Mat67
-
Compteur de contenus
27 -
Inscrit(e) le
-
Dernière visite
Récompenses de Mat67
")





-
J'avais le même problème tout au début. Les excentriques serraient trop fort les galets sur le rail. Le réglage n'est pas trop compliquer à faire, il faut juste être un peu patient
-
Je ne me l'explique toujours pas. De plus, problème de warping, j'imprime du PLA, j'ai fait plein d'essais en changeant les températures et toujours pas bon. Le bultac, qui est sur le plateau de ma Longer, a fait une belle bulle en plein milieu. Résultat, quand on met un réglet pour voir si c'est plat, catastrophique. J'ai décidé de faire des essais avec une plaque en verre et de la laque. Premier essais hier avec une laque trouvé dans la chambre de ma fille, pas bon, ma pièce c'est décollée après 10 mm d'impression et ça m'a fait un sac de nœuds car je n'étais pas à côté tout le temps. Aujourd'hui ma femme est sorti pour faire les courses de la semaine, je lui ai demandé d'acheter une autre sorte de laque. Essais en cours
-
Même pas besoin d'aller sur le Net, le mode d'emploi est sur la carte micro sd
-
Tu as bien positionné ton fin de course Z ?? est il branché correctement ??
-
Change les 3 ventilos, on en a déjà parlé plus haut. Moi j'ai aussi remplacé l'accouplement de l'axe Z par un rigide, plus de pied d'éléphant en début d'impression. J'ai commandé également une nouvelle tête d'extrusion, là mienne n'a pas le tube PTFE qui descend jusqu'à la buse et j'ai eu pas mal de problème d'accroche. On en a parlé là Risque de bouchage si tu fais des grand prints.
-
Oublie pas de mettre 1,75mm dans les paramètres de l'extrudeuse car de base il est à 2.85mm. Je me suis fait avoir une fois
-
L'option est toujours dans Cura 4.4.1 Recréé une nouvelle imprimante sans nom si ça marche pas avec le profil de la Ender 3
-
OK, nickel. Une idée pour trouver juste le Heatbreaker de la Ender ?? J'en trouve mais ils sont quasi tour fileté sur toute la longueur.
-
Comme dit plus haut, j'ai pas pris de photo du Heatbreaker quand il était démonté . C'est exactement le même que la Ender 3 la partie haute du Heatbreaker est lisse comme ça, c'est juste que le trou de sortie au niveau du pas de vis n'est pas aussi large. Il ne fait que 2 mm de diamètre et le tube PTFE s'arrête quasi à la fin de la partie lisse. Pour l'instant j'ai pas dépassé les 7h de print, mais je risque de la faire tourner plus car je voudrait m'imprimer les pièces pour une MPCNC. Il faut donc que je trouve un Heatbreaker conne celui de la photo. Autre question, je ne refroidi pas la première couche, mais le ventilo se met en route à la seconde, bien ou pas bien avec du PLA ??
-
Oh ben crotte !! elle m'a été vendu comme cela. En fait je n'ai pas de pas de vis dans le heatbraker, c'est un tube lisse qui est maintenu pas une petite vis pointeau. Je fait quoi moi ?? je rachète une tête complète ou j'essaie de trouver un autre heatbraker ?? J'avais essayé d'autre paramètre de rétraction, mais dès que je descend, ça fait des cheveux d'ange.
