
DropArtLN
-
Compteur de contenus
4 -
Inscrit(e) le
-
Dernière visite
Récompenses de DropArtLN
")





-

Stries sur la première couche
DropArtLN en réponse au topic de DropArtLN dans Entraide : Questions/Réponses sur l'impression 3D
Salut, En fait quand je le vois déposer la couche, j'ai l'impression que ce qu'il dépose ne touche pas systématiquement le plateau (le filet qui est posé juste avant de commencer l'impression par contre, adhère parfaitement bien, il est très nette) Réduire l'épaisseur de la première couche marche bien , par contre le logiciel m'oblige à réduire toutes les couches du coup ( y'a une option avancée qui permet de différencier les couches mais je la maîtrise pas sous flashprinter). Par contre j'ai un peu zappé la réduction de température j'y retourne !! Donc ce que je vais tenter en plus : - resserer légérement le plateau, passer à 220° sur la première et. -
Stries sur la première couche
DropArtLN a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
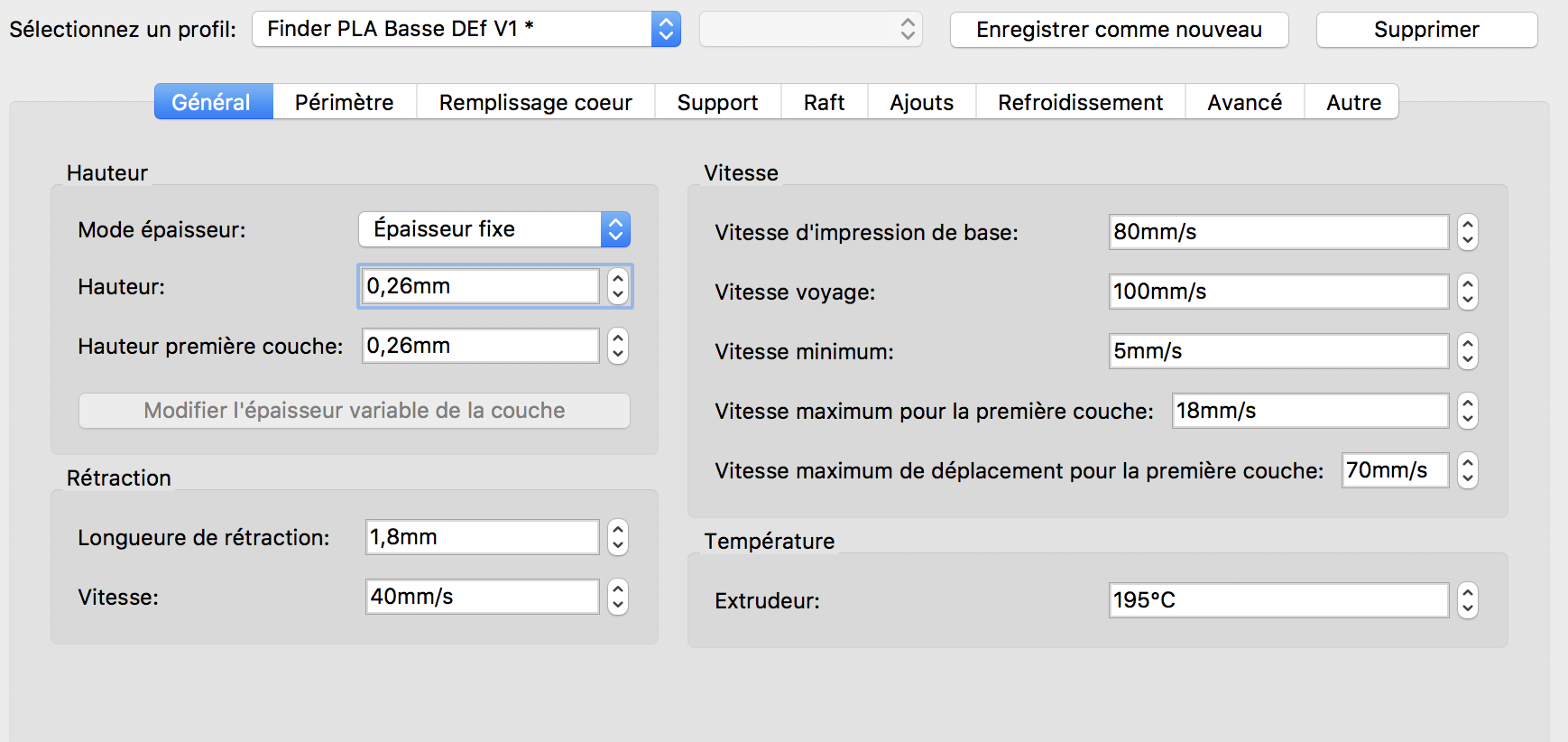
Hello Je fais quelques tests d'impression (basse def), et je me retrouve avec des stries sur la première couche, comme si la buse entassait trop de matière par rapport à sa vitesse d'impression ? Etant novice, j'ai encore du mal à interpréter d'où peut