nicosia
-
Compteur de contenus
39 -
Inscrit(e) le
-
Dernière visite
Récompenses de nicosia
")





-
tinkercad Préparer un fichier pour l'impression double couleur
nicosia en réponse au topic de Vonsid dans Dessiner / modéliser en 3D
salut , ta réponse et ICI en milieu de page "La double extrusion sur Cura : Imprimer en bi-matériaux" tu fais deux STL, tu les positionnes ou tu veux sur la surface de construction virtuel de CURA . cordialement, -
32 bits mks sbase v1.3 décalage impression axe X
nicosia en réponse au topic de nicosia dans Électronique
salut @pascal_lb, alors ... avais tu déja eu connaissance sur smoothieware du problème de pas sauté au bout de 9 heures d'impression...? pour info j'ai encore descendu le beta current de l’extrudeur a 0.5 car il chauffé encore...... je vais essayer de refaire une impression longue ce weekend -
le Z restera toujours inconnu sans avoir de endstop avec mks sbase. il se fait obligatoirement quand tu fais le G30 c'est pour cela que tu ne peut pas faire de home sur Z. la procédure smoothie et différente de ce que tu connais sur marlin.
-
salut si tout et correct tu dois intégrer ces lignes dans cura au démarrage: G28 ; home xy M280 S10.6 ; reset bl touch (au cas ou il serait déployé) M280 S7 ; déploiement bltouch G0 X0 Y0 Z10 F10000 ; déplacement vers palpage primaire 0;0(IMPERATIF !!! la prise de ta hauteur Z0 doit etre la même position ou commence ton palpage de calibrage M280 S3.0 ; déploiement bltouch G30 Zx.xxx ; AUGMENTER SI 0 trop HAUT (ici à la place des "x" tu mets ton ofset(=decalage entre la pointe de la tète et le déclenchement du bltouch)( pour ma part 0.40) ; IMPERATIF !!! la prise de ta hauteur Z0 doit etre la même position ou commence ton palpage de calibrage !! si tu vois que tu es trop haut (impression dans le vide tu augmente la valeur (exemple 0.40 à 0.60) et ainsi de suite. M280 S7 ; retract bltouch G0 Z0 ; position de démarrage du palpage de calibrage M280 S3.0 ;déploiement bltouch G32 Xxx Yxx A160 B160 ; calibration palpage (methode pour leveling-strategy.rectangular-grid : tu remplaces les "x" par la valeur de démarrage du premier point de palpage(si tu as mis X0 Y0 pour faire le G30 alors ce sera pareil ; pour le "A" et le "B" c'est la taille de ta grille sur ton plateau( donc ne prends pas ces nombres mais defini les tiens(A=largeur, B= profondeur). M280 S7; retract bltouch je sais que cela parait compliqué , tu vas y arrivés , moi j'ai mis 1 mois a mi faire avec obstination . PS : si ton Bltouch ne fonctionne plus au bout de plusieurs essai de palpage ; tu dois vérifier ton aimant dans le pointeau du bltouch . car j' ai eu une serie ou l'aimant n'était pas collé ...
-
32 bits mks sbase v1.3 décalage impression axe X
nicosia en réponse au topic de nicosia dans Électronique
COUCOU , smoothieware stable. slicer repetier avec trancheur Cura -
Bonjour à tous , Après avoir passé du temps sur de multiple réglage afin de bien imprimer du PETG (paramétrage au petit oignon avec repetier); j'ai lancé une impression pour 10 heures et 53 mètres de filament hier sur une grosse pièce (taille : L 270mm, P 90mm, H 30mm) , mai voila qu'au bout de 9h00 d'impression les couches se sont décalées progressivement vers la droite (je pense d'un pas)......!!!!! alors là ...les boules. j'ai vérifier toutes la partie mécanique : AUCUN DEFAUT ; j'ai refais un test avec un cube pilier dim 30x30x80, impression de 30 mn aucun defaut j'ai vu qu'il pouvait y avoir un problème sur les drivers surchauffés sur les carte MKS BASE mais pas MKS SBASE.(les PAP X,Y, Z sont tiède environ 40° , par contre l'extrudeur je ne peux posés la mains dessus ) j'ai réduis beta_current de 0.8 a 0.6 , j'ai rajouté un ventilateur au cul de la carte mks sbase v1.3 ,mais avant que ne ne reparte pour un print de 10heures , qu'en pensez vous......d'autre piste ???!!
