M4xx3Dprint
-
Compteur de contenus
12 -
Inscrit(e) le
-
Dernière visite
Récompenses de M4xx3Dprint
")





-
Materiau pour palier micro moteur
M4xx3Dprint en réponse au topic de MONFRED dans Consommables (filaments, résines...)
Bonjour, pour moi le problème est le frottement qui peut induire un couple de démarrage trop fort pour tes moteurs et aussi de l'échauffement qui va dégrader ta surface. A mon avis assez rapidement avec une telle vitesse.. Aurais-tu un dessin ou croquis pour imager ton système? Si tu ne souhaites pas ajouter de bague de frottement, je ne vois que du nylon (ou PA pour polyamide) qui pourrait faire l'affaire. C'est le plus faible coefficient de frottement que tu peux trouver dans les matières imprimables standards. A moins que tu puisses imprimer du PTFE mais la j'en sais pas plus... Juste attention à la direction d'impression ou au remplissage pour la direction de tes efforts (mon esprit méca qui ressort..). -
avis sur imprimantes Creality 3D Ender
M4xx3Dprint en réponse au topic de chlolo62 dans Bien choisir son imprimante 3D
Bonjour, j'ai une creality ender 5 pour ma part. La plus grande différence entre les deux c'est le volume d'impression 250 mm de hauteur pour la ender 3 pro et 300 mm pour la ender 5. Sinon, c'est exactement les moteurs, courroies, programme, écran, plateau chauffant , etc... Néanmoins, de mon retour d'expérience sur la ender 5, pour obtenir de belles impressions j'ai du acheter un plateau en verre (hautement conseillé de toute façon) et imprimer directement des tendeurs pour empêcher que le plateau vibre. Contrairement à la ender 3, celui-ci est fixé à son extrémité. Du coup, il n'est pas très stable lorsque t'imprime en bout de plateau.. Du coup si t'as besoin : https://www.thingiverse.com/thing:3447280 Je te rassure, il ne bouge plus du tout avec les tendeurs. Elle est aussi plus volumineuse que la ender 3, plus chère mais tu l'as reçois en 4 parties à assembler donc première impression en 30 min chrono après déballage. Je ne pourrais pas dire pour la ender 3 mais la précision de la 5 est vraiment bien. Apres l'ajout de dampers sur les moteurs, elle devient assez silencieuse aussi. En bref, deux imprimantes dont les composants sont les mêmes mais pas assembler de la même façon Si j'avais pu voir une ender 3 de mes propres yeux tourner, je t'aurai donné mon avis pour ton achat. Mais du coup je te laisse juger avec les nombreux avis/commentaires sur la ender 3 Bon courage -
