Professeur Schmoll
-
Compteur de contenus
8 -
Inscrit(e) le
-
Dernière visite
Récompenses de Professeur Schmoll
")





-
cura Profil "fabriquant" et paramètres bien cachés?
Professeur Schmoll en réponse au topic de Professeur Schmoll dans Paramétrer et contrôler son imprimante 3D
Bonjour, Merci à vous deux, je vais regarder le sujet et les exports, je ne savais pas que l'ont pouvait exporter un profil en html ou les comparer, déjà c'est pas mal. Toutes les vitesses, pourcentages, etc sont identiques, srcupuleusement recopiés un par un. Je ne pouvais simplement pas afficher tous les paramètres à moins de faire 50 screens Et oui j'ai passé pas mal de temps à essayer de voir le détail des temps d'impressions, ils sont tous différents, sans logique apparente, ce qui me fait pencher pour un problème du côté des accélérations sans arriver à le trouver. Je regarde vos suggestions et je vous dirait si je trouve. -
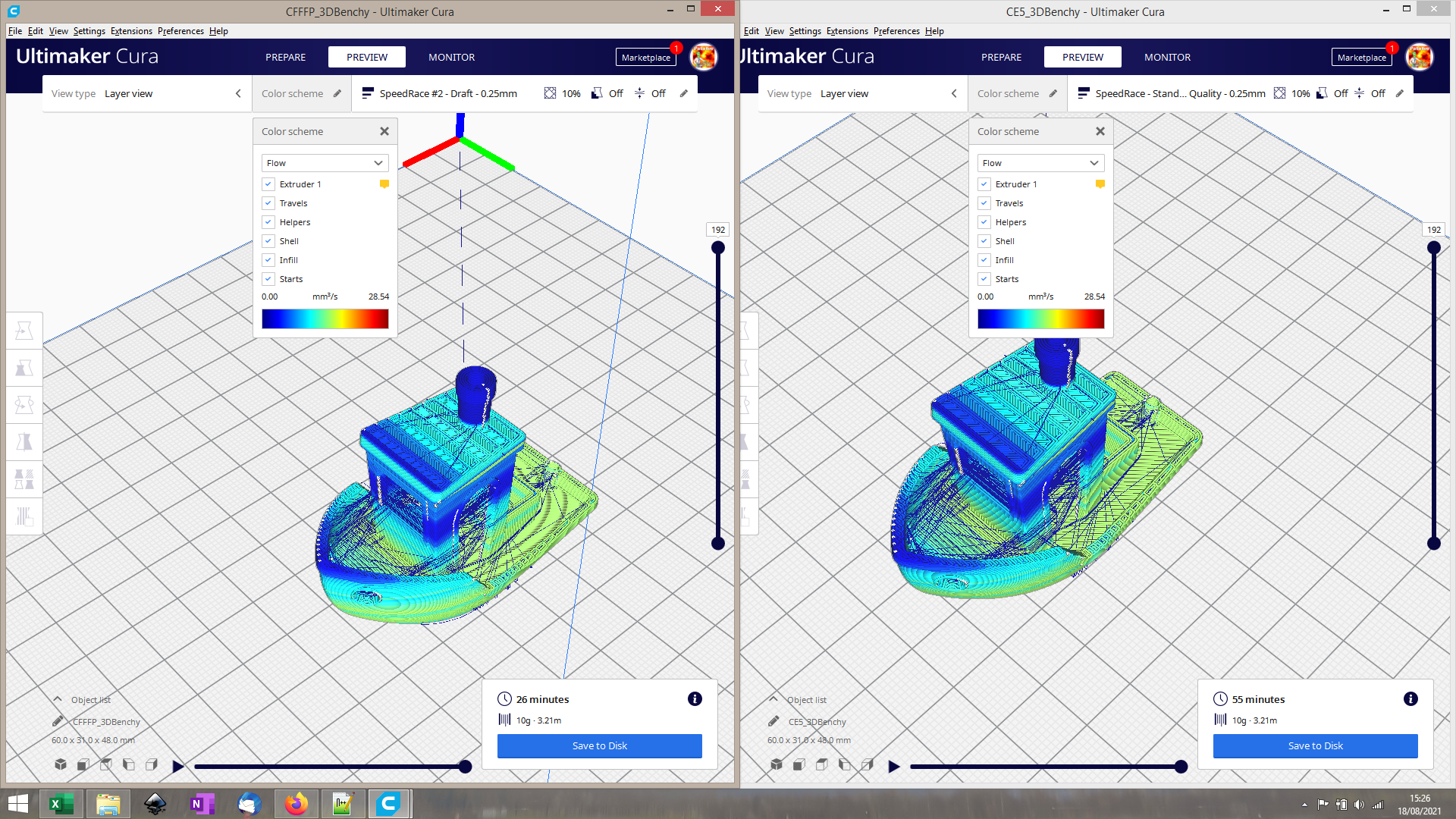
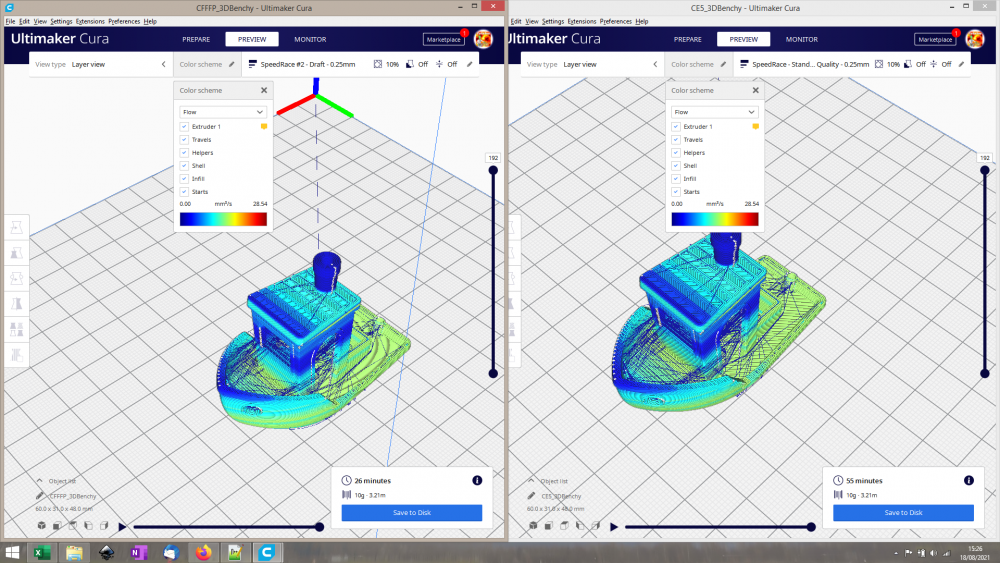
Bonjour, J'ai une Ender 5 pro un peu modifiée (extrudeur Hemera et installation récente de Klipper). J'utilise Cura (car c'est ce qu'on utilise au boulot, j'ai fini par laisser tomber le reste du coup). Or, il y a un bon moment que j'ai remarqué que les temps d'impression sortis par le profil "Ender-5" proposé par Cura sont bizarres dès qu'on monte en vitesse: le temps (calculé mais aussi réel lors de l'impression) n'est pas proportionnel à la vitesse, comme si la vitesse ou l'accélération était bridée très bas. J'ai créé un profil customisé en recopiant l'intégralité des paramètres depuis le profil "officiel" Ender-5: Gcode de début, paramètres machines, TOUS les paramètres du slicer. Le profil Ender-5 m'indique 55 minutes pour un Benchy à 150mm/s et le profil custom recopié me donne.... 26 minutes. Je précise, le profil Ender-5 de base a dans le Gcode de début un setting des vitesses et accélérations, que j'ai mis en commentaire pour mes essais. Est-ce que ce genre d'incohérence parle à quelqu'un? Comme vous pouvez le voir Cura semble m'afficher exactement les même vitesses sur le preview mais me signale un temps doublé! Alors je peux bien tout faire avec le profil custom, ce qui m'embête c'est que j'aimerais comprendre si j'oublie un truc, s'il y a des paramètres cachés je ne sais où ou je ne sais quoi d'autre avant d'essayer d'optimiser des trucs...
