Seb du 47
-
Compteur de contenus
33 -
Inscrit(e) le
-
Dernière visite
Récompenses de Seb du 47
")





-

Valeur de rétraction sur DirectDrive
Seb du 47 en réponse au topic de Seb du 47 dans Entraide : Questions/Réponses sur l'impression 3D
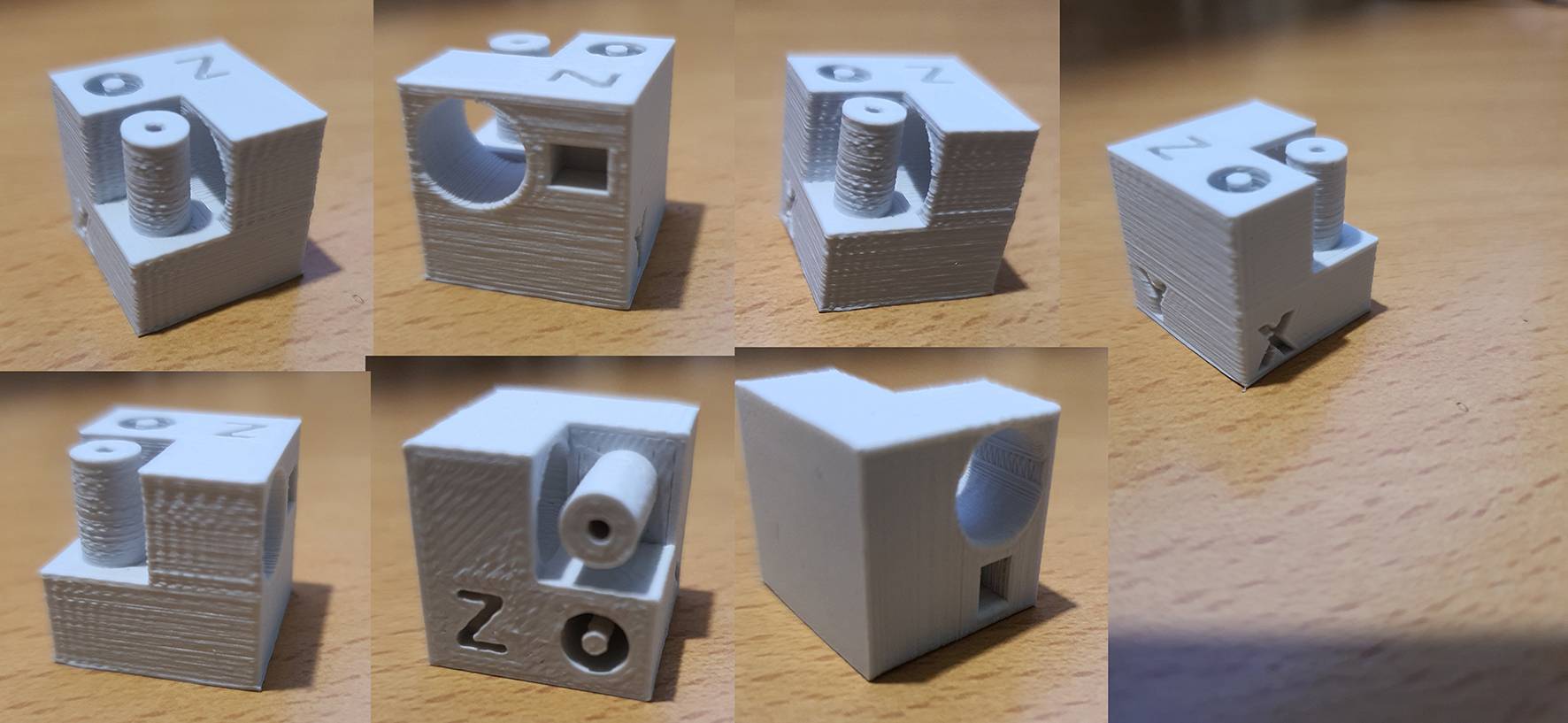
Voici le test de Rétraction cubic avec la valeur de 3.9 mm mais à 202°c ce qui donne un très bon résultat niveau fil Le cube fais bien 2 cm en X et en Y mais légèrement plus petit en Z à quoi c'est du ? Un effet bizare également sur la photo en bas à gauche on a un effet Phantom qui ce répète sur la paroi lisse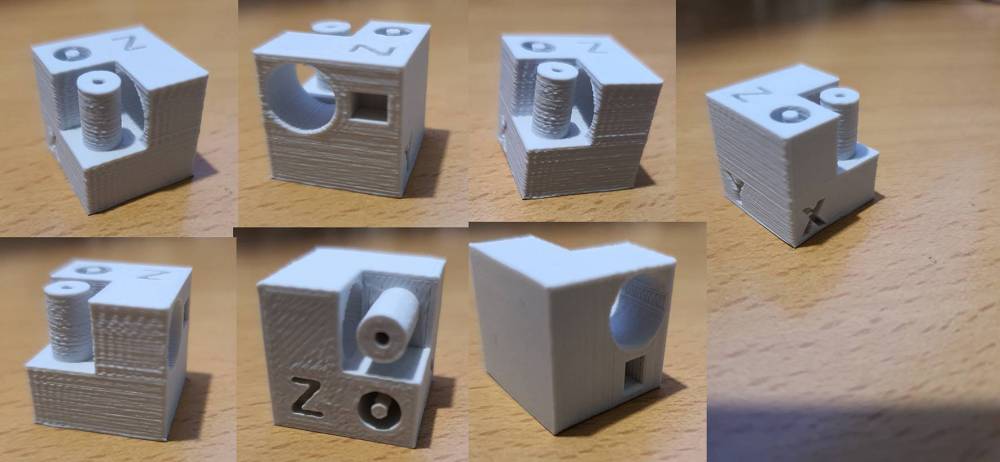
-
Les premières couches ...
Seb du 47 en réponse au topic de wouadel dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour problème connu vérifie ce post ça devrais t'aider : Bon courage -
Valeur de rétraction sur DirectDrive
Seb du 47 en réponse au topic de Seb du 47 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, indication sur le filament entre 200° et 230° et je l'ai utilisé à 218° (Filament Arianeplast Aluminium métallisé) Je vais tester à 205° pour voir -
Valeur de rétraction sur DirectDrive
Seb du 47 en réponse au topic de Seb du 47 dans Entraide : Questions/Réponses sur l'impression 3D