-
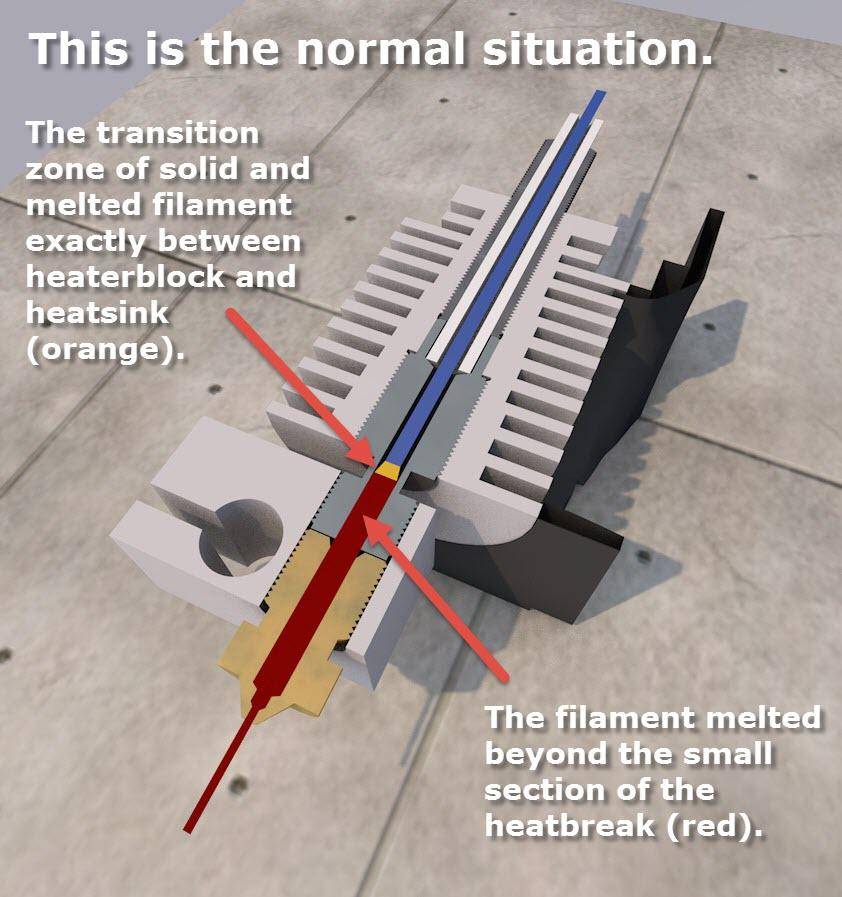
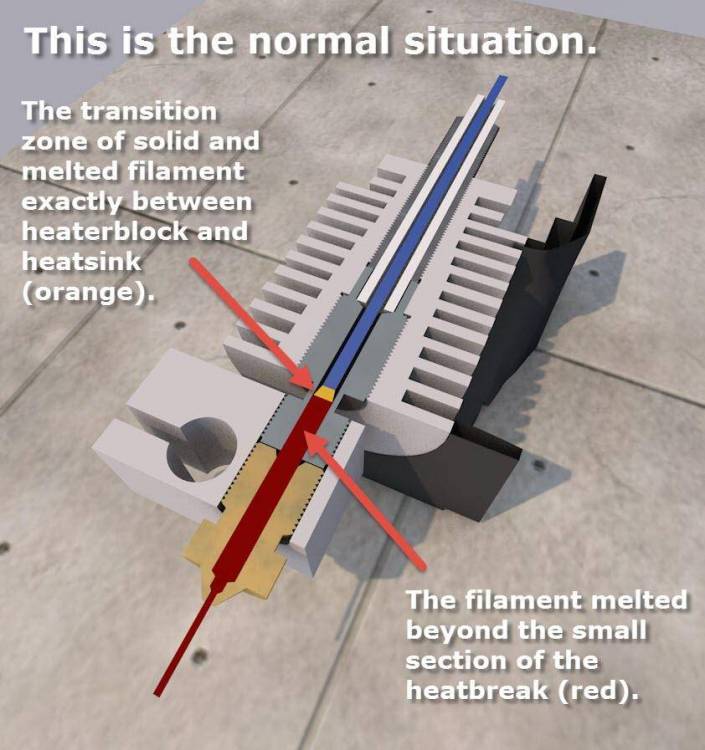
Non, pas déformé, c'est le heat breaker qui au milieu passe de 4mm à 2mm avec un beau chanfrein usiné. Apparemment il en existe plusieurs sortes, j'ai pas pris de photo du mien (par contre j'ai pris une photo du tube PTFE), mais en cherchant sur le net, j'ai trouver cette image et c'est tout à fait ça.

