requiem71
-
Compteur de contenus
107 -
Inscrit(e) le
-
Dernière visite
Récompenses de requiem71
")





-
Support PrintinZ - avis
requiem71 en réponse au topic de requiem71 dans Entraide : Questions/Réponses sur l'impression 3D
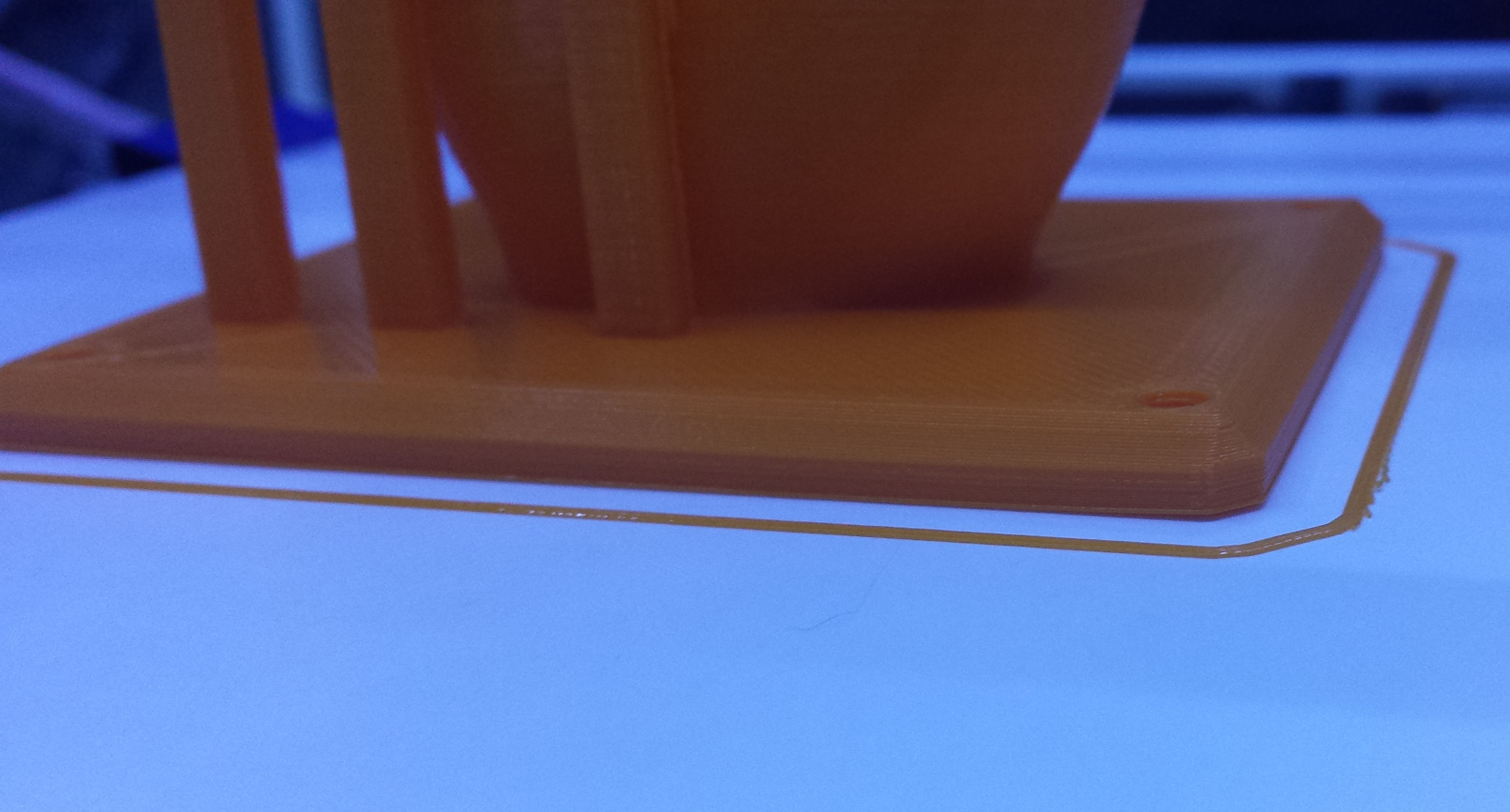
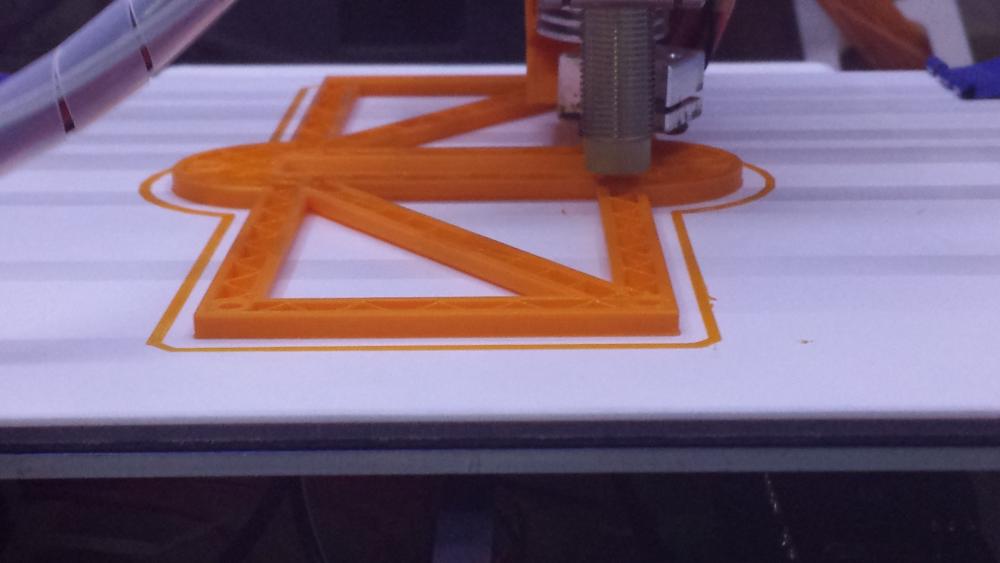
donc suite et fin : Nouvelle impression d'une pièce de 18cm de long par 10 de large environ première couche plus écrasée que les "mains" (ci-dessus) (-0.5 de plus) remplissage pas mal écrasé aussi : ca monte tranquille sans lever sur les bords et surtout les coins ... et au final : et toujours pas de wrapping ! du fait que c’était un poil plus écrasé, ça adhère un peu plus, donc un peu plus dur à enlever à la spatule, mais rien de bien compliqué, ça s'enlève tranquille, mieux que le scotch bleu ou le buildtak !!!!! Franchement convaincu ! j'adopte le PrintinZ ! ^^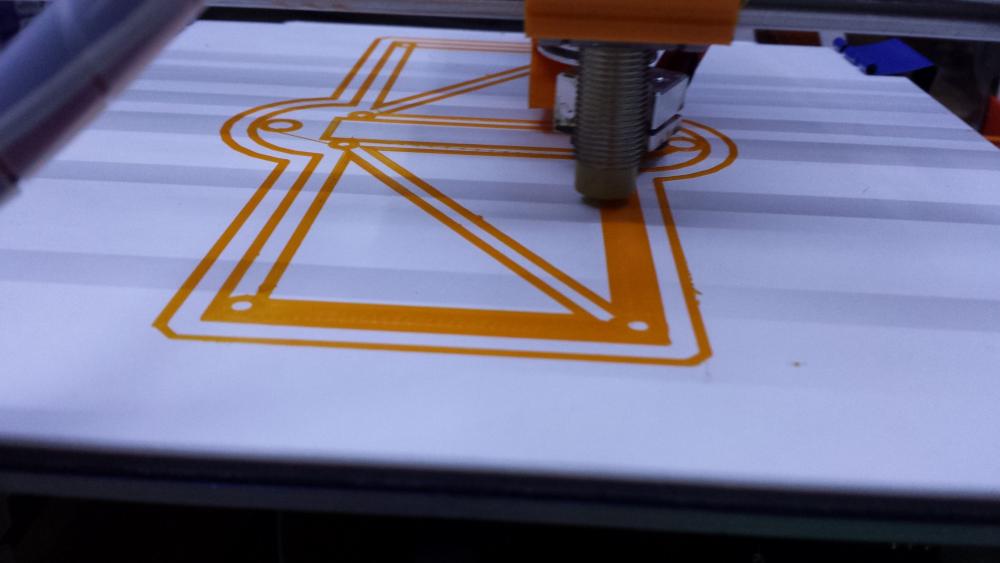

-
Support PrintinZ - avis
requiem71 en réponse au topic de requiem71 dans Entraide : Questions/Réponses sur l'impression 3D