venir mon problème. j'ai imprimé des pièces plus grandes (mais en meilleure qualité) où je n'ai pas eu le problème, donc je ne crois pas que ca vienne de la hauteur du plateau (?). Quant aux paramètres d'impression je me questionne ... et votre aide me serait très utile La première couche est imprimée à 240 degrés pour combler le manque de plateau chaud (ce qui m'a jamais posé de difficultés jusqu'alors ..?. au contraire même, ca tient mieux).Il n'y a pas non plus de problème d'adhérence, ca tient bien mais ca imprime des espèces de ptits pâtés par moment, c'est pas si linéaire que ca devrait l'être ... la buse ne va pas assez vite par rapport à la quantité de matière qu'il dépose ? c'est possible ca ? Grand merci pour votre aide Hélène
-
Retour d'expérience sur test flashforge finder
DropArtLN en réponse au topic de DropArtLN dans FlashForge
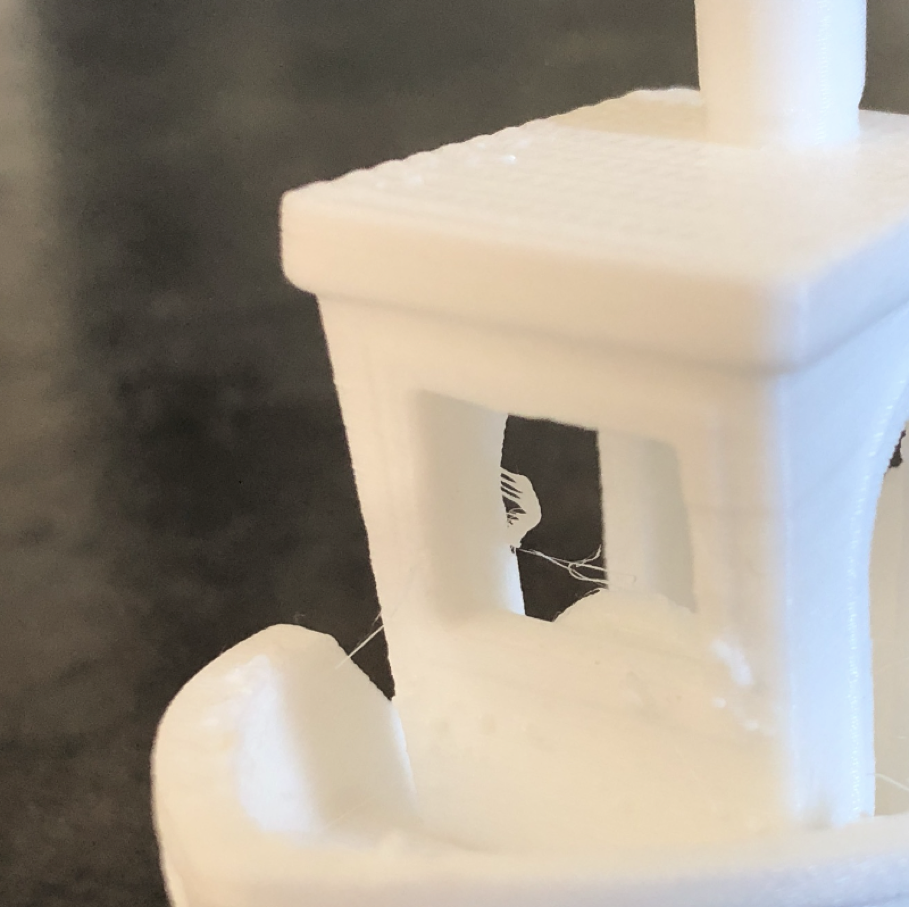
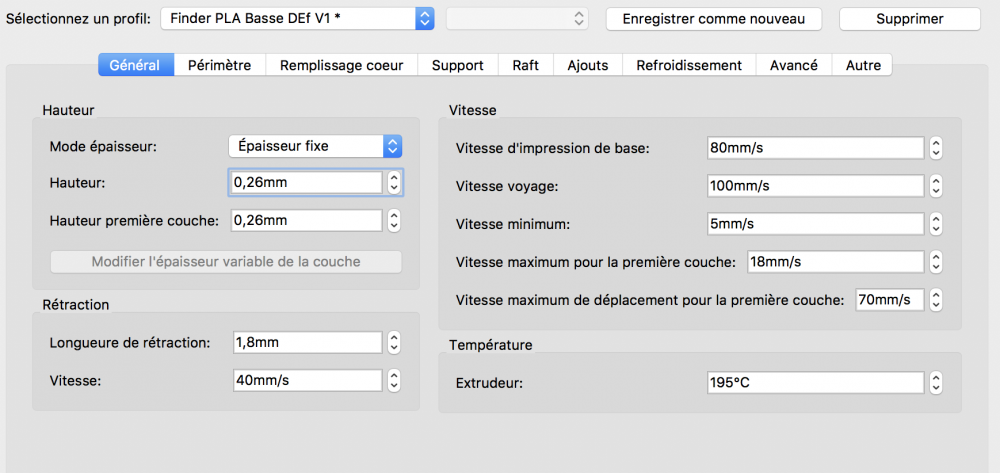
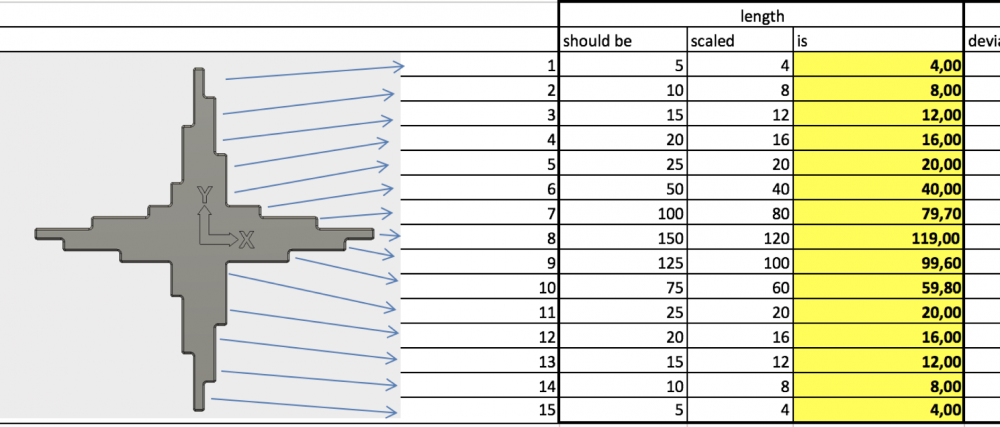
En parallèle, j’ai également constaté sur Benchy l’appararition de cheveux d’ange, j’ai donc modifié les paramètres de rétractation pour les passer à : - Vitesse de retractation : 45 mm/s - Distance de rétractation : 2 mm Mais je suis pas encore convaincue du résultat : Mes difficultés à l’issue de ces