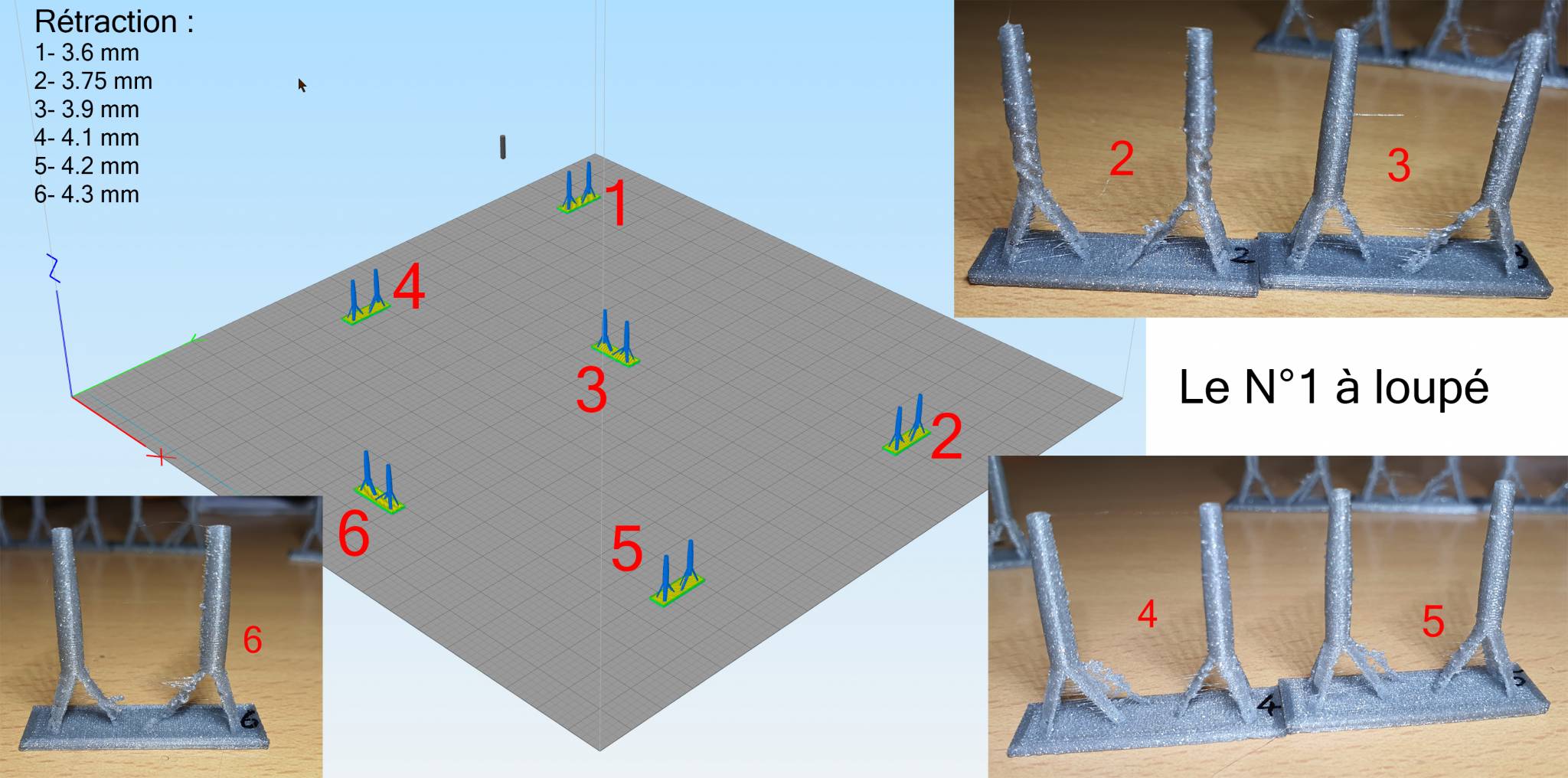
Le 2ème test fais ressortir un valeur correct entre 4.1 et 4.3 mais toujours avec du fils apparent, je ne sais pas comment résoudre ce soucis.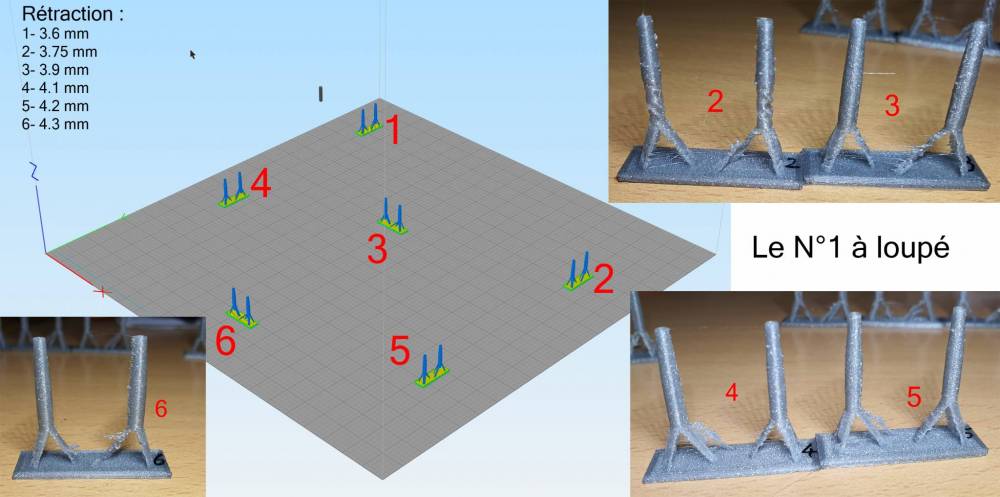
-
Décollement ABS en cours d'impression
Seb du 47 en réponse au topic de chopin5fr dans Entraide : Questions/Réponses sur l'impression 3D
Les Dailyfil sont très bien effectivement ainsi que les Filaments Arianeplast fabrication française de haute qualité : Arianeplast filaments pour imprimantes 3D - Ariane plast De plus il reprenne le Pla des loupés, support, radeau etc ... pour en faire du PLA recyclé de très bonne qualité également. -
Décollement ABS en cours d'impression
Seb du 47 en réponse au topic de chopin5fr dans Entraide : Questions/Réponses sur l'impression 3D
Pour débuter l'ABS n'est pas conseillé car toxique au niveau des gaz émané et très compliqué à imprimer, il faut un Bed à 100°c environ et comme l'a évoqué IronBlue surtout pas de courant d'air ni de perturbation de température. Utilise en priorité du PLA pour débuter et faire test impression -
Valeur de rétraction sur DirectDrive
Seb du 47 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
