Laplume
-
Compteur de contenus
50 -
Inscrit(e) le
-
Dernière visite





Récompenses de Laplume
")





-
prusaslicer Le Z ne monte pas au demarrage de l'impression.
Laplume en réponse au topic de Laplume dans Paramétrer et contrôler son imprimante 3D
@fran6p Ok les subtilités du forum pas habitué à tout ça. -
prusaslicer Le Z ne monte pas au demarrage de l'impression.
Laplume en réponse au topic de Laplume dans Paramétrer et contrôler son imprimante 3D
Titi78 Ok je commence à comprendre. Merci -
prusaslicer Le Z ne monte pas au demarrage de l'impression.
Laplume en réponse au topic de Laplume dans Paramétrer et contrôler son imprimante 3D
Titi78 Merci pour ta réponse. C'est exactement ce que je cherchais à faire. Donc encore un grand merci pour ta disponibilité. J'ai seulement modifié dans "limites de la machine" du trancheur les valeurs qui étaient présentes. Ci_joint mes nouvelles valeurs. M201 X2000 Y2000 Z20 E1000 ; sets maximum accelerations, mm/sec^2 M203 X500 Y500 Z2 E13 ; sets maximum feedrates, mm/sec M204 P2000 R2000 T2000 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X20.00 Y20.00 Z0.40 E5.00 ; sets the jerk limits, mm/sec M205 S0 T0 ; sets the minimum extruding and travel feed rate, mm/sec M107 G28 ; Home X Y Z G90; mode absolue X Y Z M82; mode absolue E G1 Z50.0 F700; monter Z a 50mm avant mise en chauffe M190 S40; Bed 40 ° pour faire les essais M109 S230; Temperature buse 230°, en attente G92 E0; raz E0 G1 E10 F1200; purge extrudeur 10mm G92 E0; raz E0 G1 E-3.50000 F2400.00000; retractation extrudeur pour eviter coulures G9 E0; raz E0 M0; stop pour nettoyer la buse G28 Z0; home en Z pour rattrapper le jeu G90; mode absolu G1 Z0.1 F50; monter Z a 0.1 pour ne pas rayer le plateau Avant la modif les Z tournaient brutalement. En effet Fran6p m'avait signalé qu'il trouvait le Z un peu trop "Vif", mais le F7800 du Z était donné par le trancheur et actuellement il a toujours la même valeur mais ayant changé toutes les valeurs maxi (configuration.h) le Z tourne à une allure normale voici une partie du début de l'impression qui fait suite au début du Gcode: G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 ; Filament gcode G1 Z0.300 F7800.000 G1 E-2.00000 F1500.00000 G92 E0 G1 Z0.900 F7800.000 G1 X110.139 Y34.320 G1 Z0.300 G1 E2.00000 F1500.00000 G1 F1800.000 G1 X110.429 Y33.454 E2.02299 G1 X110.823 Y32.639 E2.04581 G1 X111.296 Y31.912 Peux-tu m'expliquer en 2 mots à quoi correspond cette vitesse de 7800. A bientôt si possible -
prusaslicer Le Z ne monte pas au demarrage de l'impression.
Laplume en réponse au topic de Laplume dans Paramétrer et contrôler son imprimante 3D
Bonjour fran6p Tu as certainement raison mais j'ai conservé la valeur donnée par Prusaslicer tout bêtement. Dans un ancien Gcode de Cura j'avais G1 Z15.0 F9000; move the plateform down 15mm. Sauf erreur de ma part la vitesse est encore supérieure. Il est donc inutile de te préciser que je ne connais pas grand chose en Gcode. Le fait d'avoir initialisé dans Prusaslicer et fait plusieurs impressions sans problème sauf ce Z5 qui ne se fait pas, je ne m'en suis pas trop préoccupé puisque la 1ère couche se fait comme prévu dans l'initialisation à 0.350 . Maintenant je voudrai comprendre ou du moins essayer de comprendre. Merci pour ta patience. -
prusaslicer Le Z ne monte pas au demarrage de l'impression.
Laplume en réponse au topic de Laplume dans Paramétrer et contrôler son imprimante 3D
Rebonjour remibora La réponse n'est pas aussi simple je pense: les commandes M190 et M109 comme je l'ai précisé dans mon premier post sont les 2 seules lignes que j'ai ajouté, celles qui suivent sont du trancheur . La commande G1 Z0.350 F7800.000 est la hauteur de l'impression (début de l'impression) c'est pour cette raison que ma buse après le 0 (G28) se déplace au ras du Bed. Je me demande si une temporisation est nécessaire entre les 2 montées du Z. Merci pour ta réponse. -
prusaslicer Le Z ne monte pas au demarrage de l'impression.
