AngryKaribou
-
Compteur de contenus
40 -
Inscrit(e) le
-
Dernière visite
Récompenses de AngryKaribou
")





-
Hello, Petit retour d'expérience. J'ai installé Octoprint ainsi qu'une prise connectée TP-Link. L'imprimante s'éteint a la fin de l'impression, quand la buse atteint 50°C. Ca marche nickel !
-
 AngryKaribou a changé sa photo de profil
AngryKaribou a changé sa photo de profil -
Je t'ai répondu dans le mauvais sujet. Nickel Merci ! Alors rien a voir mes réglages, j'avais genre 95 ou toi tu as 14.... L'impression est en cours c'est déjà beaucoup mieux apparemment. Je te tiens au courant. Mais je note déjà une sur extrusion qui crée beaucoup de cheveux pour le 2eme extrudeur. Depuis, j'ai pu faire quelque essais. ça marche plutôt pas mal. J'ai quand me quelque souci avec tes réglages. - je positionne la pièce et la tour de purge sur le plateau, mais lorsque je lance le découpage, le logiciels me déplace les pièces automatiquement a un endroit spécifique. - j'ai beau demander un radeau sous la pièce, lors du découpage il me l’enlève. j'ai pas mal de ptit truc comme ça alors j'ai fait un mix avec tes réglages et les miens. Je n'ai plus trop de cheveux d'ange, mais il y a quand même un truc que je n'explique pas : lorsque la buse sort de la tour de purge pour aller vers la pièce, l'extrudeur fait un bref aller et retour ce qui fait sortir un peut de plastique et du coup une trainée type cheveux d'ange vers la pièce. J'ai un jour entre le remplissage et les parois , c'est quoi deja le parametre a regler ? Sinon la pièce est nickel. Je suis passé donc sur mes pièces que je veut imprimé en bi-couleur. Et la forcement j'ai d'autre problème. J'imprime sur plusieurs centimètre de haut de la même couleur puis au bout de 2h l'impression attaque la 2eme couleur, je me retrouve en sous extrusion sur la nouvelle couleur, comme si le fait d’attendre avais bouché l'arrivé de cette couleur. ( me viens une idée.. je vais essayé quelques chose)
-
A20M :alternative prometteuse au bassin de purge
AngryKaribou en réponse au topic de yves51 dans GEEETech
Nickel Merci ! Alors rien a voir mes réglages, j'avais genre 95 ou toi tu as 14.... L'impression est en cours c'est déjà bcp mieux apparemment. Je te tiens au courant. Mais je note déjà une sur extrusion qui crée bcp de cheveux pour le 2eme extrudeur. -
Ça marche pas. Je comprend pas, j'ai tout mis a zéro les réglages de l'expulsion. l'imprimante continu a faire faire le yoyo au filament dans le tube. Ça imprime bien le début car il y a qu'une couleur, des qu'il doit gérer le changement de filament ça fait n’importe quoi. une idée du réglage ? merci
-
A20M :alternative prometteuse au bassin de purge
AngryKaribou en réponse au topic de yves51 dans GEEETech
Nickel pour le réglage ! Ça marche, par contre j'ai fait le boulet. J'ai pas assez espacé la pièce de la tour de purge, quand la tête a baissé pour imprimer la tour de purge, le bLtouch a accroché la pièce et j'ai tout arraché. RIP le BLtouch. Un vrai boulet... -
Bon alors, je pense avoir trouvé. la gestion des outils... dans les menus que je connais pas donc je touche pas . en fait pour résumer, il change d’outils, donc en fait chez moi il été parametré pour sortir le filament pendant environ 5 sec. Donc il avait tout le temp pour retourner dans le PTFE tout en entraînant le PLA chaud de la buse. J’ai découvert un moyen de fabriquer un filament de plusieurs couleurs . Bref, le côté moins drôle est toute la merde que j’ai du enlever des tubes. Donc j’ai mis tout ça à zéro et je refait un test. Au passage je fait un test de nettoyage de la buse à l’intérieur de la pièce.
