fatlip
-
Compteur de contenus
25 -
Inscrit(e) le
-
Dernière visite
Récompenses de fatlip
")





-
mais pourquoi le ventilo se lance à la 2e couche alors que dans cura, je demande à la 10e....? Ok, je viens de demander sans refroidissement, le ventilo ne se déclenche pas, très bien. Les 3 premières couches (demandé 3 dessous, l'impression est bien à 80mm/s) mais quand j'arrive à la 4e (mode vase) l'impression est lente !!!! pourtant y'a pas plus de filament à imprimer !!! je ne comprends absolument pas.
-
voici mon .cfg et un exemple de gcode qui ne marche pas, j'ai beau essayé avec d'autre modèles, c'est pareil. tevo dd_printer_cfg.txt Low-poly_Rose_Vase.gcode
-
Ce problème persiste. Je me demande si cela ne vient pas de cura. Même avec une autre pièce maintenant, rebelote; les couches jusqu'au remplissage se font vites puis vitesse lente dès que l'on attaque les couches avec remplissage. De plus, je demande une jupe avec 1 contour et ça m'en sort 3, ventilo que démarre à la 4e couche alors que je demande à ce qu'il se mette en route à la 15e (si je le mets à la deuxième, mes deux ventilos 5015 font baisser la température brutalement et klipper se met en défaut - l'air doit rebondir sur le plateau et chambouler la prise de température, alors que plus haut, ça va. J'ai pas de chaussette silicone sur cette tête - tiger hotend avec extruder mini sherpa). Merci Fat
-
J'imprimais le "calibration cube" de cura (avec le x et y dessinés dessus) vu que je voulais faire un avant / après réglages. Après 10 débuts de cubes rapides/lents, rapides/lents, j'ai fini par changer de modèle et je n'ai plus ce problème... La vitesse reste stable maintenant...bizarre. J'avais également eu mon ventilo de buse qui démarrait dès la première couche alors que j'avais vérifié 100 fois et je l'avais demandé à la deuxième. Ça marche ben maintenant. Serait-ce ce cube qui me créée ces soucis ? Certainement. Pour ma config, c'est surtout mon problème d'écran que je dois régler. J'ai le vieux de ma tornado (puisque mon BBT 3.5 ne fonctionne pas sous klipper) mais je ne connais pas quelle pin activer dans ma config. J'ai une skr 2, j'ai bien l'exemple de config de github (avec exp1/exp2) mais pour le reste, je sèche. J'ai quand même coupé le connecteur pour le tourner de 180° et maintenant il s'allume (1er pas). Je ne sais pas à quoi correspondent ces pins sur ma skr : [display] lcd_type: st7920 # Set to "st7920" for st7920 displays. cs_pin: sclk_pin: sid_pin: Sinon, j'ai ça aussi (faut mettre les 2 dans la config ?) ######################################## # EXP1 / EXP2 (display) pins ######################################## [board_pins] aliases: # EXP1 header EXP1_1=PC5, EXP1_3=PB1, EXP1_5=PE10, EXP1_7=PE12, EXP1_9=<GND>, EXP1_2=PB0, EXP1_4=PE9, EXP1_6=PE11, EXP1_8=PE13, EXP1_10=<5V>, # EXP2 header EXP2_1=PA6, EXP2_3=PE7, EXP2_5=PB2, EXP2_7=PC4, EXP2_9=<GND>, EXP2_2=PA5, EXP2_4=PA4, EXP2_6=PA7, EXP2_8=<RST>, EXP2_10=<NC> Pareil, je ne sais pas à quoi ça correspond...
