speedbad
-
Compteur de contenus
17 -
Inscrit(e) le
-
Dernière visite
Récompenses de speedbad
")





-
42cm FDM : Anycubic Kobra 2 Max vs Elegoo Neptune 4 max
speedbad a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour, Je dois imprimer de trés grand modèle entre 33 et 40cm et ma BambuLab est évidement limité à 25cm. J'hésite entre la précommande de la Kobra 2 Max (pas de Klipper mais system LeviQ 2.0 trés interessant je dois dire) et la Neptune 4 en version max à peine annoncée. Dans l'optique d'imprimer en outer wall 200 et sparse infill 270 comme sur ma Bambu et le tout avec un max de qualité mais aussi de fiabilité que conseilleriez vous ? (usage semi-pro on va dire). Si BambuLab avait sortie une version "Max" de sa X1 ça aurait été une autre histoire mais pour le moment en trés grand modèle CoreXY fiable je ne vois rien. Merci ! -
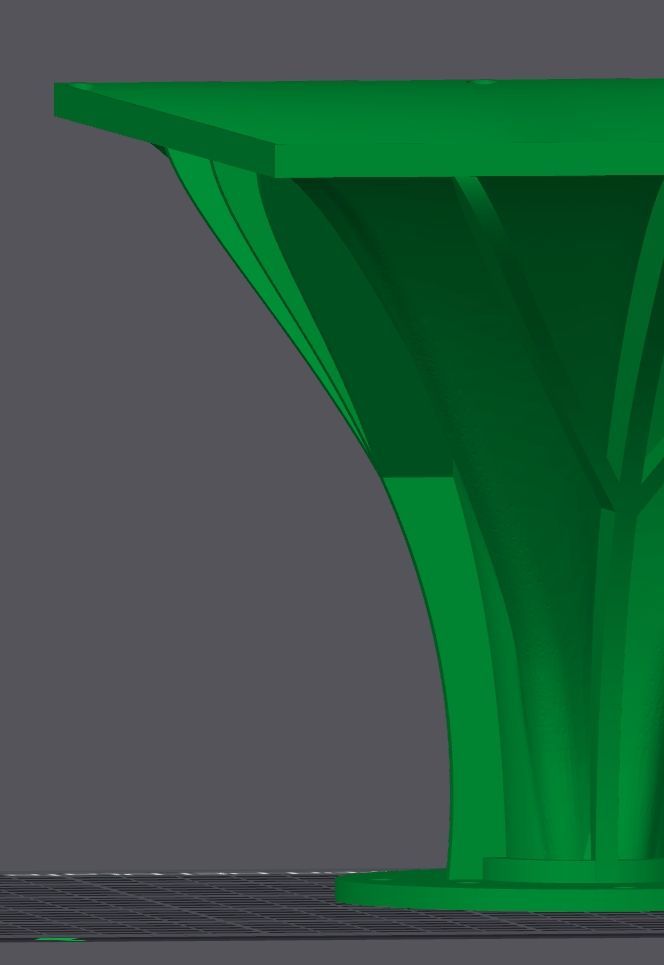
Le probléme est réglé avec K 0.2 , flow de base 0.98 mais je vais tester 0.975 car le 0.97 marche pas mal aussi. J'ai créé mes propre support organique qui font aussi renforts, juste