Sorizos
-
Compteur de contenus
12 -
Inscrit(e) le
-
Dernière visite
Récompenses de Sorizos
")





-
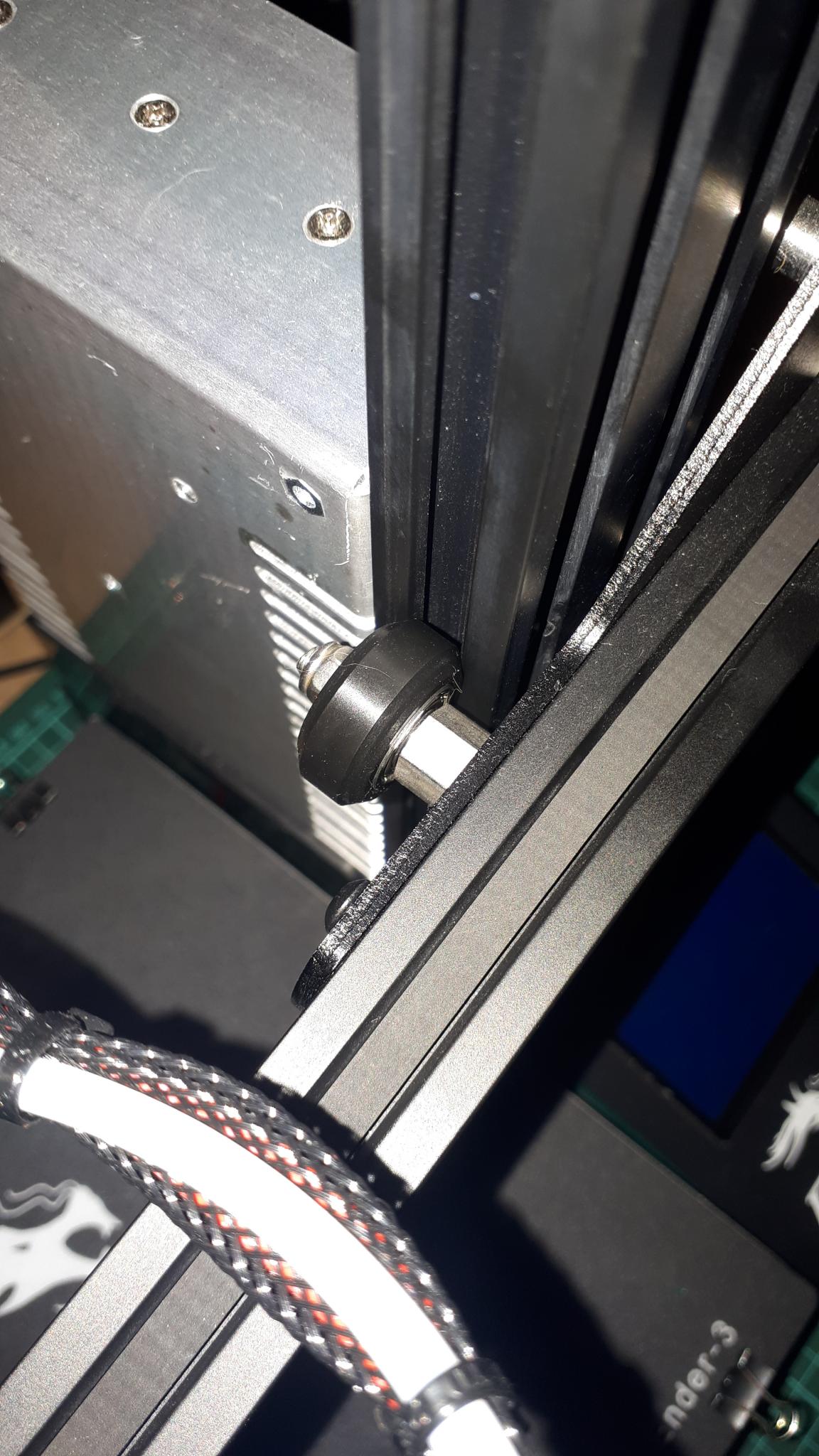
J'ai pu trouver la solution ! mes excentriques étaient trop serrés et le moteur n'avait pas la puissance pour faire monter l'axe x puisque les roues étaient trop serrées. Je les ait donc desserrées, il semble que cela a résolu le problème pour l'instant
-
Bon après 3 impressions de plus et des réglages suivant vos conseils j'ai toujours des problèmes sur mon axe z Au bout de 3-4 mm de hauteur mon extrudeur ne monte plus... raté à tout les coup de toutes mes impressions quelques soient les réglages Cura... Personne n'a jamais rencontré ce problème ? je suis un peu désespéré maintenant...