-
ok, merci...désolé du trompage... Mais au final, après le dessous, même les murs se font doucement, pas que le remplissage....je rage
-
Bonjour, J'ai passé ce qu'il reste de ma tornado (le chassis, c'est tout) sous klipper. Faut vraiment bien suivre..!!! J'ai fait le pressure advance. On voit bien la différence. Et encore mieux avec le input shaper !!! c'est incroyable mais voilà... Maintenant que c'est régler, elle me fait bien rapidement les première couches et dès que je passe à la partie remplissage, ça redevient lent. J'ai essayé sans remplissage mais pareil, dès que le dessous est fini et rapidement (vitesse 100 mm/s et acc à 2500 mm) le reste s'imprime doucement. J'ai découpé plusieurs fois, j'ai vérifié ma printer.cfg et je ne vois rien !!! Quelqu'un a-t-il déjà vu cela ? Merci d'avance Fat
-
Fang modulable MK8/E3D/AiO - BL-Touch/Touch-Mi
fatlip en réponse au topic de deamoncrack dans Tutoriels et améliorations pour Alfawise / Longer3D
@ deamoncrack Merci -
Salut tous, J'espère que vous allez bien en ces temps difficiles. Pour aider, j'imprime des visières ... mais ... car il y a toujours un mais ... j'ai toujours quelques soucis. 