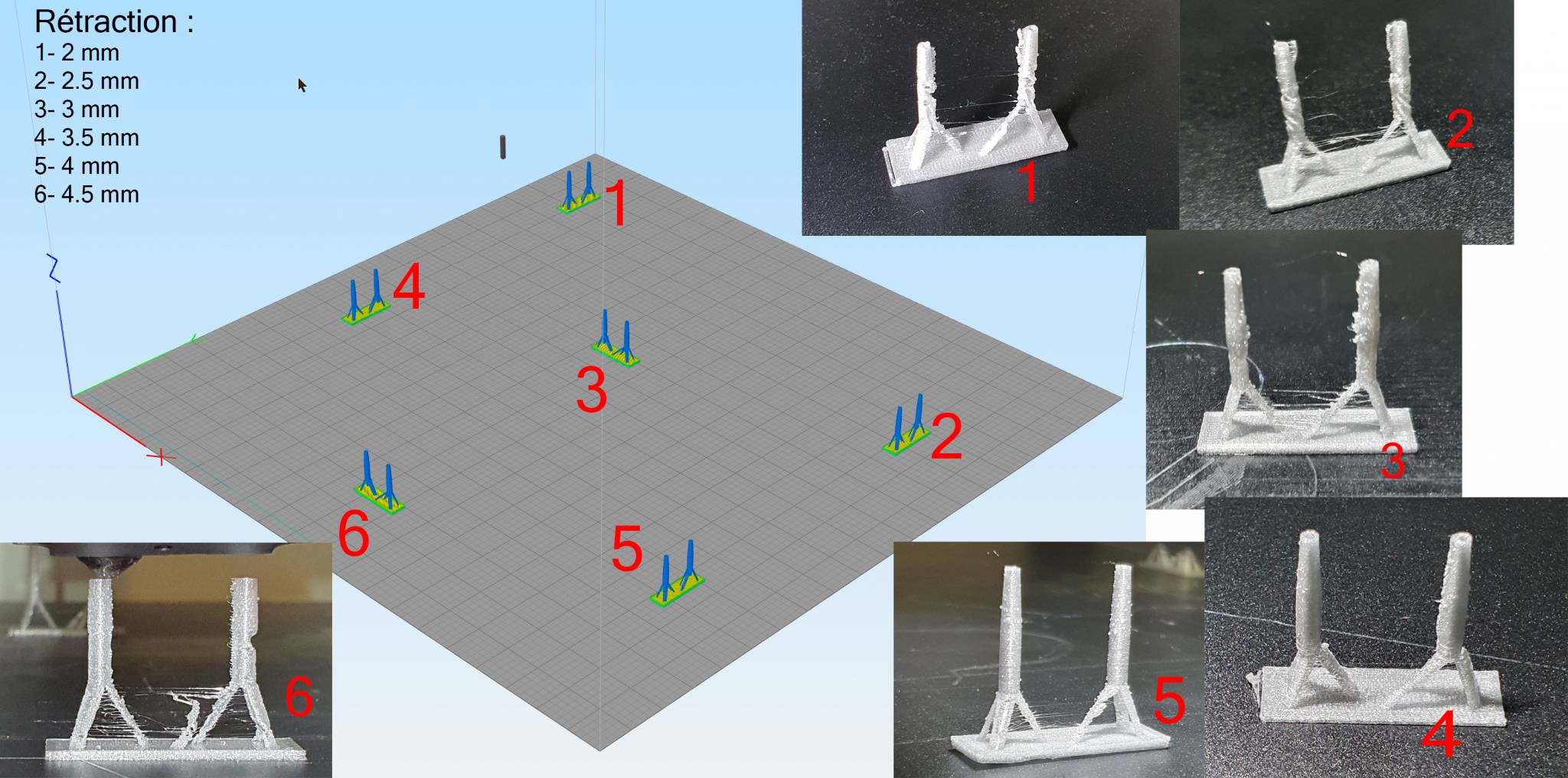
Bonjour à tous, Je reviens encore sur mes problèmes de fils. Je suis en train de tester différents paramètre pour déterminer la meilleurs valeurs, si ça peut en intéressé. Utilisation de 6 fichiers sous Simplify3D avec des valeurs de rétraction différente et en impression séquentiel objet par objet et non en continu 1er jet avec des valeurs de 0.5 mm en 0.5 mm, voici le résultat Les 4 et 5 sont les meilleurs donc je lance une deuxième série avec des valeur entre 2.6 et 4.3 pour améliorer les résultats. Je met les photos dès que c'est fini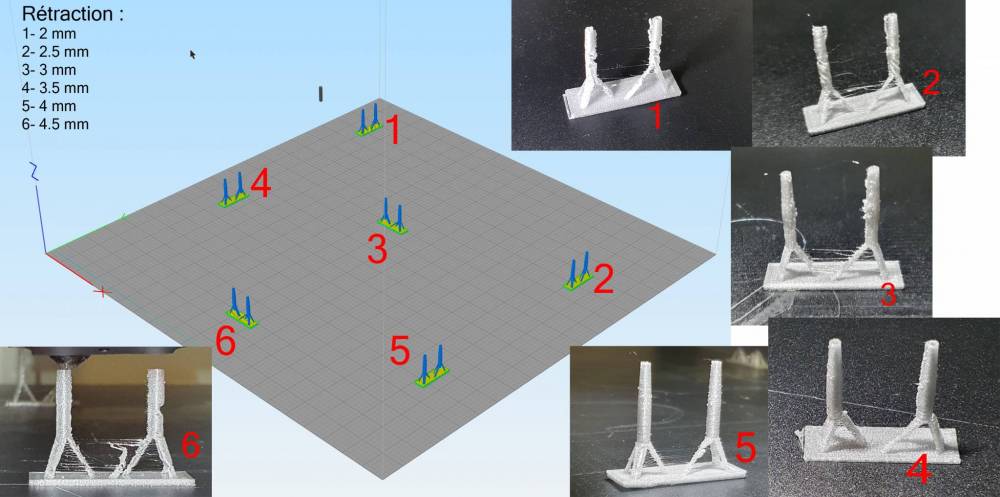
-
La temperature de buse ne dépasse pas 180°c
Seb du 47 en réponse au topic de Louls dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Juste une question, je ne pense pas que ça joue énormément sur ton problème mais ça peut aider, pourquoi ne met tu pas une chaussette sur ton corps de chauffe ? Çà permet d'éviter une trop rapide dissipation de la chaleur. -
Astuce pour une bonne accroche sur plateau en verre
Seb du 47 en réponse au topic de Christian67 dans Entraide : Questions/Réponses sur l'impression 3D
Vaut mieux dégraisser à l'alcool iso je pense plus efficace et on reviens au effet du vinaigre blanc. -