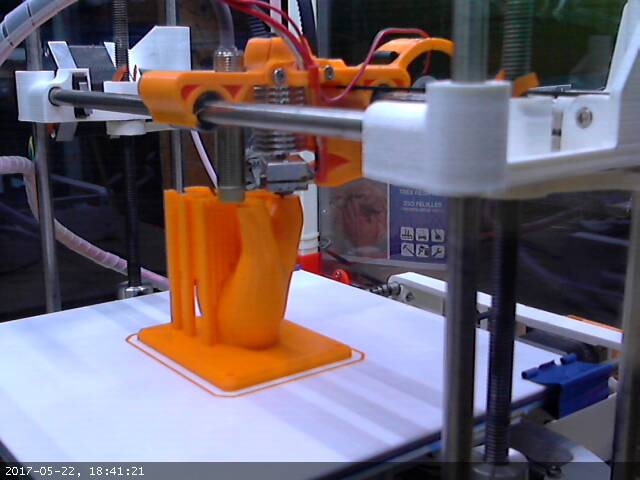
Donc en écrasant encore un peu, j'ai pas eu de wrapping je tente une pièce plus longue et plate pour voir ... -
Support PrintinZ - avis
requiem71 en réponse au topic de requiem71 dans Entraide : Questions/Réponses sur l'impression 3D
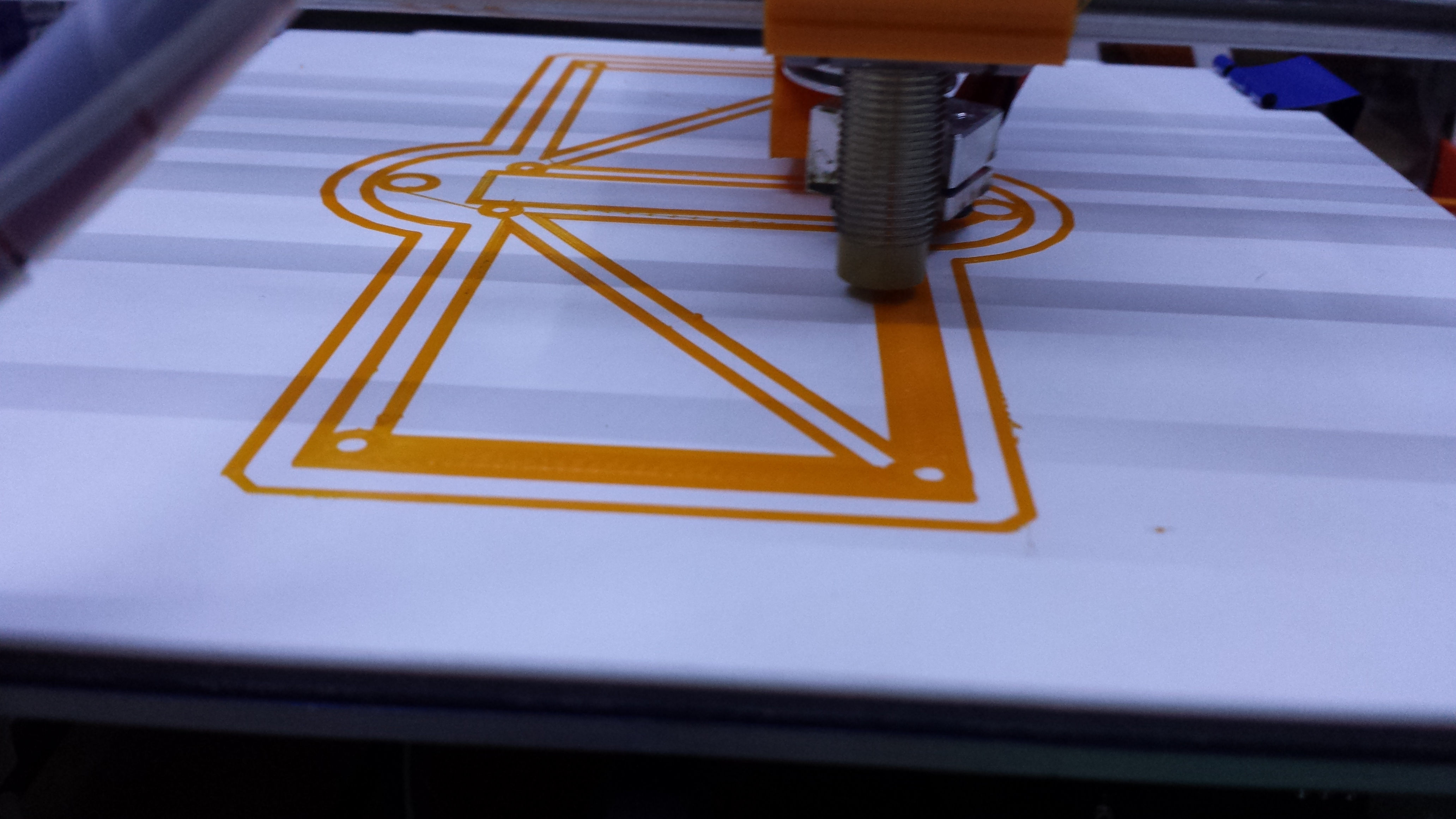
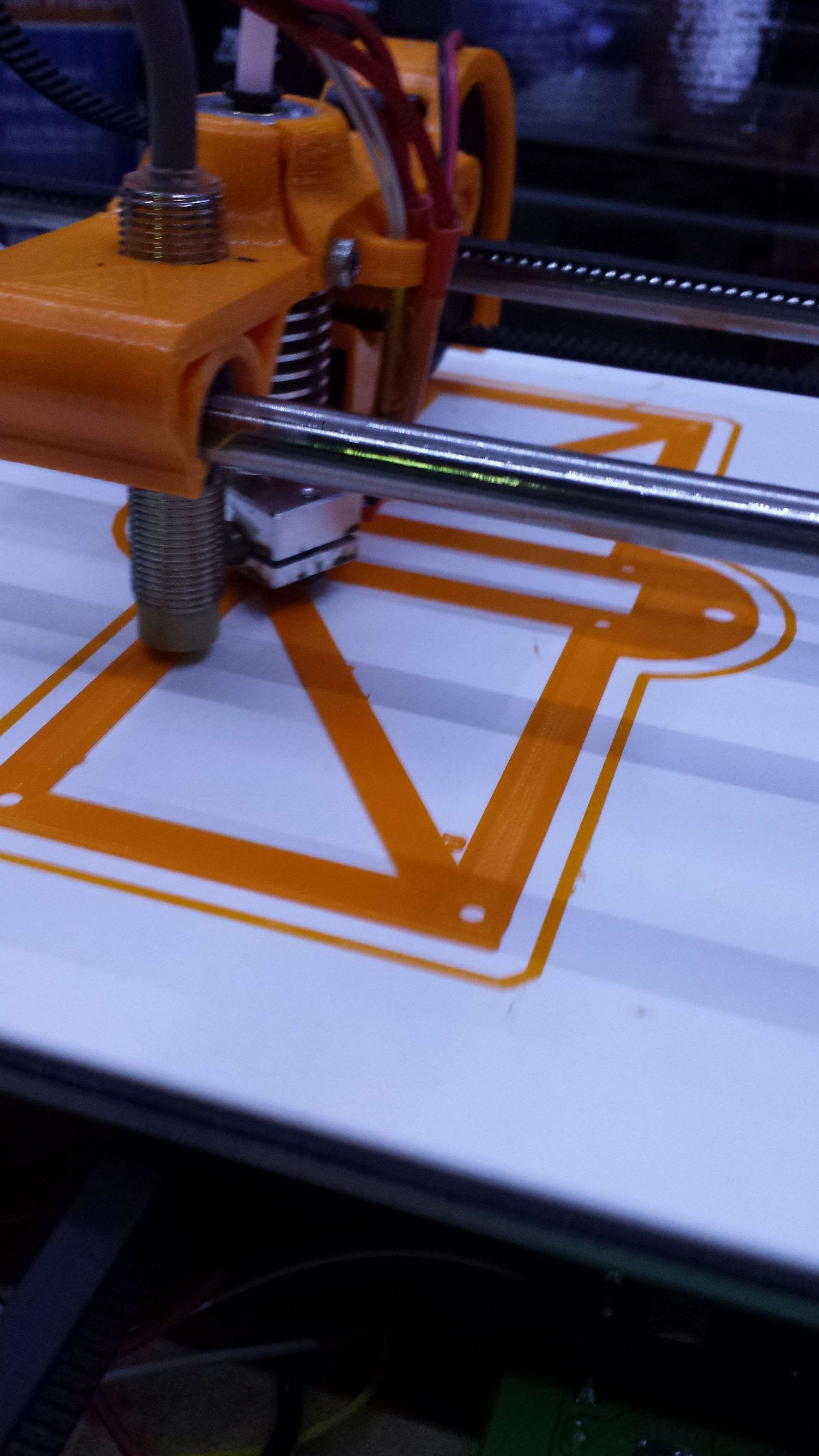
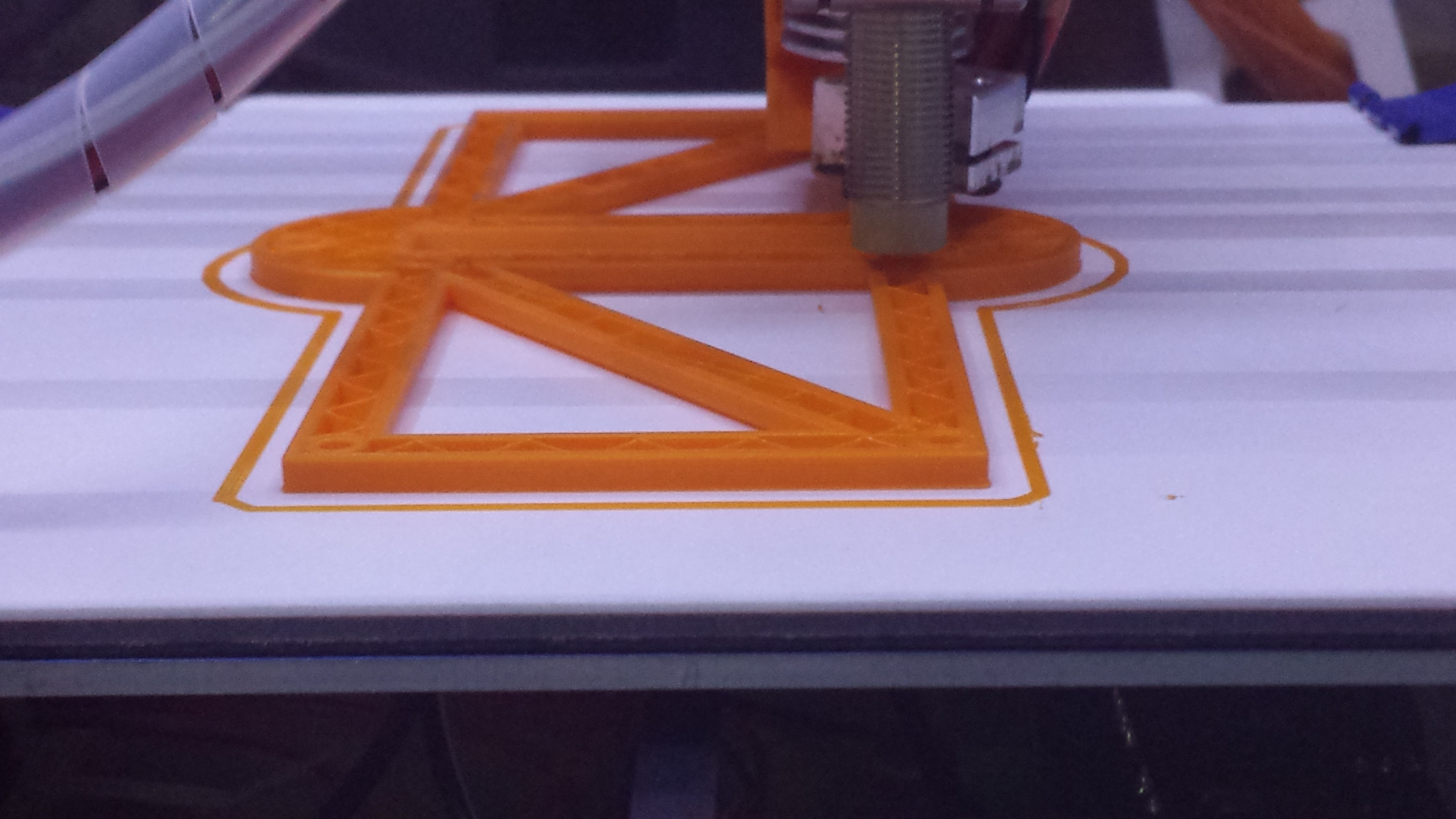
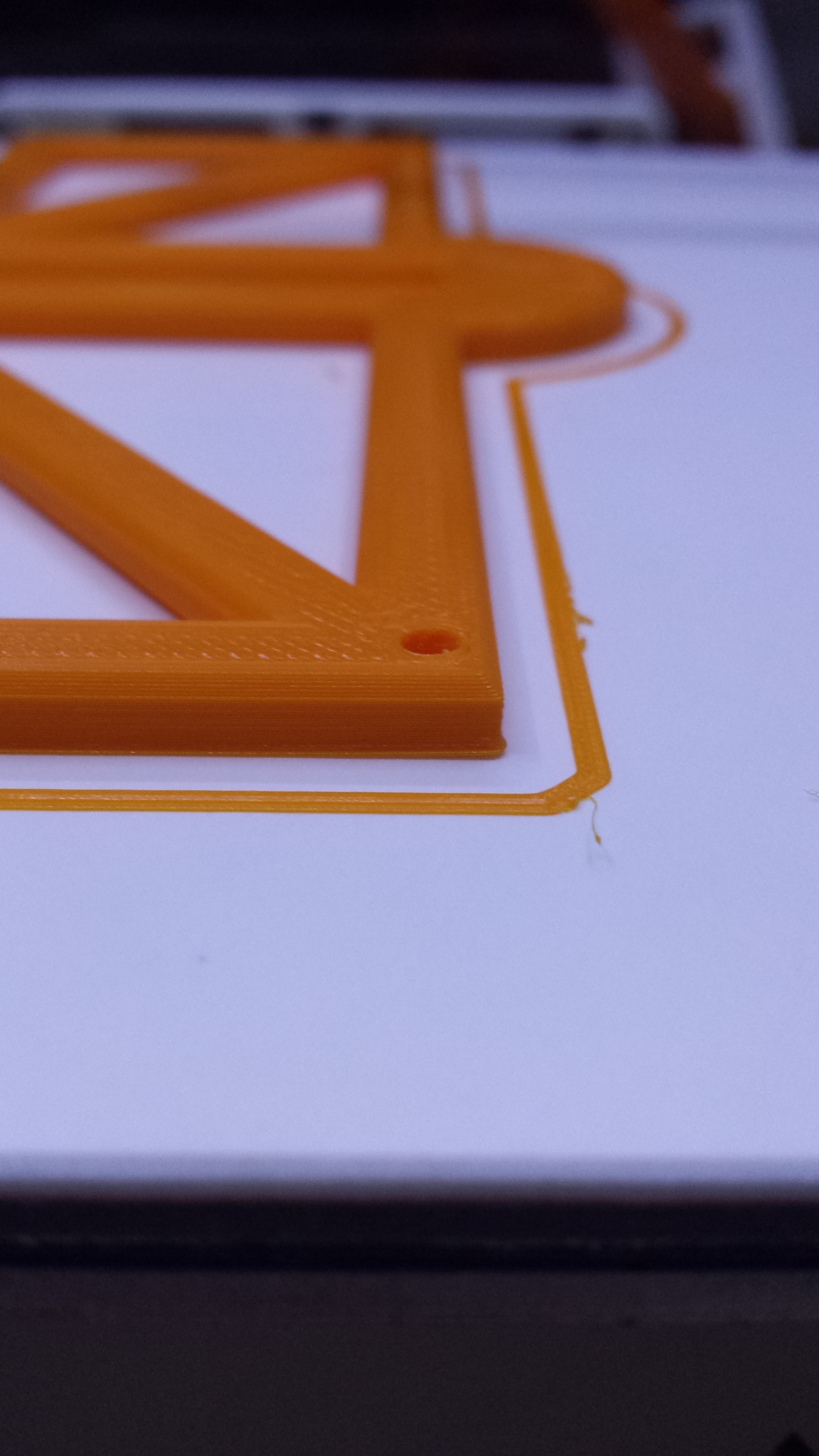
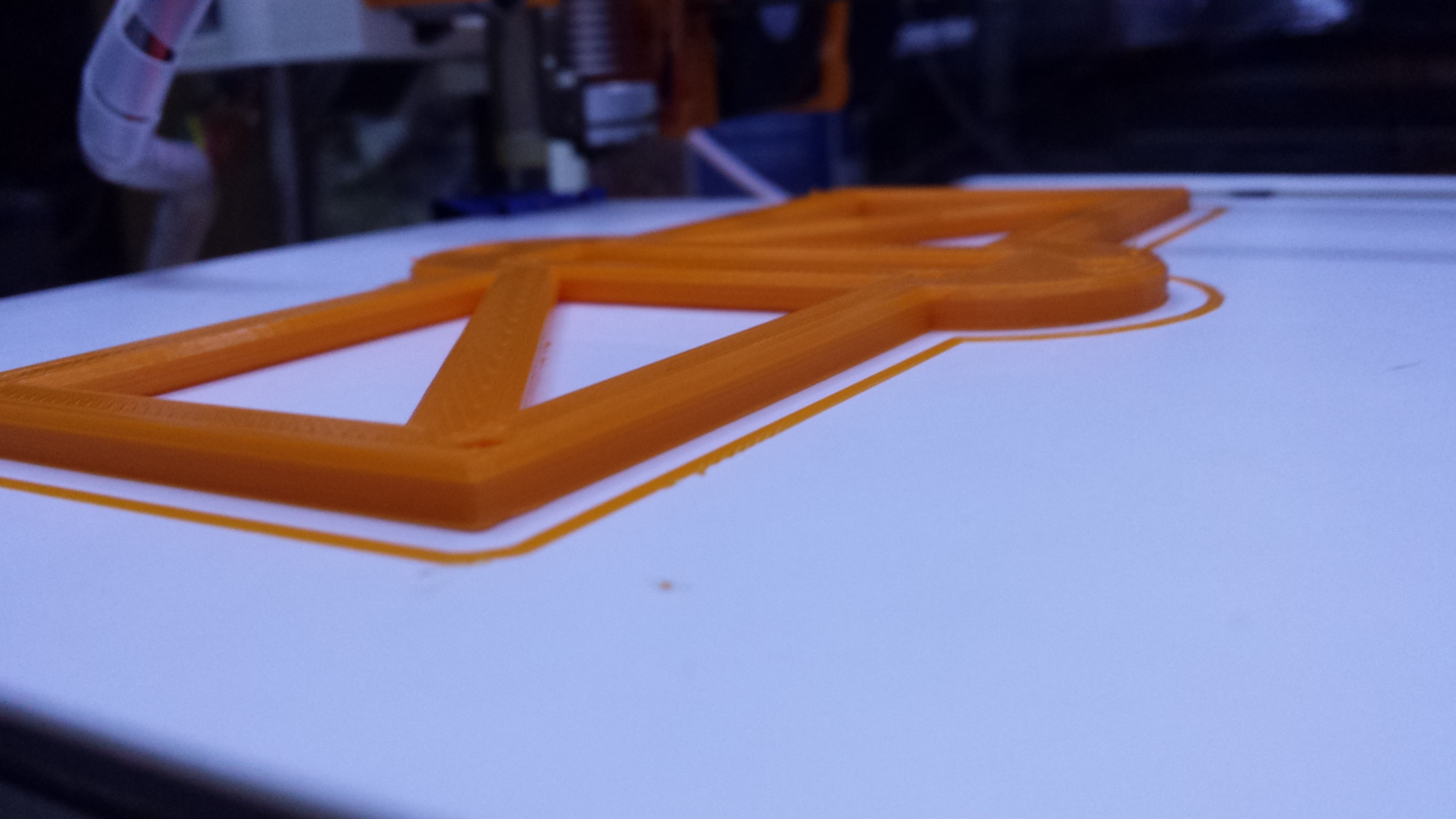
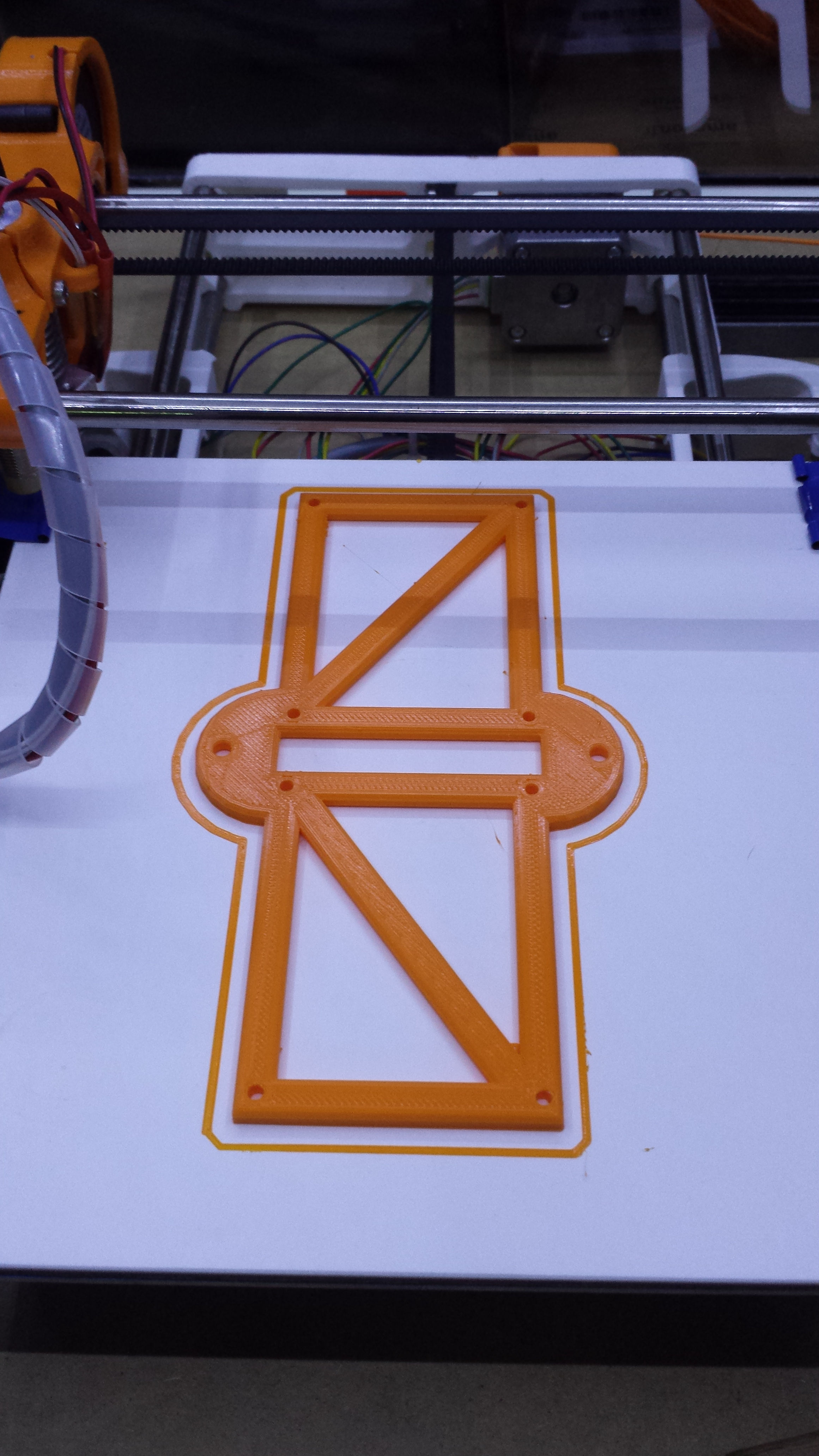
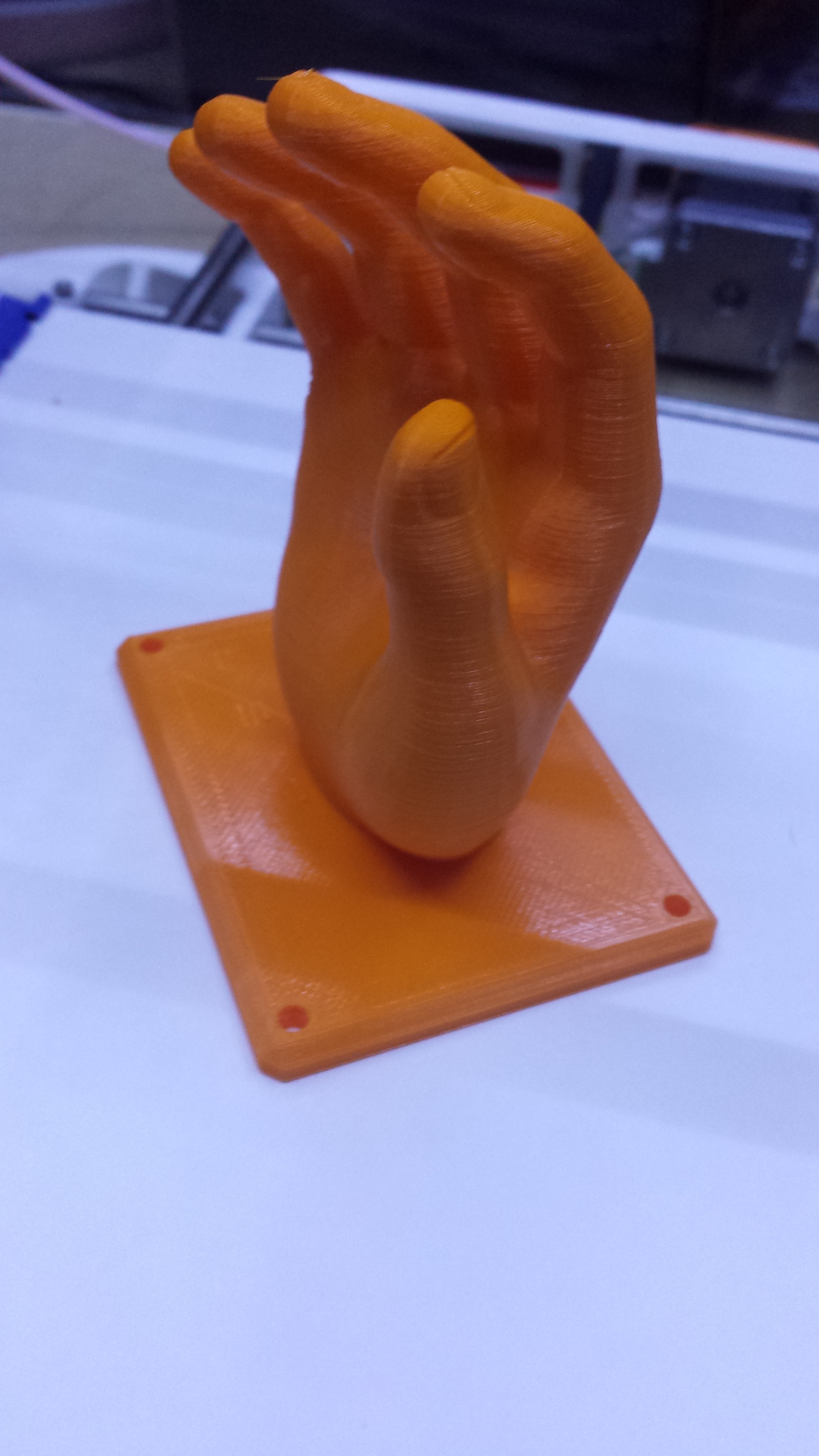
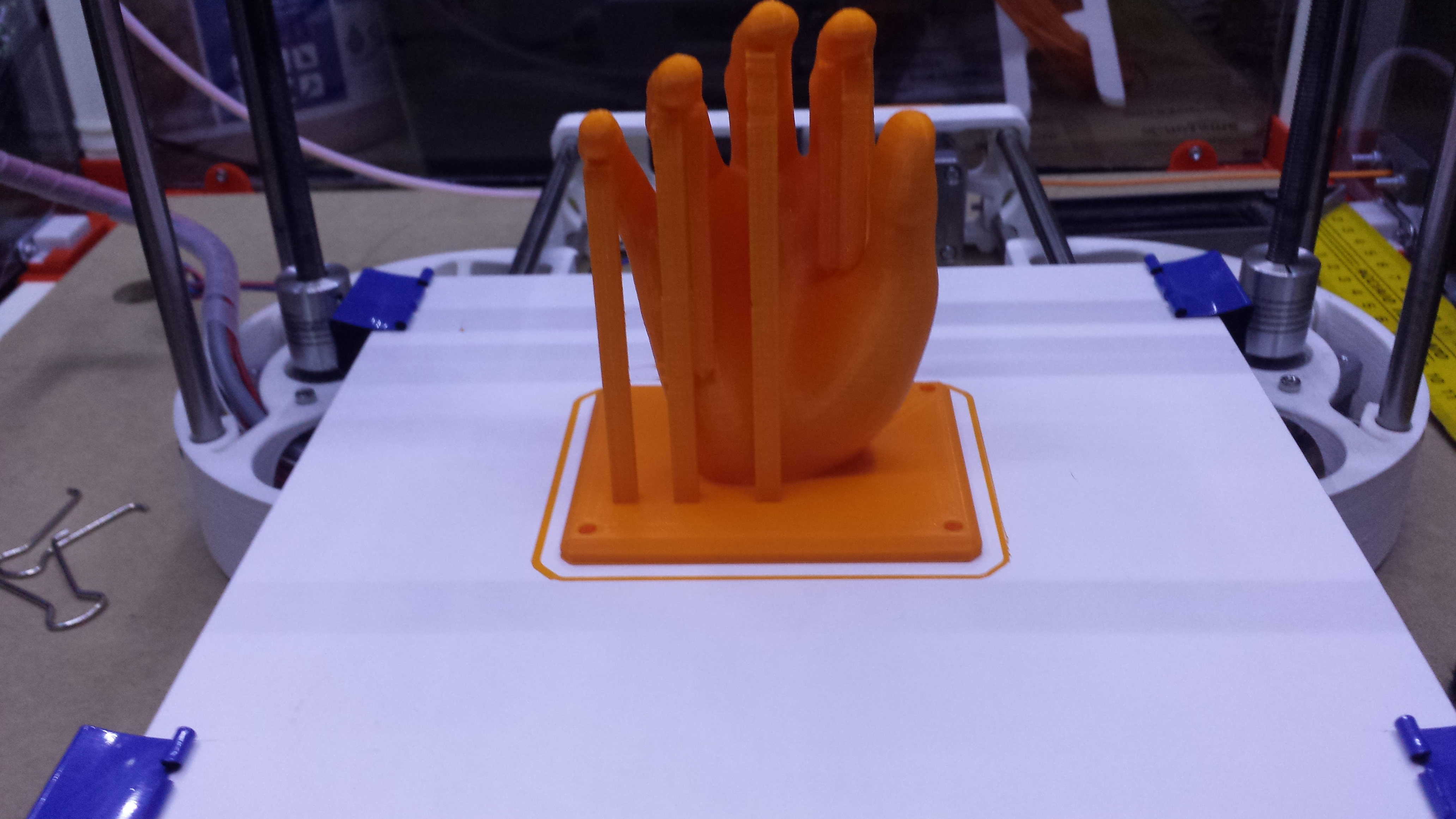
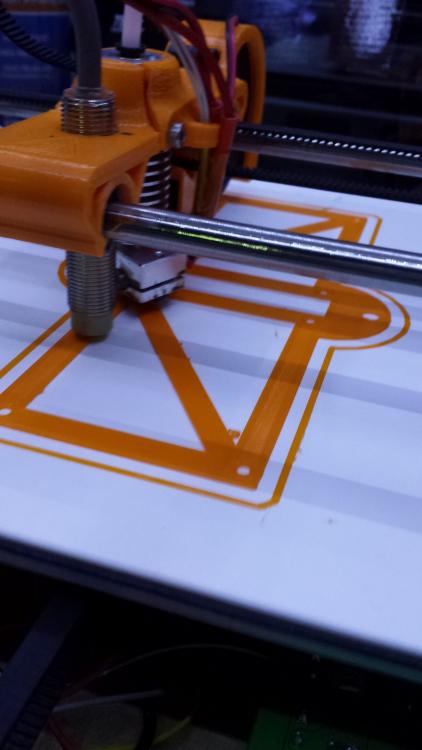
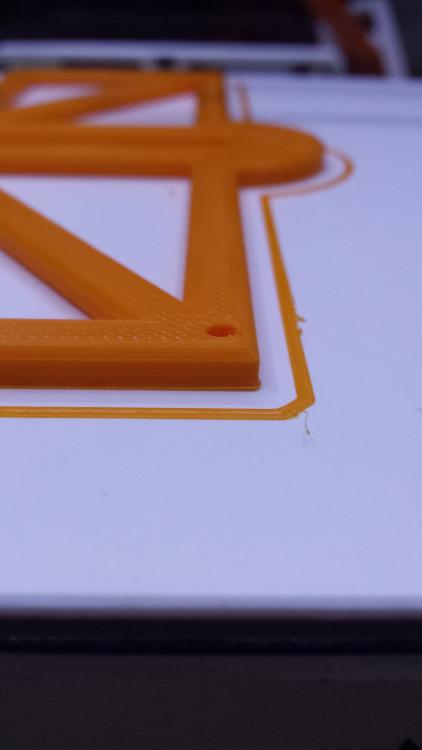
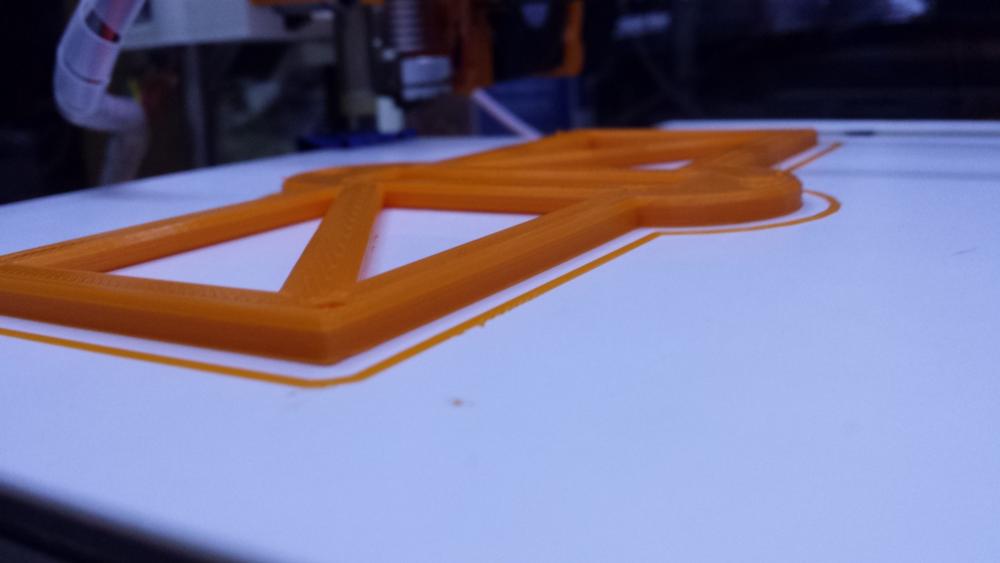
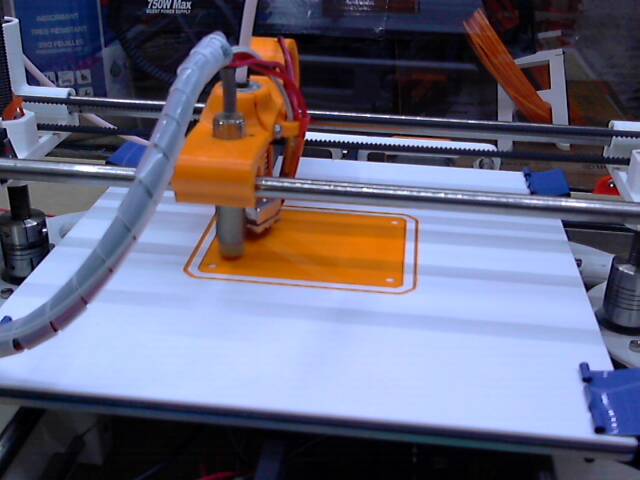
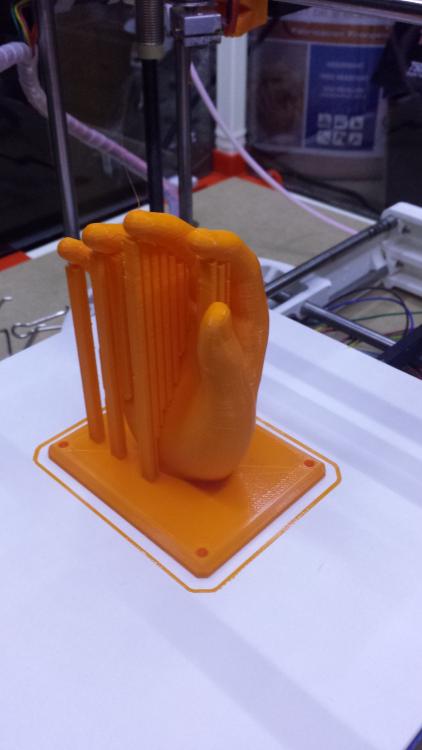
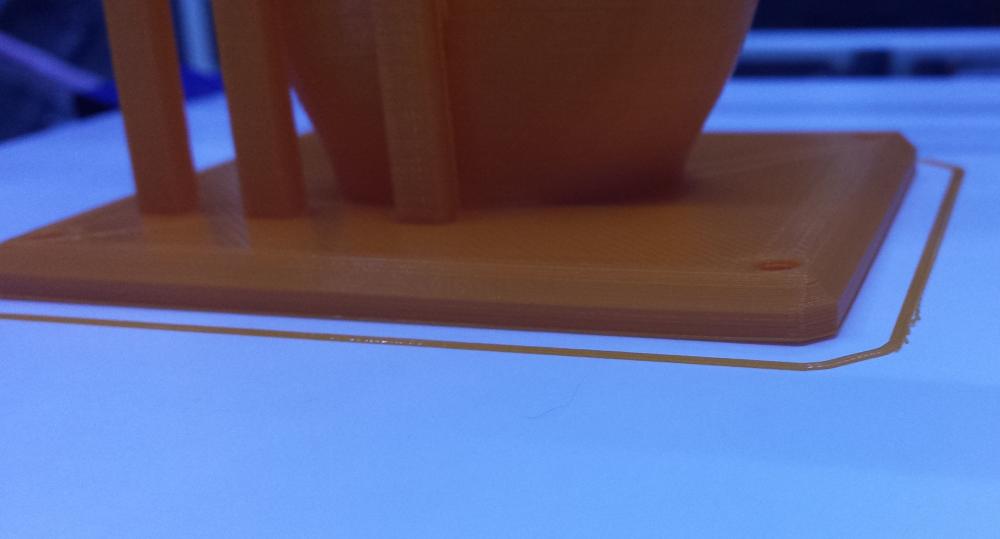
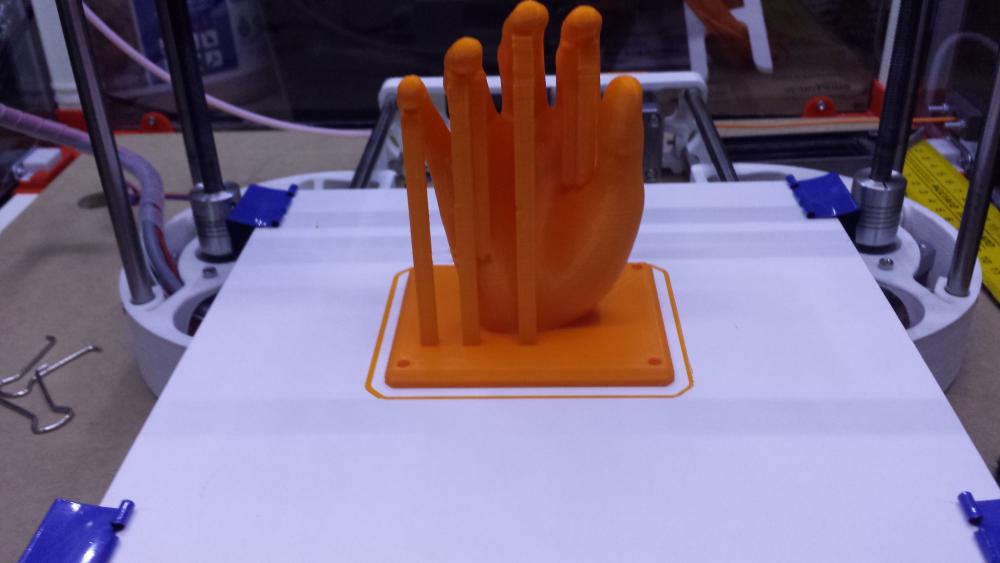
Première impression sur le PrintinZ ( dans tous les sens de cette phrase ) le plateau Le plateau est assez rigide, pas très lourd mais un peu. Une surface noir et une blanche. La surface