1) Donc, j'ai parfois encore un problème de périmètres ou murs, qui ne ne collent pas entre eux. Au niveau vertical, c'est très bien. Mais horizontalement, ça ne va pas. Je n'arrive pas à faire se toucher les lignes. J'ai essayé comme des largeurs plus grandes (cnc kitchen) comme 0.6 ou 0.8 même mais rien... je mets des photos. Comment faire pour quelles soient bien serrées ? J'ai cherché dans les options de Cura 4.5 les chevauchements et ai demandé sur les extérieurs 30 %... 2) J'ai repris tous mes réglages steps car je me suis dit que cela viendrait peut être d'une sous extrusion. J'ai utilisé la méthode de mesure avant l'extrudeur, pour pas avoir une élongation du fil causé par l'écrasement de la roue crantée : je suis à 414.68 et encore, il me manque 1 mm quand je demande 10 cm. Mais quand je vois ce chiffre, j'ai l'impression d'être hors norme ! souvent, c'est aux alentours de 402 ou un chouilla plus... 3) Le parallélisme de l'axe X par rapport au plateau, toujours une décalage ! même en démontant, serrant tout, toujours un écart (vive le dual z). Je me demandais si on mettait également des excentriques sur les fixations externes (normalement il y en a qu'un à l'intérieur de chaque côté)... cela permettrait peut-être de gagner en réglage... 