-
32 bits mks sbase v1.3 offset et calage du Z avec bl touch
nicosia en réponse au topic de nicosia dans Électronique
bonsoir tous, je vais peter un cable avec cette machine........!!!! je commence a imprimer 3 cotés avec repetier et la machine s'arrête ..comme si elle n'arrive pas a interpreter le code.....!!! d'autre part je n'arrive plus a communiquer avec pronterface.......!!!! j'ai re-installé cura (le dernier ) et il ne communique pas , la machiine reste sous USB....... c'est toujours a ni rien comprendre!! ca y est j'ai trouvé sur google, c'est: activer le mode aller / retour sur repetier -
32 bits mks sbase v1.3 offset et calage du Z avec bl touch
nicosia en réponse au topic de nicosia dans Électronique
Alors pour info ça marche(méthode sans endstop mini).... merci à tous deux j'ai fais G28 M280 S3.0 G32 X55 Y-75 A160 B160 G30 Z2.10 M280 S7 G0 X138 Y110 Z0 et la je lance une impression et devinez quoi........hé oui........ parce que quand rien ne va tout fout le camp bien a force que le bl touch tape le pointeau il ne fonctionne plus et se met en alarme..........(il remonte mais ne descend plus) alors j'ai démonté le pointeau du bl touch et devinez quoi..... il y a un micro aimant a l’intérieur du stylet en plastique, sauf que celui ci a remonté le long de son logement , et du coup n'était plus aligné avec la bobine....... bl touch réparé (il faut que je colle cette aimant!!) je ferai un test impression demain. et je vous tiens au courant. bonne soirée et bon appetit -
32 bits mks sbase v1.3 offset et calage du Z avec bl touch
nicosia en réponse au topic de nicosia dans Électronique
coucou les hommes . ok si je rajoute un fin de course Z au mini je décale mon home hors plateau. pour la commande de rétractation(M280 S3.0 G30 Z-1.93 M280 S7.0 )après le G30 Z-1.93 je vais essayer ce soir, je vous tiens au courant. bon app -
32 bits mks sbase v1.3 offset et calage du Z avec bl touch
nicosia en réponse au topic de nicosia dans Électronique
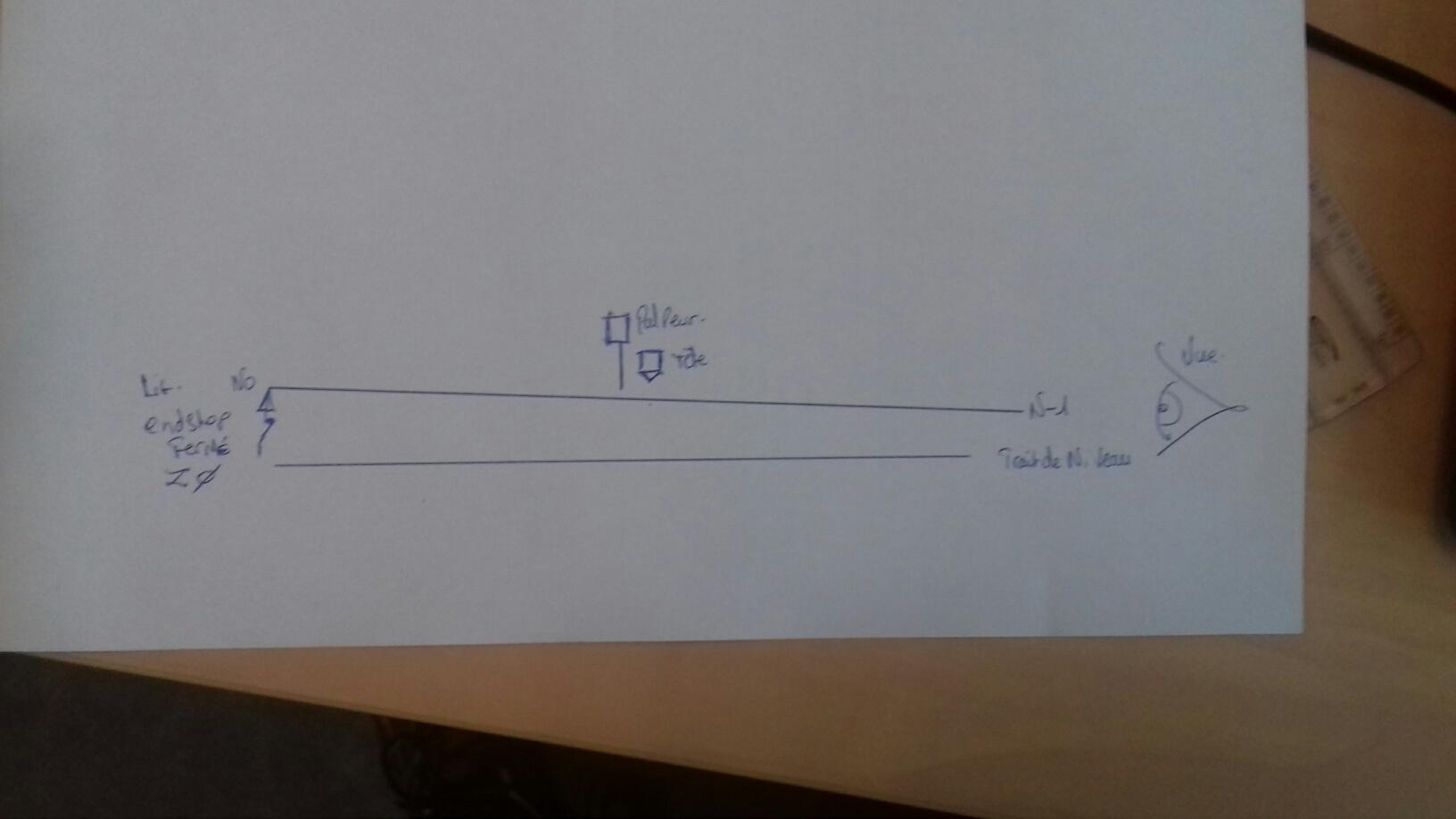