n'a rien à voir avec le scotch bleu rugueux ou le BuildTak. Elle est super lisse et douce. On se demande à première vue comment ça peut accrocher. La mise en place sur le plateau de la dagoma doit être faite avec un système assez costaud (mettre du scotch sur les coté, ça tient pas, ça se balade à chaque mouvement car le PrintinZ est légèrement plus petit que le plateau d'origine de la dagoma. J'ai utilisé des pinces de document de bureau (voir les photos). C'est la taille moyenne et c'est déjà un peu large. Il aurait fallu prendre la taille en dessous. Attention : si les pinces sont trop grosses, il y a un risque que le tête d'impression tape dedans, si vous mettez des impressions trop près du bord ou lors de la mesure de Z au démarrage de la dagoma. Réglage de l'offset Z Bien sûr l'offset n'est pas le même. Au départ j’étais au alentour de -1.10, là je suis maintenant à -1.35. j'ai fait quelques essais pour trouver le meilleur réglage. Attention : Si vous mettez trop bas, vous risquez de rayer la surface (ce que j'ai fait. légèrement, rien de bien méchant) Premier test d’accrochage J'ai fait une première pièce, sur laquelle le warping ne risque pas d'arriver. Un baby groot trouvé sur thingiverse La surface accroche bien, mais on a l'impression que ça tient pas énormément quand on enlève la pièce avec la spatule. ça part tout seul, sans effort Niveau écrasement de la première couche, j'ai l'impression que la couche est mieux étalée que sur le scotch bleu. On voit bien que le filament s’aplatit beaucoup plus proprement (avec le bon réglage bien sûr). Le groot était en 2 pièces : le corps et la tête. pour la tête, le pied n’était pas bien aligné (rotation de 89 degré au lieu de 90 degré). Donc le pied ne reposait pas correctement sur le plateau, le slicer a mis un support sur un demi disque. Résultat, aucun problème d'accrochage, ça a tenu pendant 3 heures d'impression (alors qu'avant, sur le scotch bleu, ça aurait soit wrappé, soit bougé. 2ième tentative J'ai pris un plus gros modèle. Celui-ci a une surface plane au socle, suffisamment grande pour vérifier le wrapping. 