cura Optimisation du temps d'impression et problème de remplissage
M4xx3Dprint en réponse au topic de M4xx3Dprint dans Paramétrer et contrôler son imprimante 3D
J'penses que le kit E3D va être le prochain achat, je verrai quand je l'aurai Merci pour les rensignements ! En effet, 2 dixièmes c'est pas fou mais je suis dans la méca donc surement une déformation professionnelle de ma part lol^^ C'est dommage de pas pouvoir le compenser, pour des applications plus précises. Mais du coup, j'ai remis une couche ini à 0.4 et je trouve 4.03 d'épaisseur moyenne. Donc bon, avec le BLtouch et tout, on a quand même une super précision pour une imprimante "low cost". -
cura Optimisation du temps d'impression et problème de remplissage
M4xx3Dprint en réponse au topic de M4xx3Dprint dans Paramétrer et contrôler son imprimante 3D
fran6p MERCI! tu avais bon partout ! ventilation réduite sur les 5 premières couches et température plus haute à 225°C! Le résultat est nickel, plus de collisions, quelque soit le motif et tout et tout! Du coup, un remplissage très propre, j'ai remis le motif concentrique (Cext) et triangle (remplissage) pour gagner, en plus, du temps d'impression! Par contre, quelque question supplémentaire : Si on met une couche initial à 0.2 je me retrouve avec un manque de hauteur de 0.2 par rapport à ma pièce final (logique au final), y'a-t-il un moyen de compenser ça? (Autre que passer à une hauteur globale de couche à 0.2) Au niveau de la rétractation (j'y touche pas trop pour l'instant mais y'aurai besoin des fois), tu gères comment la vitesse et la distance? En tout cas, Merci ! -
cura Optimisation du temps d'impression et problème de remplissage
M4xx3Dprint en réponse au topic de M4xx3Dprint dans Paramétrer et contrôler son imprimante 3D
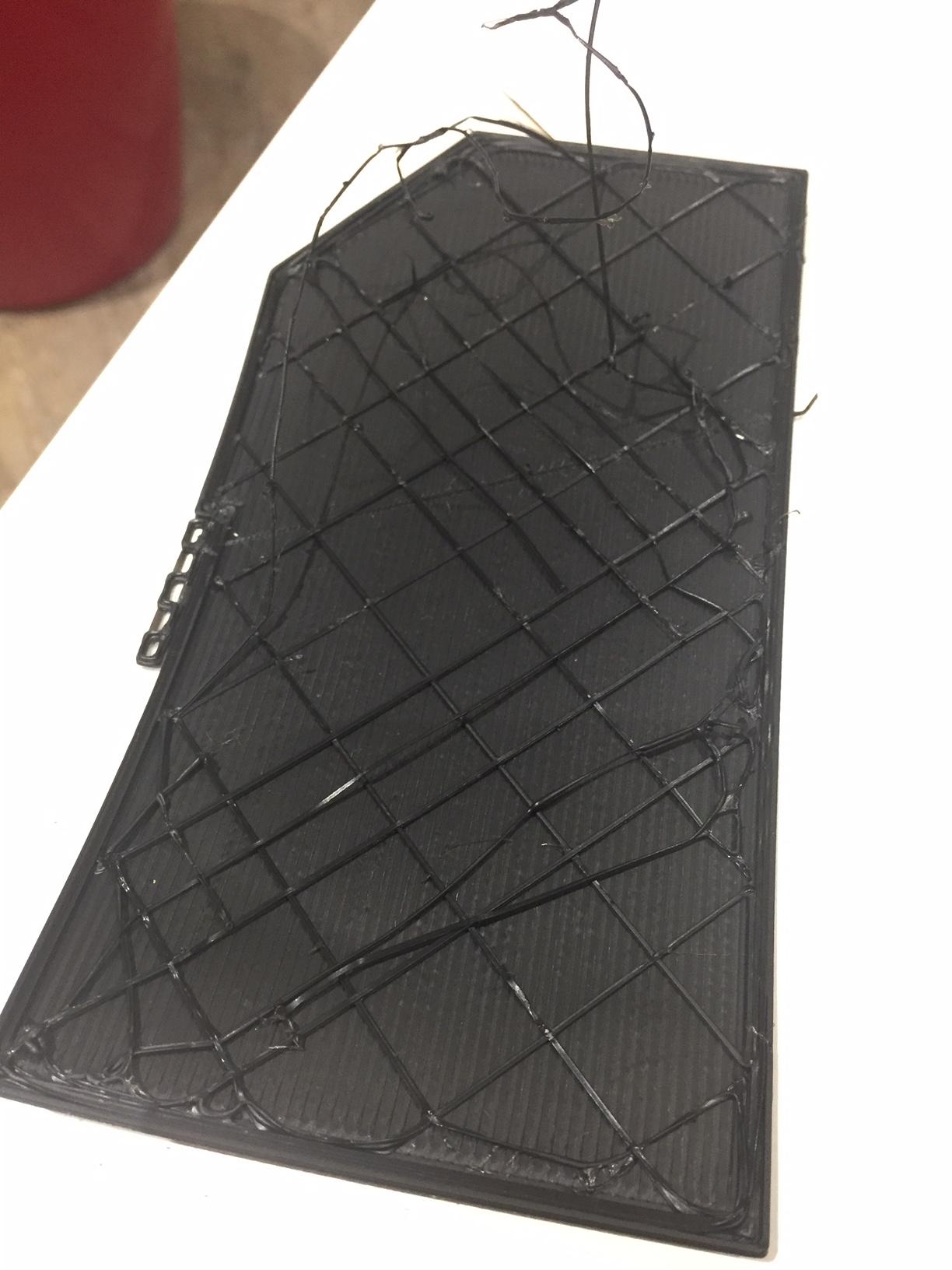
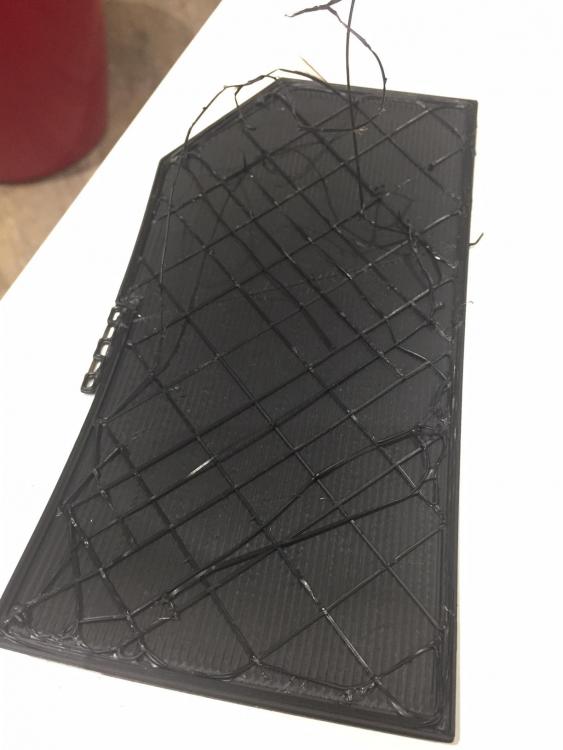
Oui je ventile à fond, je vais test de le mettre en progressif comme tu dis ! Et oui j'imprime en gros diamètre pour gagner du temps d'impression mais du coup ça change pas mal de chose par rapport aux impressions à petit débit, j'aurai bien aimé avoir des feedbacks sur ce genre d'impressions grossières Alors ce que j'ai remarqué pendant l'impression c'est que lors des croisements de couche, vu que