Laplume en réponse au topic de Laplume dans Paramétrer et contrôler son imprimante 3D
remibora Bonjour et merci pour ta réponse rapide. Je viens de faire un essai que je mette G0 ou G1 cela ne change rien, mon Z ne monte pas et mon impression démarre au ras du bed. Avec CURA la buse s'élevait à une certaine hauteur puis se positionnait au point de départ de l'impression. Je continue à chercher si tu as une idée je suis toujours preneur. Merci -
Bonjour à tous. J'ai besoin de vos lumières car cela fait 2 jours que je sèche sur ce problème. J'ai une Prusa I3 depuis 2015 et j'ai toujours utilisé CURA, j'ai voulu passer sous Prusaslicer au regard des commentaires élogieux glanés ça et là. En effet les impressions me paraissent plus propre et je gagne en temps d'impression c'est formidable mais il y a toujours un mais ! La ligne 10 ne se fait pas, voici mon Gcode de début: M201 X9000 Y9000 Z500 E10000; M203 X500 Y500 Z12 E120; M204 P1500 R1500 T1500; M205 X10.00 Y10.00 Z0.20 E2.50; M205 S0 T0; M107 M190 S80; M109 S230; G28; G1 Z5 F5000; G21; G90; M82; G92 E0 G1 Z0.350 F7800.000 G1 E-3.50000 F2400.00000 G92 E0 Pouvez-vous me donner la raison qui empêche le Z de monter de 5mm. Je précise que mes modifications personnelles sont M190 et M109. M107 sans ; mais concerne le ventilateur Merci pour votre aide.
-
Recherche logiciel HORUS pour scan 3D Ciclop
Laplume en réponse au topic de Guy56 dans Discussion sur les scanners 3D
Bonjour Guy56 As-tu lu ma réponse! La version Horus 0.2rc1 est prévue pour Windows 10. Il est souhaitable qu'une réponse soit donnée afin de renseigner les personnes qui se trouvent avec le même problème. Merci pour eux. -
Recherche logiciel HORUS pour scan 3D Ciclop
Laplume en réponse au topic de Guy56 dans Discussion sur les scanners 3D
Bonsoir Guy56 En effet, j'ai fouillé dans mes documents pour trouver une adresse disponible. Il te faut Horus 0.2rc1. Regarde à cette adresse: github.com/bqlabs/horus-fw/releases Tu m'excuseras je ne peux pas te faire une copie du lien j'ai un problème avec mon PC suite à une mise à jour avec Office. En dernier recours il est peut-être possible de t'envoyer l'appli en "gros fichier" mais pour cela il me faut ton email. Bonne soirée. -
Bonjour qui connaît le kit Ciclop diy scanner 3D