Bonjour pascal, merci pour ton action sur les posts je rectifie de mon coté. pour le sujet du endstop, j'ai mis des butées soft , celle-ci devraient gérer les décalage du gamma- max.....c'est incompréhensible que le zprobe plante quand G28, G30 Z-1.93.... question si je pose un endstop , je suis obligé de le posé au max!!(car 0 = niveau du lit) il faut que home aille le chercher a +260mm avant de faire un g30..? j'ai regardé ton montage du MI ; j'ai une question pour toi ; comment gère tu le fait d'avoir un endstop en Zmin(niveau 0 du lit) avec un palpage sous le niveau zéro ; si ton lit se retrouve se retrouve en dessous du calage et palpage initial tu te retrouves en fin de courses, et donc tu ne sera plus nivelé mea bel et bien en butée fin de courses, donc faux nivellement.......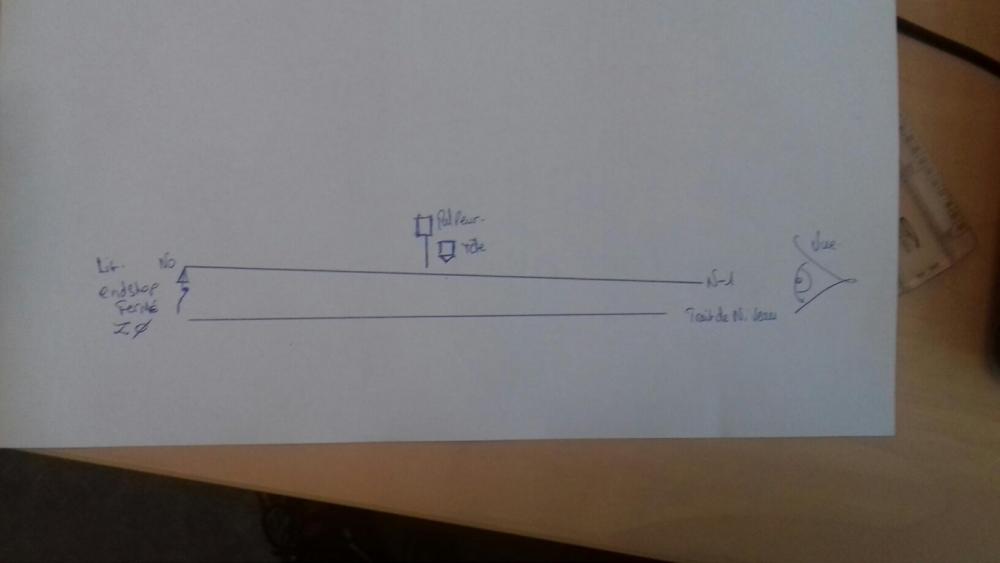
-
32 bits mks sbase v1.3 offset et calage du Z avec bl touch
nicosia en réponse au topic de nicosia dans Électronique
j'abandonne pour ce soir ........ je suis claqué, j'ai les méninges qui fument. je réessaye demain.... bonne soirée pascal -
32 bits mks sbase v1.3 offset et calage du Z avec bl touch
nicosia en réponse au topic de nicosia dans Électronique
j'effectue un G32 par rectangular grid , X55 Y-60 le point de demarrage sur un lit de plus grand que 160 160 cela pour pas que mes 9 point ne sortent du lit le soucis c'est pas ça, le G32 fonctionne bien , mais il est dis que je doit effectuer le Z0 avant le G32 , hors a cahque fois que je fais G92 Z0 au contact du lit , une fois au home xy je fais un G30 au milieu de mon plateau (qui n'est pas mon home)une fois fini je renvoi un G0 Z0 et là le z se retrouve a +10 au dessus du plateau.... incompréhensible le g92 z0 et m500 ne fixe pas l'altimetrie si je pars sur la base g28 puis g30 Z1.93 (qui mon offset entre poite bl et pointe tete le bl palpe une fois , il ressort et tape sur le lit puis plus rien(se met en alarme) -
32 bits mks sbase v1.3 offset et calage du Z avec bl touch
nicosia en réponse au topic de nicosia dans Électronique
bonjour pascal, le voici config.txt -
32 bits mks sbase v1.3 offset et calage du Z avec bl touch
nicosia en réponse au topic de nicosia dans Électronique
idem des que je fais G30 Z10 , il descend , déclenche et s'arrete.............. a ni rien y comprendre -
32 bits mks sbase v1.3 offset et calage du Z avec bl touch
nicosia en réponse au topic de nicosia dans Électronique
quand au G30 Z-1.90 (offset du bltouch a la buse) il commence a descendre , le pointeau se retracte et la arrêt complet pour le G32 c'est a ni rien comprendre.......