tests : - Impossible d’exporter mon profil d’impression pour l’utiliser sur un autre ordinateur (j’ai un mac) - Les pièces imprimées correspondent bien aux tailles théoriques spécifiées dans flashfinder. Mon cube de 20 mm fait bien 20 mm à l’impression. Là où ca se dégrade un peu, c’est vers les 90 mm, ou j’avoisine plûtot les 89,5 mm. Et je cherche donc à savoir comment ajuster mon imprimante pour ne pas avoir de perte de précision sur les axes X et Y. Si vous avez des infos, j’suis très preneuse - Après plusieurs tests, je n’arrive pas à centrer la buse et je ne sais pas comment faire. Les mises à jour via flashprint ne donnent rien, ni sur l’imprimante elle-même. On peut décaler la buse sur le moment manuellement, mais quand on lance l’impression, il oublie tout et reproduit le même symptome. A part spécifier ce décalage avant l’impression de chaque pièce, je ne vois pas trop comment faire. - Trouver les meilleures paramètres pour enlever des cheveux d’ange Un ptit paquet cadeau de mes impressions : Je vais maintenant m’atteler à l’impression de mes buses pour mon travail photographique, avec l’ajout de support sur celles-ci .. to be continued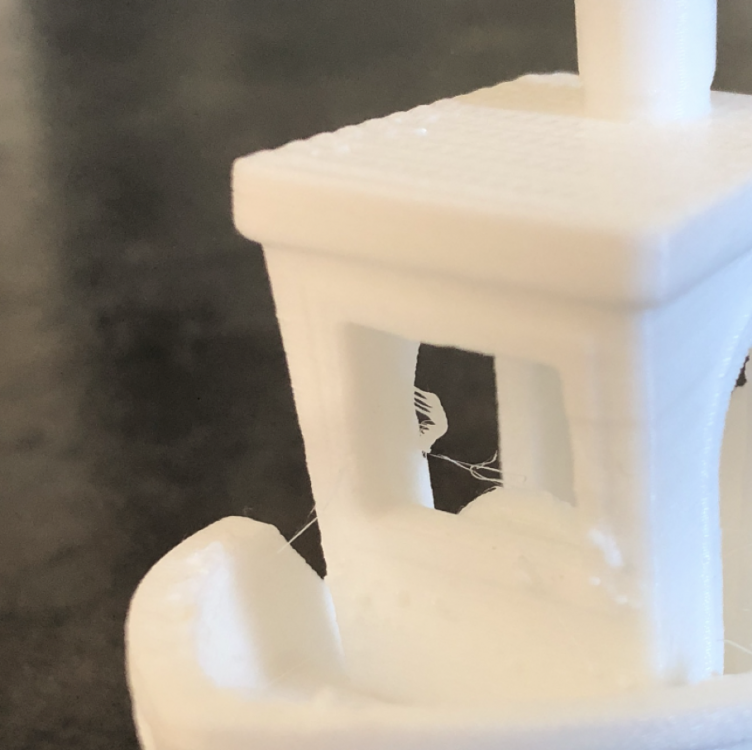

-
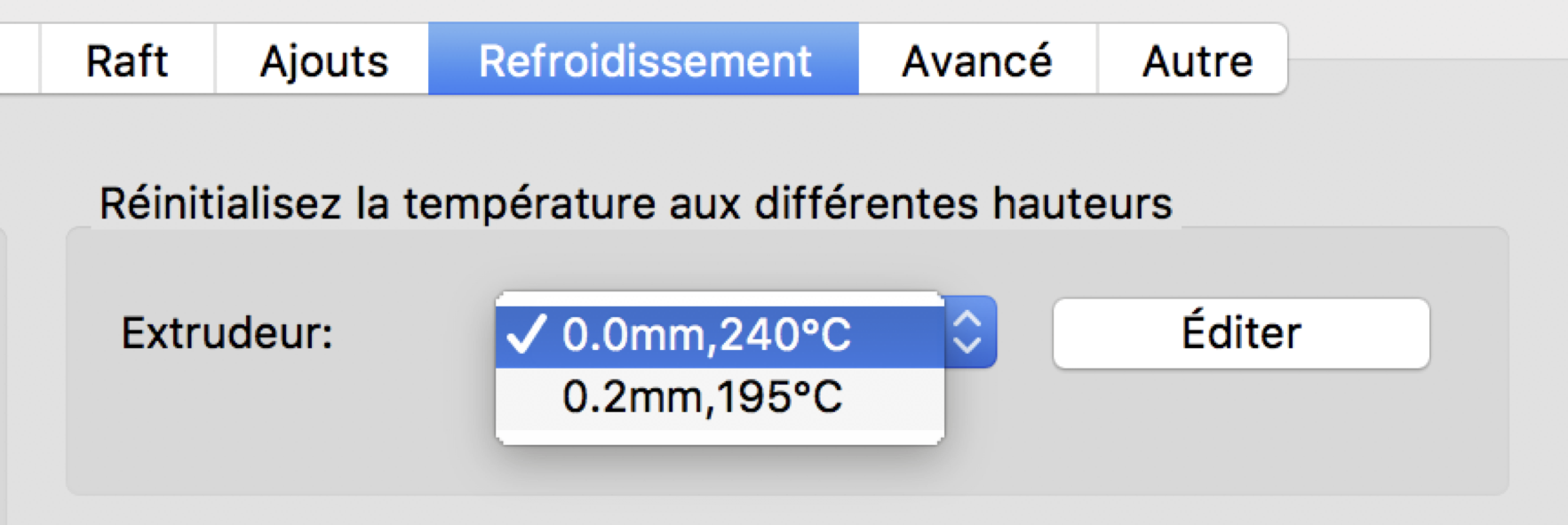
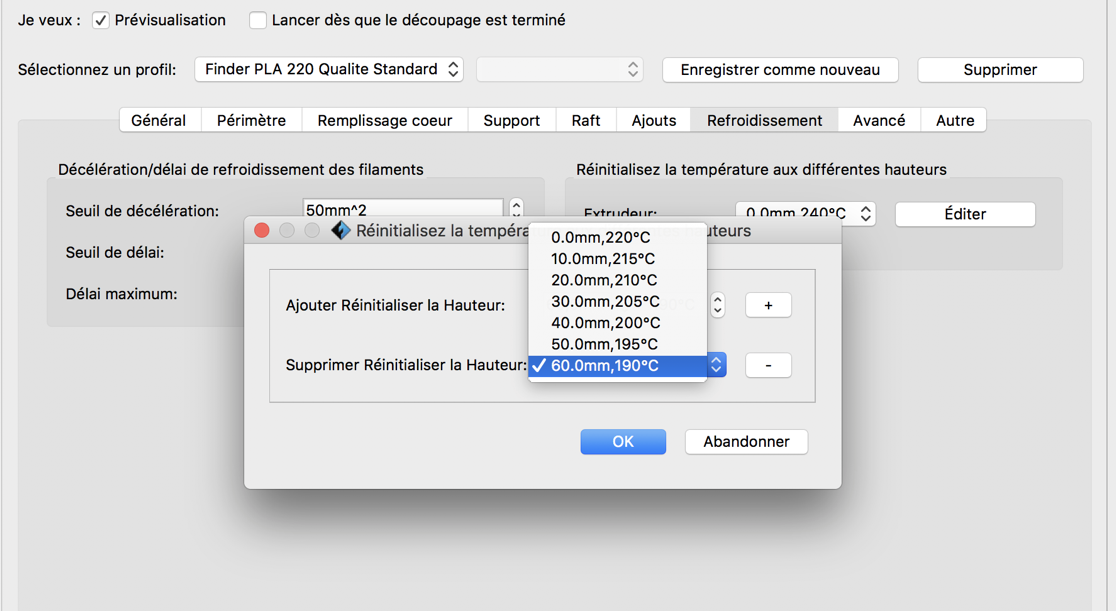
