Al Vinz
-
Compteur de contenus
6 -
Inscrit(e) le
-
Dernière visite
Récompenses de Al Vinz
")





-
Pièges des réglages Vref A4988 ou DRV8825
Al Vinz en réponse au topic de stef_ladefense dans Tutoriels
Bonjour, De retour quelques jours plus tard. Alors, j'ai tout fait comme suggéré : Sur Creality CR-X d'usine : X, Y et Extrudeurs à 0.85 V Z à 0.68. Subjectivement l'imprimante semble plus "nerveuse". Plus aucun décalage de couche en Y, les prints sortent propres en Simple comme en double extru. Pas de chauffe moteur, sur aucun des moteurs X, Y et Z, on reste sous les 35 Deg . Les Extrudeurs ont, eux, pris quelques degrés ils montent à 37-38 Degrés. A signaler cependant : Lors des mouvements simultanés en X+Y vers l'arrière de l'imprimante (diagonales vers l'arrière) c'est comme si les 2 moteurs entraient en "résonnance". ça fait une espèce de micro vibration au son Médium-grave assez fort qui ressemblerait un peu au buzzer de fermeture des portes du métro de Paris, en plus grave. Je ne sais pas trop d'ou ça vient, toutes les vis et les attaches sont bien souquées. Courroies tendues ... etc... A priori cela ne semble pas gêner l'impression. Ce phénomene ne se produit pas pour les mouvements X ou Y seuls. Uniquement en X+Y et vers l'arrière, diagonale arrière gauche ou diagonale arrière droite. X+Y Vers l'avant cela ne le fait pas, le son est normal. Zarb... En tout cas merci pour les conseils. -
Pièges des réglages Vref A4988 ou DRV8825
Al Vinz en réponse au topic de stef_ladefense dans Tutoriels
Bonsoir, Sur une Creality CR-X de série, aucune modification, Firmware 1.1. La bécane (certes bruyante ) ne chauffe quasiment pas, les moteurs sont généralement à 30-34 Deg (mesure infrarouge), même sur des très long prints ou sessions de prints. La pièce est à 22 degrés. Depuis quelques temps j'ai un décalage en Y qui est apparu et un problème de sous-extrusion en même temps qui intervient exactement au niveau du décalage de couche. J'ai fait une vérification rapide de la mécanique (peut être trop), mais le problème ne semble pas venir de là. Du coup je me suis demandé si le problème n'était pas sur la carte mère et je me suis dit qu'il n'était pas