Laplume en réponse au topic de Benx dans Discussion sur les scanners 3D
Bonjour Sebydjay Un déçu de plus, le fabricant a fait sa PUB et nous sommes loin d'avoir un résultat efficace et exploitable dans l'immédiat. Pour ma part je pense que la maîtrise de Meshlab est nécessaire, j'ai abandonné depuis quelques mois l'utilisation du cyclop. Tu parles de scanner des petites pièces je pense que le cyclop n'est pas fait pour, à plusieurs reprises j'ai essayé sans avoir un résultat valable pour des pièces de faible épaisseur. Par contre dernièrement j'ai été amené à sortir un fichier STL d'après un dessin, voici la marche à suivre si tu veux essayer! Ne pas oublier de noircir l'intérieur de ton dessin si tu as besoin d'un volume. Pour transformer un JPEG en SVG. 1 Choisir un convertisseur en ligne (gratuit) www.online-convert.com 2 Le résultat en SVG aller sur www.tinkercad.com (gratuit) pour créer ton STL, là tu pourras modifier les dimensions en épaisseur,largeur et longueur. C'est peut-être une solution de dépannage mais sans plus. En ce qui concerne le scanner 3D Matter and form je ne connais pas donc pas d'opinion. Toutes mes excuses. A+ -
Bonjour qui connaît le kit Ciclop diy scanner 3D
Laplume en réponse au topic de Benx dans Discussion sur les scanners 3D
Bonjour KASOS La question est donc pour Jef_Lord mais comme j'ai reçu la signalisation de ton message je vais te faire une réponse qui pourra t'aider du moins je l'espère. Dernièrement j'ai été amené à faire pour un ami une pièce pour un SANTANA. J'ai utilisé OpenScad pour réaliser cette pièce, une demi-journée pour réaliser le fichier STL. Je ne suis pas un cador en dessin, mais je te confirme que c'est réalisable avec ce logiciel gratuit et suffisamment complet. Par contre il te faut la pièce cassée et un pied à coulisse. Je te mets en pièce jointe la pièce que j'ai réalisé même si c'est un peu hors sujet. A + Santana soulie 6.stl -
Bonjour qui connaît le kit Ciclop diy scanner 3D
Laplume en réponse au topic de Benx dans Discussion sur les scanners 3D
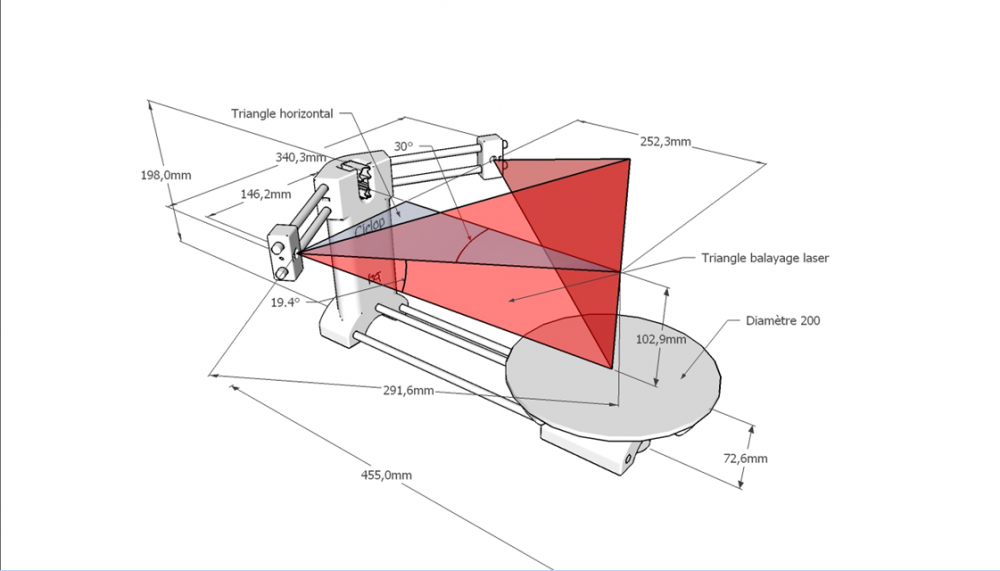
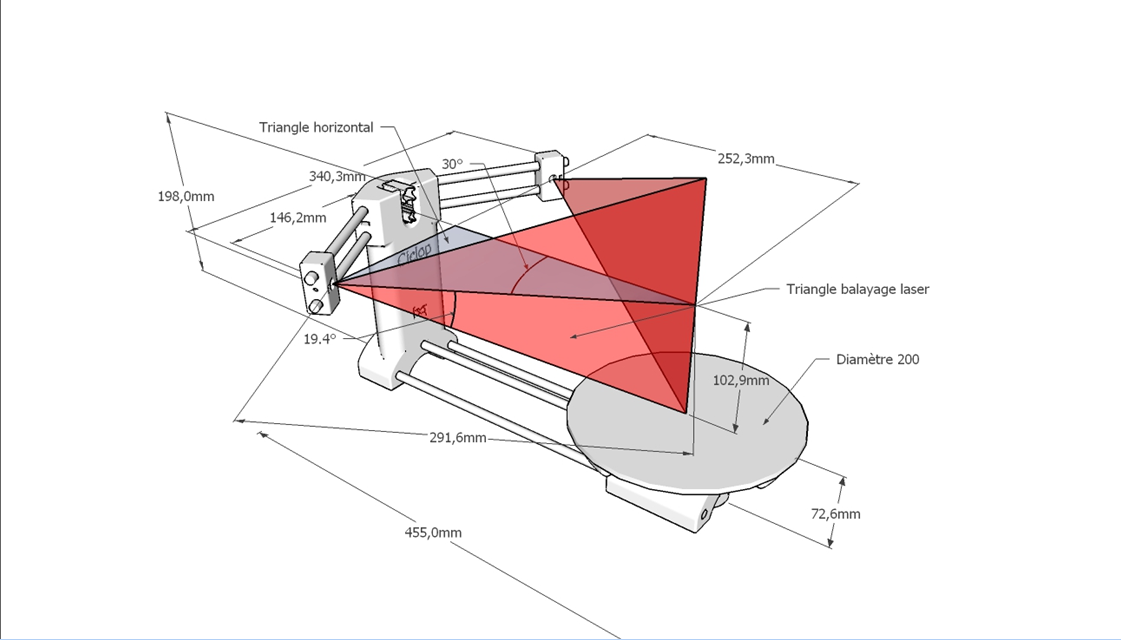
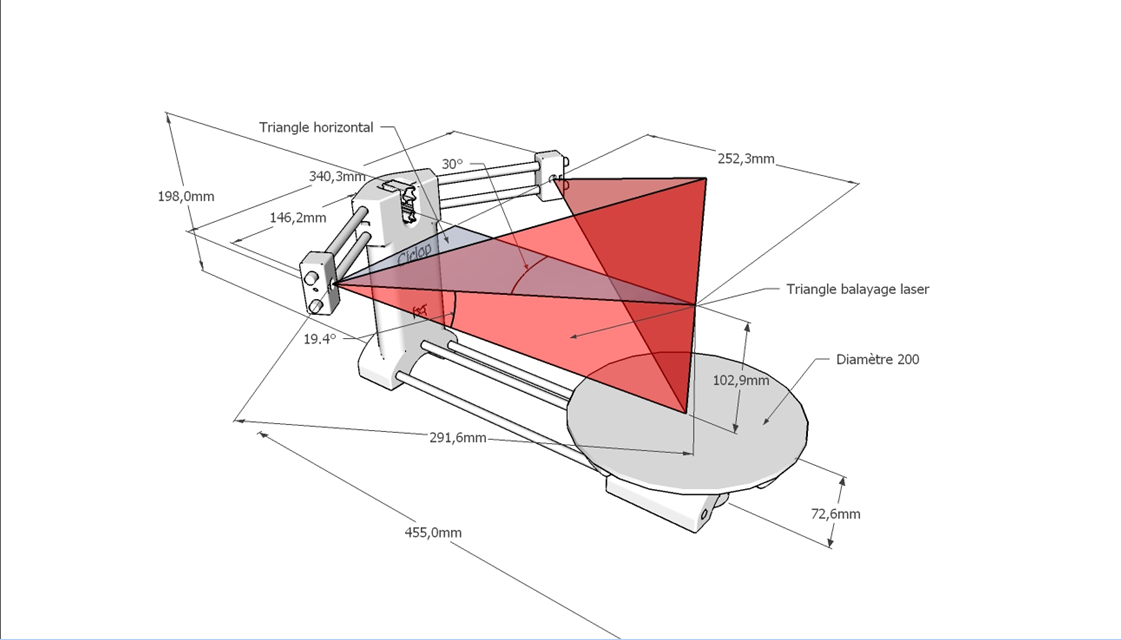
