KOUKA
-
Compteur de contenus
7 -
Inscrit(e) le
-
Dernière visite
Récompenses de KOUKA
")





-
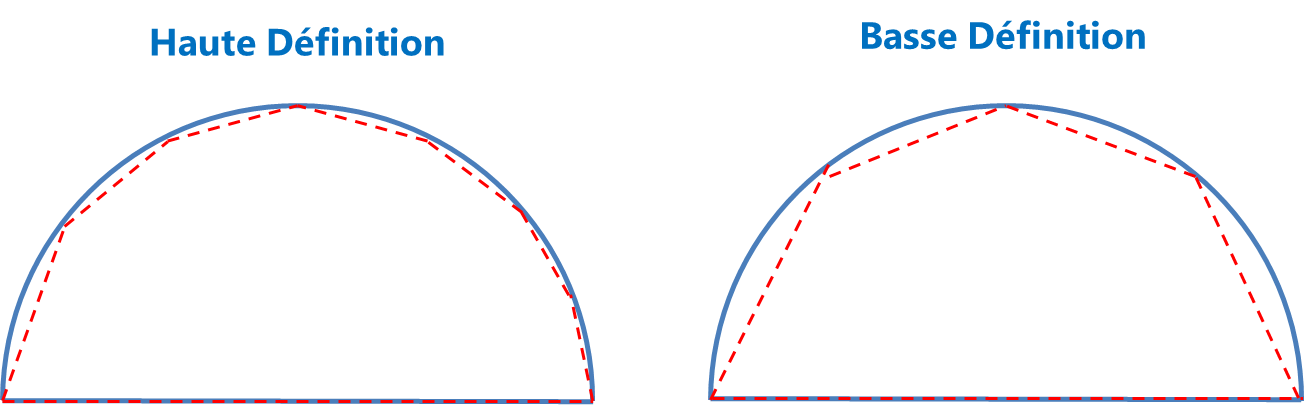
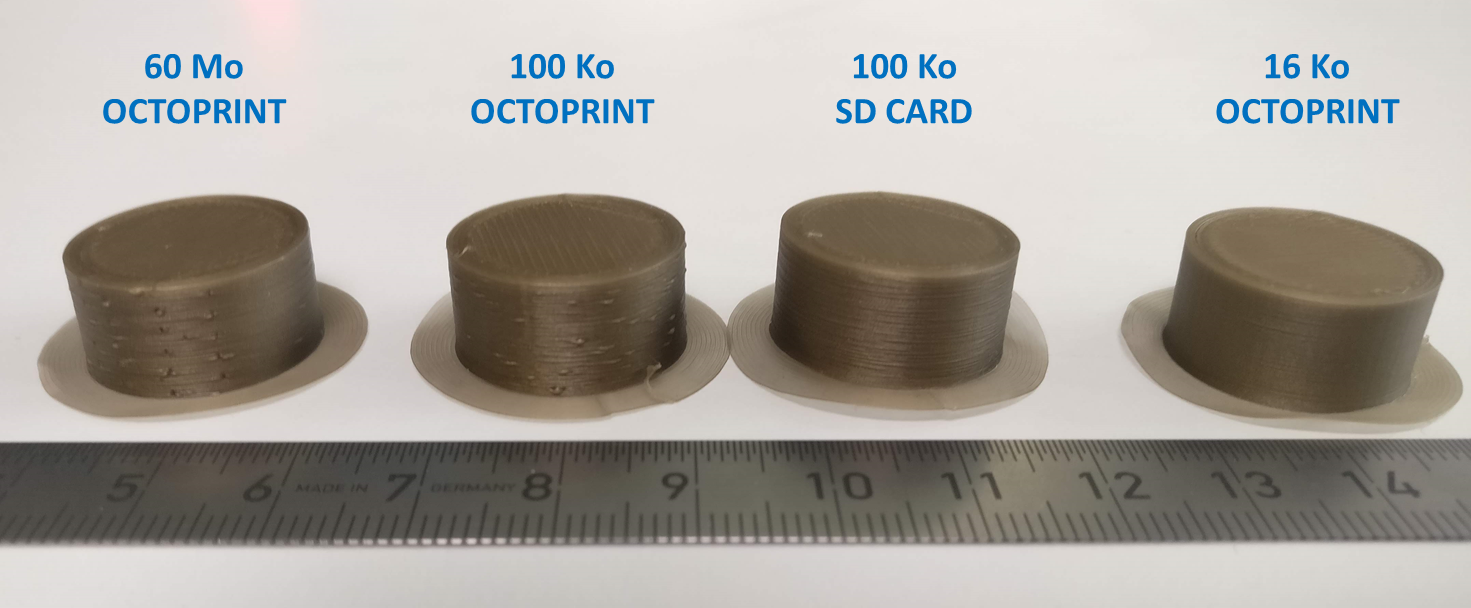
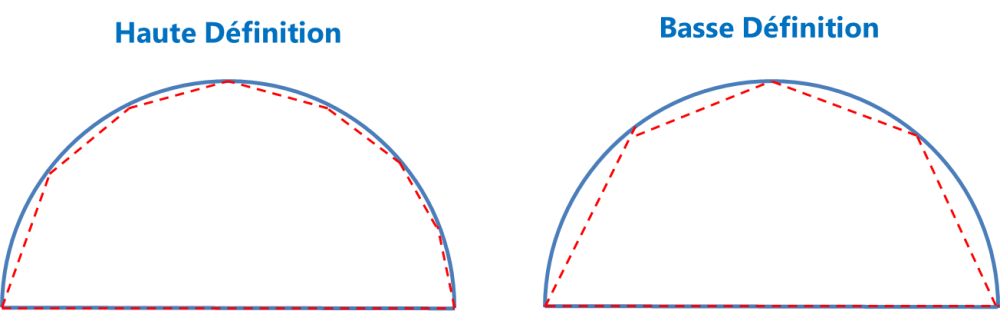
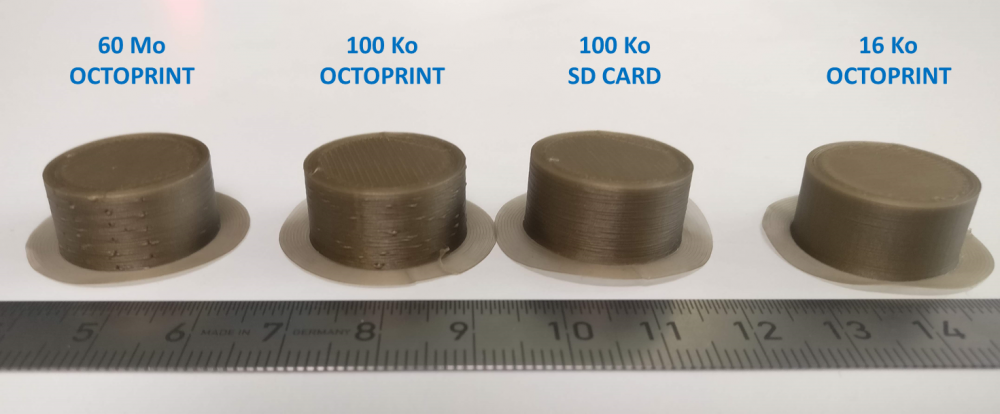
Salut @Oldtimer999, Concernant les réglages que j'ai mis sur mes TMC2208 et LV8729 (double extrudeur) pas de problème... Les moteurs ne chauffent pas trop et je n'ai pas de saut de pas. Finalement après de recherche plus poussées, le problème vient du fichier STL et Octoprint. Très grossièrement, le problème est que si tu as un fichier STL enregistré en haute définition (c'est à dire des triangles très petits), tu vas avoir ton slicer qui va te faire des petites lignes droites pour suivre le model STL. Sur l'image suivante, une rapide exemple : En bleu les contours du model ("natif" de la CAO") et en pointillés rouge c'est le contour du fichier STL généré. Donc plus la définition du STL est élevée plus les segments en pointillés rouge seront "court". Finalement ces segments seront la trajectoire de ton imprimante 3D. La ou c'est un problème, c'est que ton imprimante a dans son firmware un "Buffer". C'est a dire un tableau tampon ou elle va stocker les trajectoires a venir. Or si tu as des segments très petits, la machine va très vite les effectuer et donc vider le Buffer, mais elle manquera de puissance pour le remplir. La conséquence à cela, c'est que l'imprimante s'arrête de bouger en attendant de nouveaux ordres de mouvement. C'est à ce moment là qu'un blob de plastique apparaît. Il y a plusieurs solutions à ce problème. Tu peux augmenter la tailler du Buffer dans ton firmware avec les variables BLOCK_BUFFER_SIZE , MAX_CMD_SIZE , BUFSIZE (Configuration_adv.h). Mais suivant ta carte mère tu n'auras peut être pas la possibilité