la matière est quand même extrudée, cela provoque une sur-épaisseur sur les croisements. J'ai le problème dès qu'il y a des croisement sur le motif (grille, triangle, ligne).. Vu que la buse passe dessus, ça tape dessus. A moins que je "Z Hop" mais bon.. Je vais donc test avec un motif zig zag perpendiculaire à ma couche initiale mais c'est pas une solution en vrai.. J'peux me permettre ici mais pas pour des pièces avec des contraintes mécaniques particulières. Sinon pour le support, la photo va te montrer pourquoi : Je voudrais lancer des impressions plus longue pour éviter de lancer juste 4h par ci et par la ( Fin du Carter année 2030 lol). Donc mettre 4,6 voir 8 pièces par impression. Pour le carter je vais environ avoir 60 pièces à imprimer donc... C'est aussi pour être confronter à ces problématiques que j'ai décidé de le faire comme ça
-
cura Optimisation du temps d'impression et problème de remplissage
M4xx3Dprint en réponse au topic de M4xx3Dprint dans Paramétrer et contrôler son imprimante 3D
Salut et merci pour ta réponse. La hauteur de couche est de 0.4mm pour une buse a 0.8mm. C'est la hauteur de couche initiale seulement qui est à 0.2mm pour obtenir une belle surface d’adhérence. En effet le remplissage progressif n'est pas nécessaire. je voulais voir si cela impactait le débit de remplissage (paramètre que je ne trouve pas). Je l'ai retiré juste après la photo (d’où ta confusion sorry) Le fait de relier le remplissage me plait bien. j'ai besoin de la matière au niveau des parois donc ça m’intéresse et je trouve le remplissage plus propre avec moins de coulure du à la rétractation. (délire perso du moment, ça passera surement lol^^) Je refais des tests ce soir avec en changeant la vitesse de remplissage (cela m’embête pour le temps d'impression..). -
cura Pb coque dans CURA
M4xx3Dprint en réponse au topic de Laurent ADS dans Paramétrer et contrôler son imprimante 3D
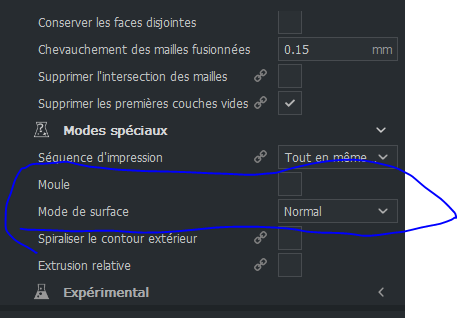
Salut! As tu mis le remplissage à zéro? Sinon tu as un paramètre de « modes spéciaux » qui est « mode de surface » qui peut peut être te convenir -
Nickel
-
Re! Tu as peut être des paramètres dans la section "modes spéciaux" style ("moule" ou "mode de surface" sur "surface") encore d'activer en mémoire. Tu as essayé de recommencer en repartant d'un fichier vierge et en réinitialis ant les paramètres?