-
A20M :alternative prometteuse au bassin de purge
AngryKaribou en réponse au topic de yves51 dans GEEETech
Nickel ! Merci. Je test. -
A20M :alternative prometteuse au bassin de purge
AngryKaribou en réponse au topic de yves51 dans GEEETech
Tu as vu ou que l’on pouvait purger dans le remplissage ? -
Bonjour à tous, bon, j’ai abandonner l’impression en double couleur avec Cura. j’ai tester prusaslicer , c’est déjà beaucoup mieux. Après avoir passé un peut de temp pour comprendre les réglages, refaire les gcodes. Je passe aux niveau supérieur, j’essaie d’imprimer une piece en PLA et en flexible. j’essaye d’imprimer le cube de test bi-couleur. Tout ce passe bien , impression plutôt correct sur les 5-6 premiers millimètres puis une sous extrusion apparaît sur une couleur puis sur l’autre, puis plus d’extrusion du tout. je pensais à un bouchage de buse mais non. en fait ce qu’il se passe , entre les 2 changement de couleur sur la tour de purge, le filament de la couleur qu’elle vient d’utiliser se rétracte tellement que je vois le bout du filament dans le PTFE au dessus de la tête d’impression, donc il doit se rétracter de 5 bon centimètres environ. ensuite il charge le 2 éme filament, et au prochain changement de couleur ça recommence. je comprend que du coup ça deconne au bout d’un moment. j’ai planté ou dans mes réglages, merci
-
Réglage Cura4.5 double extrusion sur A20M