quelques languettes support de bridge à dégager qui prennent en compte la dilatation du PLA, un peut comme le Z gap des support, pour rester droit dans les coins en support pour bridge (50mm/s). Le produit est terminé, pas de surplombs, tout en vitesse "standard", en gros à parts les ponds rien à moins de 200mm/s, 25cm de large par 15cm de large et de haut, adaptatif, ça prend 9h pile. Aux Fan toujours à 0 of course (quelle idée en PLA...) On vois les trace blanche de mes support de bridge ha oui une des chose importante c'était en fait de ne pas faire de 100%, car c'est du concentrique et les couture prennent de la place et avec la hauteur tout en haut on est plus bon, enlever le remplissage 100% a bien aidé aussi. Merci pour les conseils, David je n'avais pas lu ton message mais c'est en gros ce que j'ai fait (avec une P1S, pas de Lidar donc pas mal de tests)


-
renforts mécaniques déformant le profil
speedbad en réponse au topic de speedbad dans Entraide : Questions/Réponses sur l'impression 3D
des petite test par morceaux et autre cube de calib montre bien l'amélioration, pour les renforts méca il faudra refaire la pièce en entier (trés long) pour valider mais les 1er tests montrent que c'est bien. Avant aprés : test de retour 180° adaptatif sans lissage, couture externe

-
renforts mécaniques déformant le profil
speedbad en réponse au topic de speedbad dans Entraide : Questions/Réponses sur l'impression 3D
Hmm dans la 1.7 de BambuLab studio ce n'est plus au même endroit on dirait, je ne le trouve pas, rien à voir au K factor ? ( pour lui après calib des lignes la machine me dis qu'elle le "fige", ça reste N/A dans) Tu l'as où toi ? Merci ! Edit c'est bon trouvé, il faut forcer K dans device, à 0.2 plus de soucis je vais affiner encore, merci ! -
renforts mécaniques déformant le profil
speedbad en réponse au topic de speedbad dans Entraide : Questions/Réponses sur l'impression 3D
Merci ! si @Motard Geek passe par là ^^ -
renforts mécaniques déformant le profil
speedbad en réponse au topic de speedbad dans Entraide : Questions/Réponses sur l'impression 3D
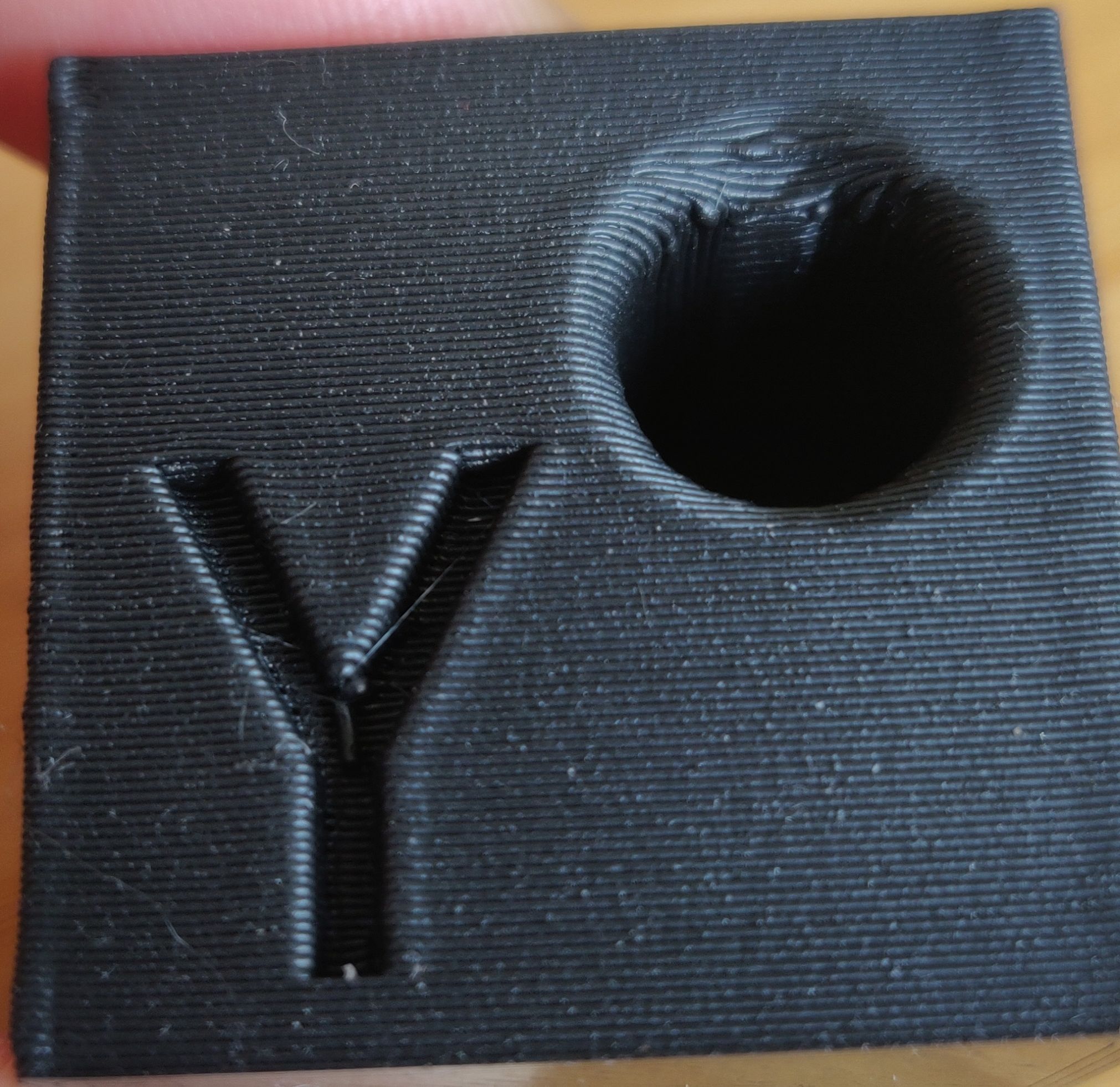