d'allouer plus de mémoire à ces variables. Sur ma MKS Gen L je n'ai pas vraiment pu augmenter. Tu peux augmenter aussi dans le Firmware la variable DEFAULT_MINSEGMENTTIME (Configuration_adv.h). Cette variable permet de ralentir la machine si ton buffer est à moitié vide pour lui laisser le temps de se remplir. Tout simplement réduire al vitesse d'impression. Tu peux aussi préparer ton fichier STL en réduisant le nombre de triangle. Acheter une carte mère 32bits, elle sera plus rapide et avec plus de mémoire. J'ai acheté la SKR 1.3 de chez BigTreeTech et on voit vraiment la différence (tu peux mettre à jour le firmware avec simplement une card SD donc c'est top). Si tu imprimes depuis Octoprint, passe sur la carte SD. Elle a une vitesse de lecture bien plus rapide que via Octoprint USB. Enfin la deuxième source de problème c'est si tu imprimes depuis octoprint. Finalement on arrive au même problème, c'est a dire que Octoprint n'est pas assez rapide pour envoyer les lignes de commande à ton imprimante et le buffer de la machine se vide. Et c'est encore pire si tu as une alimentation pas assez puissante et pas très stable pour la Raspberry Pi3. A noté également que tout les plugins, caméra, écrans connectés au Pi3 n'arrange pas la chose. Sur cette image voici les resultats que j'ai eu avec mon MKS Gen L. A gauche STL en très haute définition imprimé depuis Octoprint. Milieu gauche Moyenne définition depuis Octoprint. Milieu droit Moyenne définition depuis la carte SD. A droit faible définition depuis Octoprint. Depuis que je suis passé sur la carte mère SKR 1.3 en 32 bit je n'ai plus de problème et je peux imprimer à 150mm/s sans perte de qualité. J'ai parfois octoprint qui fait des siennes, mais rien de bien méchant. Voilà, je ne sais pas si tu cherchais à résoudre juste un problème de réglage des drivers ou bien de qualité d'impression, mais ca pourra toujours aider quelqu'un Kouka