4) J'ai imprimé un fang pour le ventilo 5015 (24v). J'ai coupé celui d'origine, soudé les fils....mais il y a un problème. Il part mais s'arrête quasi de suite... faut-il le brancher ailleurs ? ou autre ? j'ai trouvé ça...mais faut des modifs finalement 5) Enfin, malgré les tmc 2208, les dampers, j'ai encore du ghosting... impossible à supprimer.... Merci à tous FAT



-
Fang modulable MK8/E3D/AiO - BL-Touch/Touch-Mi
fatlip en réponse au topic de deamoncrack dans Tutoriels et améliorations pour Alfawise / Longer3D
Salut, J'ai imprimé le fang pour le ventilo en 5015 pour tornado (24v). J'ai juste ressoudé ce ventilo à la place du petit d'origine. Cependant, on sent qu'il se lance mais s'arrête net après 2 secondes. Y a-t-il quelque chose de particulier à modifier ? marlin ? utiliser une autre pin ? Merci -
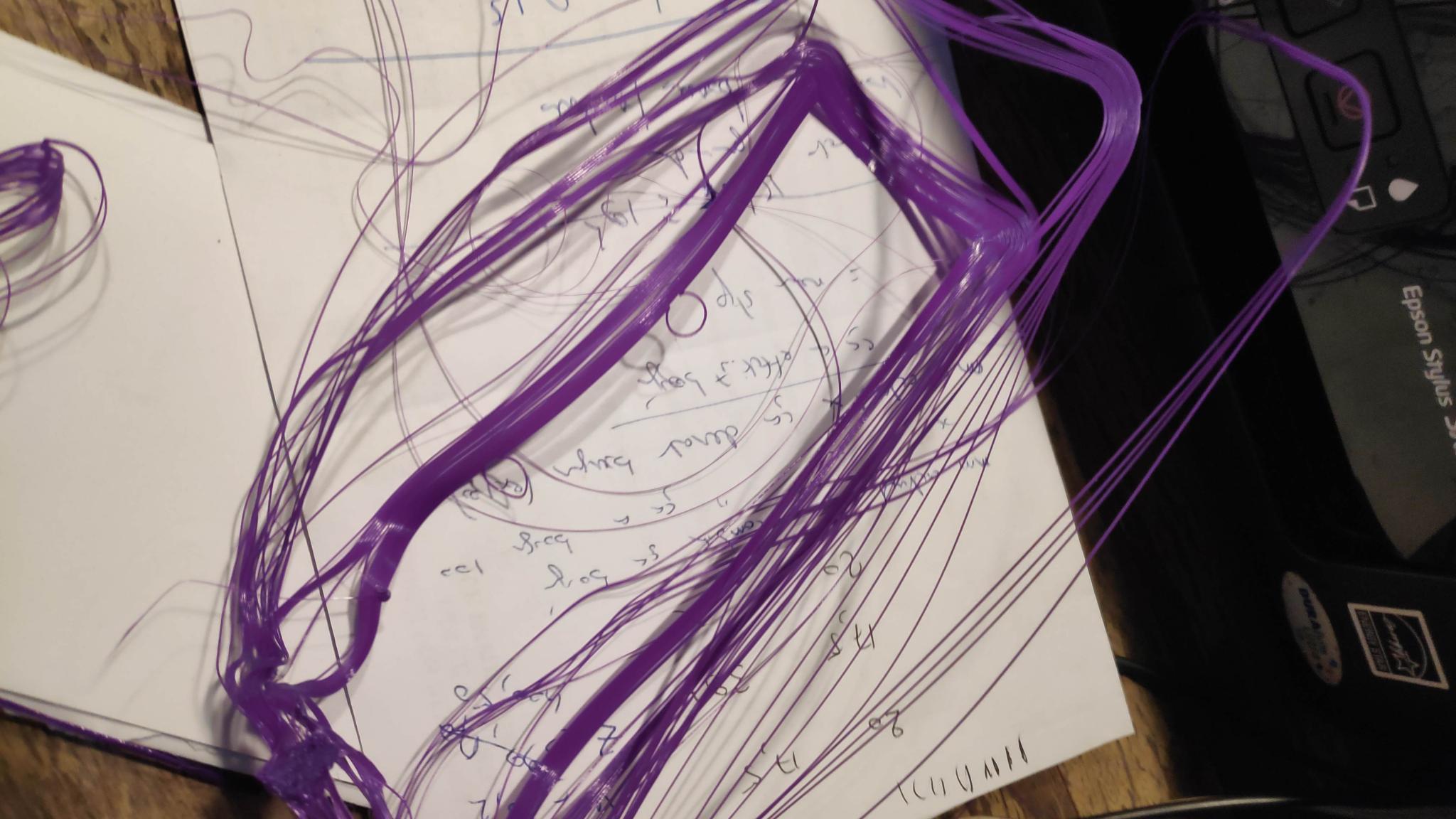
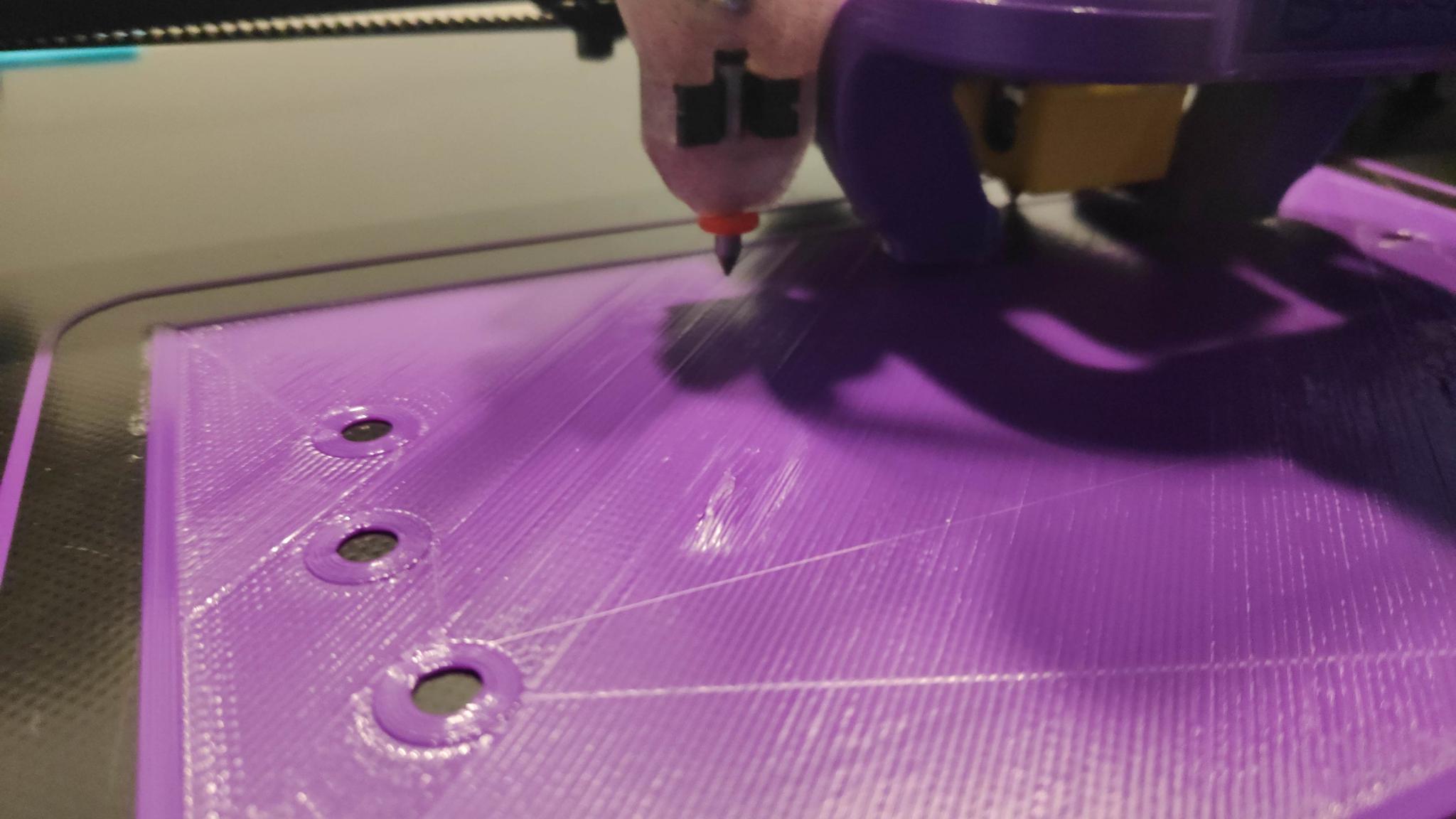
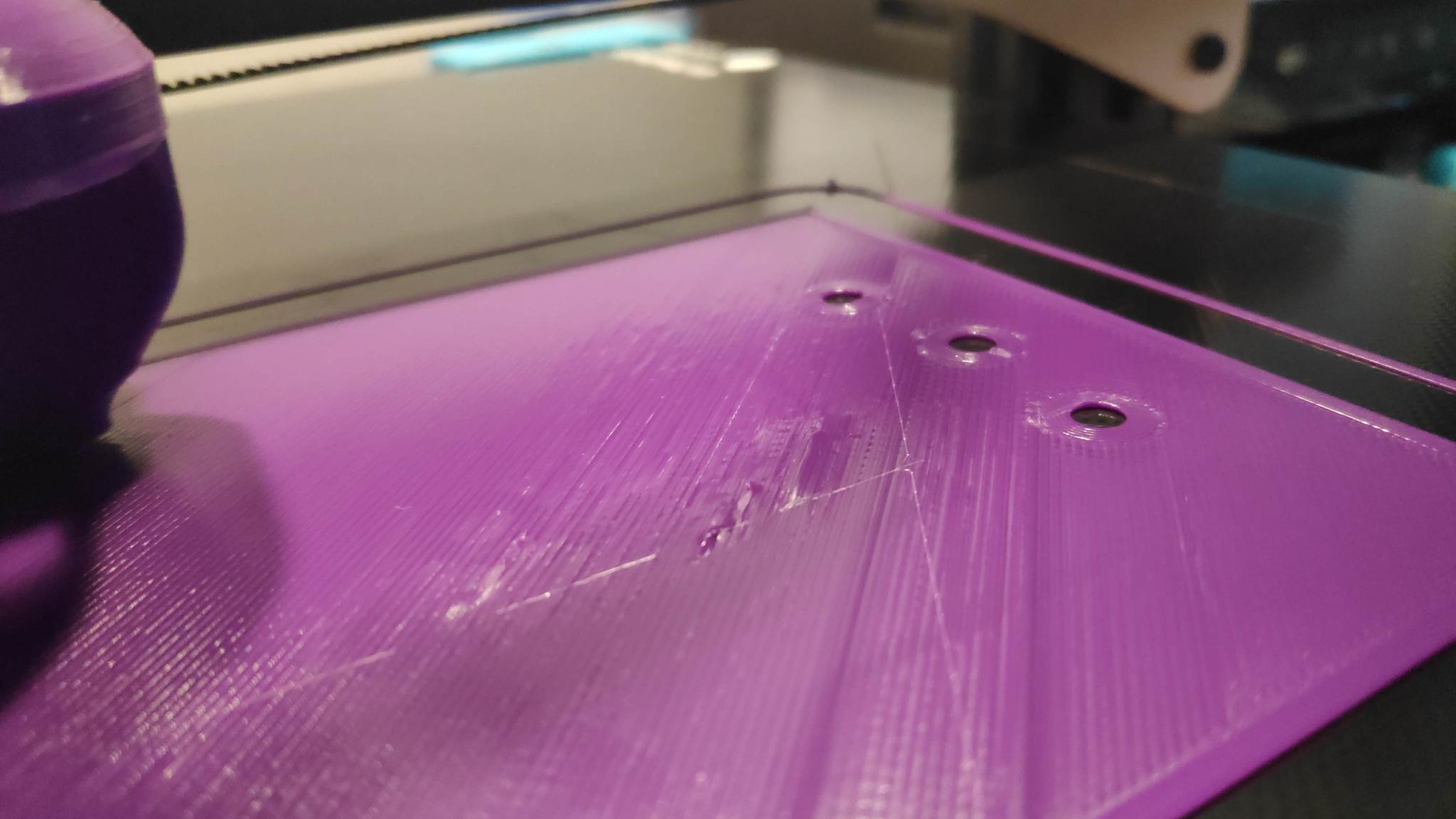
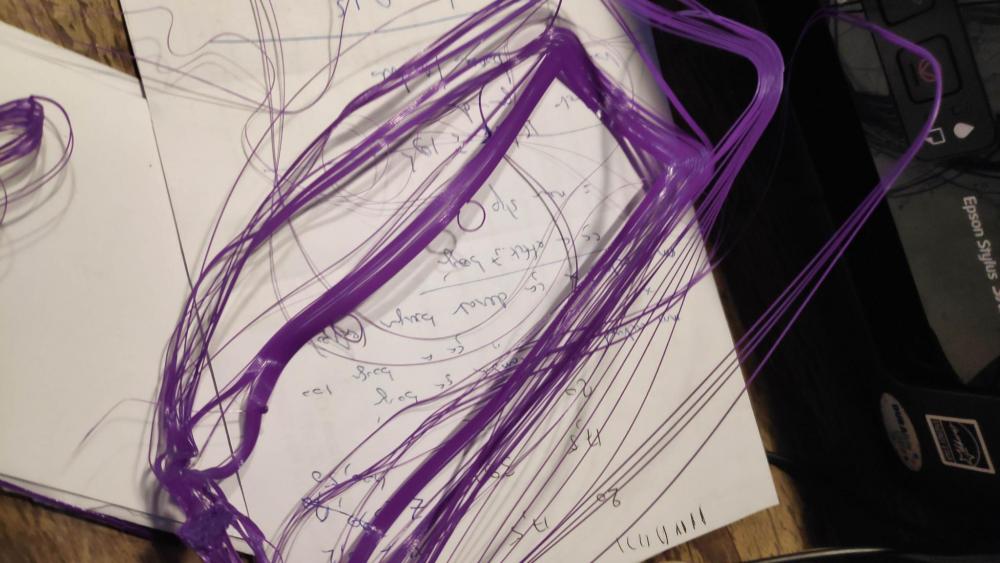
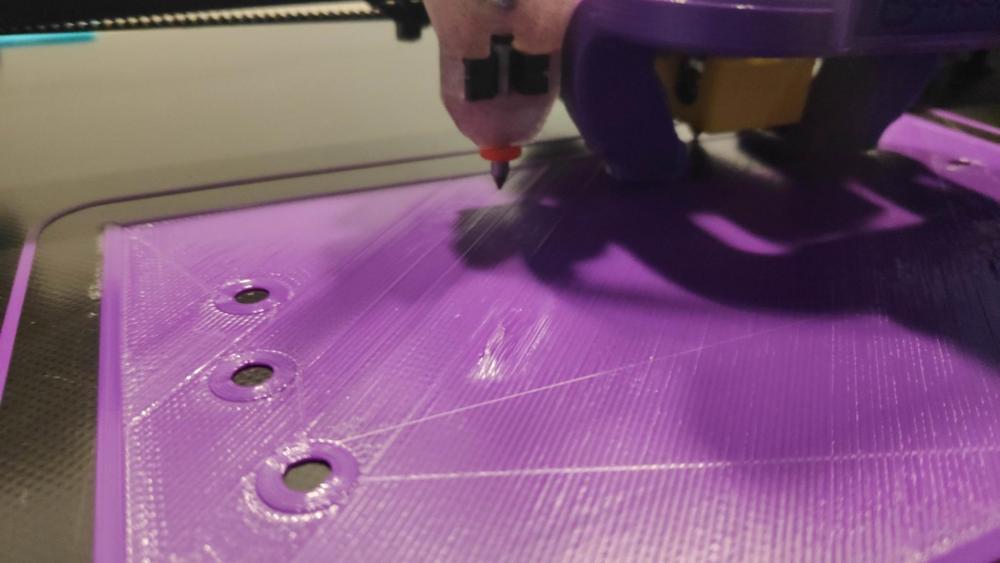
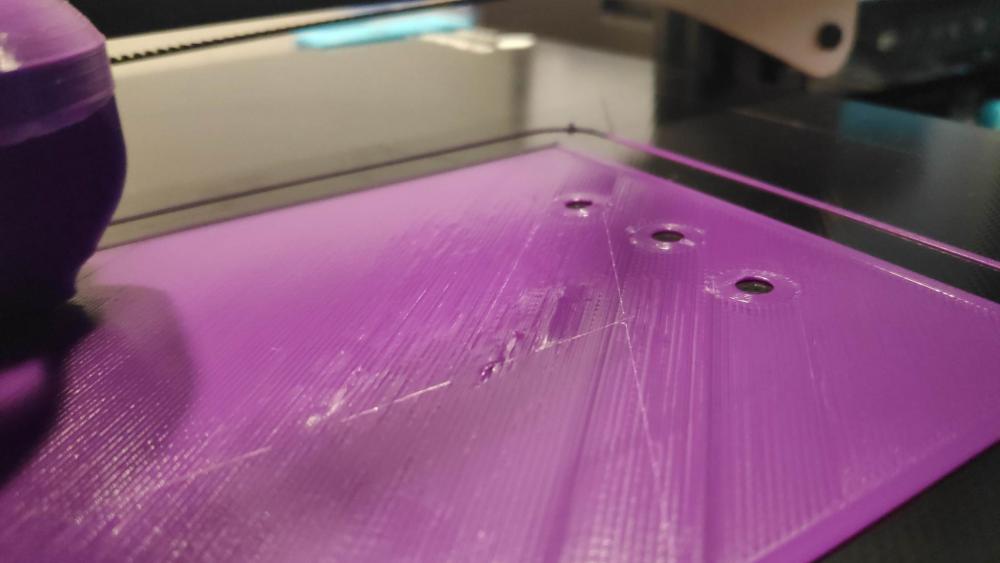