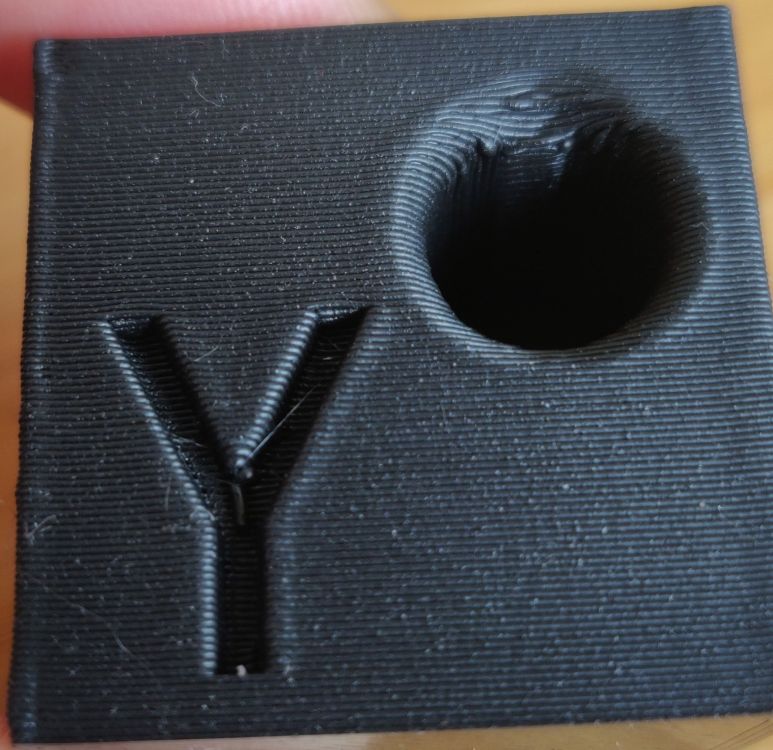
Edit : Malgré le réglage de flow rate je trouve qu'elle sur alimente au début ou quelque chose comme ça, qu'en pensez vous ? içi la point du Y et le rond, tout ça sans renfort, mais je ne sais pas si c'est normal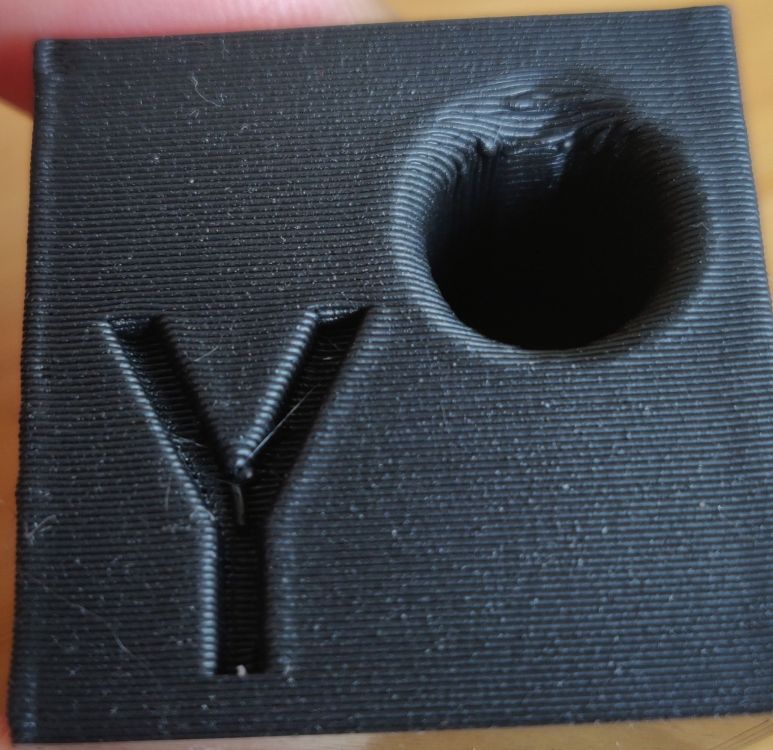
-
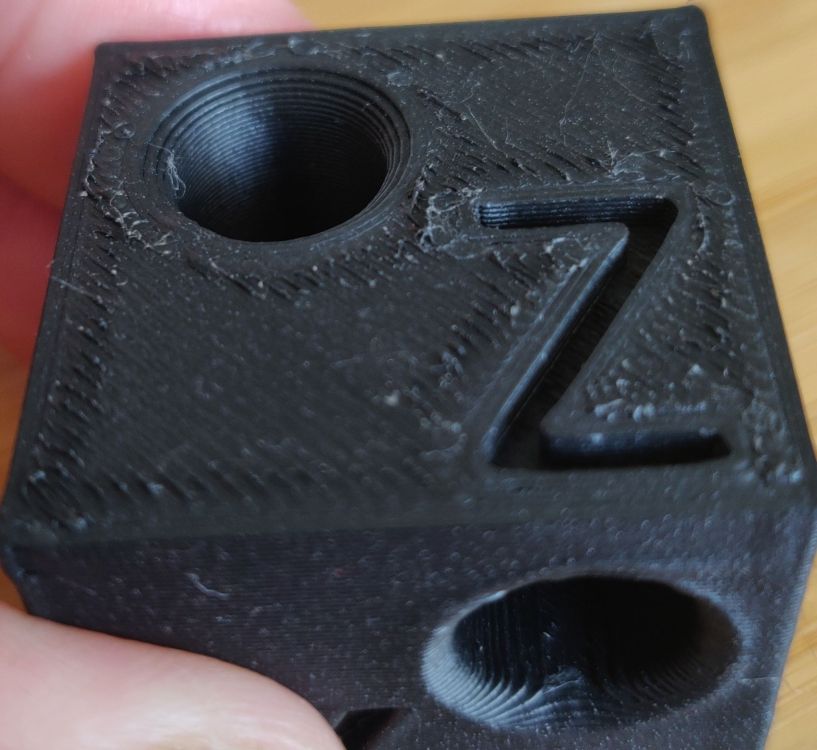
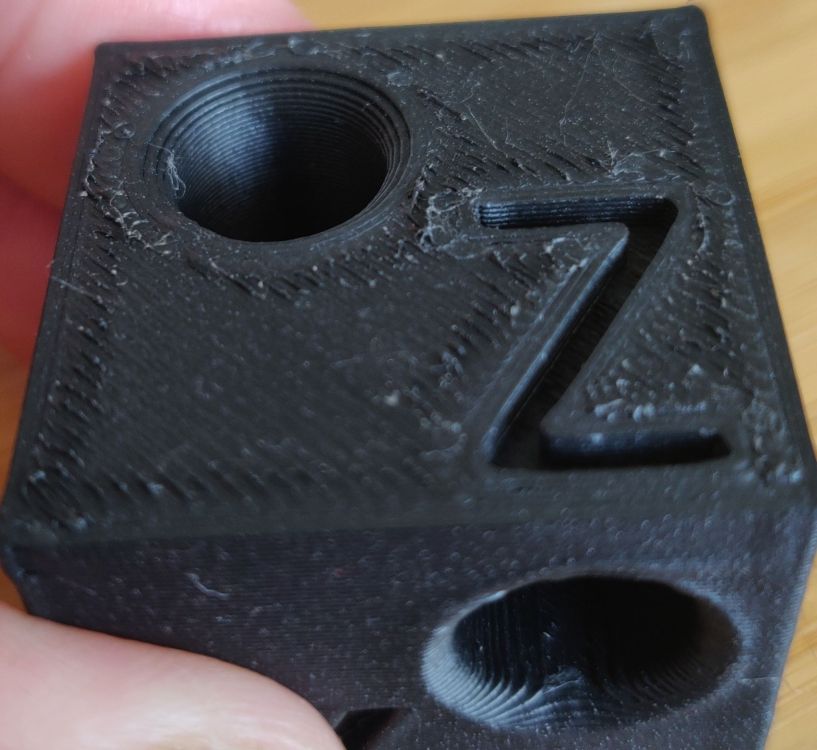
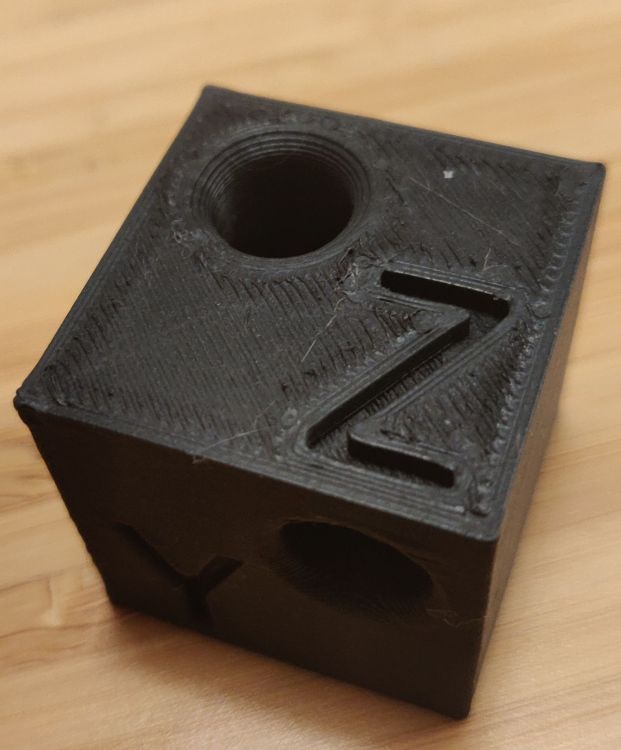
Bonjour, Chez moi toi est parfait sauf ça : la face du dessus surextrude a chaque "démarrage" de ligne mais pas sur la ligne elle même (j'ai fait le flow rate calib de Bambu lab) Un peut de mal en pont ou applond, je n'ai aps utilisé de support donc je ne sais pas si la point interne du Y ou le rond qui s'effondre un peut est normal ou pas. Merci !
-
renforts mécaniques déformant le profil
speedbad en réponse au topic de speedbad dans Entraide : Questions/Réponses sur l'impression 3D
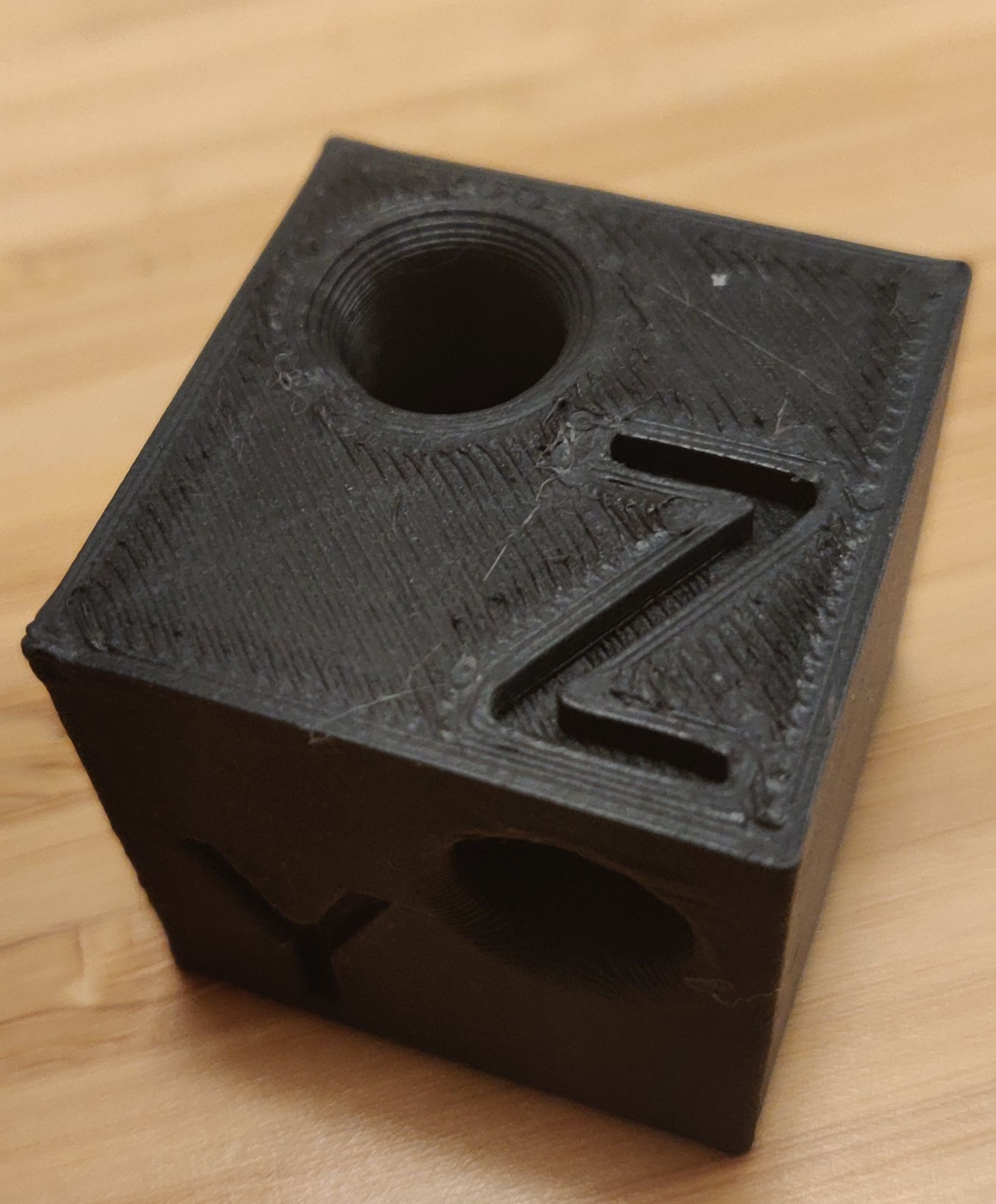
