Rakot'ouf
-
Compteur de contenus
117 -
Inscrit(e) le
-
Dernière visite
1 abonné

Récompenses de Rakot'ouf
")





-
Pistes d'améliorations pour la Microdelta rework
Rakot'ouf en réponse au topic de Marlequeen dans eMotion Tech
Ah j'ai tout fait pour garder celui d'origine, moi. L'abaissement trop peur de perdre en précision. Quite à tailler un peu dedans, ajouter quelques trous... mais sinon, tant que tu ne lui fait pas de caisson chauffant, oui le pla+ devrait tenir. Ça fait pas mal de boulot quand même. Et racheter une E3D V6 à monter à la place de la Hexagon ? -
Pistes d'améliorations pour la Microdelta rework
Rakot'ouf en réponse au topic de Marlequeen dans eMotion Tech
Au moins il y a toute la CAO de la MDR en format Solidworks de dispo pour dessiner des pièces sur mesure ^^ -
Pistes d'améliorations pour la Microdelta rework
Rakot'ouf en réponse au topic de Marlequeen dans eMotion Tech
Je pense que tu parles de l'effector (aucune idée de la bonne traduction). Tu as regardé sur Thingiverse ? Il y a pléthore de buse pour ventilateurs 40mm vers le heatsink (radiateur) de la hotend. Sinon moi j'avais choisi la solution overkill : -