AngryKaribou en réponse au topic de AngryKaribou dans GEEETech
Merci ! Effectivement, j'ai compris par la suite en faisant plusieurs essais. Je comprend pas trop la tour de purge fais un cercle alors qu'en général je voit plutôt des carrés rempli. Vous mettais combien de volume de purge pour laA20M ? Merci -
Hello, Peut être une question bête mais je trouve pas ou est le problème. Sous cura, j'ai bien fusionner mes 2 STL, j'ai sélectionné chaque extruder pour chaque pièce. Mais dans les réglages, pour l'extruder 1 je met extruder 1 et dans extruder 2 je sélectionne extruder 2. Le problème est que lorsque je sélectionne Extrudeur 1 pour paroi externe (par exemple) il met extruder 1 sur l'extrudeur 2 aussi. Hummm, je sens que je suis pas clair la. quelqu'un a compris mon problème? Merci
-
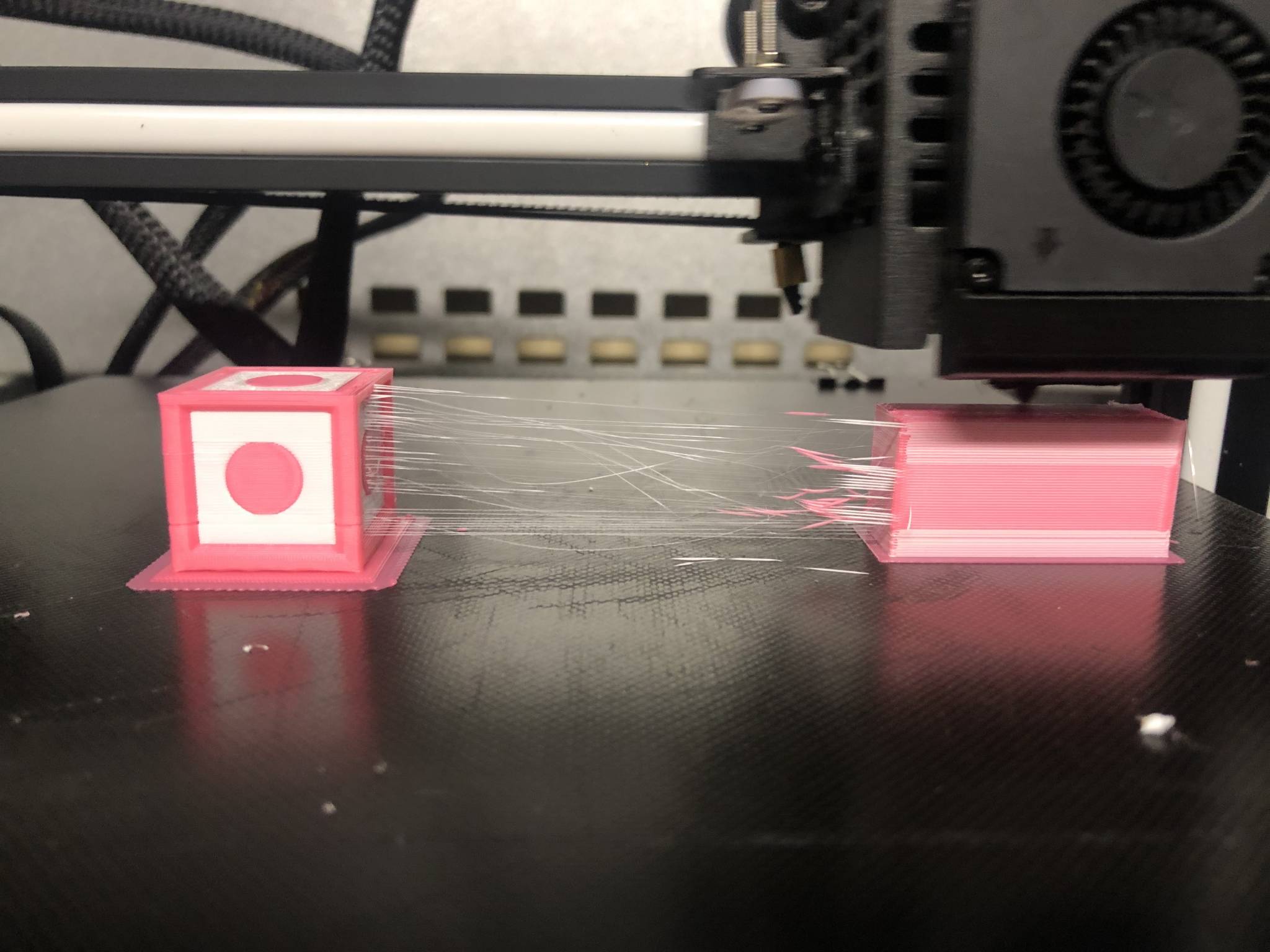
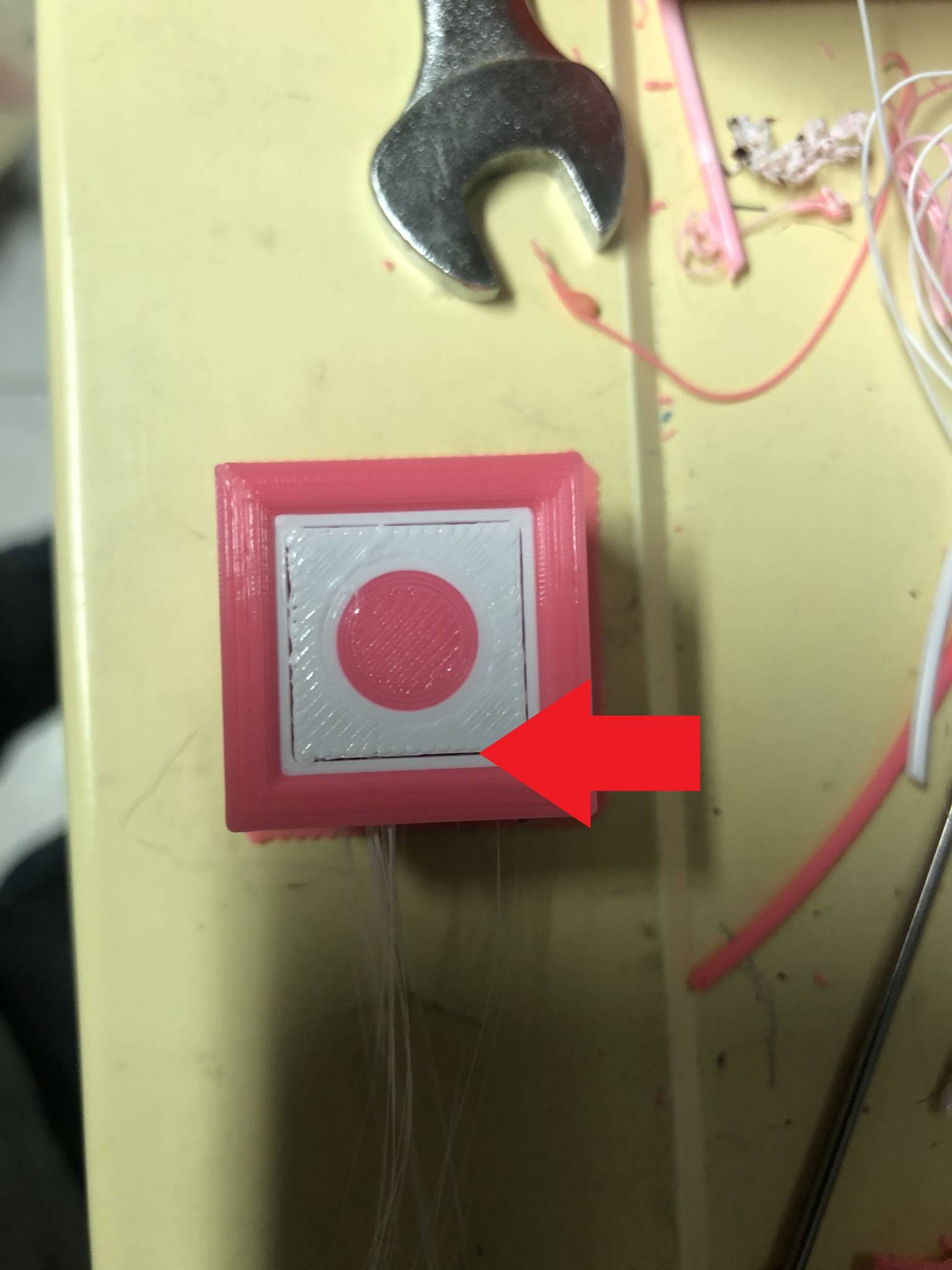
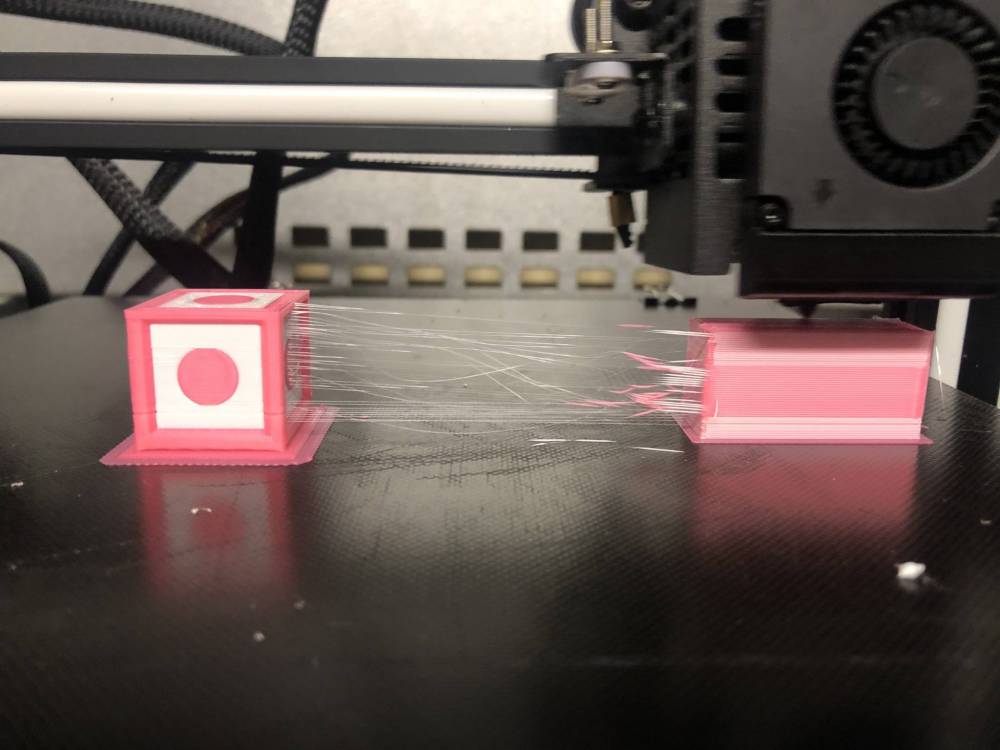
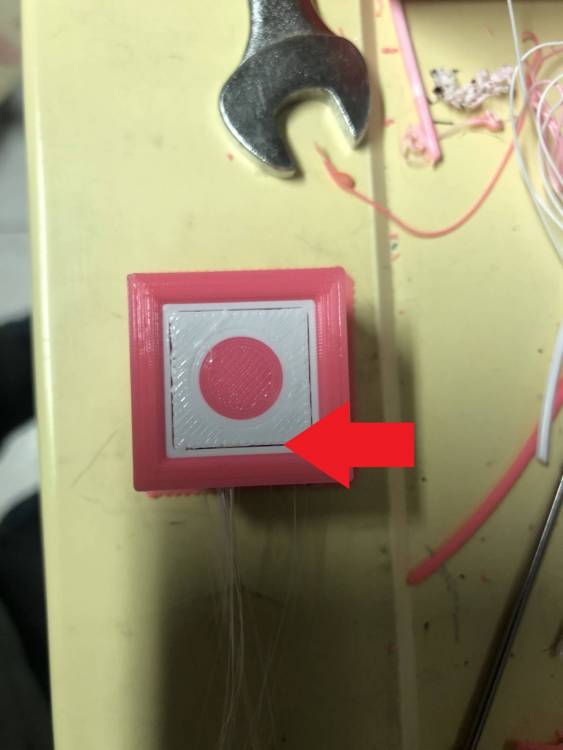
Super Merci pour les infos ! J'ai modifié le gcode de démarrage et celui de fin avec les infos trouvées. Les gcode de démarrage fournis par Cura sont vraiment bizzar. J'ai encore une bricole a peaufiner mais au moins elle fait ce que je veut. Je trouve que j'ai une très bonne qualité d'impression, même sur des détails de petite pièce. La qualité du filament joue beaucoup mis pour une buse en 0.4 et des couches en 0.2 ou 0.15 