-
Bonjour à tous, J'ai reçu mes drivers LV8729. J'en ai donc monté un sur mon extrudeur et téléversé marlin 1.1.9 avec la nouvelle configuration. J'ai des R220 sur mes LV8729 j'ai donc fait Vref = Imax*1.1 = 1.5*1.1 = 1.65 V Le moteur monte un peu haut en température je trouve, donc je vais refaire un essai en prenant Irms et non Imax soit Vref = Irms *1.1 = 1.06* 1.1 = 1.16V Coté Impression une légère amélioration mais toujours les mêmes défauts et au même endroit. Je commence à me demandé si ca vient pas plutôt de CURA. J'ai commandé un E3D lite6 également pour améliorer la qualité. Au plaisir de vous lire. @+ Kouka
-
Bonjour à tous, Je reviens vers vous. Je n'ai pas reçu les LV8729 encore mais j'ai fait quelques essaies. Pas très concluant. Coté Slicer j'ai essayé de diminuer les accélérations et les paramètres de saccade mais pas d'amélioration notable. Sur un Benchy j'ai le défaut comme sur la photo : Pour vérifier que ce n'est pas un problème d'axe X ou Y j'ai imprimé le Benchy deux fois. Une fois avec la longueur du Benchy dans le sens des X et une autre tournée de 90° dans le sens des Y. Mais exactement les mêmes défauts au même endroit. Donc je pense que je peux écarter un problème de driver ou de cinématique sur ces deux axes... J'ai aussi essayé avec un autre filament (mat) mais même résultat. Sur le gris brillant les défauts ressortent beaucoup plus que sur du mat. J'attend les LV pour faire un essai. Sinon je repasse sur la Melzi pour voir si il y a toujours le défaut. PS: je suis sur CURA. S3D à l'air sympa mais pas de version d'essai avant de lâcher 150€... Dommage. @+ Kouka
-
Salut Jef, Oui c'est pour ca que j'ai commandé des LV8729. Je ferai un retour après les avoir essayé.