Pistes d'améliorations pour la Microdelta rework
Rakot'ouf en réponse au topic de Marlequeen dans eMotion Tech
Salut, ta modif fonctionne à débit constant, mais tu constateras que ton ventilateur ne fournira pas assez de pression pour obtenir cette vitesse. L'idéal est le design original (qui génère le moins de pertes de charge), avec un ventilateur plus puissant. Pour ta buse bouchée, vérifie aussi que tu ne rétracte pas trop -
Salut, A mon avis tu vas chercher trop loin pour ton problème : si c'était un problème de synchronisation des moteurs tu n'aurais qu'une boulette de fil car la tête ne se déplacerai même pas dans le plan et aucune de tes couches ne serait plane. Sur les photos ça ressemble plutôt à de la sur-extrusion. Tu peux déjà faire un test en réduisant le coefficient multiplicateur d'extrusion dans ton slicer ou carrément faire la procédure de calibration de Super Slicer. Attentions si tu changes des réglages de ta MicroDelta depuis l'écran, autre que la calibration du plateau, ces réglages sont perdus au redémarrage. Je me suis fait avoir plusieurs fois en réglant le pas du moteur d'extrusion depuis l'écran, d'avoir un truc qui marche puis le lendemain d'avoir de nouveau le nouveau problème. Il faut éditer le fichier de config sur la carte SD interne pour appliquer les changements.