-
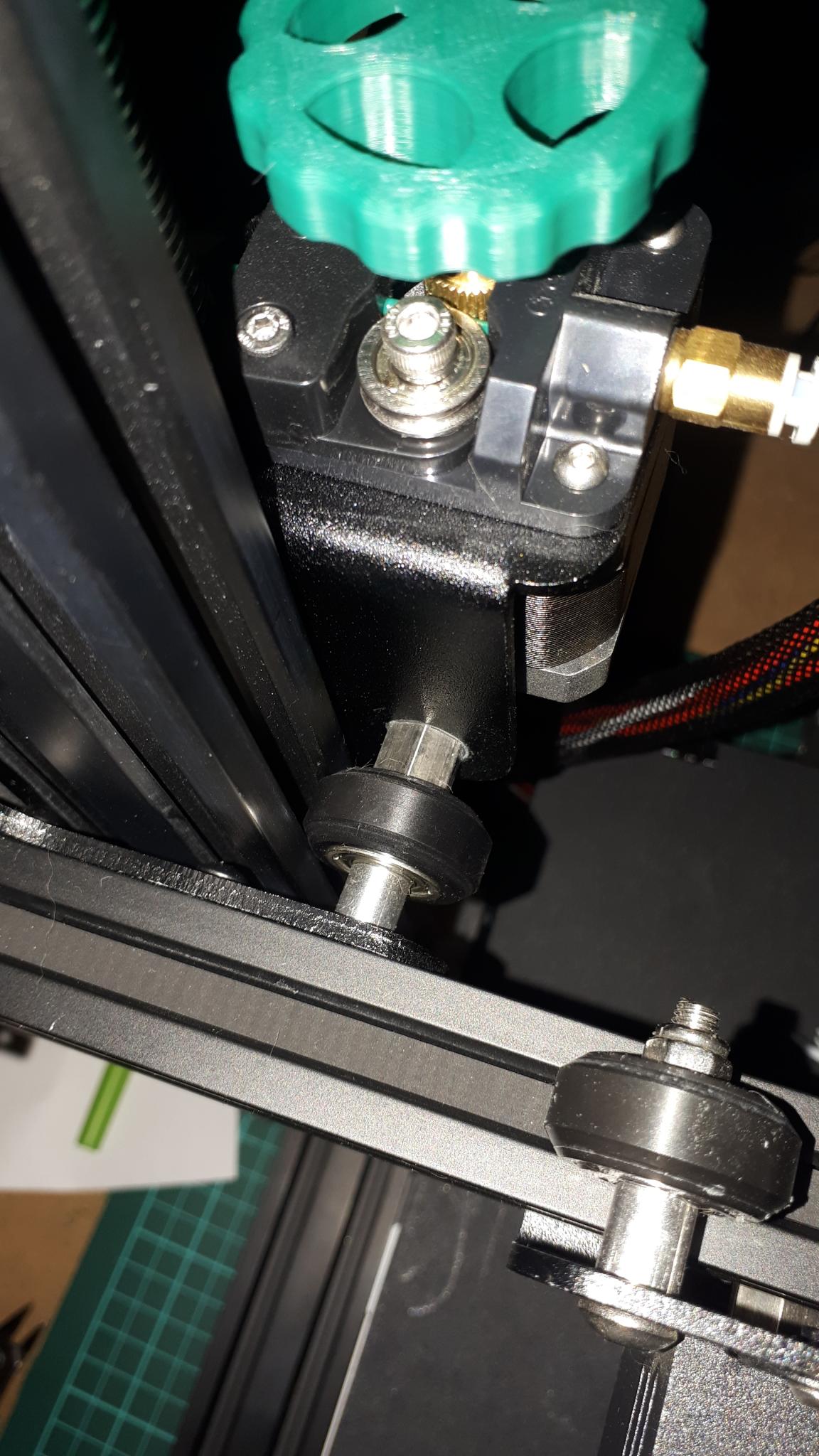
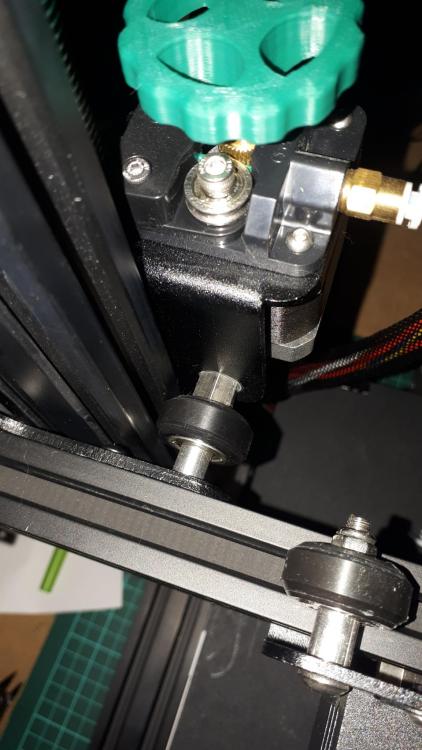
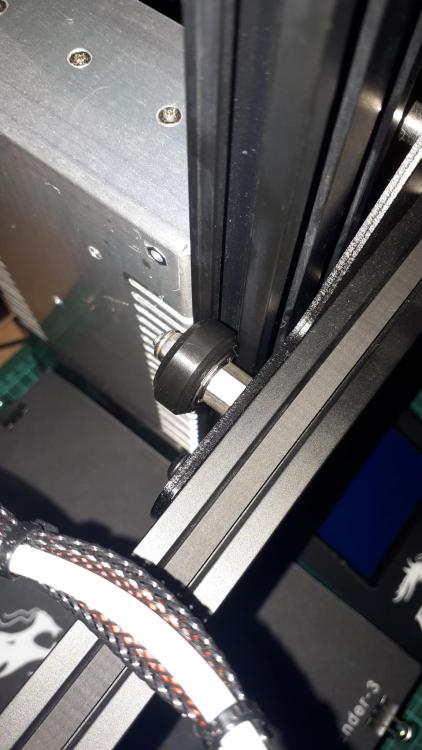
Merci pour vos conseils et réponses. J'ai eu des problèmes de fuites dernièrement, donc j'ai coupé et replacé le tube ptfe et j'ai bien tout nettoyé, je ne constate plus de fuite ce côté là. Le problème est ailleurs. Je me suis aperçu dimanche en faisant tourner à la main la roue dentée qui entraîne la tige de l'axe z que celle-ci ne tournait plus à certains moments et donc que l'extrudeur ne montait plus pour 4-5 couches ce qui créait ces surplus. En resserrant les deux vis de cette roue cela a résolu le problème et j'ai pu imprimer le chien parfaitement ! Enfin ! Malheureusement le problème a persisté sur la pièce suivante et j'ai dû