Merci, c'est bien une Bambu Lab, P1P devenu P1S et le fichier est bien imprimé dans le sens de mon screen, question de qualité de l'intérieur. Je ne peux pas partager le fichier malheureusement mais j'ai fais les 2 calibrations manuel dans le logiciel Bambu et j'imprime un cube XYZ là MAlgré le réglage de flow rate je trouve qu'elle sur alimente au début ou quelque chose comme ça, qu'en pensez vous ?
-
renforts mécaniques déformant le profil
speedbad en réponse au topic de speedbad dans Entraide : Questions/Réponses sur l'impression 3D
ça imprime comme ça, pas un porte à faux de fous et lion de la valeur autorisé par le slicer, des renfort sont bien là pour la partie plate. De quelles espaces vide tu parles ? Je suis en 100% partout, ou alors tu parles porte à faux ?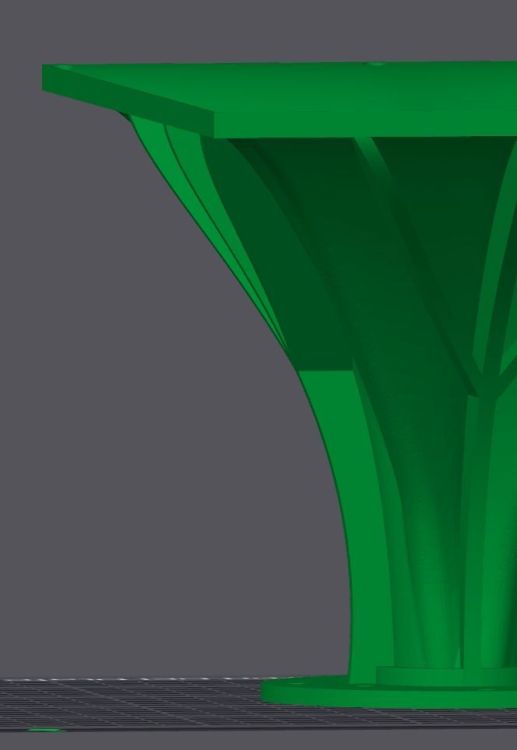
-
renforts mécaniques déformant le profil
speedbad a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Trés difficile à expliquer avec des mots donc je vous montre des photos : pour ce model seul l'intérieur compte et donc il y a des renfort mecanique, infill 100% pour tout le monde, 2.5mm d'épaisseur pour le profil principal (je peux pas plus) : Extérieur: Et de l'autre coté (intérieur), on vois le "Y" : Peut être un probléme de température/ventilation ? Je me pose aussi la question de l'ordre d'impression dans mon cas (intérieur important), intérieur/remplissage/extérieur ou autre. Merci

-
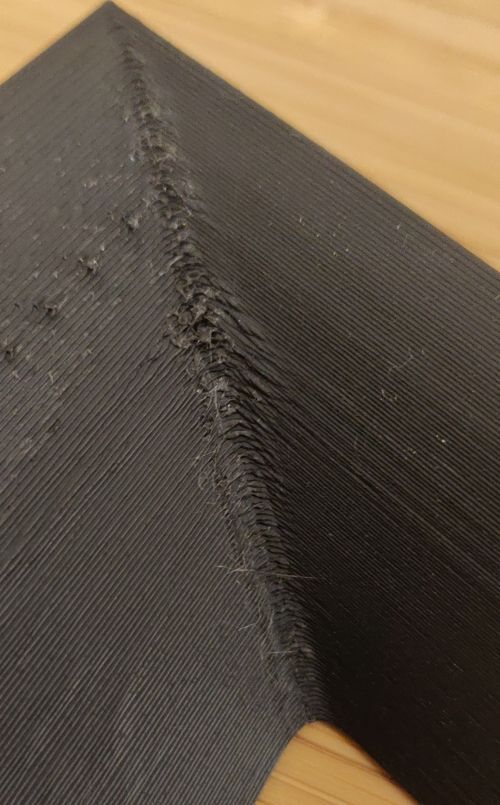
ça vient de finir, en gros sur la partie gauche donc proche du refroidissement on entendais la buse racler le PLA séché a chaque passage, niquel sur l'autre moitié (plateau à niveau of course), je précise imprimante complétement fermée même en haut et bobine neuve tout juste déballée. coté ventilo ça a du sauter entre les renforts et la piéce (à la place de entre le plateau et la piéce) support hybride et Lightning : vue d'enssemble j'ai l'impression que ça s'est un peu soulevé de l'autre coté aussi mais moins autre symptômes Merci ! PS : est ce normal de ne pas avoir l'info sur cette température (châssis ?) içi sur P1P devenus P1S ?






-
Bonjour, J'ai une P1P transformé en P1S et avec le profil du PLA Matte par défaut et l'aux fan à 70% (valeur défaut) j'ai des décollement, parfois carrément la pièce "s'ouvre" quand elle est à ras de plateau collé ou presque au ventilo (je fais de trés grande pièces). Avez vous des profils plus "adaptés" ou qu'avez vous changé par rapport aux valeur Bambu pour le PLA ? J'en viens à le désactiver mais c'est curieux que BamBulab est laissé une telle valeur. Merci
-
X1 - Marlin 2.0 (BabyStepping + BLTouch en options)
speedbad en réponse au topic de Motard Geek dans Artillery
merci pour le plateau, sinon pas de nouvelles de la V5 ? -
X1 - Marlin 2.0 (BabyStepping + BLTouch en options)
speedbad en réponse au topic de Motard Geek dans Artillery
J'ai une question qui a rien à voir avec Marlin, la X1 a un, plateau de 300mm mais peut t'elle vraiment imprimer sur 300mm ? J’ai une pièce de 295mm à imprimer ^^ -
oui la ortur 4 et la X1 font en fait quasiment la même taille alors que l'une a un plateau plus grand, je vais devoir produire des pièces en mini série, assez larges mais qui ne dépassent pas 5cm de haut, aucun détail mais des cotes qui doivent être parfaites et des formes "fluides" et bien sur plus l'imprimante est rapide, plus on peut faire de pièces ^^