-
Quel filament bois pour impression de qualité?
Rakot'ouf en réponse au topic de PatDz dans Consommables (filaments, résines...)
Salut, de mémoire le colorfab bos que j'avais testé n'était pas mal. Pas cassant comme le emotionTech, et pas lisse comme un pla classique. A voir s'ils le font toujours. -
Recherche proprietaire de Revopoint mini
Rakot'ouf en réponse au topic de MONFRED dans Discussion sur les scanners 3D
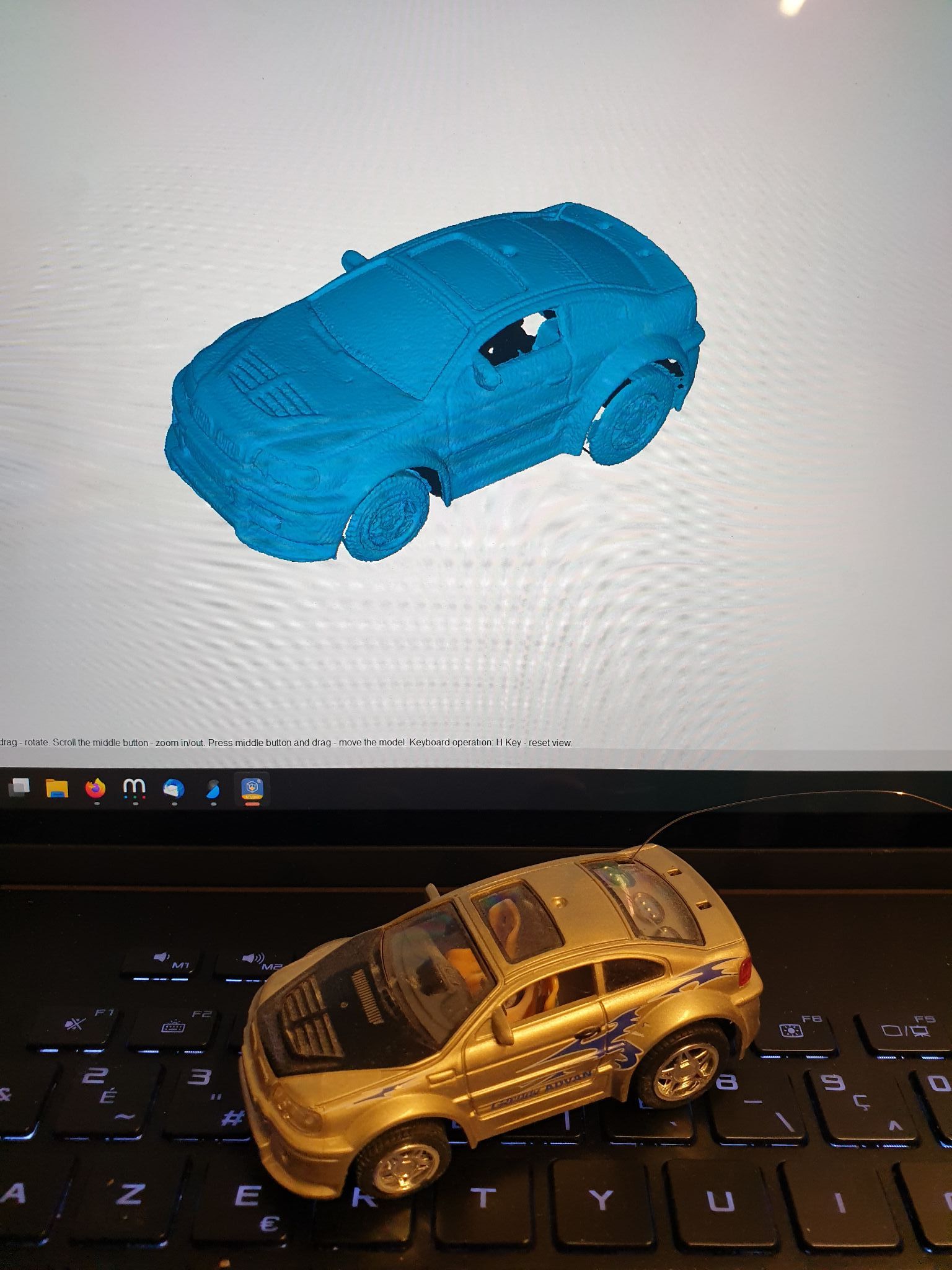
Ah mais je n'avais pas vu que tu avais eu d'autres réponses ^^ La peau d'orange c'est le bruit, je pense. Il peut être lissé avec l'outil de retouche fourni. Sur mon scan j'ai un espèce d'effet "salmo skin" comme on avait sur les imprimantes 8bits... Faut que j'apprenne Meshlab pour aller plus loin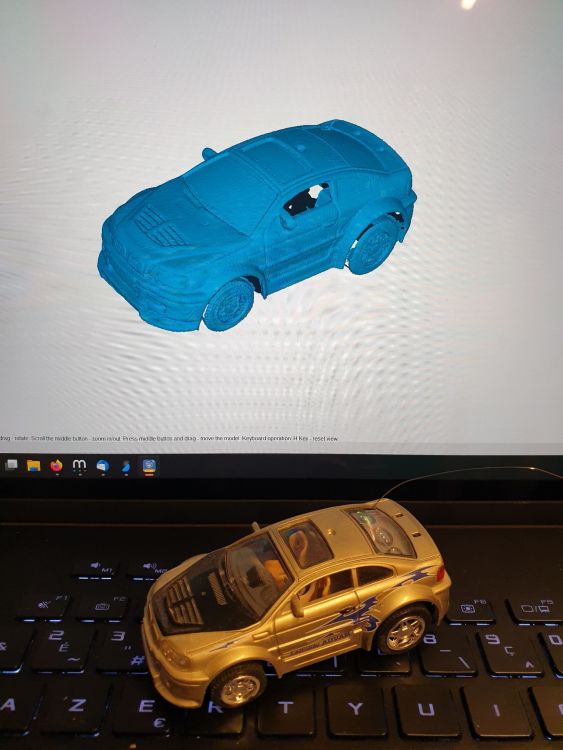
-
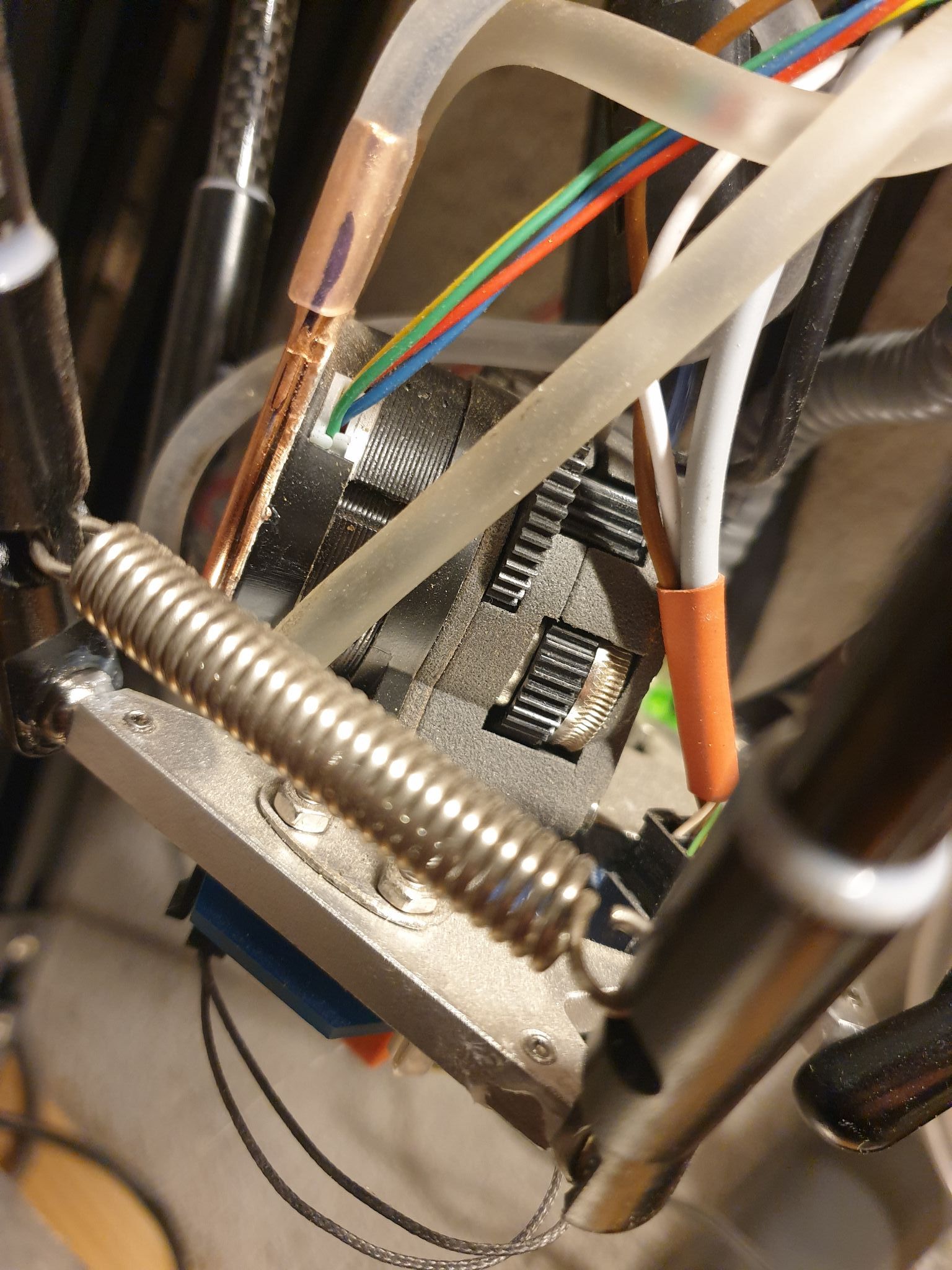
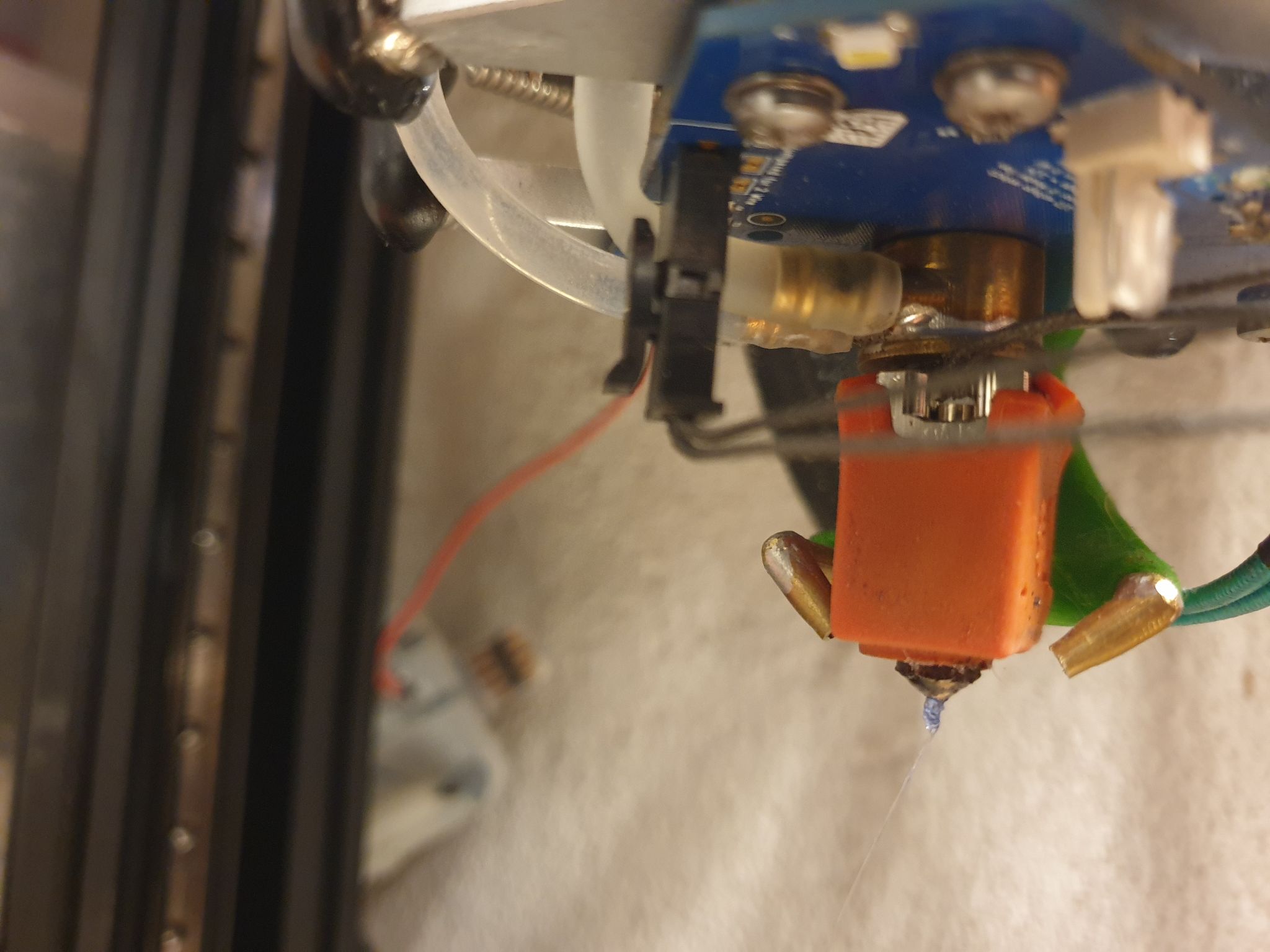
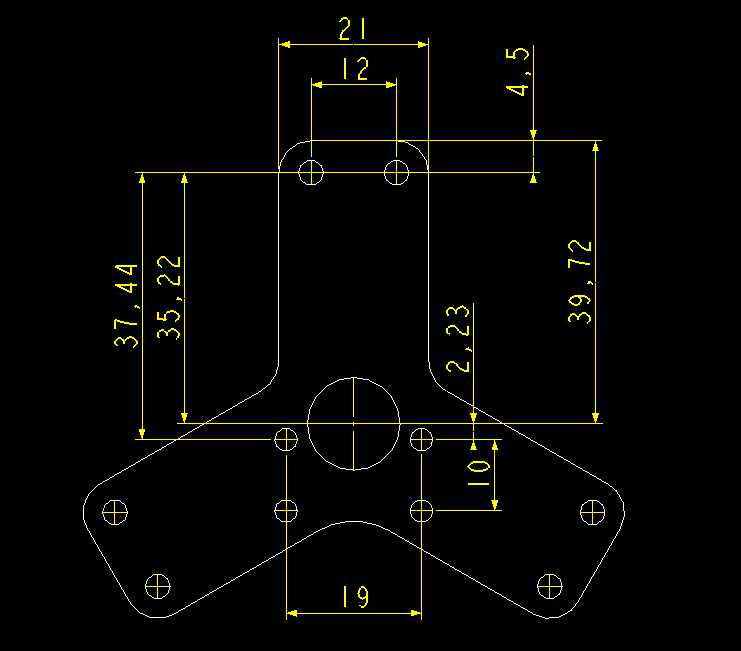