une nouvelle fois stopper l'impression : Clairement à ce stade je ne sais plus quoi faire donc je vais me pencher sur tout les paramètre dont tu a parlé Francis et je reviendrais vers vous

-
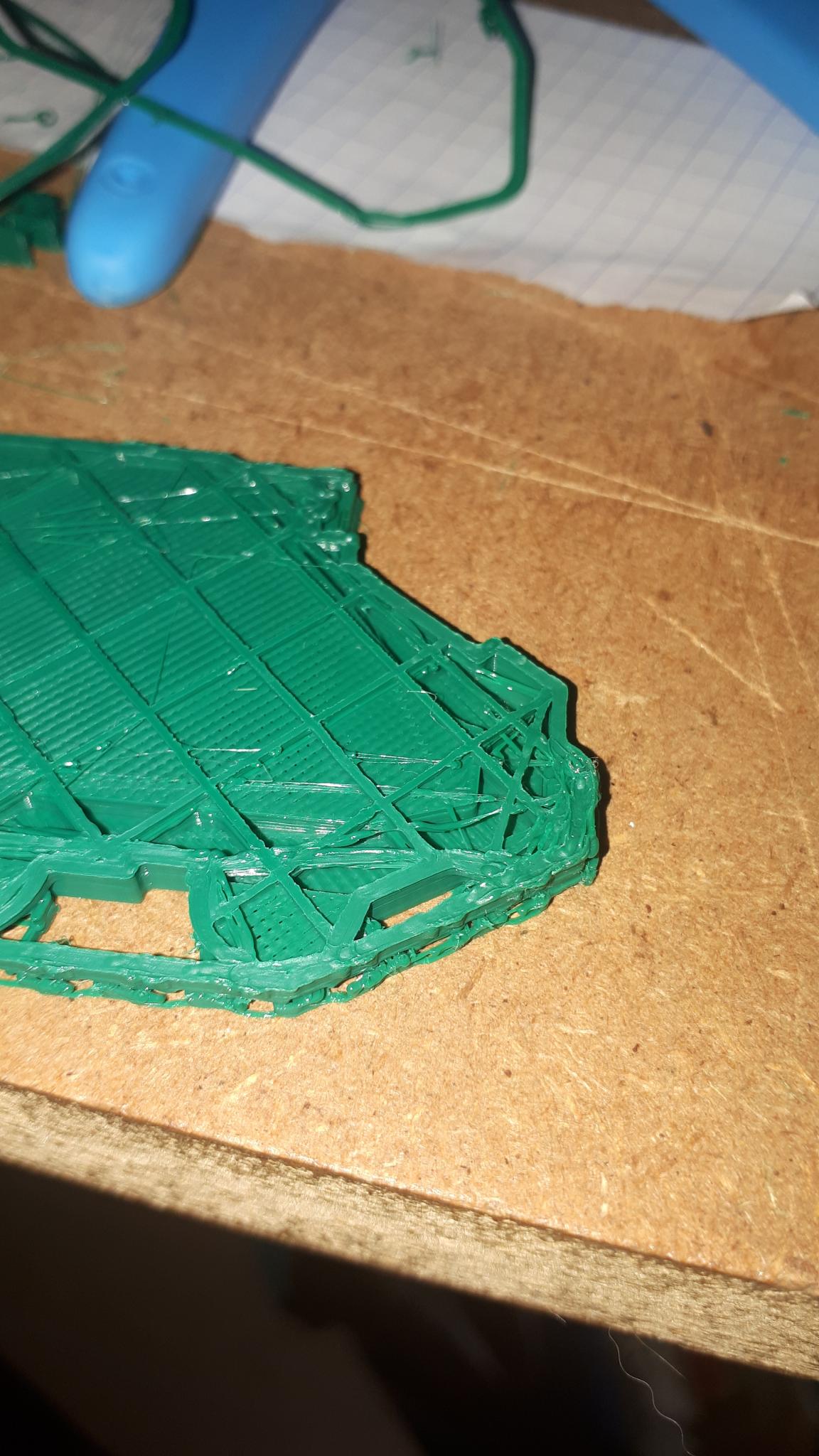
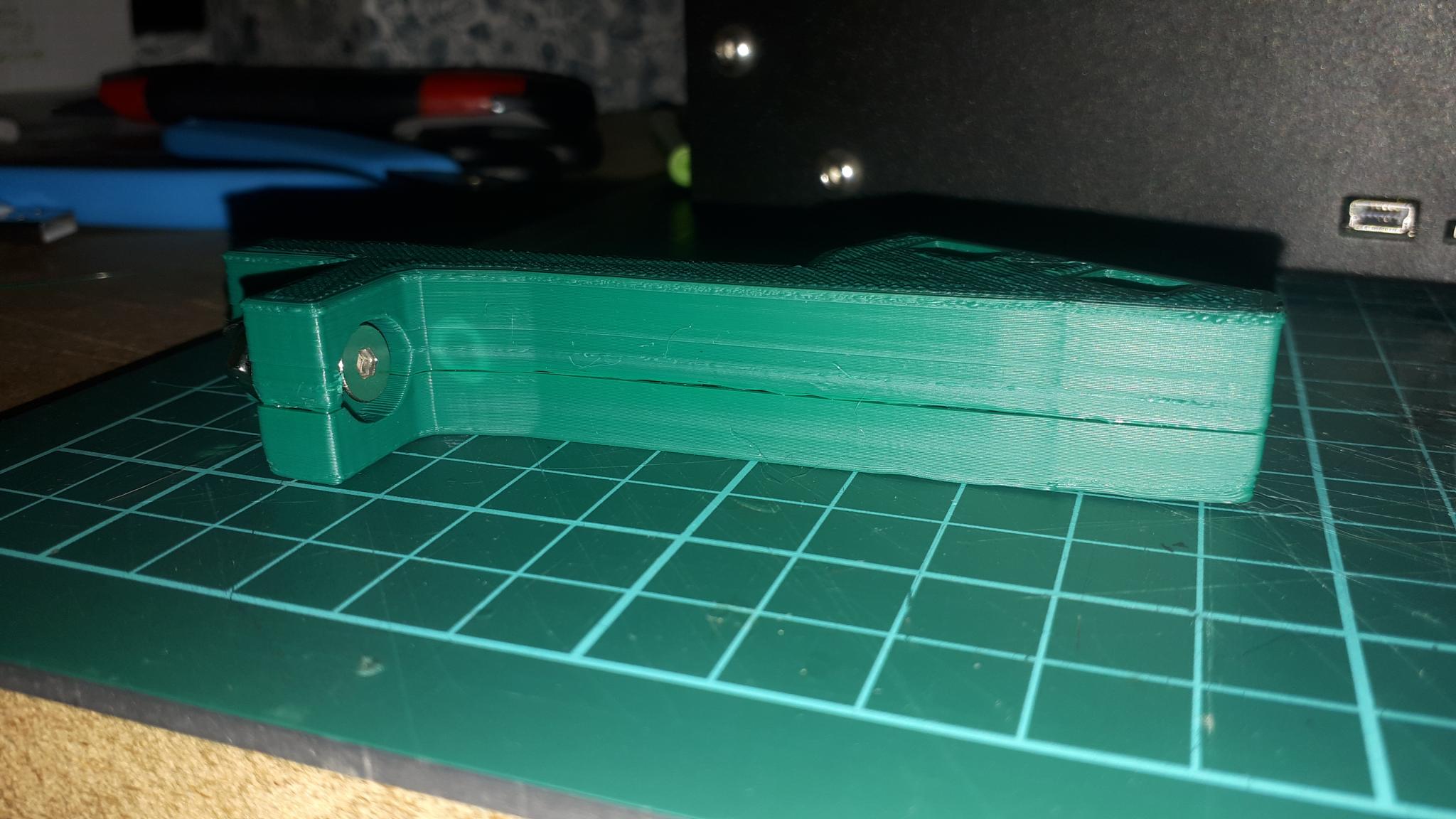
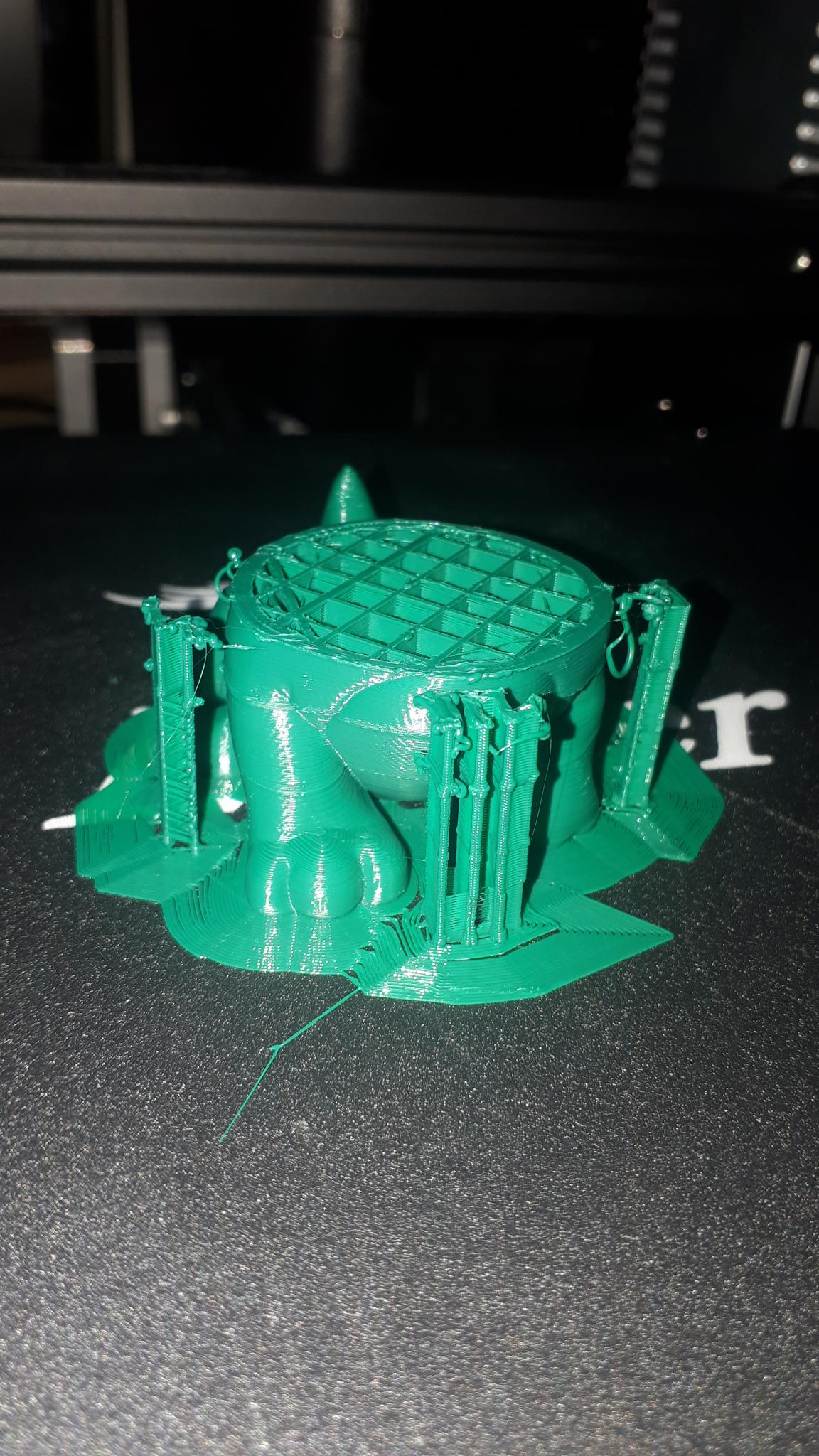
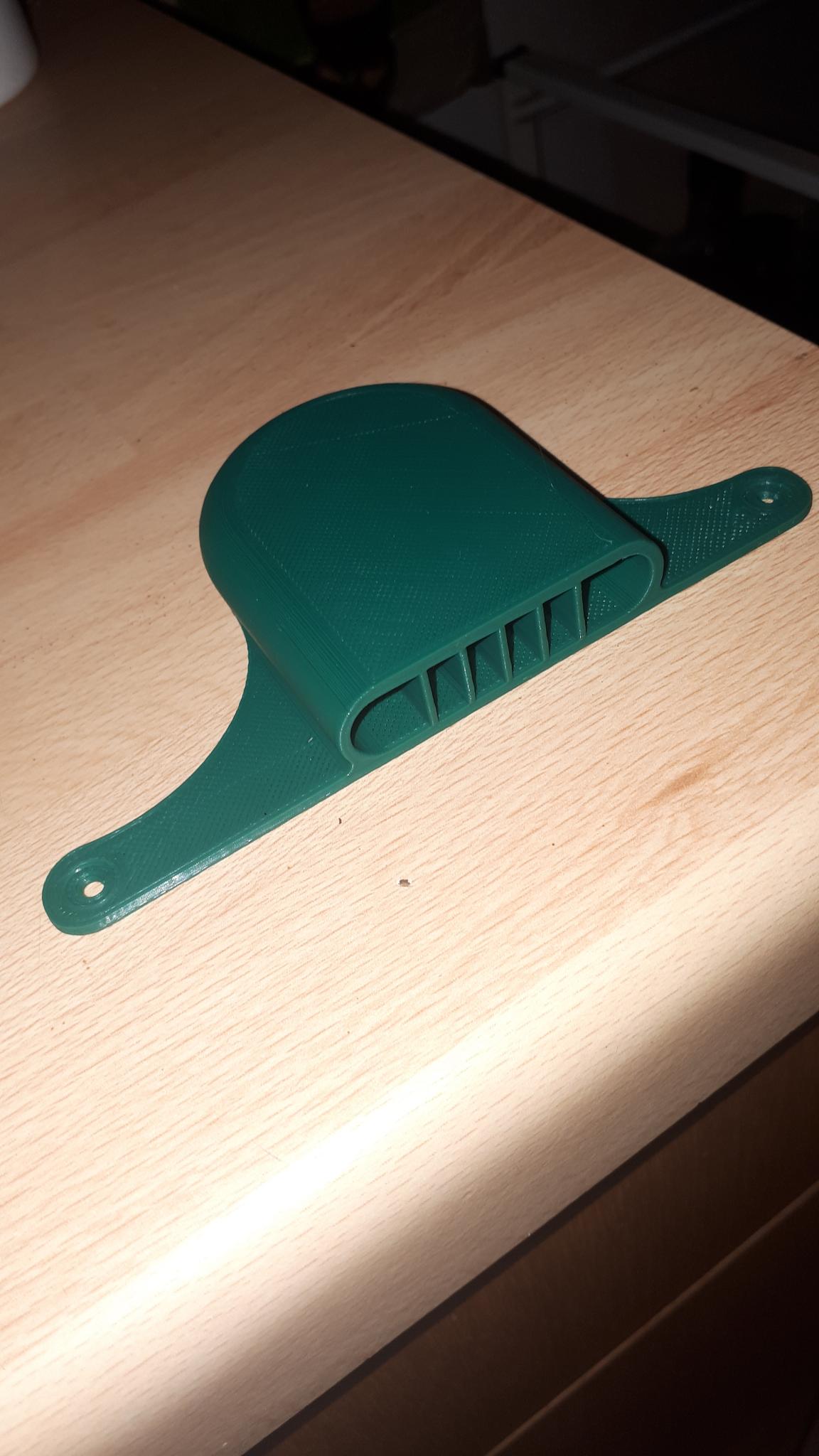
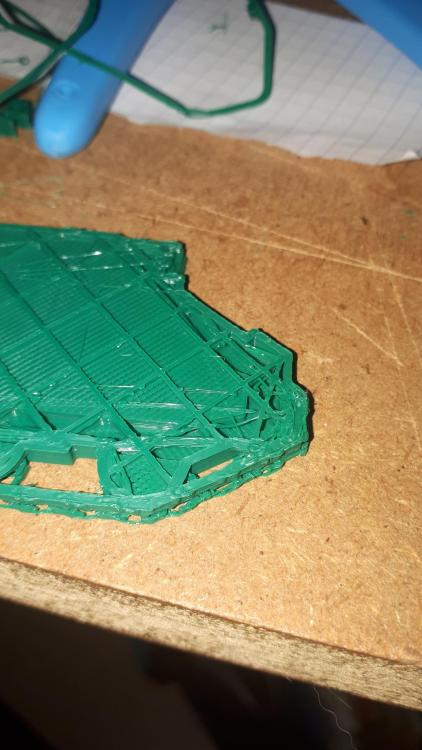
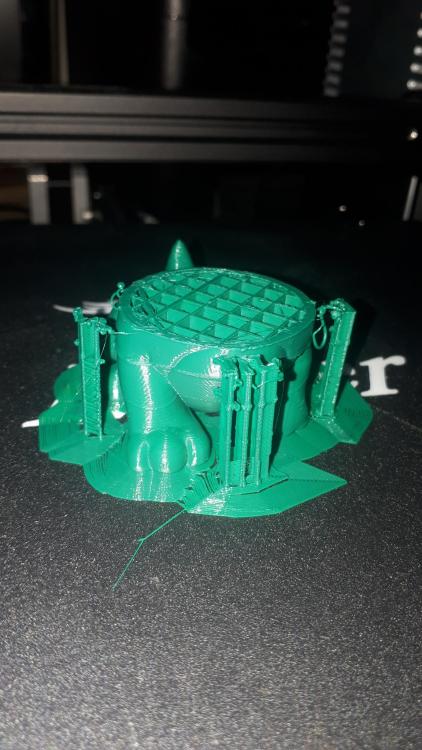
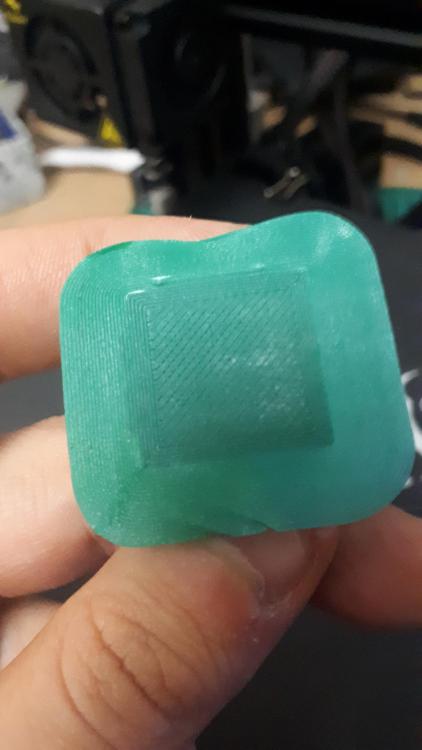
Bonjour, Je reviens vers vous après plusieurs impressions pas franchement réussies. Je me suis dit que je ne gérait pas bien les réglages et que je devais tout simplement m'améliorer dans la calibration du plateau et les réglages cura. J'ai donc fait plusieurs essais, mais je n'arrivais pas à