-
Ce n'est pas le cas mais j'ai vérifié la tête du PTFE et il n'est pas abîmé. Par contre du coup merci de la suggestion, j'en ai profité pour démonter aussi du côté de l'extrudeur et l'extrudeur avec , et j'avais un jeu dans la vis qui sert d'axe au galet presseur et la roue d'entrainement avait l'air de moins mordre. Je l'ai changée on va voir. En tout cas ça corroborerait la sous-extrusion. J'ai relancé un test pour voir. EDIT: visiblement c'était ça... je comprends toujours pas d'où venaient la répétitivité mais bon.... là c'est sorti assez propre (à part le stringing mais c'est un vieux PLA qui m'a toujours fait ça).

-
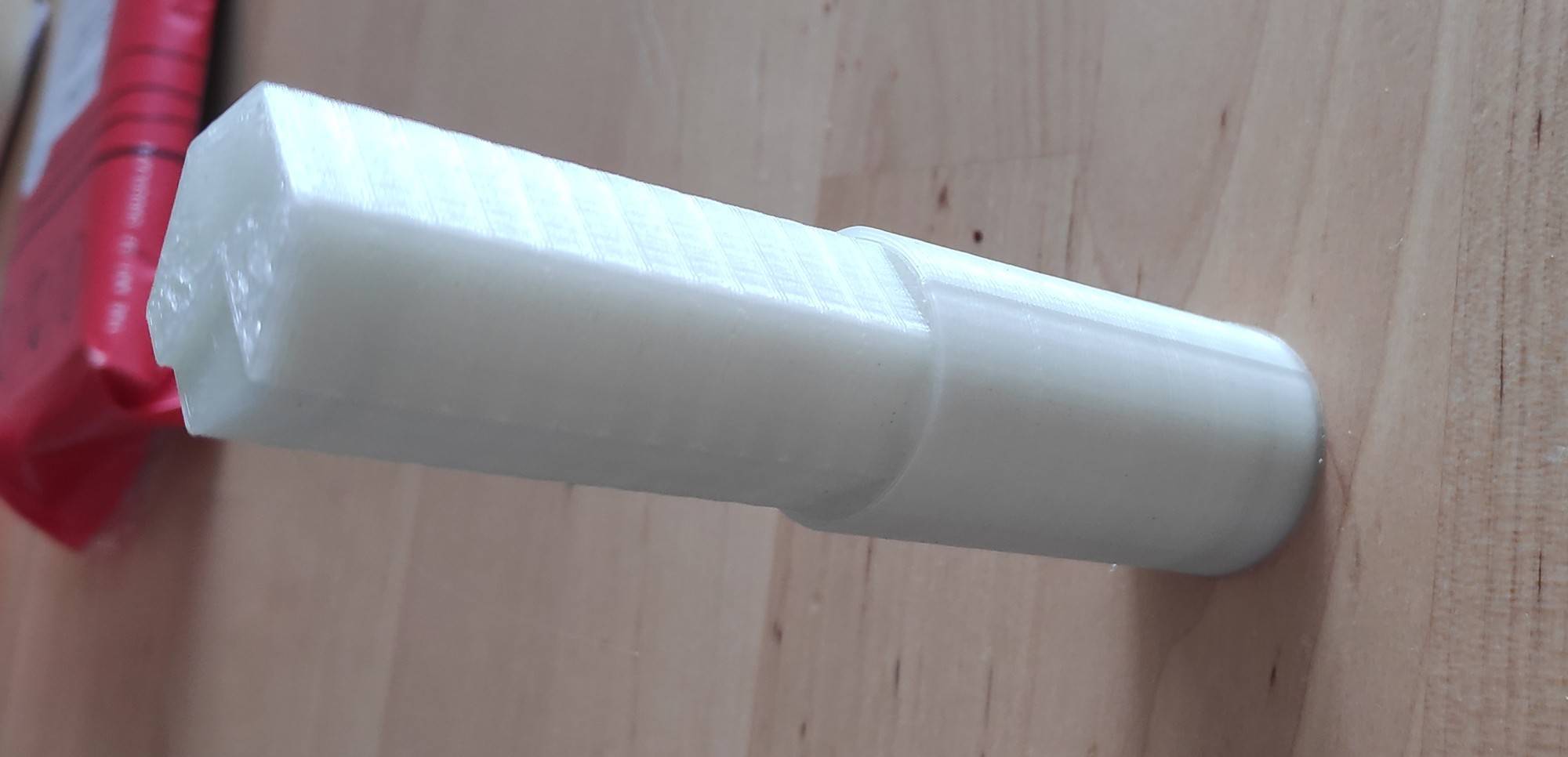
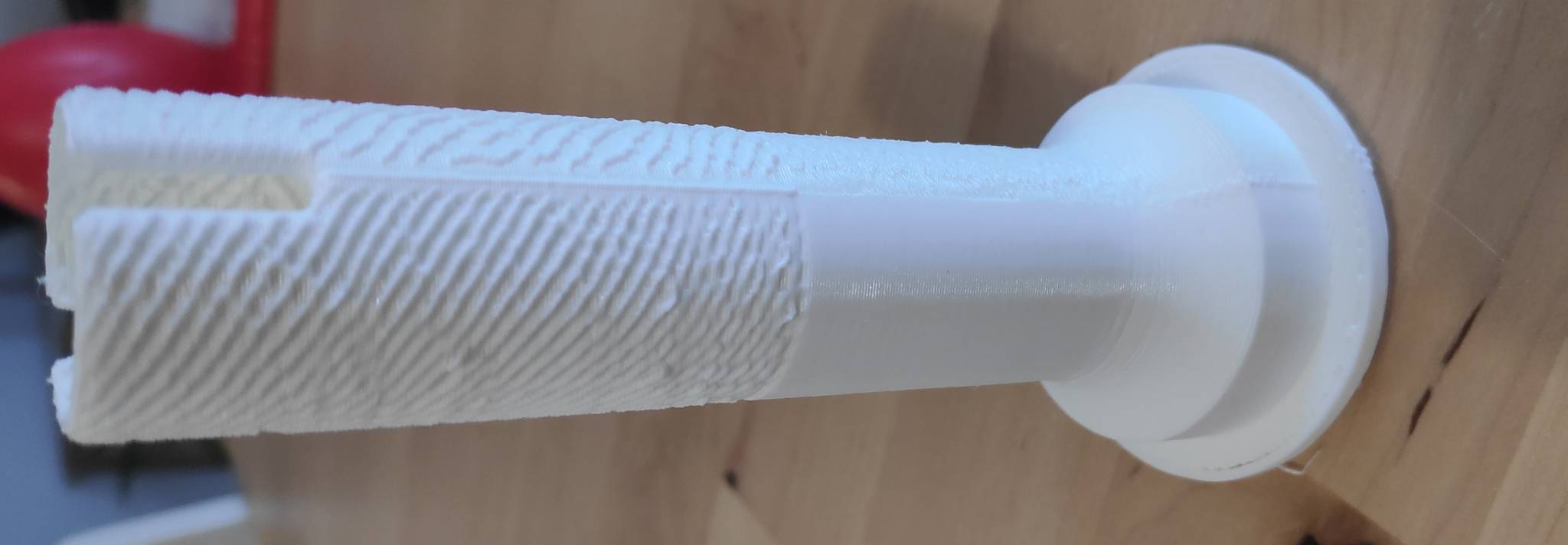
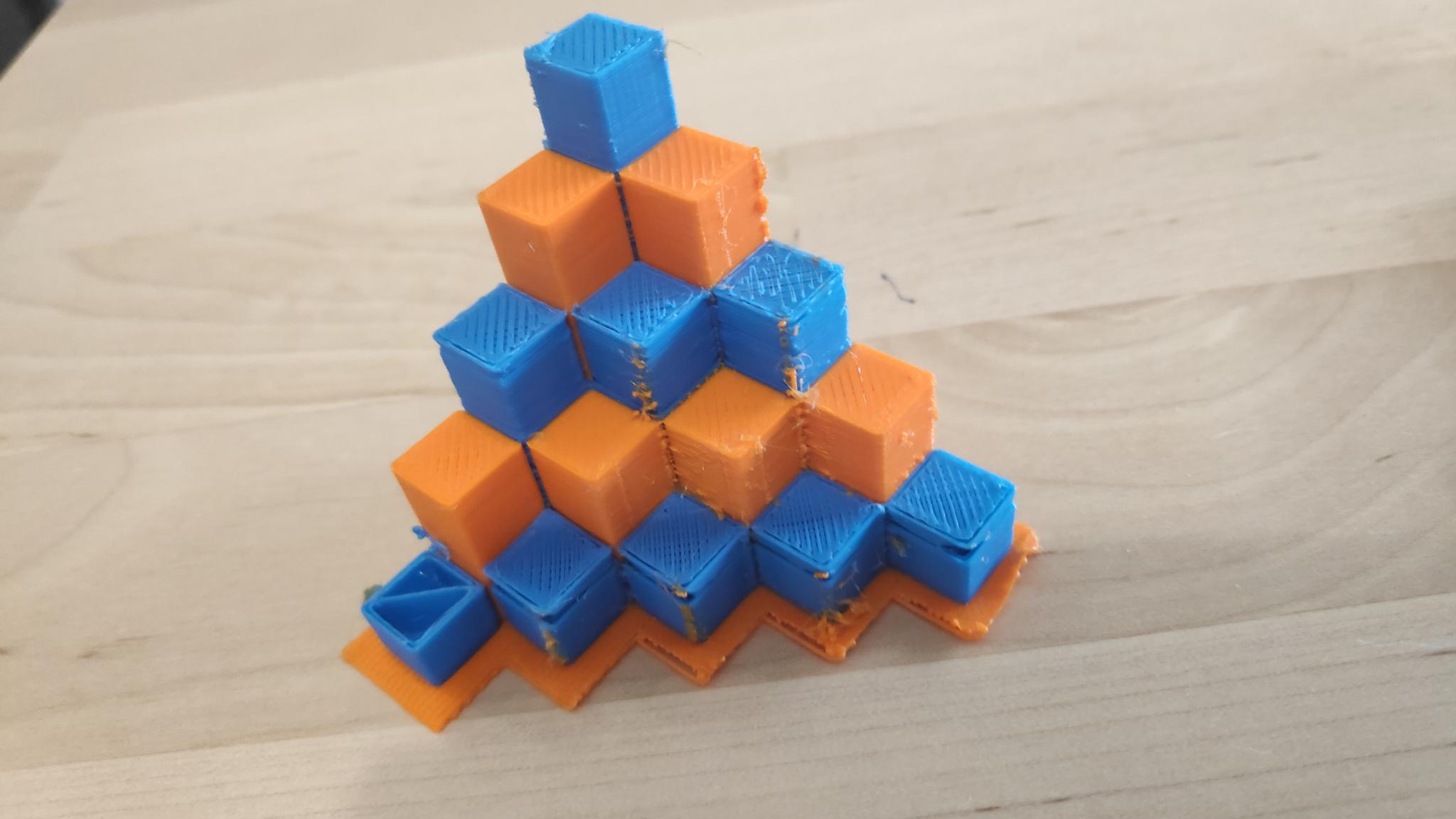
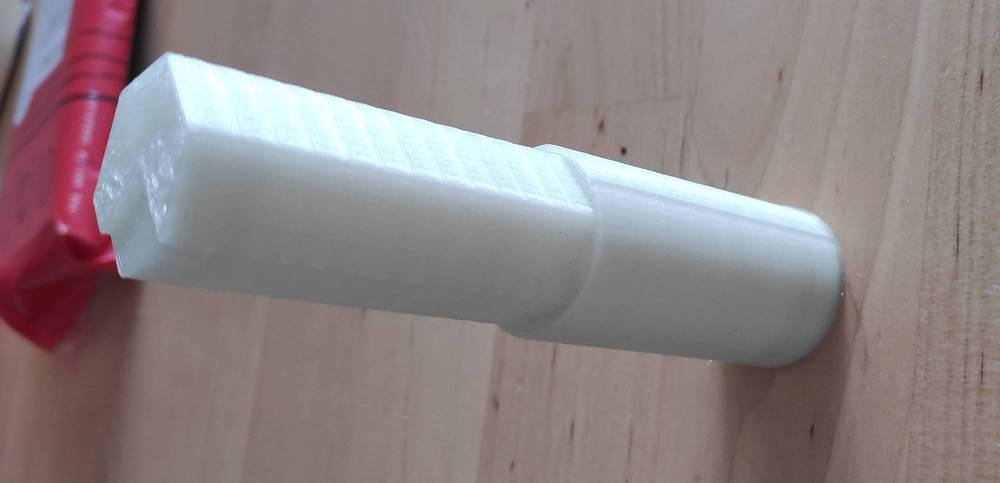
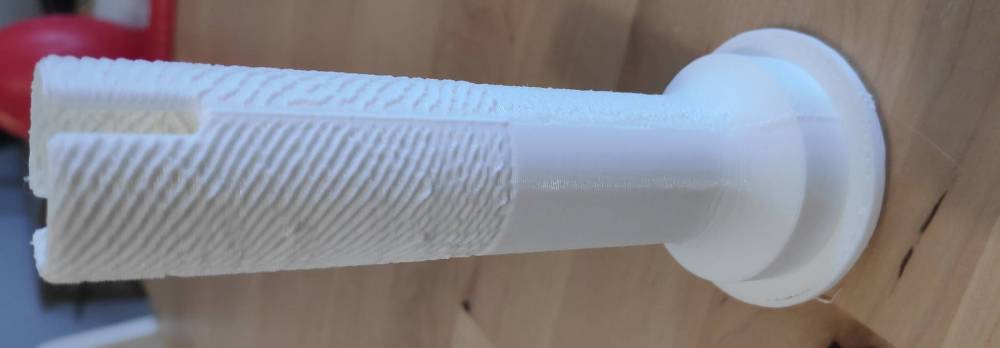