Liste des modifs : - Carte d'origine changée pour une DUet2WiFi - Smart effector monté sur l'effector d'origine - LGXLite monté sur l'effector via une plaque découpée dans une chute de tole (voir plan ci-joint) - Watercooling de PC pour refroidir le LGXLite et le radiateur de la hotend - Hotend perso, commandé chez Sculpteo (moulage laiton) - Heatbreak en titane de E3D - Heatblock "plated copper" de E3D - Buses V6 avec un adapteur façon CNCKitchen, mais en cuivre, trouvé sur Ali - Refroidissement du plastique par une pompe d'aquarium déclanchée par un relai monté sur la sortie ventilateur. - Plateau flexible magnétique Reste à faire : - Caisson chauffant (impression nylon et PC) - Ajout d'un volet sur le circuit d'air de la pompe d'aquarium pour piloter son débit (pour l'instant je le règle au début de l'impression selon le type de plastique) - Rangement propre du watercooling et de la carte Duet dans le haut de la SR, parce que là ça sort façon zombie-la-cervelle-à-l'air Bref, oui, jusqu'auboutisme... Mais ça traine dans le temps, ce mod était prévu pour ma MicroDelta Rework initialement, et j'ai transplanté la plus part de ces composants sur la SR quand j'ai craqué pour un plus grand volume.