ressentir d'amélioration voir la photo du support latéral de bobine de filament. Pour être sûr qu'il s'agissait de moi j'ai lancé l'impression du chien de Creality, en me disant que si ça ne marchait pas c'est qu'il y avait un problème avec mon imprimante. le résultat est là aussi en photo. j'ai stoppé l'impression parce qu'il y avait clairement un problème : le z ne montait plus ce qui aboutissait a une surimpression de couches et a amené au décollage de certains supports. Ce qui est étrange c'est que j'ai l'impression que ça fait ça depuis le début, il y a toujours eu des couches écrasées ou trop hautes et à chaque fois à peu près à la même hauteur, environ 0.5-1 cm de la base, puis tout les 0.5-1 cm de hauteur, et ce quels que soient les réglages cura ou plateau. Bosco tu m'a parlé des courroies pas assez serrées, penses-tu que cela en soit la cause ? Pourrait-il s'agir d'un problème de moteur en z ? de la température de buse ? De plus il semblerait que j'ai une petite surface de plateau qui n'adhère plus au PLA imprimé (voir le support bobine à droite), comment résoudre ce problème ? J'ai aussi un autre problème non résolu même avec rétractation en z de la buse : les string, j'en ai beaucoup trop, une manière de réduire cela ? Merci pour votre aide !
-
Voici ce qui est écrit pour le fichier du cache ventilo, je n'arrives pas à trouver les info réglages comme je les lisais facilement dans ton exemple ;End of Gcode ;SETTING_3 {"global_quality": "[general]\\nversion = 4\\nname = Normal #2\\ndefi ;SETTING_3 nition = fdmprinter\\n\\n[metadata]\\nquality_type = fast\\ntype = qu ;SETTING_3 ality_changes\\nsetting_version = 6\\n\\n[values]\\n\\n", "extruder_q ;SETTING_3 uality": ["[general]\\nversion = 4\\nname = Normal #2\\ndefinition = ;SETTING_3 fdmprinter\\n\\n[metadata]\\nquality_type = fast\\ntype = quality_cha ;SETTING_3 nges\\nposition = 0\\nsetting_version = 6\\n\\n[values]\\ninfill_spar ;SETTING_3 se_density = 20\\n\\n"]}
-
Quand tu dis : Comment accéder à cette ligne de commande ? Merci !
-
Merci Bosco, Francis, merci pour tes conseils, effectivement c'est rapide mais ça a l'air d'avoir marché ce coup-ci. Question en passant, y a t'il un moyen de récupérer les réglages à partir d'un fichier gcode ? je voudrais vérifier après impression les réglages pour être sûr.