c'est aussi bien que la dagoma avec une buse en 0.2 et couche en 0.1. Par contre j'ai beaucoup de "cheveux" entre les pièces. J'ai pas encore trouvé les bon reglage je pense mais je ne voit pas bcp de différence suivant les réglage. Je continu a fouiller.
-
Merci pour les infos ! Donc en fait j'avais essayé de mettre le numéro du ventilo a la place de -1. Mais en faisant vérifier le code, il y avait des messages d'erreur. Après je ne suis pas super sur que le numéro soit le bon, car sur la petite carte sur le hotend les slots des 2 ventilo a arrêter sont J4 et J5, alors j'ai essayer a la place de -1 : 4, 5, J4, J5 mais la verif du code me rapportais des messages d'erreur.(Si les numéros sont sur la carte mère dans le boitier, pour le moment j'ai pas encore accès) Donc j'ai un peut laisser tombé pour le moment car je voulais installer l'imprimante a sa place, qui est pas vraiment proche du PC, et tester plusieurs pièce pour voir ce qu'elle a dans le ventre. En plus je suis tombé sur un tuto qui permettrais de pouvoir éteindre l'imprimante entièrement a la fin de l'impression, donc je pense me diriger vers cette option. Je continu a me faire un peut la main sur le marlin et voir comment je pourrais l'optimiser. Pour le 3Dtouch, il est installé mais pas branché, en fait il n'en fessait qu'a sa tête, donc je suis rester sur le système d'origine. Après tout c'est le même système que ce que j'avais installer sur la Dagoma et c’était plutôt fiable (En tout cas largement mieux que l'inductif d'origine).