-
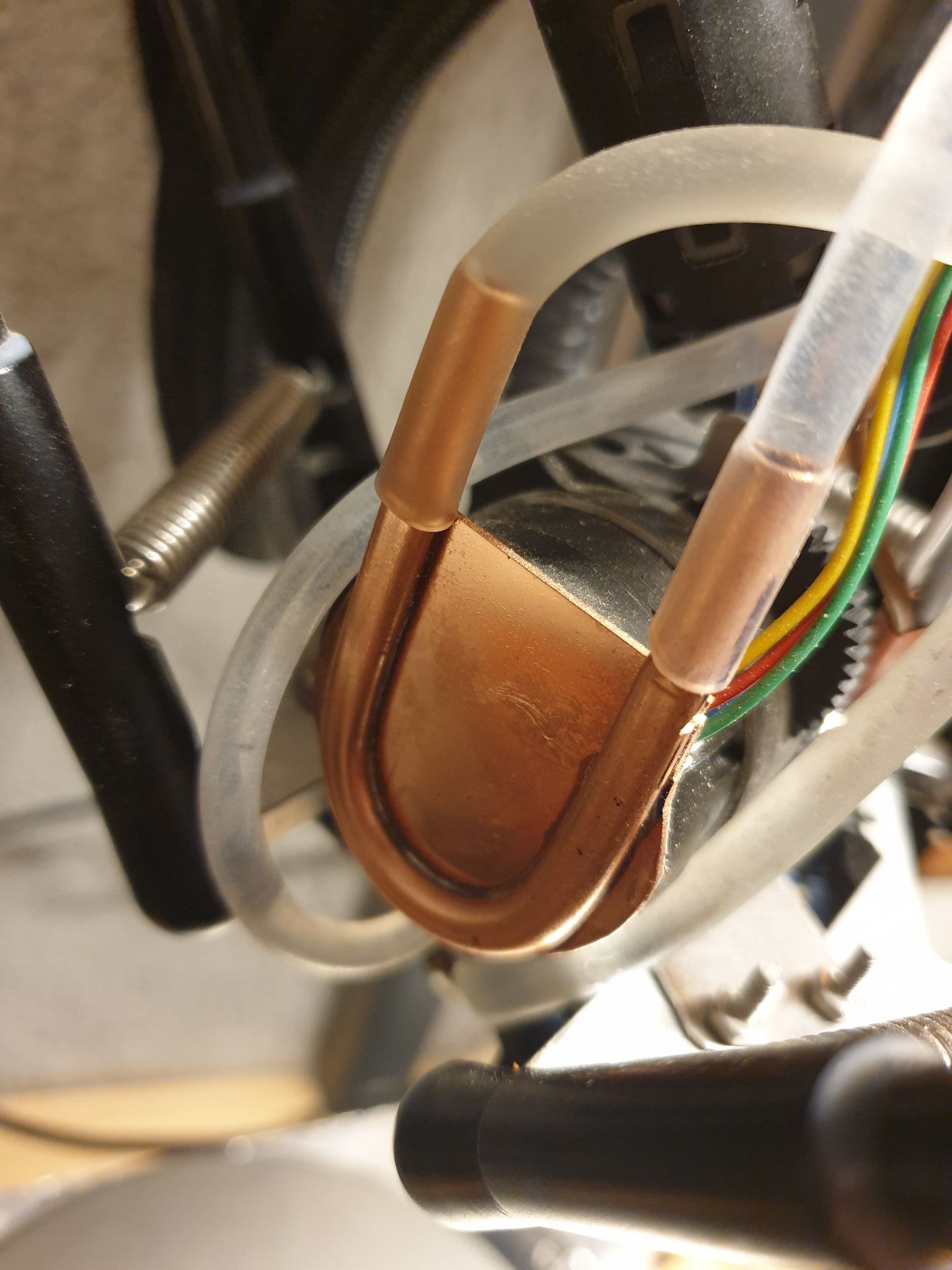
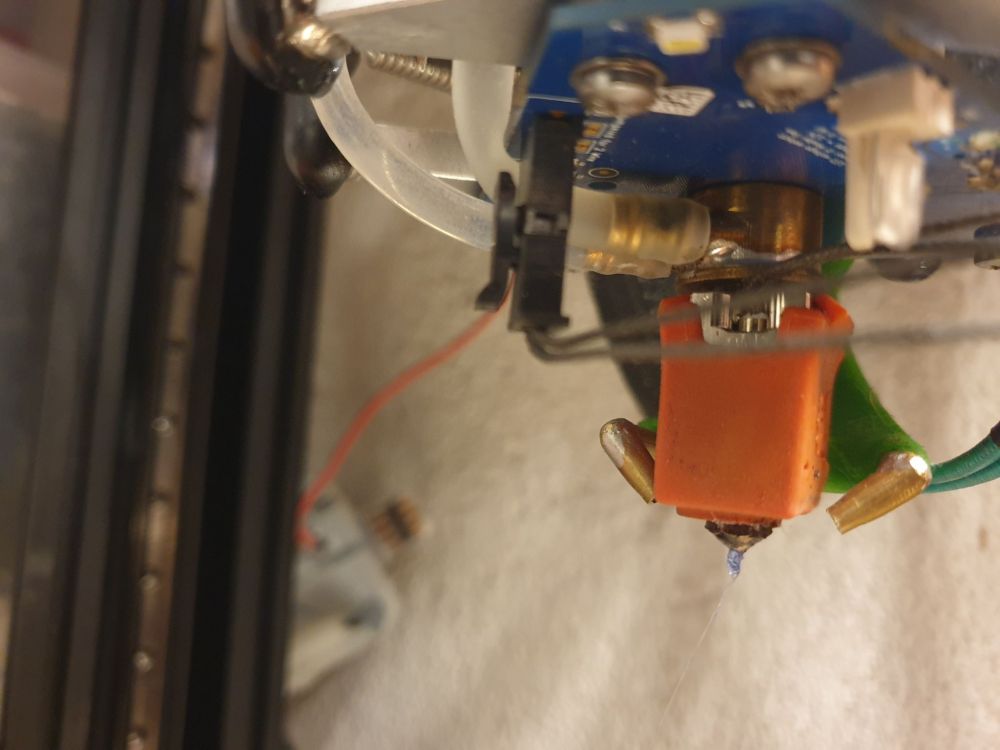
Je suis curieux de voir ce que donne ton nouveau moteur. Pour ce qui est de mon refroidissement, c'est une plaque de cuivre avec un tuyau de cuivre soudé dessus. En watercooling, comme la tête (waterblock imprimé chez Sculpteo en laiton). Pas forcément le truc que tout le monde va tenter, j'en conviens, mais je me suis fait plaisir en le faisant Et une photo de la tête


-
conseils avant et après achat de la Micro Delta Rework V2
Rakot'ouf en réponse au topic de sigiel dans eMotion Tech
Et beh ça fait rêver ! Moi j'avais passé la mienne sous Duet2WiFi, mais je n'ai pas cherché à améliorer la vitesse. Tu me donnerais presque envie de la remettre en configuration stock (ce qui la ferait revenir de loin) pour la passer ensuite sous Klipper et la confronter à ma SuperRacer -
Je ne te conseillerai pas de monter le moteur à 1400mA, mais le mien, à 950mA, est muni de son propre refroidissement, et il n'est plus du tout chaud, alors que brûlant sans. Je ferai une photo à l'occasion. En pratique, un moteur ne grille pas tant que l'on reste dans les tensions spécifiées et qu'il est assez refroidi. Les specs de Bondtech sont pour une température de fonctionnement à 90°C (moteur). Sinon, en ce qui me concerne, j'imprime du PETG majoritairement. Je limite ma vitesse d'impression au niveau du débit de plastique plutôt que sur les vitesses brutes : 10mm3/s dans SuperSlicer. Cette limite est pour une buse de 0.4 standard. Sinon mes périmètres sont aussi à 90mm/s, et remplissage à 100mm/s. Donc nos paramètres se rejoignent. Avec d'autres matériaux plus fluides (ASA, ABS), je monte le débit max à 12mm3/S. Ce que je fais pour imprimer plus vite : j'ai une buse Bondtech CHT 1mm. Là je monte le débit à 25mm3/s sans soucis pour le LGX.