-
Salut Bosco, j'ai imprimé hier soir le cache ventilo de la carte mère et je crois que l'impression était parfaite, plus de fuite et des couches nickel La différence était simplement dans la vitesse d'impression et la hauteur de layer (vitesse 100 et hauteur 0.15) J'espère que ça va durer ! Merci en tout cas pour ton aide


-
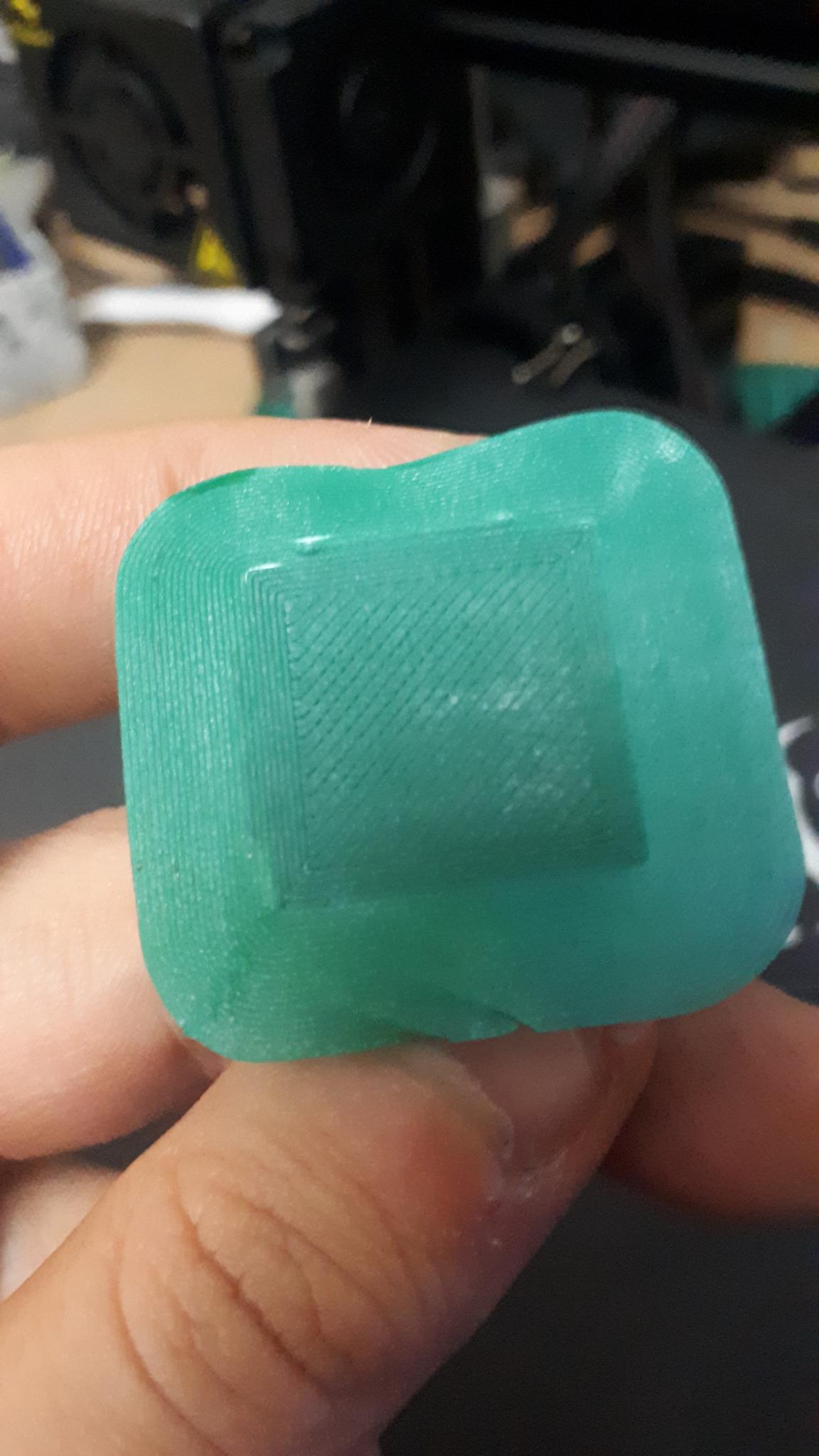
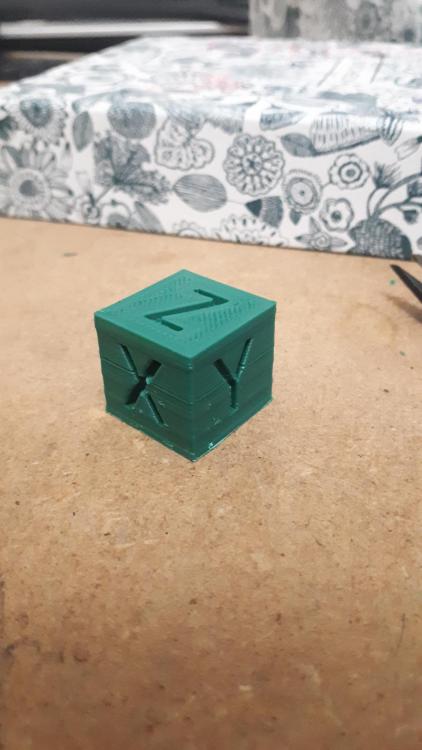
Pardon, pas 1.5 mais 0.15 ce qui est plus raisonnable ^^ Bon j'ai nettoyé le corps de chauffe après beaucoup de difficultés (une des vis du couvercle de l'extrudeur ne voulait pas se dévisser et j'ai dû faire une entaille au dremel pour pouvoir la dévisser au tournevis plat !!) j'ai lancé le modèle de dé avec ton profil de réglage après avoir replacé le tube etfe et en serrant la vis d'un demi tour comme sur beaucoup de tutos youtube, voici ce que j'ai obtenu en photos. Je trouve que la première couche est belle et sans bavures, est-ce normal qu'il y ait quand même quelques défauts (certaines couches ont des petits décalages)? PS : comment actives-tu la rétractation sur Cura il ne semble pas être activé Merci encore pour tes réponses !