Salut, Me revoilà avec de nouvelles aventures: j'ai laissé de côté le petg car je n'y arrivais (pourtant, c'est facile paraît-il). Je me suis concentré sur du pla+ de esun en bleu ciel. J'ai obtenu de pas trop mauvais résultats (plus de stringing, peu de warping, reste encore du ghosting- ma table vibre et je vais mettre des renforts sur le cadre). Partant de là, j'ai changé de couleur (toujours du pla+ de esun mais en violet) et la misère repart. J'avais fait des tours de chauffes et des essais de déplacement pour éliminer les fils - le bon compromis pour moi était de 185° et rétraction de 5 mm à 60 mm/s. Mais avec le violet, j'ai des soucis d'adhésion, non avec les couches les unes sur les autres, mais les unes entre les autres (voir photo en PJ). J'ai augmenté la température d'extrusion car j'ai vu que, comme la bobine était restée dans un tiroir quelques semaines, des "bulles d'humidité" se formaient sur le plateau sur la première couche, voir PJ. J'ai bien essayé divers paramètres, comme augmenter la température (205), augmenter la largeur de la couche (0.45), écraser plus la première couche (0.2 au lieu de 0.3), réduire la vitesse, mais j'ai toujours ce soucis. Merci pour vos réponses Fat PS : sur la photo 1, on voit bien que les fils ... de pêche; sur la 2, le noir de l'ultrabase se distingue bien au travers des fils; sur les 3 et 4, la "bulle d'humidité"