-
Salut, c'est possible. Il faut aller voir sur le site de smoothieware pour les détails car ce n'est pas dans la configuration fournie par eMotion Tech, mais le firmware sait le faire.
-
J'ai le mini, pas le POP2, mais je pense que seule la distance de scan change... As-tu bien réglé tes contrasts sur les deux caméras ? Petits encarts de gauche sur l'écran : ne pas avoir de rouge (sur-expo) ou bleu (sous-exposition) sur la vue de profondeur, et un éclairage correcte sur la vue RGB ? Une fois réglé, vérifie bien que ces réglages sont appliqués en manuel, et plus en mode auto, avant le début du scan. Sinon ils bougent et le scanner perd vite ses références. il y a des guides pas trop mal rédigés/traduits sur leur site web, qui reprennent bien le processus de numérisation. Et sinon ils sont assez réactifs sur leur forum pour t'aider à identifier si ça vient de ton appareil ou de tes méthodes.
-
Recherche proprietaire de Revopoint mini
Rakot'ouf en réponse au topic de MONFRED dans Discussion sur les scanners 3D
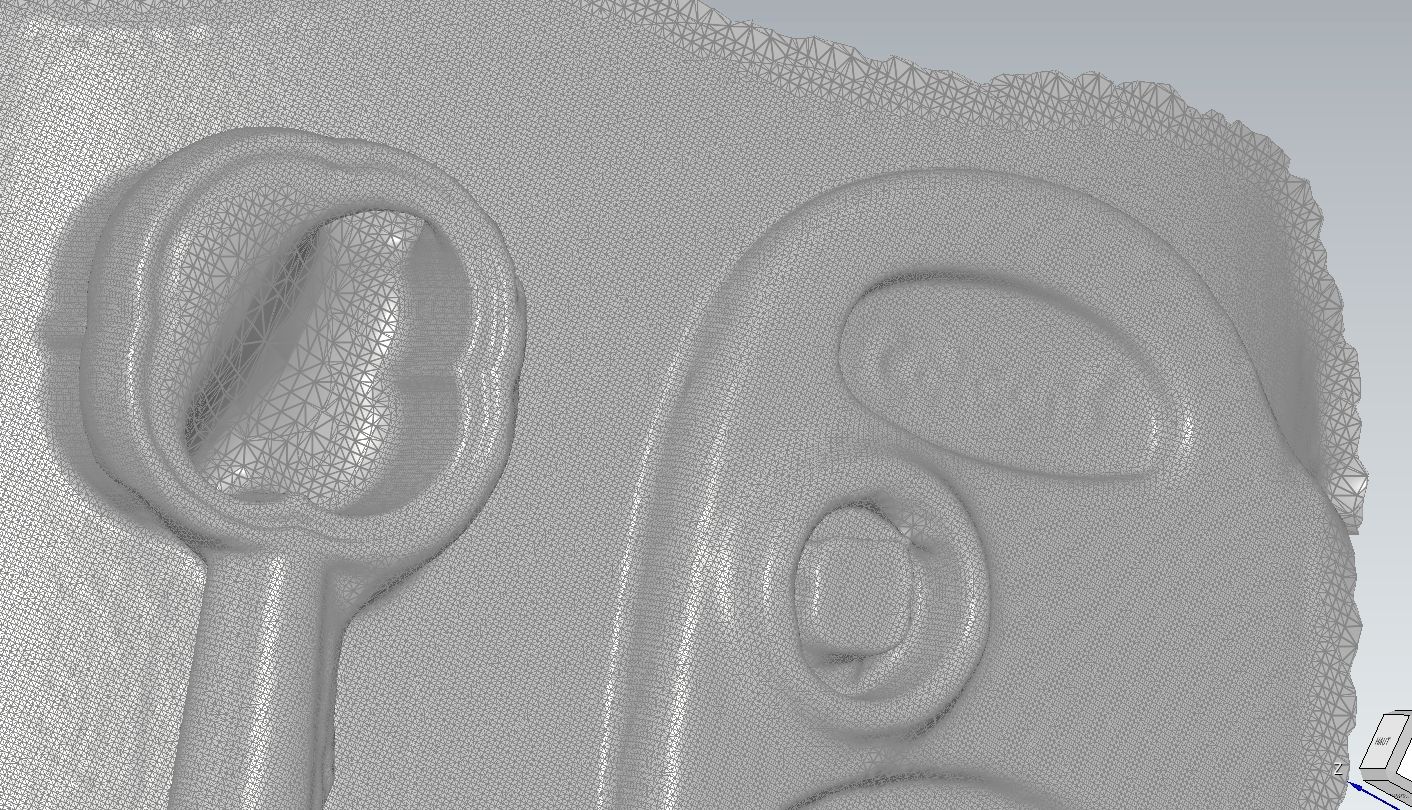
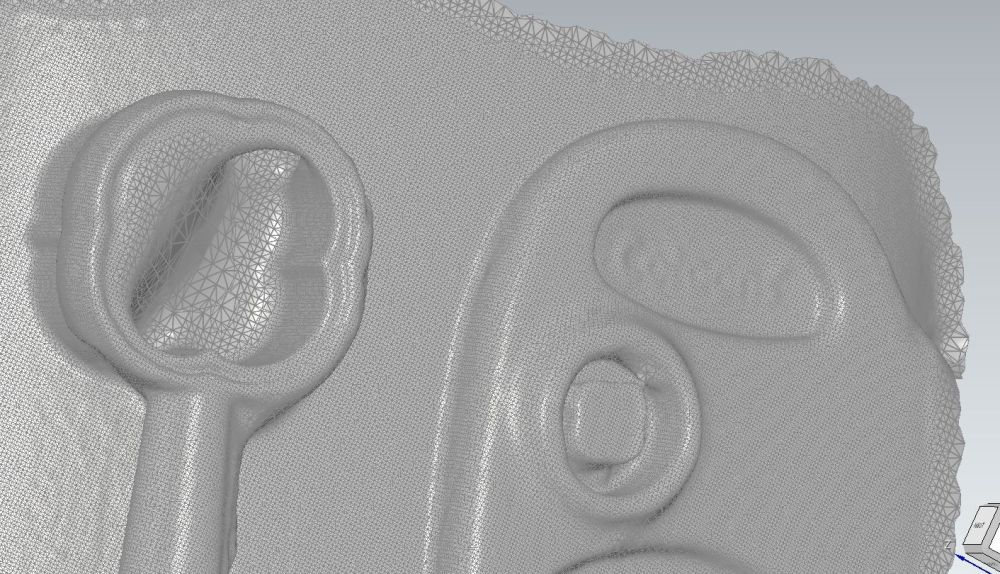