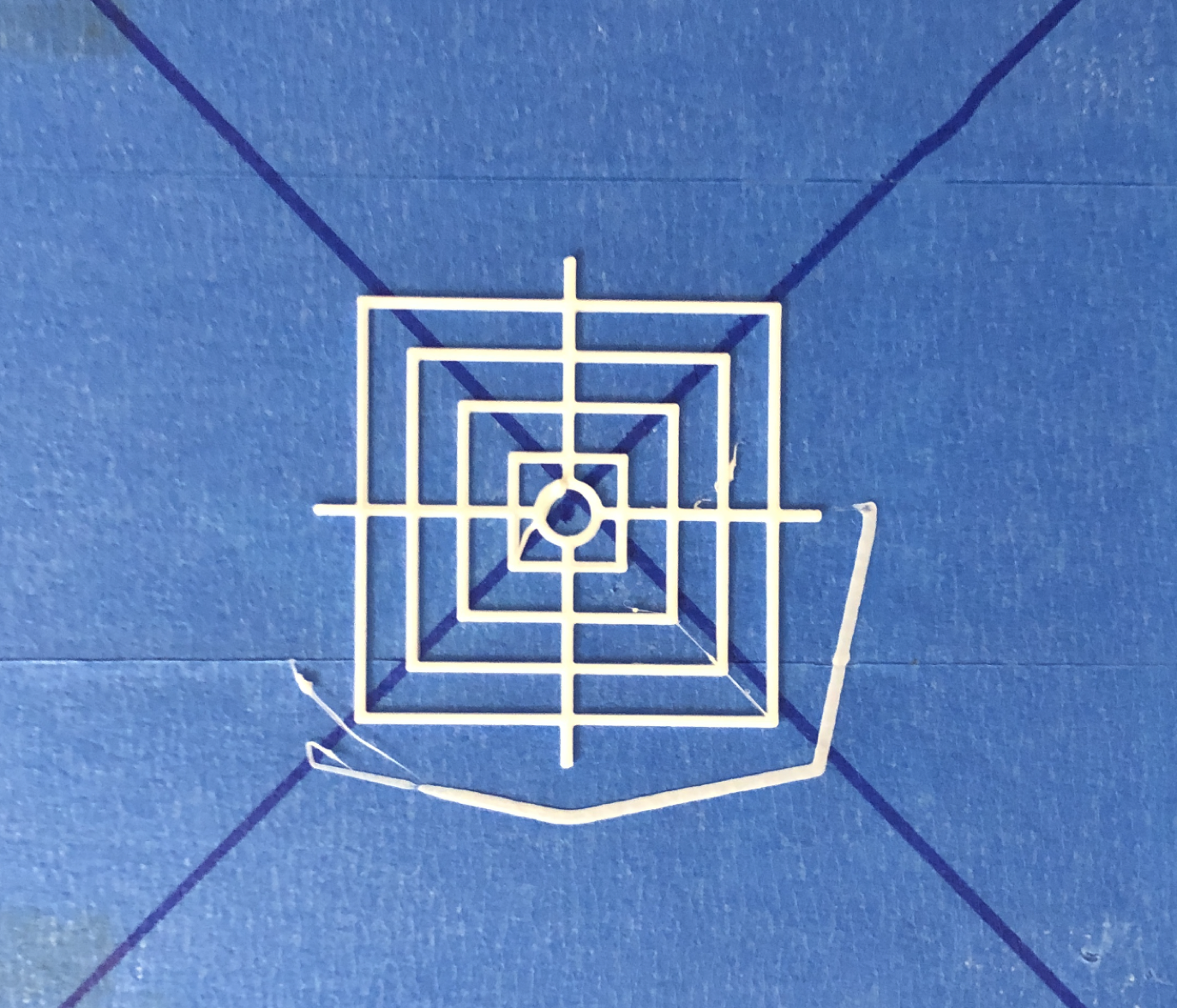
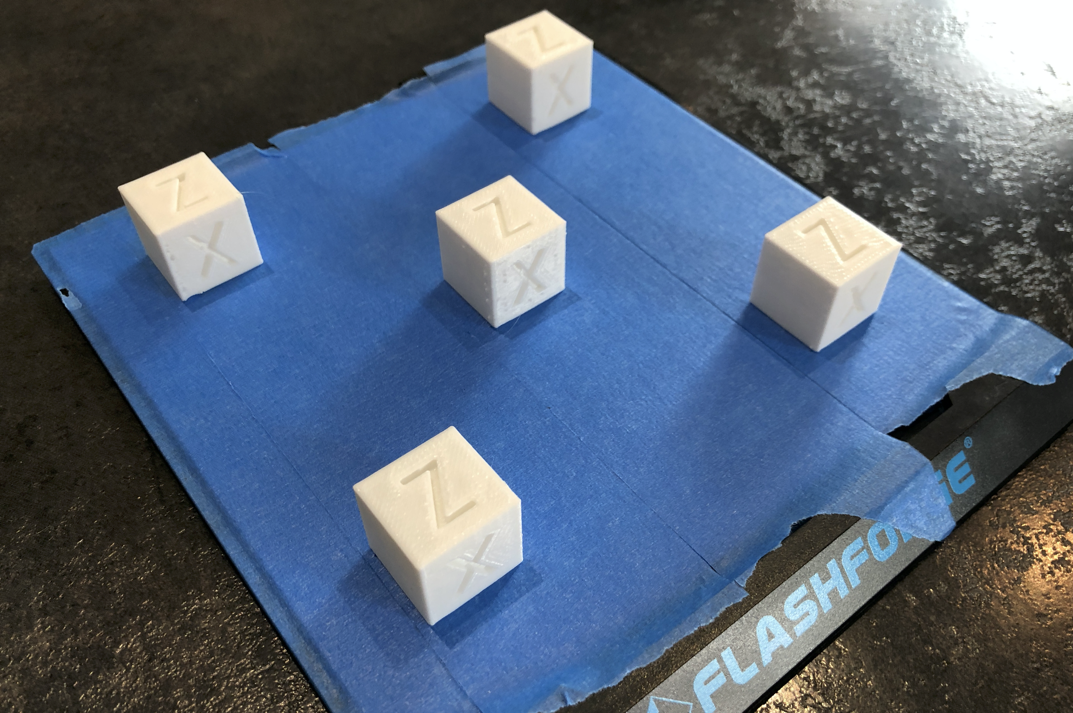
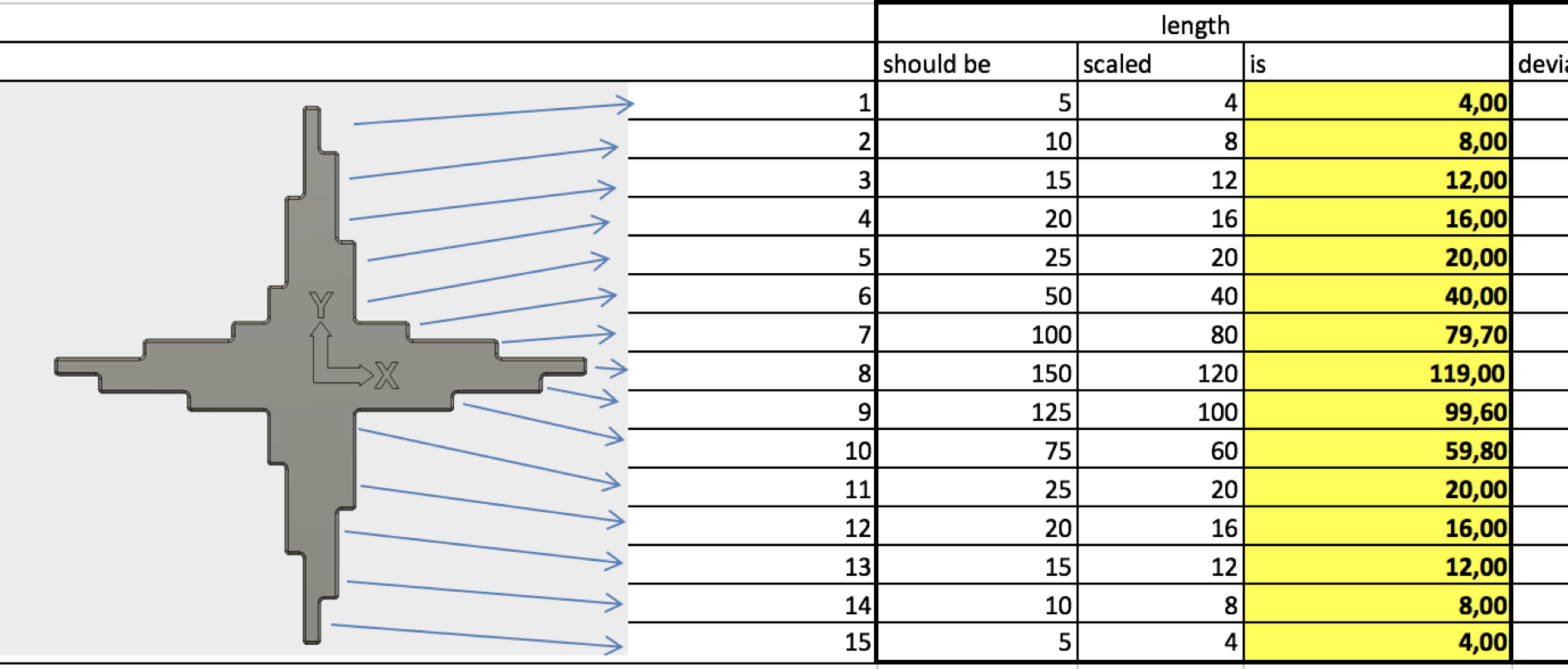
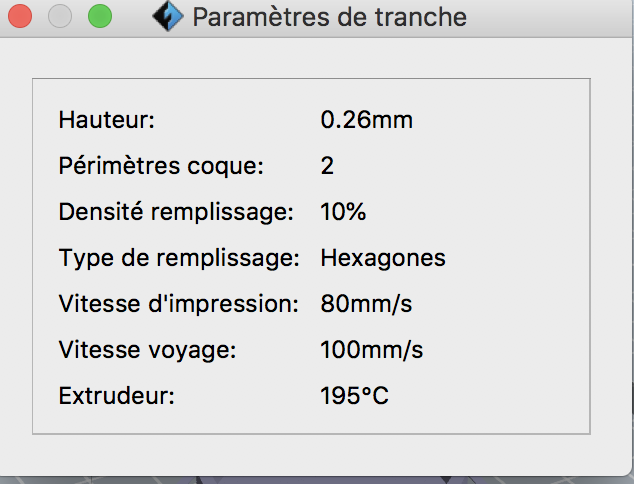
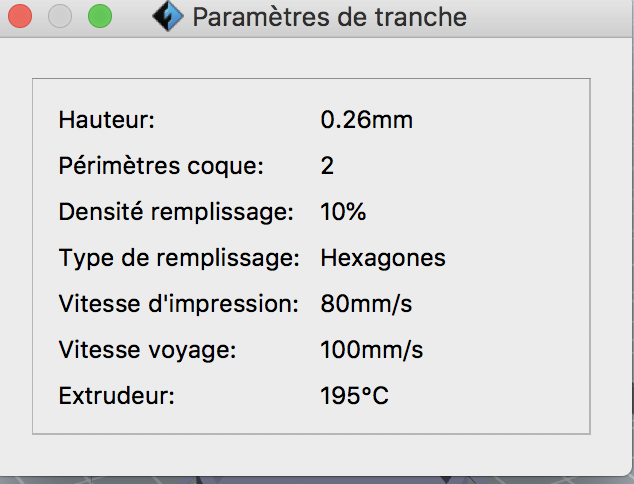
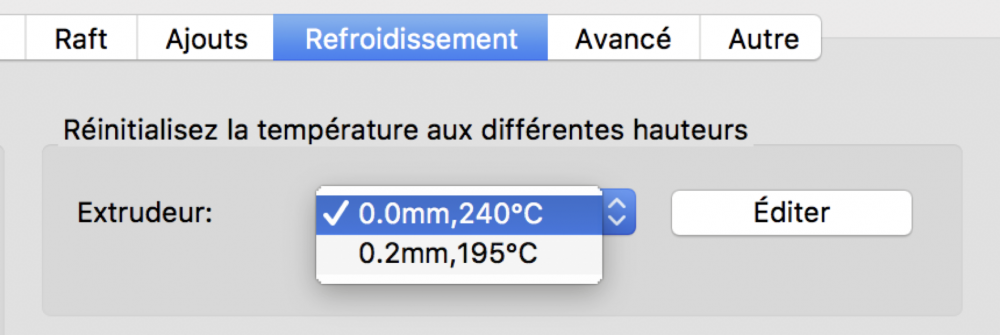
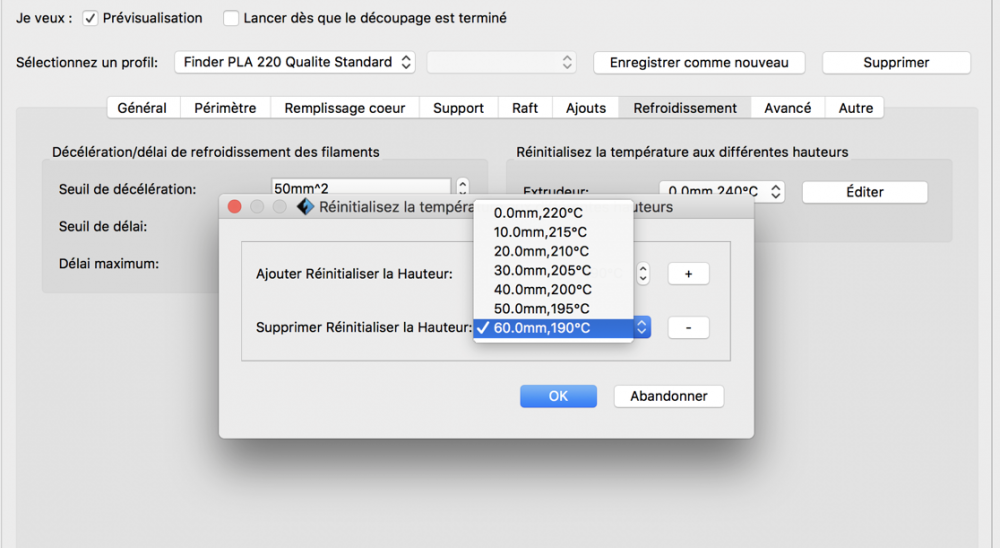
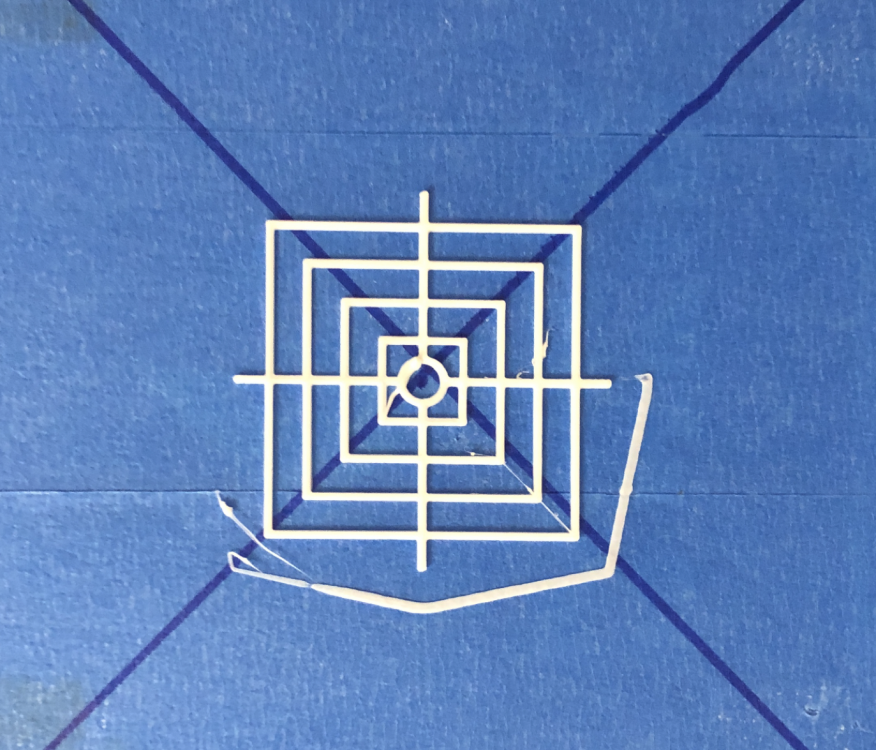
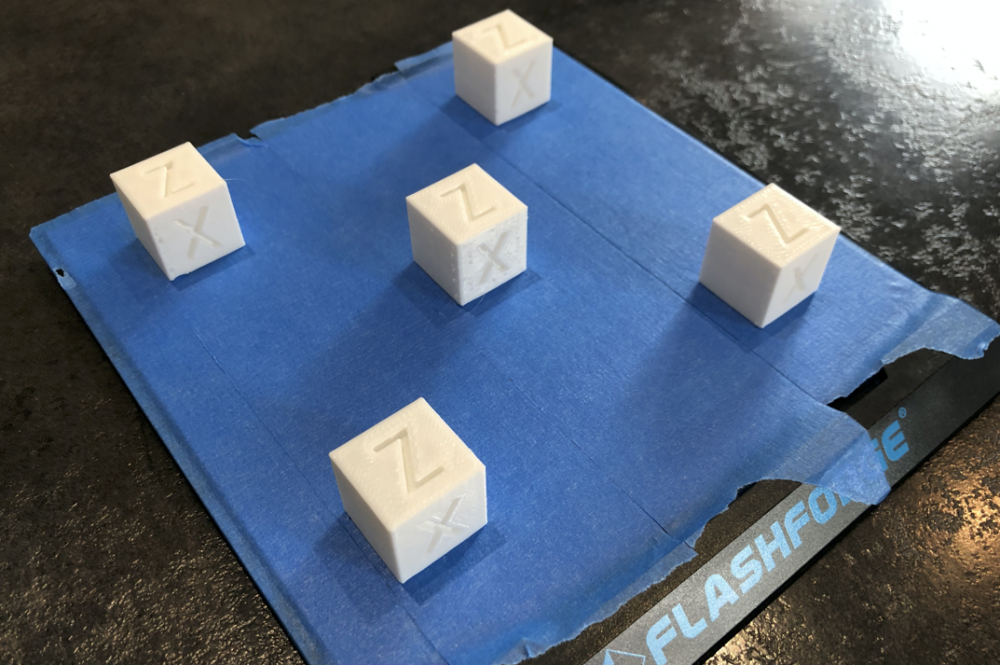
Hello Après avoir recu ma belle imprimante flashforge finder, j'ai fait hier une série de tests pour la calibrer J'ai biensûr essuyé quelques déconvenues : - La première étant qu'elle tremblait de partout au lancement de l'étalonnage du plateau. L'exgtrudeur allait se nicher au fond à droite, et ne s'en délogeait plus et butait, ce qui générait le tremblement. En parcourant les forums, je me suis rendue compte que les axes X et Y n'étaient pas bien alignés, j'ai donc réaligné l'ensemble en délogeant les courroies. - S'en suit le calibrage du plateau, de tous les axes. Celui-ci se passe bien Je lance ma première impression d'un ptit carré modelisé avec un raft. Forcément, ca adhère parfaitement et j'ai un joli ptit cube à la sortie. - Je continue le test avec l'impression de benchy, en configuration par défaut de l'imprimante (température à 220°c), et là malheur, ca n'adhère pas du tout Je rajoute