-
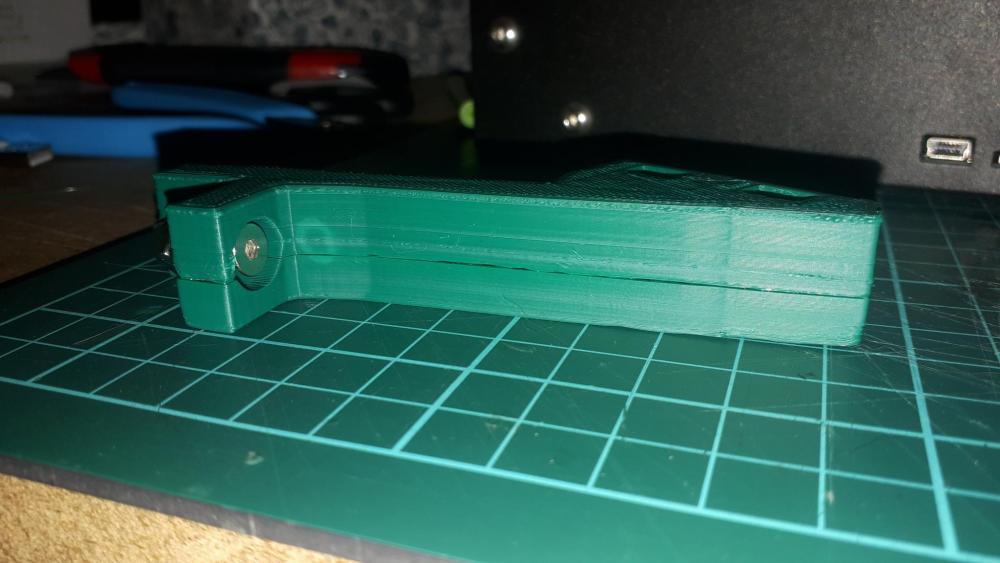
Merci Bosco pour ta réponse rapide et tes indications. Je viens de faire un sujet de présentation donc je t'invites à y passer pour en savoir un peu plus sur moi. Concernant les réglages de mes impressions : voici un exemple (j'ai coupé les extrémités de la pièce par dépit mais les décalages et surplus sont visibles) du cache de ventilo carte mère imprimé à la verticale (première photo) avec ces réglages : buse à 200, lit à 60, fan speed à 255, epaisseur à 1.5 vitesse à 100 Le deuxième exemple tu peux voir la même pièce imprimée à plat et même problème de surplus (troisième photo) avec une vitesse à 60 et une épaisseur à 2 je crois. Je suis donc tes conseils, je démonte la buse voici la photo, comme tu peux le voir il y a du PLA sur le pas de vis. C'est donc bien une fuite, étrange car lors de la première fois il n'y avait pas de PLA sur le pas de vis mais avec le même résultat (tu peux voir la première buse en haut et la deuxième buse en bas sur la deuxième photo). Ok donc je me suis surement trompé désolé ! je vais donc démonter ma buse il doit s'agir d'un déplacement du tube PTFE. Je mettrais les photos de la buse démontée. Merci pour ton aide



-
Bonjour à tous, Je me présente, je suis étudiant en architecture en dernière année, et habite sur Boulogne-Billancourt. Je suis intéressé par les nouveaux outils numériques, comme la réalité virtuelle, la découpe cnc ou le paramétrisme depuis quelques années et j'essaye de les implémenter dans ma pratique architecturale à l'école. Je pense que ces outils peuvent faire évoluer l'architecture dans le bon sens et je souhaiterai à l'avenir les explorer à travers ma pratique professionnelle. Je suis presque à l'aise sur Grasshopper et j'ai déjà réalisé quelques projets de meubles grâce à cet outil. Je suis bricoleur et modéliste depuis longtemps et c'est tout naturellement que je me tourne maintenant vers l'impression 3D. J'ai fait l'acquisition d'une Creality Ender 3 récemment. Je suis nouveau dans l'impression 3D et j'aurai donc surement beaucoup de question à vous poser ! Je vous remercie donc par avance ! A bientôt sur le forum !
-
Sorizos a rejoint la communauté
-
Bonjour à tous, Je viens d'éplucher une quinzaine de sujets qui me paraissaient similaires à mon problème sans avoir pu réellement trouver de réponses et me permet donc de rédiger ce post. S'il est en doublon avec d'autres sujets je vous serait reconnaissant de m'indiquer le liens de ceux-ci. Je suis nouveau dans l'impression 3D donc il se peut que je sois imprécis dans les termes employés, je m'en excuse par avance. Voici mon problème. J'ai reçu mon imprimante Creality Ender 3 il y a de cela un mois et demi que j'ai montée et testée avec l'impression du chien en utilisant le PLA fourni par Creality. Tout s'était bien passé l'impression était belle. J'ai alors commandé un rouleau de PLA que j'ai reçu il y a quelque jours pour commencer à m'y mettre sérieusement. Après avoir recalibré le bed avec une feuille de papier, j'ai relancé de zéro le chien qui n'avait pas été complètement imprimé par manque de PLA et j'ai laissé tourner une journée. En rentrant chez moi je m'aperçoit que l'impression a ratée, du surplus de PLA a fini par décrocher le chien du bed et l'impression a fini en vermicelles partout sur mon bureau... La buse était couverte d'une fine couche de PLA (vert pour l'anecdote). A noter qu'en un mois et demi je n'avais pas nettoyé la buse mais au départ de l'impression j'avais bien laissé couler tout le PLA blanc et il ne semblait pas y avoir de problème de bouchage. Je décide alors de dévisser la buse pour la nettoyer : un peu de PLA sur la partie conique mais rien sur le pas de vis ce qui pour moi supprime la possibilité d'une fuite au niveau du tube PTFE. Je change quand même de buse pour être sûr. Je fais alors des tests avec plusieurs réglages dans Cura sur d'autres fichiers mais le problèmes surviens toujours à un moment ou un autre et impossible finir une seule pièce ! c'est hyper frustrant ! Je ne sais pas si le PLA sur la buse est une accumulation suite aux passages de la buse et fini par former une boule qui en fondant retombe sur l'impression et fini par créer des obstacles entraînant le décrochement de la pièce (c'est l'hypothèse que je fais) ou s'il s'agit d'une fuite venant de la buse. En tout les cas je ne sais pas comment régler le problème. Peut être que je rapproche trop la buse du bed quand je calibre ? Mon PLA est du Form Futura Easyfill, mes buses sont celles fournies avec la Creality. Merci pour vos éventuelles réponses !