- 5 réponses
-
- 1
-

-
- coque
- remplissage
- (et 1 en plus)
-
cura Optimisation du temps d'impression et problème de remplissage
M4xx3Dprint en réponse au topic de M4xx3Dprint dans Paramétrer et contrôler son imprimante 3D
Merci pour vos réponses ! Oui Cura reste gratuit. D'ailleurs, est ce que la Version 4.1 vaut le coup? Pour matter, qu'est ce qui diffère réellement de Cura au niveau de l'impression? (j'utilise CATIA en modélisation donc la modélisation sur un Slicer ne m’intéresse pas). Et sinon pour mon problème de remplissage, j'ai refais d'autre essais avec d'autres motifs.. même problème dès que des couches se croisent.. -
Salut, Si tu coches "afficher le remplissage" au niveau des vues, ça change rien?
-
Merci à vous! J'ai rédigé un "petit" post dans la section "Paramétrer et contrôler son imprimante 3D", il va peut être falloir le bouger alors
-
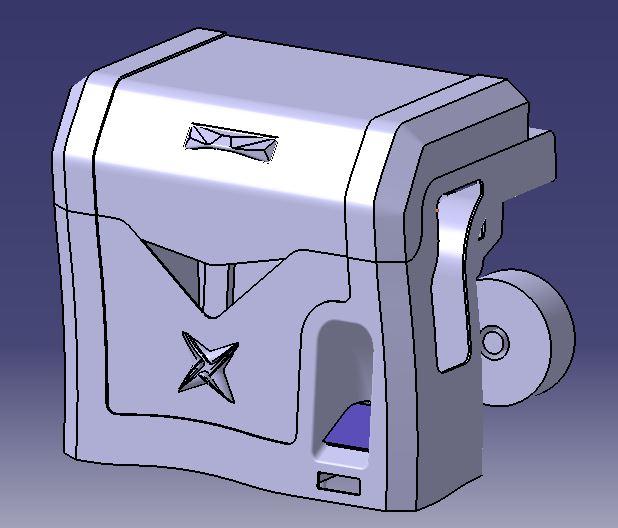
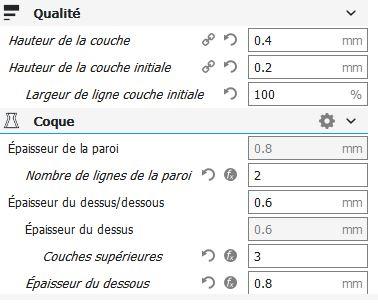
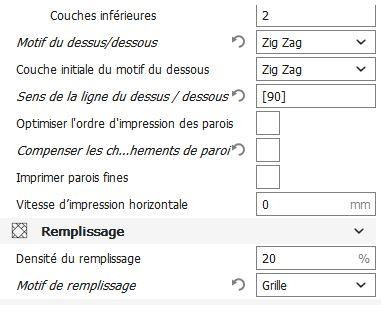
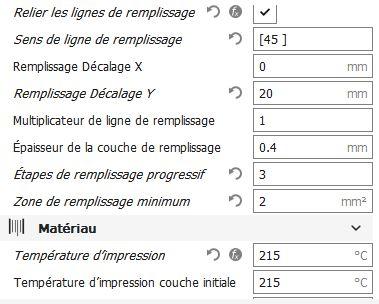
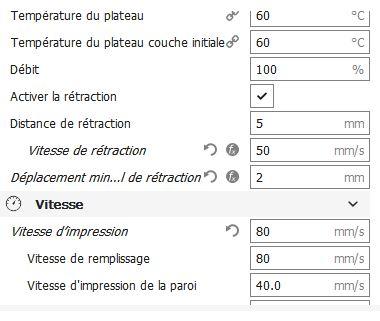
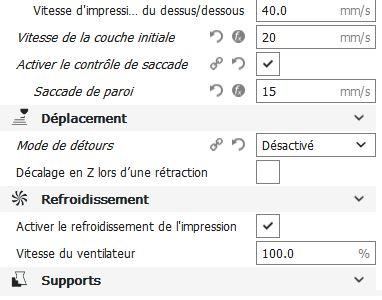
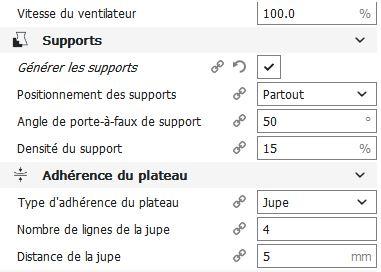
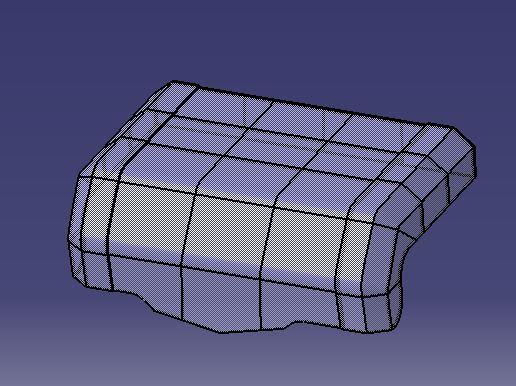
Bonjour tout le monde! J'ai besoin de vos lumières et de votre expérience pour optimiser mon temps d'impression et résoudre mes problèmes de remplissage. Je vous donne un peu de contexte : - ça fais 6 mois que je suis dans l'impression 3D donc novice. - imprimante Creality ender 5 flashée avec marlin 1.1.bug fix pour un bltouch v3. J'utilise Cura pour slicer et sous Catia pour modéliser. - je me suis lancé à faire un carter de protection à l'imprimante avec insonorisation, éclairage et ventilation. Le but est de réaliser entièrement le carter avec l'imprimante (oui je sais je me complique la vie mais sinon ce serai trop simple). Bon j'ai fais le carter sous Catia, et j'ai acheté tout s'qui faut. Y'a plus qu'a! Le carter sera entièrement en PLA avec une épaisseur de 4mm et de la forme (oui on se complique... mais c'est pour que madame trouve ça jolie dans le salon.. j'ai pas d'autre place ) Et voici la partie porte découpée pour être imprimer. Pour l'instant, ma technique d'assemblage de chaque plaque consisterai à faire une coque suffisamment grande pour faire des chanfreins et souder avec un stylo 3D puis poncer. Le carter sera ensuite peint à la bombe en noir et blanc. Si vous avez d'autres idées ou expériences, je suis preneur! Donc pour les paramètres, j'ai opté pour une buse de 0.8 et une hauteur