un radeau, ca adhère mais impossible à enlever par la suite. - je rajoute du scotch bleu, de la colle, et retente benchy sans radeau, ca tient pas !! Je suis donc revenue sur mon étape de calibration et me suis rendue compte de l'erreur suivante : J'avais calibré l'extrudeuse après la calibration du plateau, et à priori mon imprimante le gérait mal, puisqu'au final l'extrudeuse finissait trop loin du plateau... J'ai donc procédé à l'inverse : calibration de l'extrudeuse, et ensuite du plateau (que j'ai un peu serré pour la buse vienne bienen butée du plateau). Et là miracle, ca adhérait parfaitement. Dans mon désarroi et pour mettre toutes les chances de mon côté, j'ai également chauffé les premières couches d'impression un peu plus que les suivantes, pour combler au plateau non chauffant de la FF. C'est possible dans flashfinder ici : donc 240 pour les 0,2 premiers mm, puis 195 pour les suivantes. C'est également ce même principe que j'ai utilisé pour faire le test du "temperature tower". Ca m’a permis de voir que c’était à 195°c que j’avais les meilleurs résultats avec le filament flasforge fourni avec l’imprimante. J’ai ensuite procédé à un test de centrage de la buse en imprimant les mires de centrage qu’on peut trouver sur thinguniverse. Là j’ai un ptit décalage