forcément idiot de vérifier les Vrefs, histoire d'évacuer l'idée une fois pour toutes ... Donc, J'ouvre naïvement la boite de Pandore ... misère, deux jours que je rame ... Je n'ai pas trouvé l'info pour les drivers de la carte mère : Creality V2.1, mais à priori ce serait du A4988. (?) En tout cas c'est du R100 Ce que je crois avoir trouvé pour les moteurs de série de la CR-X : (surtout grâce à ce forum) AXE X et Extrudeurs : Creality 42-40 Serigraphié BJ42D22-23V01 AXE Y : Créality 42-40 mais la sérigraphie est : BJ42D22-23V06 (pas la moindre idée de si c'est pertinent, mais là je suis en mode "parano" ... ) Donc se serait des specs : 1.5A , 4.83 Volts pour ce moteur "42-40" Double Z : Creality 42-34 Sérigraphie BJ42D15-26V12 Les specs seraient 1.5 A, 4.83 Volts, A priori des moteurs fréquents sur la gamme Ender et CR20, Notamment. Source Mesures effectuées sur la carte mère, Moteurs débranchés, Masse prise sur l'alimentation : ( Faites plusieurs fois, résultats invariants ) VREF X : 0.744 V VREF Y : 0.740 VREF E0 : 0.761 VREF E1 : 0.757 VREF Double Z : 0.641 Bon ... Selon le tableau du Post 1 en "brut" je devrais avoir pour ces différents moteurs : 1.5A / A4988 / R100 => VREF = 0,85 (je serais donc globalement trop bas) Mais comme j'ai cru comprendre que Creality se plaçait à 90% des 1.5 Ampères, donc : 1.5 x0.9 = 1.35 A / A4988/R100 => VREF entre 0.74 et 0.79 (du coup cela semblerait pas si mal réglé en usine) SAUF , le Double Z à 0.641 ... (??? là je pige pas trop ) 1 driver pour les deux moteurs, c'est VREF X2 ou pas sur cette carte ? Avant de toucher à quoi que ce soit (je passe tout à 0.85 ? Je ne touche que le Z ? de combien ? Puisque la bécane est ouverte, ça mange pas de pain de mettre le Y en haut de fourchette ? Mais dans quelle étagère ? ) je veux bien un avis éclairé... Cette imprimante est malheureusement plutôt rare et peu de publications dessus... Je joint une photo du problème d'impression : (mais c'est un peu Hors sujet) En bleu le dernier "ratage" il y a 2 jours, avec la sous extrusion en plus, le Benchy est la première fois que le problème s'est manifesté, il y a 6 mois, et n'était pas réapparu depuis. Sur le benchy la coupure est vraiment parfaitement nette ) J'imprime à 45-60 mm/Secondes. Travels à 100 mm/s J'accepte les sarcasmes ...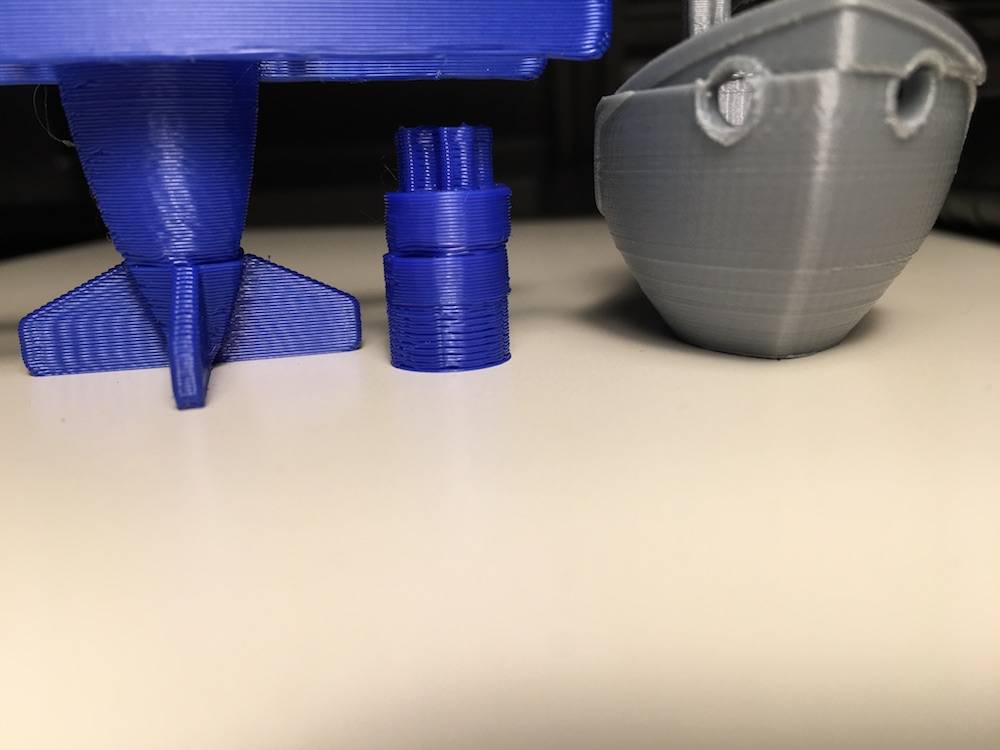