1ere couche nickel, mais aurait mérité -0.5 en plus pour mieux écraser. Comme le montre les photos, aucun souci de wrapping (ou si on veut vraiment faire le pointilleux, à peine dans les angles (meme pas 1mm), mais rien a voir avec avant (voir début du post). J'ai retenté une nouvelle impression du même modèle avec le -0.5 en plus pour mieux écraser, impression en cours. (je vous redonne le resultat dès que c'est terminé) Conclusion : Pour moi, y a pas photo : le printinZ apporte beaucoup de mieux niveau accroche et écrasement des la première couche. Fini le builtTak et le scotch bleu ! Par contre, si vous avez comme moi des PB d'horizontalité du plateau, ça ne résout que partiellement le problème. j'ai toujours des zones qui écrase plus qu'ailleurs, mais c'est un autre problème que je vais solutionner dans le mois qui vient.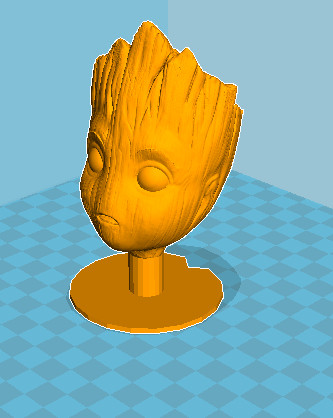


-
Support PrintinZ - avis
requiem71 en réponse au topic de requiem71 dans Entraide : Questions/Réponses sur l'impression 3D
