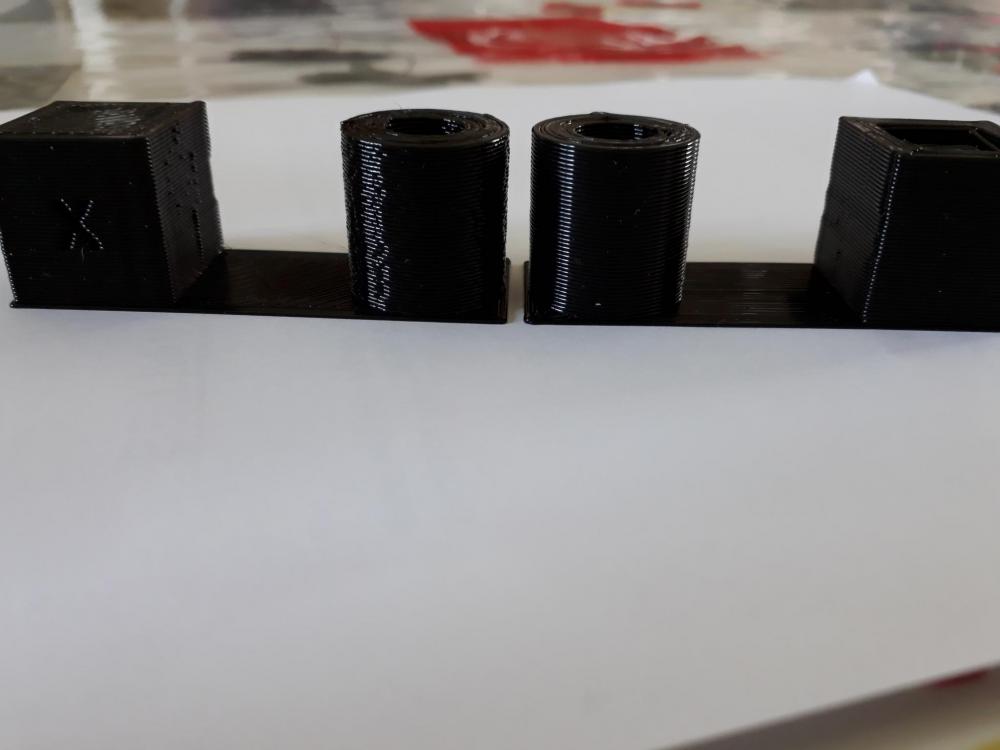
parti dans le vide qui ce relève voir photo plus explicite
Epy en réponse au topic de jp73 dans Alfawise / Longer3D
Vous n'avez jamais de soucis de warping des bords de la pièce sur le coté qui est en face du ventilateur ? C'était quelque chose de récurent sur la mienne sur les surface fines et dans le vide comme celle de la pièce de @jp73. Sous l'effet du ventilateur, le plastique se contractait et remontait. J'avais contourné en diminuant la puissance de soufflage. Depuis que j'ai changé le système de ventilateur, je n'ai plus ces soucis. Après, je reste débutant donc je n'apporte que mon expérience et mes hypothèses. -
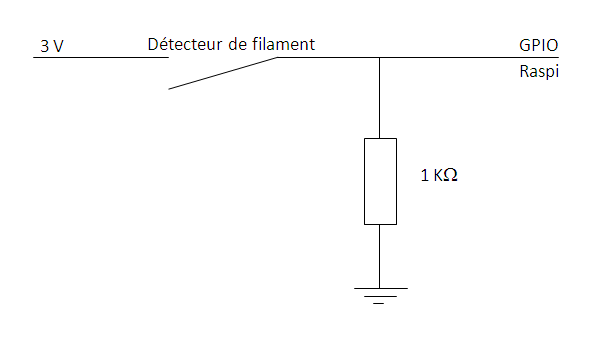
Bonjour, Je rencontre un souci avec mon Octopi et le pluggin Enclosure qui détecte un fin de filament et se met en pause alors que le fil est bien en place. Je ne trouve pas d'où vient l'erreur. J'ai par ailleurs mis en place des interrupteurs pour allumer l'imprimante, l'éteindre, gérer les leds et reprendre une impression après un pause sans souci. Voici un schéma du montage que j'ai réalisé : Dans l'interface du pluggin, j'ai choisi pour input pull résistance : "PullUp" et en signal :"Fall" étant donné que l'interrupteur est fermé quand le fil est présent et que ce que l'on détecte, c'est le moment où l'interrupteur s'ouvre et que le courant chute (mais peut être que je me goure). Le système fonctionne très bien, quand je retire le fil, ça se déclenche, quand je le remet et que je renclenche, ça repart MAIS de temps en temps, ça s’arrête tout seul ... Si je dois donner une fréquence, c'est de l'ordre des 2 minutes mais je n'ai pas l'impression que ce soit régulier. En regardant dans le log du raspi, je vois que c'est bien le pluggin qui donne l'ordre d'arrêt ... Je pense qu'il y a un règle simple d'électronique ou d'utilisation des GPIO qui me fait défaut, si vous pouvez m'aider ça serait apprécié car je ne trouve pas.