Hello, Je viens ici après pas mal de galères et d'essais. J'utilise une Micro Delta Rework. Un jour, assez brutalement, j'ai des patterns étranges qui ont commencé à apparaître sur mes pièces: Au début c'est arrivé sur de toutes petites pièces, et seulement d'un côté, j'ai donc pensé à un souci de refroidissement. Mais les ventilateurs soufflent très bien, et le problème s'est reproduit sur de plus grosses pièces. (pièce du dessus environ 10cm de haut et 2-3 de diamètre). La pièce ci-dessus a été imprimée (en bas) en PLA, 195°, 70mmn/min, et le pattern n'apparaît que d'un côté. Du coup j'ai essayé d'augmenter la vitesse pur tester et comme on peut le voir ce fut très sensible. J'ai ensuite fait quelques tests sur un objet similaire: essai de cercles et d'un hexagone (faces orientées vers les tours de la delta): PLA: 195°, 0.3mm, 60mm/min PLA, 205°, 0.2mm, 60mm/min: Alors que je m'attendais à retrouver le pattern sur certaines orientations et pas d'autres, ce coup-ci j'ai un truc horizontal répétitif! Qui ressemble à de la sous-extrusion, mais parfaitement répété toute les n couches. J'avoue pas mal sécher... vu que le soucis varie d'un cas à l'autre. J'ai aussi fait des essais avec des épaisseurs de couches de 0.32 mais résultat similaire. Au vu de mes derniers essais j'ai plus l'impression que le souci viendrait d'un problème de débit causant une sous-extrusion. Mais pourquoi de manière parfaitement répétitive? Par exemple toutes ces tours ont une sous extrusion pile au niveau des couches 3-4. Et mieux: Le souci n'est pas parfaitement horizontal sur la partie circulaire! pas mal hein? du coup des fois ça n'arrive que sur une demi couche, puis sur la couche entière, puis sur l'autre demi-couche. Plus précisément ça "spirale" autour de la tour cylindrique depuis le départ de couche. Mais les stries sur la partie hexagonale sont bien horizontales, elles. Je précise la config: Micro Delta Rework. Extrudeur titan chinois. Buse chimera chinoise (une buse inutilisée et démontée). TL-smoothers sur tous les axes. Je ne ressent pas de jeu dans les mouvements et les courroies sont bien tendues. Trucs que je vais essayer dans la foulée: -Démonter les TL-Smoothers des fois qu'un d'eux merde?? -Démonter l'extrudeur, il a l'air de bien marcher mais bon ça ne me prendra pas longtemps de le vérifier. -Pleurer... Du coup messieurs dames, si quelqu'un a une idée ou une expérience qui puisse éclairer ma lanterne...