-
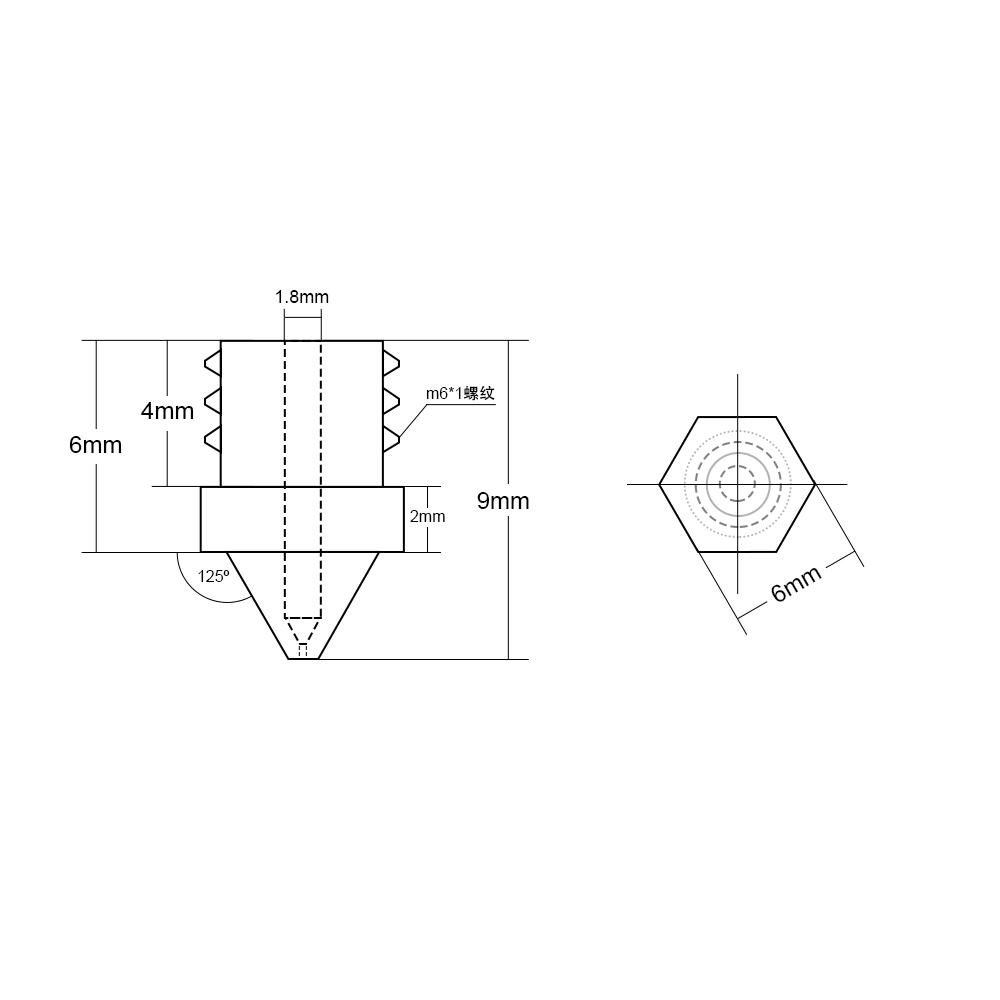
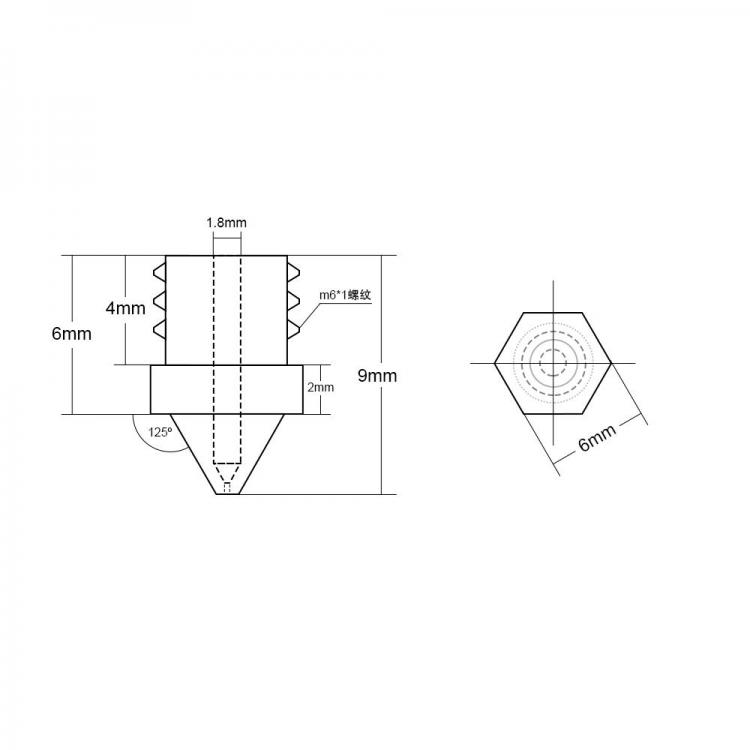
Bonjour Bosco, Merci pour ta réponse. Je vais essayer de reformuler mon angoisse existentielle : (je débute, j'espère ne pas trop employer un mot pour un autre ) L' ajustage de la buse dans la Hot End, et donc la saillie de la pointe de la buse par rapport a ce bloc a t'il une grande importance ? Ce que je crois comprendre : Créality propose une buse "MK8" de 9mm avec un filetage M6 de 4 mm de long. Je suppose donc que le bloc qui accueille la buse à un taraudage précis de 4 mm aussi, pour que cela s'ajuste bien et fasse un "conduit" bien lisse à l'intérieur, sans espaces ou la matière puisse se faufiler. Et que la tête de la buse affleure ainsi juste du bloc pour être dans la zone de conduction de chaleur / ventilation des évents optimale pour la gestion du dépôt de matière. Pas mal de "MK8" que je vois sur les sites de revendeurs semblent êtres des 12-13 mm de longueur totale, avec un filetage plus long. Donc, si je met une de ces buses sur la CR-X, forcément, elle va se visser de 4 mm, buter en fin d'alésage et sortir beaucoup du bloc. La sortie de buse sera donc plus loin de la chauffe, et plus forcément dans la "mire" des évents de ventilation. Cela peut il être un problème pour la qualité de l'impression ? (pour le réglage en Z du plateau pas d'inquiétude, j'ai déjà eu a l'adapter du fait du test de différents plateaux, entre celui d'origine (Grip pas terrible, convexe...), les miroirs Ikéa, le Ziflex (pas mal ce truc) ... ) Et pour nombre d'autres buses les revendeurs ne donnent pas les cotes. Bref, j'ai un doute sur le coté "normé" de la chose. Et comme là ou je suis l'import peut être ... compliqué... (déjà rien que pour rentrer l'imprimante ... )... Je psychotte peut être un peu... non ? Sur le second point que tu évoques, Les matériaux qui m'intéressent en premier sont : PLA, PETG (pas ABS), Nylon, TPU. Donc oui, laiton sans discuter. J'aimerais en avoir en 0.2 pour voir les finesses, précisions et