-
salut Je pensais avoir réglé mon problème de température "Sonde neuve et c'est reparti... pour l'ancienne était efficace jusqu'à 220°, puis, au-delà, si demandais 230, coupure à 220, et si je demandais 240, coupure à 230...". Et bien finalement pareil... j'ai voulu imprimer du petg à 240 et à 230, err de température .... Je vais devenir dingo !!! alors qu'hier, manuellement, 245° ok !!! steph
-
Tevo Tornado Gold + TouchMi + Marlin 1.1.9
fatlip en réponse au topic de beber75 dans TEVO 3D / TevoUP
Salut, Oui, j'ai fait un mix entre ta version, celle de fourmi et la mienne. Je n'ai pas activé cette commande, comme toi, contrairement à Fourmi, sinon ça ne marche pas. En tous cas, c'est efficace ce capteur ! J'ai réglé mon problème de température. Sonde neuve et c'est reparti... pour l'ancienne était efficace jusqu'à 220°, puis, au-delà, si demandais 230, coupure à 220, et si je demandais 240, coupure à 230... Je suis passé sur la nouvelle version de cura, 4.1, mais j'ai un soucis, à chaque couche, j'ai un arrête de quelques secondes à différents endroits, le pla sort un chouilla, ce qui fait une petite goutte