-
Pistes d'améliorations pour la Microdelta rework
Professeur Schmoll en réponse au topic de Marlequeen dans eMotion Tech
Hello, Impressionnant ce water-cooling maison! Effectivement ça te libère plein de place sur la tête, c'est top. Et bravo pour le thermoformage. Avec le "temps libre" actuel à la maison, je vais essayer de bosser aussi sur ma delta. Du coup je suis venu prendre un peu d'inspiration. Mais je m'attendais pas à tomber sur des trucs comme ça! -
E3D Cyclops ou Chimera : double extrusion
Professeur Schmoll en réponse au topic de Marlequeen dans eMotion Tech
Bon ben ça fonctionne. C'est pas encore le top mais déjà ça sort des pièces. Maintenant ce n'est "plus que du réglage" Un grand merci aux différents intervenant(e)s de ce post qui m'ont évité bien des écueils et montré vers où il fallait regarder.
-
E3D Cyclops ou Chimera : double extrusion
Professeur Schmoll en réponse au topic de Marlequeen dans eMotion Tech
Salut, Merci de la réponse. J'ai le truc d'origine (smoothieware). Je regarderai ça. Je vais aller voir sur la doc de smoothieware. EDIT: ah je pense être stupide. Je viens de voir que j'ai pas changé le nom de déclaration du second hotend. J'y retourne.... EDIT2: oui c'est bon smoothie gère correctement c'est juste moi qui me suis raté. -
E3D Cyclops ou Chimera : double extrusion
Professeur Schmoll en réponse au topic de Marlequeen dans eMotion Tech
Messieurs dames bonjour, J'espère ne pas trop déterrer ce sujet. (Heureux) propriétaire d'une MDR, je sui en train de monter la double extrusion après avoir patienté longtemps qu'Emotion Tech en sorte une "officielle". Tout d'abord merci BEAUCOUP à tous les intervenants de ce sujet sur lequel j'ai pu récupérer énormément d'infos et qui m'ont certainement évité bien des emmerdes. A l'heure actuelle j'ai tout monté (hotend Chimera Alibaba et deux extrudeurs Titan). Je teste pour l'instant la première buse, ensuite je testerai la seconde, avant de tester les deux ensemble (ça va être rigolo je suppose). Premier "problème" que je rencontre: est-il possible d'afficher sur le LCD la température et le réglage de la seconde hotend? Je ne travaille habituellement pas connecté au PC et ça m'inquiète un peu de la faire bosser à l'aveugle.... Une autre question au passage: avez-vous des retours sur l'utilisation de support sur la seconde buse? A la base c'est ce que je visais, mais au boulot nous utilisons du PVA sur des Ultimaker 3 et avons des soucis: reprise d'humidité très rapide, bouchages de buse réguliers, qualité aléatoire sur ce matériau... Alors je me dit que ça risque de pas être super sur la MDR... Sinon je vois l'HIPS: je connais pas et température élevée: peut-être d'autres problèmes. Et le breakaway: chaud à trouver, cher et jamais testé non plus...