Buse bouché en cours d'impression
Seb du 47 en réponse au topic de Seb du 47 dans Entraide : Questions/Réponses sur l'impression 3D
Pas de soucis bien au contraire, étant dans l'impression 3D depuis peut j'ai tout à apprendre. Donc tout les conseils sont bon à prendre. Je part du principe qu'il n'y a rien d'impossible, tout s'apprend. -
Buse bouché en cours d'impression
Seb du 47 en réponse au topic de Seb du 47 dans Entraide : Questions/Réponses sur l'impression 3D
Merci à tous pour vos retour, j'ai effectivement vue hier des vidéos sur les réglages de rétractions et ce phénomène de colmatage. C'est exactement le problème que j'avais. Du coup j'ai lancé sur Simplify3D 8 tours de test sur mon plateau partant de 0.8 et montant à 2.2 et la meilleurs était entre 1.2 et 1.4 Actuellement j'étais sur du 4.5mm de rétraction avec 50mm/s en vitesse. J'ai effectué cette nuit et ce matin des impression en 1.3mm de rétraction à 40mm/s et aucun soucis de colmatage. Un vase de 30cm de haut cette c'est très bien déroulé et un buste en cours d'impression ce passe très bien. Je suis en train de tester une buse acier et j'ai retiré le corps tout métal pour un avec guide PTFE qui vient en contact avec cette tête prévu à la base pour du tout métal. Pour le moment ça ce passe bien. -