-
Pour ma part, je refait le niveau du plateau essentiellement dans deux cas : 1- J'ai eu du mal à décoller ma pièce et j'ai donc secoué l'imprimante dans tous les sens et les réglages ont bougés. Nota, cela marche aussi pour les fois ou je fais des modifs dessus et que ma maladresse frappe ma pauvre U20. 2- Quand le châssis travaille. Cela a notamment été le cas quand j'ai changé le meuble qui est dessous, ajouté les patins anti vibration, ajouté les tiges pour rigidifier le portique ... j'ai remarqué que le cadre travaille légèrement mais vu que l'on est sur des épaisseurs de travail fines, les conséquences sont rapidement visibles. Par contre, en usage classique, elle ne bouge pas d'un poil.
-
J'ai eu ce problème dernièrement après un changement de buse, j'avais pincé le câble de la sonde. Je l'ai remis correctement et c'était reparti.
-
J'ai remarqué sur certaines impressions que le plastique déposé, sous l'effet de la ventilation, se recroquevillait légèrement conduisant, couche après couche à former un obstacle sur lequel ma buse allait taper et donc décrocher ma pièce. Typiquement les arches en rondis du benchy. Les deux axes d'amélioration que j'ai utilisés sont de réduire la puissance de la ventilation (ou la changer pour qu'elle ne vienne pas que d'un coté) et le second de mettre un radeau pour que ma pièce sont bien scotchée sur mon plateau. En espérant que ça t'aide.
-
Tendeur de courroie Y Alfawise U20+
Epy en réponse au topic de lolvince dans Tutoriels et améliorations pour Alfawise / Longer3D
Si tu précises ton besoin, on peut peut être t'en dessiner un. Je ne promet rien terme de délais par contre. -
Bonjour, En suivant les suggestions, j'ai donc réduit la qualité du maillage des pièces que j'exportais de Solidworks en STL. Voici le résultat : L'info était donc juste, à vouloir faire trop précis, on sature la machine qui n'arrive pas à lire les lignes de codes assez rapidement. Merci beaucoup à tous pour votre aide !
-
Des infos sur la nouvelle Alfawise 20 PLUS
Epy en réponse au topic de thsrp dans Alfawise / Longer3D
Perso, je regrette qu'elle ne fasse pas 50x50, je ne peux pas faire tous les supports que je voulais. Vu que j'ai changé la buse, j'imprime aussi beaucoup plus vite. La question est toujours de savoir ce que l'on veut imprimer. J'ai la A8 et la U20+ et clairement, j'utilise plus volontiers la U20 car j'imprime souvent des grosses pièces volumineuses qui ne passent pas dans la A8. Ou alors, il faudrait que je le fasse en plusieurs parties, que je les colle etc ... C'était pas mon but. Avant de l'acheter, chaque fois que je me disais "Si javais une imprimante 3D je fabriquerai ce truc", j'allais chercher mon mètre et je regardais combien elle mesurait. Bilan : Toujours entre 20 et 40 cm d'où l'achat d'un U20 Plus L'important, c'est juste de bien juger de ses besoins.