-
Merci !!!
-
Bonjour a tous, Je viens de me rendre compte d'une chose avec le profil de Cura 4.5 pour la A20M. J'ai beau paramétrer les températures comme je veut, l'imprimante fait ce qu'elle veut. J'ai compris pourquoi, si je règle les températures a 195 et 35 pour le plateau, l'imprimante chauffe bien a ces valeurs, puis passe a 215 et 55. En fait ça viens du Gcode de démarrage des paramètre de l'imprimante dans Cura. Gcode de démarrage G28 G1 Z15 F300 M107 G90 M82 M104 S215 M140 S55 G92 E0 M109 S215 M107 M163 S0 P0.50 M163 S1 P0.50 M164 S4 G0 X10 Y20 F6000 G1 Z0.8 G1 F300 X200 E40 G1 F1200 Z2 G92 E0 G28 Gcode de fin G91 G1 E-1 G0 X0 Y200 M104 S0 G90 G92 E0 M140 S0 M84 M104 S0 M140 S0 M84 Questions : 1\ Je suis bien tenté de virer les lignes M104 et M140. 2\ Je programme l'impression sur 1 extrudeur, mais au même moment que mes problème de température, au lieu d'avoir 100/0 sur la répartition des extrudeur je passe a 50/50, ca viens des ligne M163 ? Je les virent aussi ? 3\ A la fin de l'impression, l’imprimante se met a faire un gros bruit, genre une grosse vibration. Ça peut venir du Gcode de fin ? 4\ Il existe une liste de correspondance pour dire a quoi correspond chaque commande ? Comme ça j’arrête de vous embêter sur ce sujet . Merci !