Buse bouché en cours d'impression
Seb du 47 en réponse au topic de Seb du 47 dans Entraide : Questions/Réponses sur l'impression 3D
Pour la résistance aucun soucis tu peut y aller au marteau ça bouge pas. 3 couches de périphérie et 7% de remplissage Pour le filament c'est celui la : https://www.filimprimante3d.fr/filament-pla-mat/2510-bobine-23-kg-pla-noir-mat-175-mm-dailyfil.html Donc température conseiller 215°c c'est pas du PLA standard. Pour la tour de température c'est ce que je pensais, effectivement je vais la faire pour voir. Je reviens dès qu'elle est faites -
Buse bouché en cours d'impression
Seb du 47 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je rencontre depuis deux jour des soucis sur de longue impression, mais problème qui ce reproduit de plus en plus. J'ai lancé encore hier soir un bouddha yoda qui ce matin était presque fini et à un moment donné plus de fil qui sort de la buse. Biens ur quand on le voie c'est trop tard. J'ai essayer de relance la partie manquante et le problème c'et reproduit après 45 min. Voir photo Obligé de tout démonter, chauffer la buse pour retirer le filament bloqué et déboucher la buses. Précision, l'extruder est un direct drive et la buses un rubis MK10 avec un corps chauffant tout métal. impression PLA mat avec bed à 55°c et buses à 218°c Est ce que c'est lié au corps tout métal ? Merci de votre aide
-
Toujours des fils
Seb du 47 en réponse au topic de Seb du 47 dans Entraide : Questions/Réponses sur l'impression 3D
Celle ci : https://www.aliexpress.com/item/33046189871.html?spm=a2g0s.9042311.0.0.3c704c4dCHH6h9 une MK10 en 0.4 Je suis en train de faire un SangoKu je vous mettrais le résultat demain. Certes le personnage n'est pas de très haute définition mais on verra la finesse des parois et autre détail . -
Toujours des fils
Seb du 47 en réponse au topic de Seb du 47 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à Tous, Pour revenir sur ce petit test, j'ai trouvé une solution qui améliore nettement d'une la qualité d'impression et de deux la réduction des fils. Même si il en reste encore un petit peut car comme le disais Bigfoot c'est vraiment trop petit. J'ai changé ma buse d'impression par une Buse rubis, made in Aliexpress certes, mais qui est vraiment top niveau qualité d'impression, le fil sort plus régulier et plus propre et au finale donne une meilleur qualité d'impression.