états de surfaces, que l'on peut obtenir. Et supérieures à 0.4 aussi pour de "l'abattage" ou certaine recherches esthétiques, comme l'impression de cartes topographiques 3D, ou des "grosses marches" peuvent être un plus. Et... Carbone. (là, Problème) J'ai vu les "Rubis". Aouch, ça douille. A ce compte là ne vaut il mieux pas acheter des laitons "jetables" au Kg ? Pardon pour le roman...
-
Bonjour, Avec une CR-X sont fournies 3 buses Laiton 0.4 dites "MK8". Elles sont d'ailleurs en vente sur leur Store. Problème : Ces "MK8" EDV6 sont plus courtes que ce que l'on trouve par ailleurs sous cette dénomination... 9mm (PJ les cotes données par Créality sur son Store) Du coup, comment faire si l'on veut acheter des buses de diamètre différent ou d'une autre matière que le Laiton ? Elles ont un autre dénomination ? Vous connaissez des fournisseurs ?
-
Victoire ! J'ai trouvé la (une) solution ici. La rétractation pour le changement d'extrudeur sur la CR-X fonctionne maintenant correctement.
-
Bonjour, Vincent, total débutant. Modéliste et un peu touche à tout dans mes hobbys cela faisait quelques temps que j'avais envie de toucher du doigt l'impression 3D. J'ai fais le pari de me lancer avec une CR-X. Ouais, j'aime pas la simplicité... Mais bon, ça marche à priori bien aussi en mono extrusion. Expatrié sur Casablanca.
-
Bonsoir à tous. @julien77580 J'ai cru avoir ce Problème moi aussi avec ma CR-X Flambant neuve de cette semaine. Puis en regardant mieux : l'entrainement de l'extruder 1 patine car le filament ne veut pas avancer dans la buse. Cause : Le filament de l'extruder 0 ne s'est pas rétracté lors du changement de couleur et obstrue l'accès à la buse. Du coup mon problème : (ou le notre si toi aussi c'est ça) Comment paramétrer le retrait de changement d'outil dans Cura 4 ? (ou déjà simplement l'activer...) Le Gcode de Jcc plus haut ? A coller ou ? NB : Les impressions à partir des Gcodes fournis sur la SD fonctionnent très bien. Aucun PB en mono impression. J'ai récréé 2 fois l'imprimante dans Cura, suivi tout le process avec les .json de la SD card, puis ceux de ce topic, etc... Fail... Laisser tomber Cura 4 pour une version 3, ou passer sous S3D ?