Bonsoir jixette Tu regardes à la date du 15/2/2016 la photo de mon montage avec la position de la caméra. Je vais remettre les dimensions du cyclop en pièce jointe, pour que tu puisses partir sur de bonnes bases. Suite à un scan à l'aide du cyclop (Horus), tu ne peux obtenir que des fichiers en PLY, tu dois les travailler avec Meshlab ou CloudCompare pour obtenir des fichiers STL. Bonne réception
-
Bonjour qui connaît le kit Ciclop diy scanner 3D
Laplume en réponse au topic de Benx dans Discussion sur les scanners 3D
Bonjour Dgils As-tu réglé le driver de commande de ton moteur? Si c'est non tu prends un petit tournevis ISOLE de préférence (au cas d'un petit dérapage) et tu tourne 1/4 de tour dans le sens des aiguilles d'une montre il me semble pour augmenter la sauce. Procède par petit 1/4, de tour, sur le net tu dois trouver les renseignements pour ce réglage. Pour moi ton moteur a un manque d'intensité, fais ce réglage en premier. A bientôt tiens moi au courant de la suite. -
Le Ciclop avec ses aménagements
Laplume en réponse au topic de Laplume dans Discussion sur les scanners 3D
Bonjour à tous Les 455 mm correspondent à la distance entre le bord extérieur du plateau et la partie extérieure du support de la caméra. Cette question m'a été posée par Deuche28 mais je ne retrouve pas sa question dans la suite du sujet. Un bug certainement à suivre ? -
Le Ciclop avec ses aménagements
Laplume en réponse au topic de Laplume dans Discussion sur les scanners 3D
Bonjour Deuche28 Content que tu progresses, pour le centrage il faut jouer sur le coulissement du support scanner sur la tige filetée de 8mm c'est le 1er point, une fois trouvé si tu veux consolider leurs positions essaye de faire une triangulation à l'aide de tiges ou comme moi avec des rayons de moto. Certains ne trouve pas l'utilité de ce processus et pourtant je l'utilise depuis plus 1 an sans avoir eu à corriger la position initiale. Pour les dimensions de l'ensemble je vais t'envoyer en pièce jointe un petit schéma.Excuses moi pour le retard mais je n'ai pas reçu dans ma boîte mail le dépôt de ton message. Une fois que ton centre a été bien repéré sur le plateau,tu dois tenir compte des dimensions d'éloignement des lasers par rapport à la caméra,tenir compte de l'angle (2x30°) par la projection de la ligne laser sur le centre du plateau. Bonne réception et à plus si nécessaire et si je répondre à tes interrogations.