-
Salut Oze, Merci pour ta réponse. Pour répondre à ta question, non je n'ai pas de problème de température de buse. J'ai installé Octoprint avec ma Ender et la courbe de température est plutot stable +/-1°c par rapport à la consigne donc pas de problème à ce niveau là. Effectivement de ton coté c'est étrange. Avais tu bien vérifié les branchement et la configuration dans le configuration.h de marlin? J'ai essayé en diminuant les accélérations mais rien de bien probant...
-
Bonjour à tous, Je viens vous faire part de mon problème sur ma Ender 3. Ne trouvant pas d'équivalent, j'ouvre le sujet pour que la communauté puisse me guider et peut être aider certains. Il y a quelques mois j'ai acheté une Ender 3 pro. Comme beaucoup de personne le bruit a vite été pénible . J'ai donc opté pour un upgrade MKS GEN L + TMC2208 (Makerbase) avec un TFT32 ainsi que 2 Noctua pour la ventilation. J'ai donc fait tout le nécessaire... Marlin 1.1.9 + configuration, réglage de Vref. J'ai déjà posté sur le forum mon expérience avec la Vref (Lien). Aujourd'hui je suis donc avec Vref= 0.7V sur X,Y,Z et 1.06V sur E (TMC2208 X,Y,Z,E) le tout en standalone ( Donc en Stealthchop mode si je ne dis pas de bétise). Mon problème c'est que j'ai remarqué que sur certaines impressions j'ai une qualité plutôt mauvaise. Sur des impressions "simple" sans beaucoup de forme c'est pas trop mal (cf photos) mais on voit quand même quelques blobs. Mais sur une pièce un peu plus complexe c'est vite la cata... J'ai vu que les TMC2208 n'etaient pas les plus recommandés pour l'extrudeur, j'ai donc commandé des LV8729. (Voir pour essayer un LV8729 sur l'axe Z également). Je soupçonne donc un problème d'extrudeur, a noter également que j'ai vu sur quelque forum que marlin 1.1.9 avec le K facteur n'était pas très bien supporté par les TMC2208 en standalone (point à approfondir). Le problème peut peut être provenir aussi des axes X et Y avec des accélérations et du jerks trop important pour les TMC2208... Quand pensez vous ? Au plaisir de vous lire
-
Pièges des réglages Vref A4988 ou DRV8825
KOUKA en réponse au topic de stef_ladefense dans Tutoriels
Bonjour à tous, Tout d'abort merci pour cette excellent travail d'analyse et de recherche, ca ma beaucoup servi pour mieux appréhender le sujet. Je voulais partager mon expérience et vous faire part des problèmes rencontrés. Pour mettre les bases, j'ai acheté il y a quelques mois maintenant une Ender 3 Pro. Je voulais la rendre silencieux avec des TMC2208. J'ai donc éplucher bon nombre de tuto, video, forum etc pour savoir comment m'y prendre. Comme un bon mouton j'ai pris une video qui me paraissait convaincante et je me suis lancé. Aller hop au boulot... Rien de bien compliqué on installe la nouvelle carte mère MKS GEN L on plug les TMC2208 et roule ma poule. Et la le Vref arrive... je sors mon petit multimètre et comme sur la video tuto je suis bêtement les explications à savoir on met le même Vref que sur les Anciens. J'ai donc tout fait et effectivement miracle l'imprimante est muette comme une tombe. Ce doux silence n'est maintenant que dérangé par le ventilateur Mais quelques soucis apparaissent... Petits