sur l’axe X : Pour compléter mes tests, j’ai imprimé 5 cubes de réglage à chaque extrémité de mon plateau et au centre. Ca me permet de voir si l’étalonnage de mon plateau est bon (si ca adhère partout) et d’avoir quelques premières estimations sur la justesse d’impression, en mesurant toutes les faces de mes cubes et en vérifiant qu’ils faisaient bien 20 mm. J’ai ensuite procédé à un test de calibration des axes X et Y, via ce super tutoriel : https://lebearcnc.com/calibration-imprimante-3d/ C’est là que j’ai vu que mes impressions respectaient les tailles spécifiées, sauf pour des dimensions supérieures à 80 mm. Et ce, pour l’axe X et Y, c’est bon pour l’axe Z.
-
DropArtLN a changé sa photo de profil
-
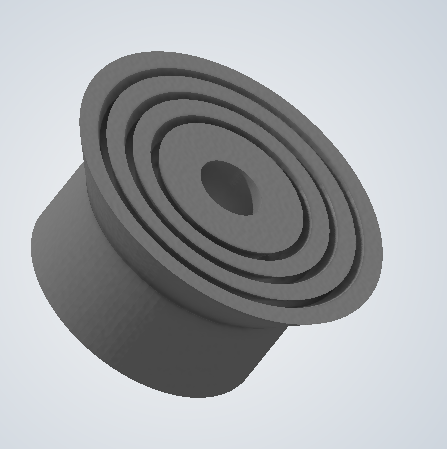
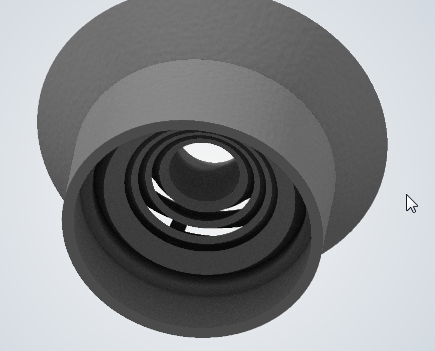
Et pour expliquer la photo du haut, j'ai : - une sortie d'air qui permet de faire la collision centrale - une sortie d'air qui me permet de faire les jets bleus, c'est l'anneau noir qu'on peut apercevoir immergé dans l'eau - une sortie qui permet de faire le cone liquide à la base. les tubes qu'on voir sur le bloc, permettent d'alimenter ces sorties ... Voilà voilà ...
-