Dans mon cas, je n'ai pas de plateau chauffant. J'ai déjà utilisé du builtak, mais bon, pas convaincu, j'ai abandonné cette idée. J'ai recu mon printinZ, mais il faut que je fasse des reglagles/tests de hauteur Z par rapport au palpeur, car ca ne doit pas être la meme hauteur que mon plateau avec scotch bleu. Je vous tiens au courant de mes tests -
Support PrintinZ - avis
requiem71 en réponse au topic de requiem71 dans Entraide : Questions/Réponses sur l'impression 3D
Bon ben j'en ai commandé un hier, en attente de réception et de tests. Je vous tiens au courant dès que je ferai le test. Moi aussi mon plateau n'est pas très droit. Si le PrintinZ ne résoud pas totalement le problème je suis en train de réflechir à une solution pour permettre le réglage du plateau indépendamment du palpeur. Je verrai en fonction des tests du PrintinZ je te tiens au jus @Belzebuteu -
Support PrintinZ - avis
requiem71 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, je suis possesseur d'une dagoma discovery 200 Suite à différent problème de wrapping, j'ai renvoyé en SAV mon imprimante, il y avait des défauts de pièces et de planéité du plateau. Le problème résolu, tout fonctionnait bien. Sauf que j'ai repris mes impressions 1 an après et quand je fais des grandes surfaces (coque de boîtier par exemple), et ben ca wrappe encore. Mais la, je fonctionne avec le scotch Bleu et il se décolle en même temps que le wrapping. Ma question : avez vous déjà essayé le support plateau PrintinZ (http://www.printinz.com/) ? vous en pensez quoi ? ça accroche bien ou pas ? ça peut régler le PB de wrapping ? Merci de votre retour d’expérience sur le sujet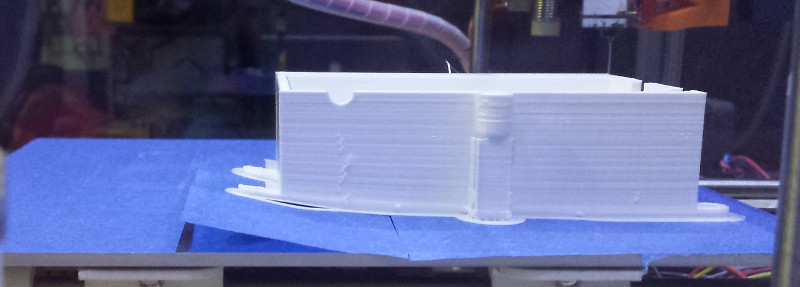
-
Perso j'ai abandonné le buildtak. Je trouve que le Scotch bleu fonctionne aussi bien voir mieux. J'avais un builtak et j'ai jamais pu le nettoyer correctement. Je sais ça fait pas avancer le schmilblik. ...
-
Moi je dirais que c'est un problème de modélisation au départ. Dans ton outil de modélisation le jointure entre les blocs est bonne ?
-
Il manquerait pas par hasard le fichier XML de configuration ?
-
J'ai pas ça sous la main je te fais ça ce soir quand je rentre du boulot
-
J'ai eu le même souci : verdict de dagoma : anti wobble monté à l'envers. Et effectivement j'avais pas fait gaffe. ..
-
La température dans cdb n'est pas forcément celle que tu veux : Si tu choisis "mode fin" la température sera la température demandée. Si tu mets rapide ou moyen en qualité alors cdb ajoute un delta de température ce qui augmente la température de consigne. Regarde dans le XML les valeurs de delta si ça correspond à ton écart.
-
Pour répondre au lettre je dirai : V : le + de l'alimentation G : pour ground donc la masse cad le - de l'alimentation S : sensor donc le signal du capteur
-
Ok autant pour moi. ...
-
blender Modélisation de solides [RÉSOLU]
requiem71 en réponse au topic de Adisma dans Dessiner / modéliser en 3D
C'est ça. Le remplissage dépend de ce que tu souhaites. Creux ou % de nid d'abeille. Tu peux vérifier simplement. Fait un cube dans Blender exporte le en stl charge le sous cura. Ensuite passe en mode visualisation des couches et balade toi doucement avec le curseur. Tu verras ce que cura fait au niveau filament par couche