qui, forcément, se fait heurter par la buse... j'ai vérifié les paramètres, je ne vois pas de pause demandée... cf vidéo Je vais essayé avec un fichier de la carte SD pour voir si c'est un paramètre du trancheur qui est erroné . Steph 3d.mp4 -
Tevo Tornado Gold + TouchMi + Marlin 1.1.9
fatlip en réponse au topic de beber75 dans TEVO 3D / TevoUP
Salut, J'ai installé le capteur. J'ai eu le soucis avec "set boundaries" // Set the boundaries for probing (where the probe can reach) 917. #define LEFT_PROBE_BED_POSITION 20 918. #define RIGHT_PROBE_BED_POSITION 278 919. #define FRONT_PROBE_BED_POSITION 20 920. #define BACK_PROBE_BED_POSITION 270 Si je mets ces valeurs, ou d'autres, j'ai une erreur de compilation (err outside boundaries). J'ai pas utilisé ces lignes et ça marche... faut juste que je règle mon problème de "err chauffe" car ça fonctionne avec le PLA mais je ne peux pas utilisé du PTEG. steph -
affichage températures erronées sur Tevo Tornado
fatlip en réponse au topic de fab42160 dans TEVO 3D / TevoUP
Alors, tu as changé la sonde et le problème a été solutionné ? Merci -
Oui, faisant du modélisme, j'ai ce type de connecteurs. Pour la chaussette, c'est en commande... Merci