Je me suis posée la question de l'imprimante. La majorité des buses sont utilisées une dizaine de fois max, donc elles ne se détérioreront pas dans ce laps de temps. Le labo avec lequel je bosse utilise du CPE, et un ami utilise également du PLA et arrive à de bons résultats. Je me dis que pour démarrer doucement et comprendre les bases, c'est une bonne étape. Là où je me questionne, c'est comment optimiser mes buses, pour éviter l'ajout de support au maximum qui pourrait dégrader la qualité de celles-ci, et comment optimiser l'usage de la flashforge pour qu'elle me sorte une bonne qualité d'impression. bref tout un tas de questions de débutante !!! Je regarde ma flashforge depuis hier soir sans avoir encore osé l'utiliser !! Ci-joint l'écosystème utilisé, la partie interchangeable correspond à la buse, et voilà une copie d'écran du modèle pour donner une idée. Le bloc est un système réalisé par frittage, car soumis à la pression de l'air (du PLA n'y résiste pas). C'est le bloc qui projette le liquide vers l'extérieur, et qui provoque le passage du liquide dans les fentes de la buse. J'sais pas si je suis très claire là :s

-
Oui, effectivement, elle est mal orientée, faut faire une rotation sur la gauche. Y'a une boite, de l'eau dedans, et la buse est immergée dedans Ok pour la rubrique, ca me va, je vous montrerai mes "belles créations" et les coulisses de mimi-cracra !!