de couche de 0.4 pour diminuer le temps au vu des nombreuses impressions que je vais devoir faire. J'utilise deux PLA différents : un PLA+ SUNLU et un PLA 3D Warhorse. Je cherche à optimiser mes paramètres surtout pour diminuer le temps d'impression ; une tenue mécanique sans plus (j'ai pas de contrainte dessus), ni trop de contraintes sur la qualité (juste suffisamment pour l'assemblage et pour que je puisse corriger les défauts en ponçant et finir à la bombe) Voici les paramètres: J'ai, de plus, un problème que je n'arrive pas à résoudre depuis le début. C'est sur le remplissage. Les lignes de remplissages se croisent et font des surplus de matière qui entrent en collision avec la buse ou fait trembler le plateau et ça finit par donner ça : Est-ce que c'est possible de gérer le débit de remplissage seulement, je trouve pas ce paramètre dans cura. J'ai essayé pas mal de choses mais je trouve pas de solution sur ce coup.. Voila, j'ai essayé de vous donner pas mal de détails donc déjà merci si vous avez pris le temps de lire et je suis tout ouïe! Bonne soirée à vous tous ! A+
-
Bonjour, Bonjour, Je me présente rapidement, j'ai 24 ans et je suis sur la fin de mes études en mécanique et conception mécanique. J'utilise CATIA pour modéliser et je me forme sur Blender en complément. je suis propriétaire depuis quelques mois d'une Creality Ender 5. J'ai alors passé la majorité de mon temps à optimiser l'imprimante et chercher les bons paramètres avec Cura pour obtenir des impressions de bonnes qualités (comportement méca et temps réduit). J'ai alors déjà ajouté smoothers, dampers et un support de bed. J'ai aussi flashé la carte avec marlin 1.1.9 bug fix pour ajouter un bltouch v3 et avoir accès à la config de l'imprimante. Je voudrais maintenant réaliser différents petits projets avec l'imprimante et des kits arduinos. J'aime bien me lancer dans des projets dont je ne suis pas certains d'arriver au bout. La phase de recherche de solutions est toujours sympathique mais surtout la sensation quand on trouve la solution c'est juste génial. Le forum m'a d’ailleurs pas mal aidé , c'est la raison pour lequel je vous rejoins ! J'ai encore des problèmes à résoudre sur mes impressions donc je reviendrais vers vous pour vous demander un coup de main! J'imprime pour le moment du PLA et du PETG, j'ai acheté une bobine de TPU mais j'attend un peu avant de me lancer ^^ J’espère aussi pouvoir vous aider sur de la conception méca ou sur d'autres domaines Bonne journée à vous tous et à plus tard !