J'en ai un. Je n'ai pas fait (et pas cherché à faire) de fichier STL prêt à imprimer, j'avais besoin de récupérer des courbes pour faire une pièce sur mesure, avec marqueurs. Il marche bien, scan plus facile qu'abev le POP premier du nom. Par contre, la distance focale est très courte, il est vraiment adapté aux petites pièces (2 - 20cm), au-delà le scan est plus fastidieux (mais faisable). Ci-joint un exemple (image) que j'ai fait super rapidement, avec l'application android. Le fichier est déjà trop lourd pour être partagé et je n'ai pas les outils de simplification sous la main. Edit : ajout d'une vue avec le maillage plus en détail. Brut sorti de l'application android.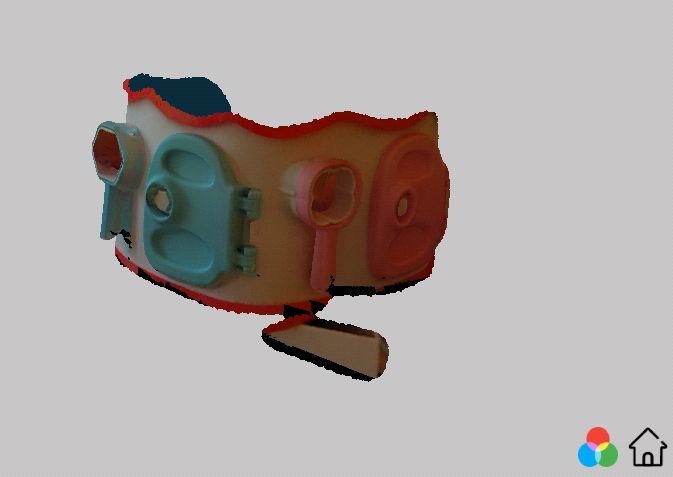
-
Profils SuperSlicer pour FLSUN Super Racer SR
Rakot'ouf en réponse au topic de Motard Geek dans FLSUN 3D
Bon je réponds laaargement trop tard je pense, du moins je te souhaite d'avoir trouvé ta réponse depuis, mais à tout hasard : j'ai vu à plusieurs reprises que le capricorn XS était très éxigeant. Donc que si tu n'as pas un filament super régulier et à très faible tolérance, il coince plus qu'il ne glisse. Bref, tous les commentaires concluent à "bon j'ai remis un PTFE standard" ˆˆ Si tu es revenu au PTFE standard, as-tu pu retrouver une qualité d'impression correcte ? Et que donne la NozzleX ?