-
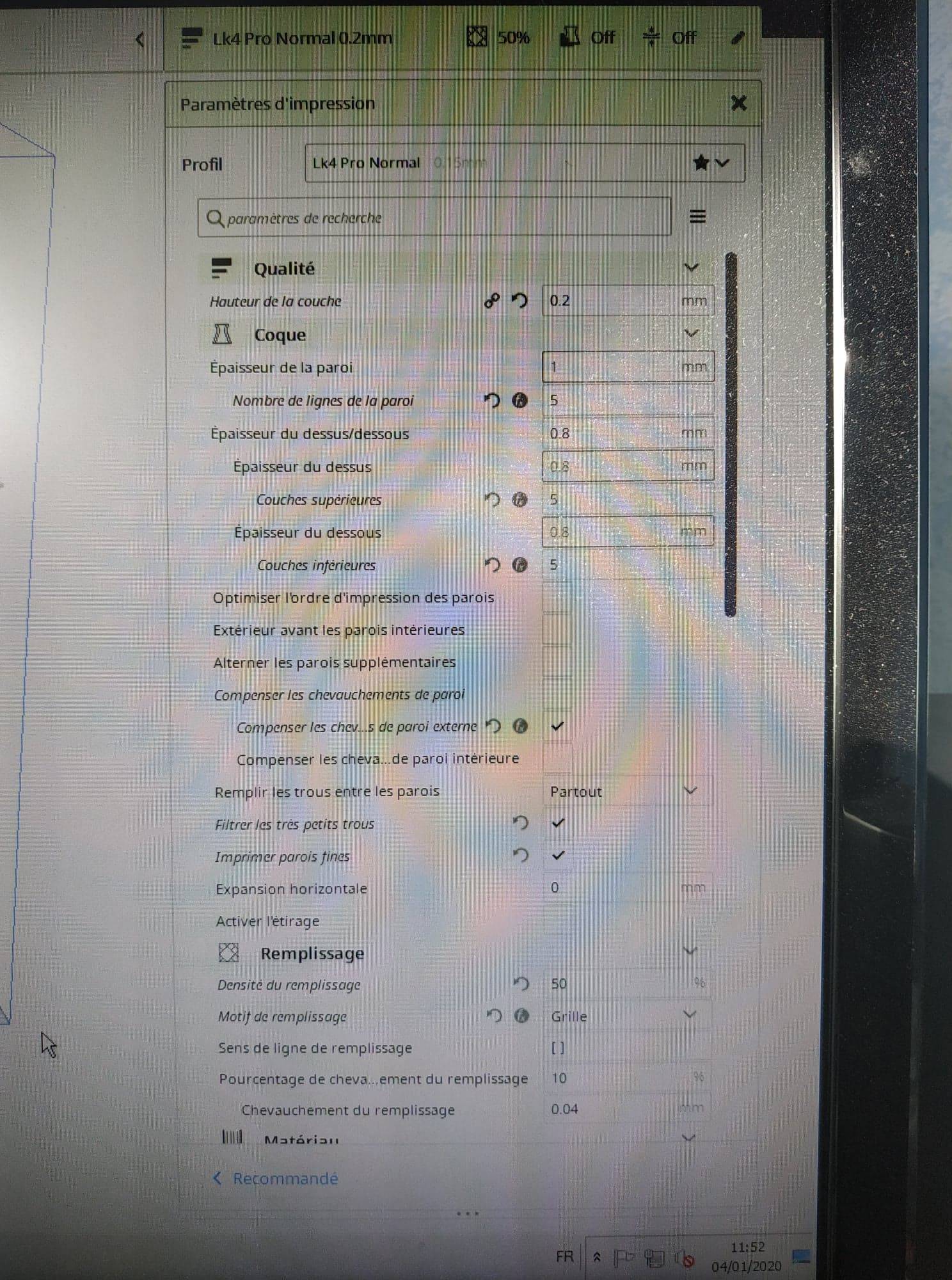
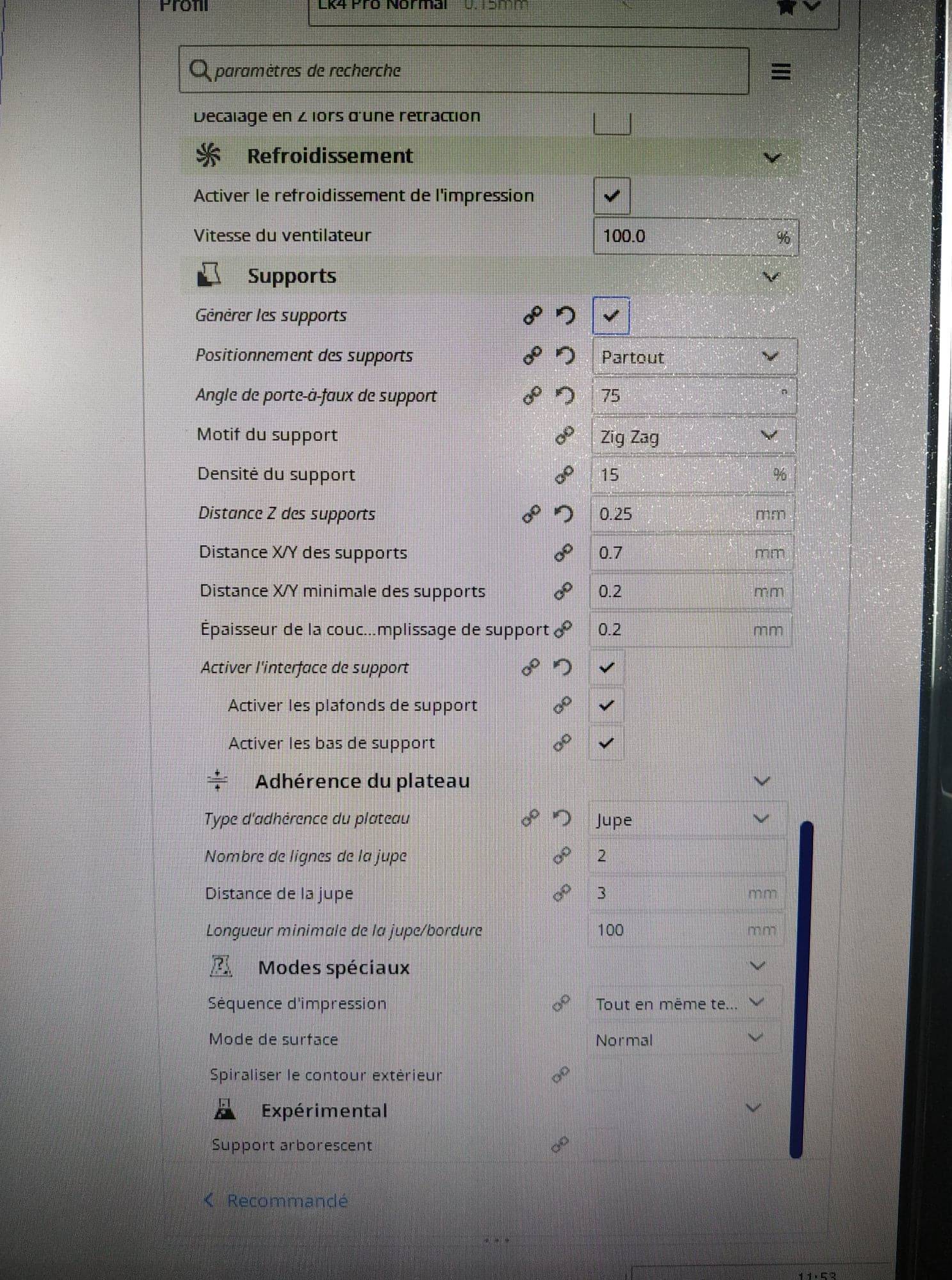
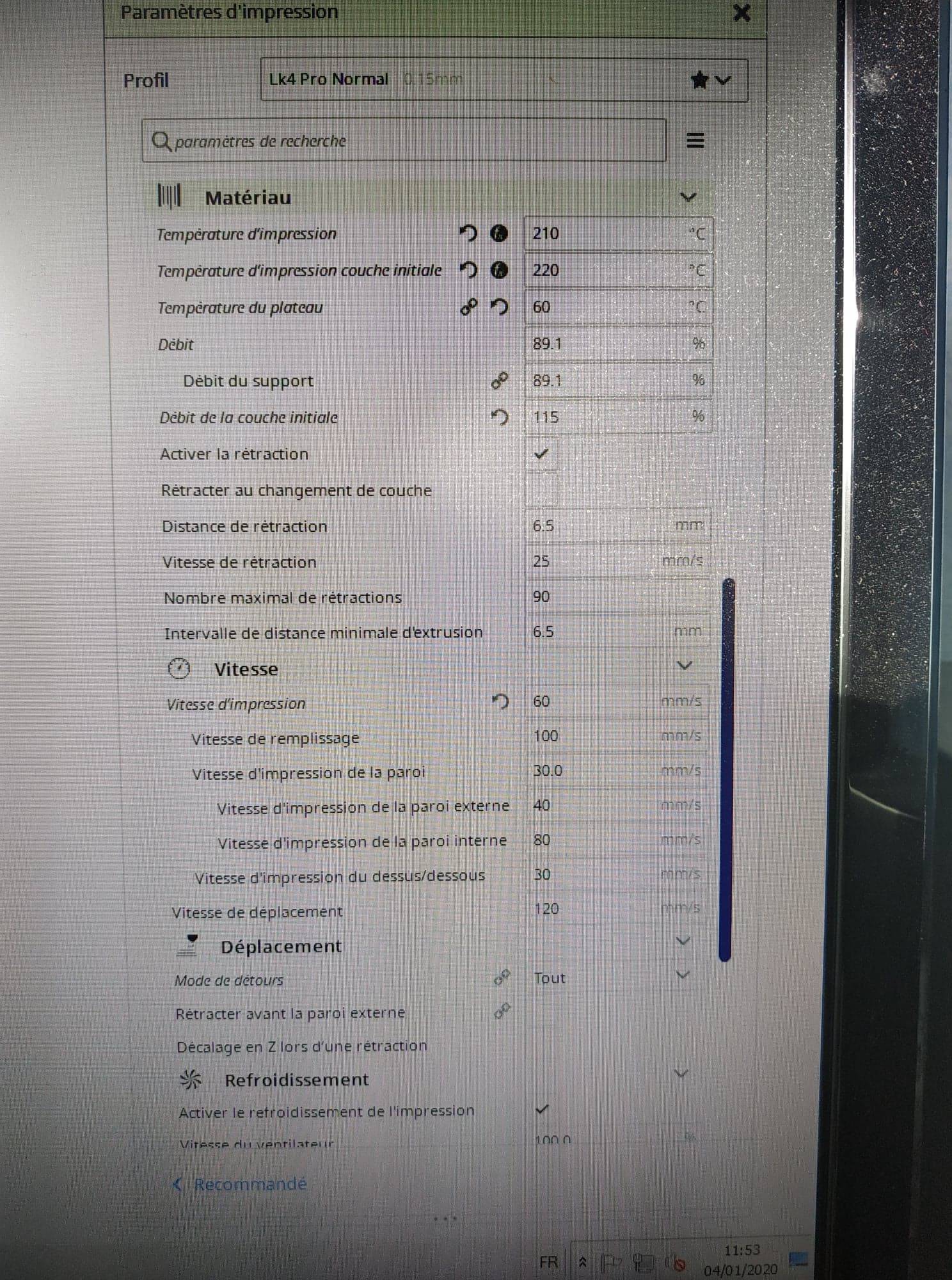
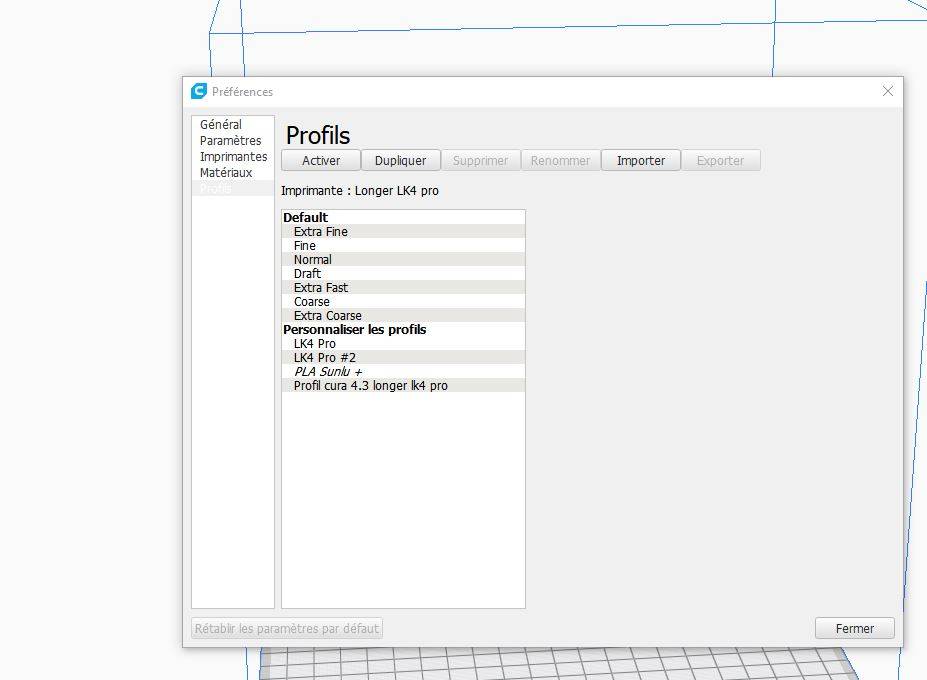
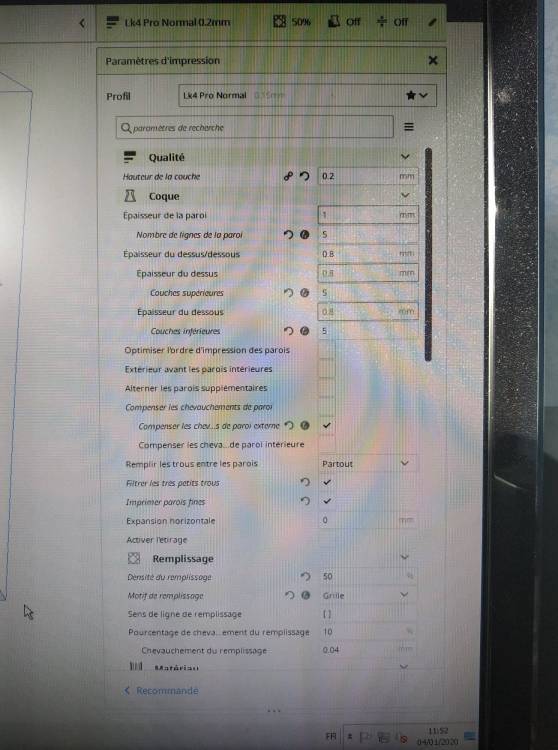
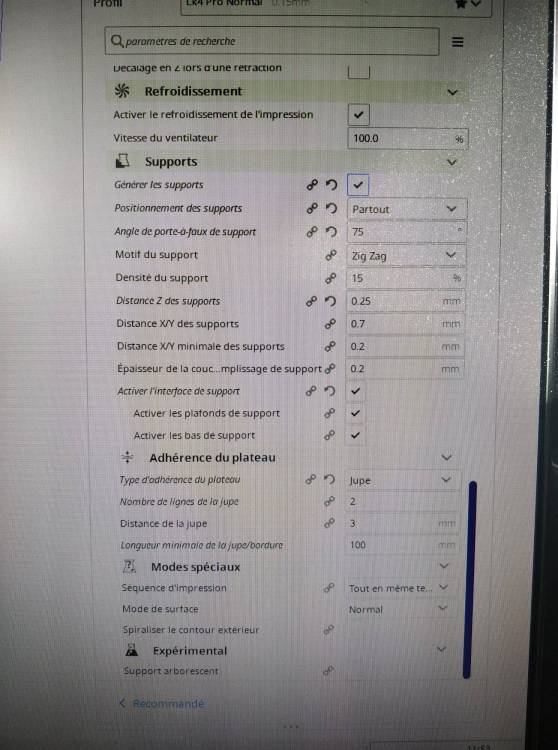
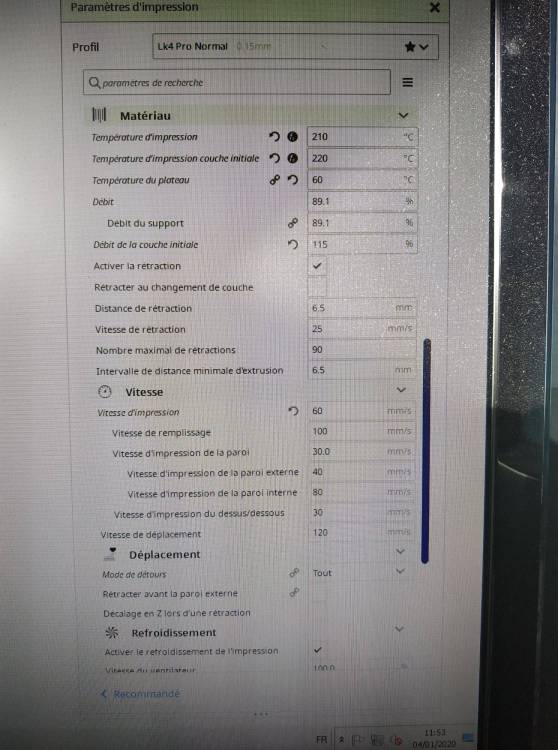
Bonjour à toutes et tous, Fin de matinée, la Titi's procédure. J'ai tout bien fait, tout démonté