-
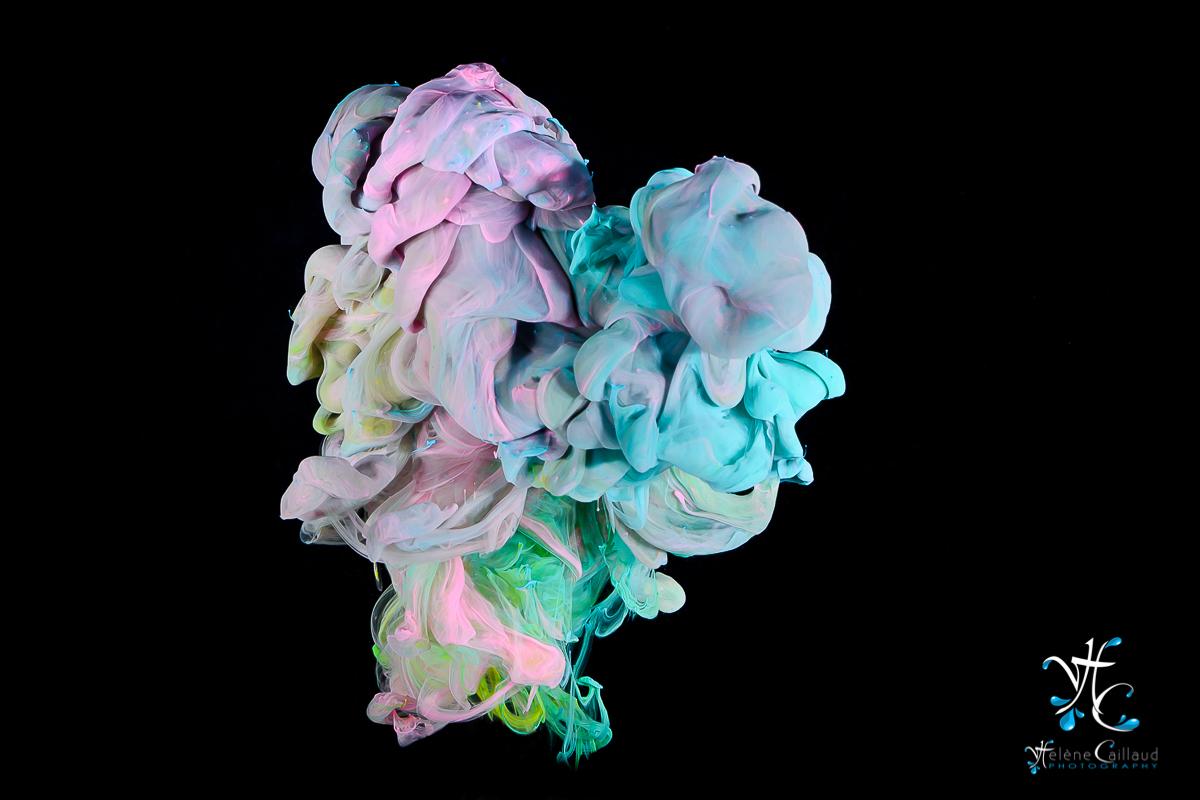
Merci à vous pour votre accueil Et oui, ce sont bien des phénomènes bien réels mais qui sont imperceptibles à l'oeil nu. Je me sers d'un appareil photo réflex, d'un contrôleur haute-vitesse qui me permet de capter l'instant à la micro seconde près. Et je me sers de l'impression 3D pour générer des buses qui me permettent de créer les formes que je veux La 3D est une avancée remarquable dans ce domaine aussi, on est encore très peu à l'utiliser dans ces techniques d'art liquide, mais ca promet et je m'amuse énormément avec. En photo, le modèle 3D utilisé, noyé dans l'eau, et le résultat obtenu : les couleurs, c'est de la peinture, de l'eau épaissie à la gomme de xanthane. Tout est bien réel, aucun trucage y'a qu'à voir le bazar que ça a généré dans mon studio !! Et je me dis, que si je veux pouvoir maîtriser l'ensemble, il me faut réussir à faire mes propres impressions 3D, mais je pars de très très loin et j'ai quelques cheveux blanc rien qu'à lire les discussions Je serai ravie de vous expliquer un peu mes techniques de travail (toujours contente de parler de ma passion ), mais on risque de sortir un peu du cadre du forum


-
Bonjour à tous, Photopraphe d'art liquide (http://art.helenecaillaud.com) je me sers de l'impression 3D pour concevoir mes buses de projection de liquides, à des fins photographiques essentiellement. Les buses se veulent être assez précises (fentes de 1mm par ex, précisions aux 0.05 parfois), le liquide interagissant entièrement avec les formes de la pièce. La moindre bavure, ou cheveu d'ange, peut interférer dans la génération de la forme liquide. J'ai commencé la conception 3D il y a 2-3 ans avec OpenScad et très dernièrement je me teste à Fusion 360, et je transmets aujourd'hui tous mes projets d'impression à des laboratoires d'impression en ligne (par méconnaissance complète de l'impression 3D) . En dehors des prix, j'ai surtout la frustration de ne pas pouvoir avoir mes pièces aussi rapidement que je le souhaiterais. J'ai donc décidé d'investir dans une petite imprimante pour comprendre les principes de base, et je verrai par la suite si je dois passer à l'étape supérieure, et ai très dernièrement acheté la FlashForge Finder que je viens de recevoir. Elle n'est pas encore déballée Et là paf, je commence à consulter les forums, et je me rends à peine compte du "bazar" dans lequel je m'embarque. Donc je suis là pour apprendre, fouiller, comprendre comment ca marche, avec l'hypothétique objectif de pouvoir concevoir et imprimer mes propres pièces à terme. Au plaisir d'échanger avec vous Hélène