décalages, moteur d'extrudeur qui saute. Me revoilà donc de retour sur les forum pour chercher la cause de ce problème... J'ai vite soupçonné un couple trop faible sur les moteurs et donc un Vref trop faible. Je me met donc à la quête du saint graal Et là, grande surprise, je n'ai trouvé aucun site (Fr & En), forum ou video qui explique très clairement comment régler le Vref des TMC2208. J'ai donc entrepris la recherche par moi meme des docs techniques etc sur les bon conseils de @stef_ladefense ! Donc j'ai commencé à chercher les caractéristiques techniques des moteurs de la Ender 3. Deuxième mur la référence des moteurs ne mène pas bien loin... Et les site donnent des infos différentes. Pour l'extrudeur on trouve de 1A à 1.5A... Sur Banggood le moteur d'extrudeur Vendu par Creality3d est noté 1.5A https://www.banggood.com/Creality-3D-Two-Phase-42-40-RepRap-42mm-Stepper-Motor-For-Ender-3-3D-Printer-p-1335285.html?rmmds=search&cur_warehouse=CN Sur Github on donne 1A (0.9A=1A*90%) https://gist.github.com/knoopx/e6c40a009e796203b93a75a3ed6a5ab8 etc etc... Alors j'aurais pu faire confiance à la fiche technique proposée par creality3D pour son moteur d'extrudeur mais connaissant la véracité de ces informations sur ce genre de site je me méfie... J'ai donc fait du "retro-engineering" en cherchant à retrouver les caractéristiques de mes moteurs avec les réglages d'usine. Donc en se référent aux plans de Creality3D de la ender 3 (open-source) sur Github. https://github.com/Creality3DPrinting On a toutes les informations que l'on cherche. A savoir : Rsense = 0.1 ohm Driver = A4988 Vref = 0.54V (X,Y,Z) & 0.74V (E) Valeurs que j'ai relevé avec mon multimètre. Donc avec les informations de @stef_ladefense on se retrouve avec ca : Inom = Vref / (8 * Rsense) Inom = 0.675A (X,Y,Z) & 0.925A (E) Imax = Inom*1.41 (1.41=sqrt(2)) Imax = 0.95A (X,Y,Z) & 1.3A (E) J'ai vu plusieurs sources annonçant que Creality3D règle les driver à 90% de Imax on trouve donc Imax(100%) = Imax(90%)/0.9 Imax(100%) = 1.06A (X,Y,Z) et 1.45A (E) Je suis donc assez proche des valeurs annoncées par Creality3D donc je pense que je peux m'y fier. Passons maintenant au réglage des TMC2208. Les miens sont des TMC2208 V1.1 commandés chez Makerbase. La doc des TMC2208 donne la formule suivante : https://www.trinamic.com/fileadmin/assets/Support/Appnotes/AN045-How_to_replace_Allegro_A4988_with_TMC2208_01.pdf Irms = (325mV * Vref)/( (Rsense+20mΩ)*sqrt(2)*2.5V) Si on passe tout en systeme SI on a : Irms = (0.325 * Vref)/( (Rsense+0.020)*1.41*2.5) Sur mes TMC2208 j'ai un Rsense de 0.11. Je crois que c'est le même pour tous mais vaut mieux vérifier c'est plus sûr. donc on trouve : Irms = Imax/1.41 = 0.7 * Vref Vref = Imax/(1.41*07) =Imax et donc : Vref = 1V (X,Y,Z) & 1.5V (E) Voilà ou j'en suis actuellement. Et avant de griller quelque chose j'aimerais avoir votre avis sur ces valeurs. Elles me paraissent un peu haute. Je sais qu'il a été préconisé dans ce post de mettre Vref= Inom = Irms mais selon la doc des TMC2xxx Vref = Imax Qu'en pensez vous ? Voilà j'espère que ca pourra aider certain et que mon post est suffisamment claire. Au plaisir de vous lire.