mais mon tube PTFE ne va pas jusqu'à la buse, il s’arrête au milieu du Heat breaker. J'ai tout bien nettoyé, remonté, réglage du bed, c'était pas particulièrement sale, affaire à suivre. Pour ceux qui veulent voir mes paramètres Cura:
-
C'est un point à vérifier, je vais me pencher là dessus. Je vous tiens au courant si je trouve un truc, je suis technicien de maintenance, je ne suis pas du genre à me contenter de ça remarche et je ne sais pas pourquoi.
-
Coucou, Pas fait de bed level test, je vais faire ça, même si je pense que mon bed est bien réglé. J'ai tricher, j'ai réussi à faire coller la première couche en réappuyant manuellement quand le plastique était encore chaud, il me fallait le print rapidement donc ... Le reste de l'impression c'est bien déroulé. Une fois la pièce finie, j'ai relancé le même print et là plus de problème de warping, j'ai essayé avec plusieurs autres températures (bed et bus) et plus de problèmes. Problème de qualité de filament ? Différence (température, hydrométrie, courant d'air) entre le matin et pas l'après-midi dans le bureau?? J'ai pas encore remis l’imprimante en route ce matin. J'utilise Cura, je peux poster les paramètres mais quelqu'un trouve que la discussion est longue donc j'ose pas.
-
Je sais qu'il ne faut pas dépasser les 75% du diamètre de buse. J'imprime en 0.2mm Pour voir si le débit de ta buse est bon, tu imprimes ça https://www.thingiverse.com/thing:342198 Lorsque tu imprimes le carré pour une buse de 0.4mm tu dois mesurer 0.4mm, j'y suis, pas un 1/100 de plus ou de moins