Rhebian
-
Compteur de contenus
7 -
Inscrit(e) le
-
Dernière visite
Récompenses de Rhebian
")





-
Salut. Tu fais référence au réglage de la hauteur du plateau ? A l'aide de l'écran de l'imprimante ? Peux-tu vérifier ton câblage ? Les capteurs de fin de courses, les moteurs des différents axes, etc. Tu trouveras le manuel détaillé ici : https://drive.google.com/file/d/17VwXHSEl6oxIQNOycD_hrioW-OR8dSSQ/view Cdt
-

SOVB un fabricant de fil Français
Rhebian en réponse au topic de divers dans Consommables (filaments, résines...)
Bonjour à tous. J'utilise depuis des années du filament PLA 1.75 de chez SOVB. Rien à dire c'est du super filament, je reste fidèle à cette marque. J'extrude à 200/60 sur mes deux imprimantes avec, pas de soucis et pas de warping sur plateau adhésif ou plaque en verre laquée. -
LK4 Pro neuve : Problème de surextrusion et/ou rétractation
Rhebian en réponse au topic de Rhebian dans Alfawise / Longer3D
Merci @CriTof ! J'ai réussi à corriger le problème avec les manipulations suivantes : Démontage complet de l'axe Z et ré-serrage des excentriques (j'avais un peu de jeu et de grincement) Repositionnement du guide de la tige filetée Z sur le bloc de l'extrudeur, il était légèrement décalé. Avec ces corrections matérielles, j'ai atténué un peu le problème avec le GCODE d'origine. Mais l'utilisation du profil Cura de l'Ender 3 a réglé le problème : Je suis très surpris, je pensais que les gcode d'origine étaient 100% optimisés pour une imprimante fraichement montée. J'ai encore un peu de pattes d'éléphants et un peu de surextrusion sur les premières couches mais c'est rattrapé par la suite et ça ne se voit presque pas sur le modèle terminé. Bref, merci l'ami ! Concernant les ventilos, j'ai effectivement envoyé une photo de l'étiquette de l'imprimante et ils m'ont répondu que c'était OK.
-
LK4 Pro neuve : Problème de surextrusion et/ou rétractation
Rhebian en réponse au topic de Rhebian dans Alfawise / Longer3D
Salut CriTof, merci pour ta réponse. J'ai essayé... sans succès Ca fait exactement la même chose. Ça ne m'étonne qu'à moitié que cela ne fonctionne pas puisque les fichiers gcode livrés avec l'imprimante ont le même problème... Je pense qu'il s'agit d'un problème matériel sur l'axe Z. En revanche je garde l'astuce du profil de l'Ender 3 : intéressant la purge sur le côté avant la jupe ! Salut Yaya. Tu as aussi le problème avec les fichiers gcode livrés avec l'imprimante ? Exemple avec 30mm01.gcode ? A ce propos j'ai eu une réponse du support Longer3D qui propose de m'envoyer des nouveaux ventilateurs 3010 et 4010 plus silencieux. Mais ils me demandent un numéro de commande.... J'ai acheté l'imprimante sur le site de Darty alors j'ai mis le lien.... On verra bien ce qu'ils me répondent... -
LK4 Pro neuve : Problème de surextrusion et/ou rétractation
Rhebian en réponse au topic de Rhebian dans Alfawise / Longer3D
Suite à la lecture de ce post : J'ai resserré le coupleur de l'axe Z comme ci-dessous : J'ai bien collé la tige filetée contre l'axe du moteur et le tout est serré fermement. Mais ça n'a rien changé... J'ai toujours le problème : ... Des idées ? Merci !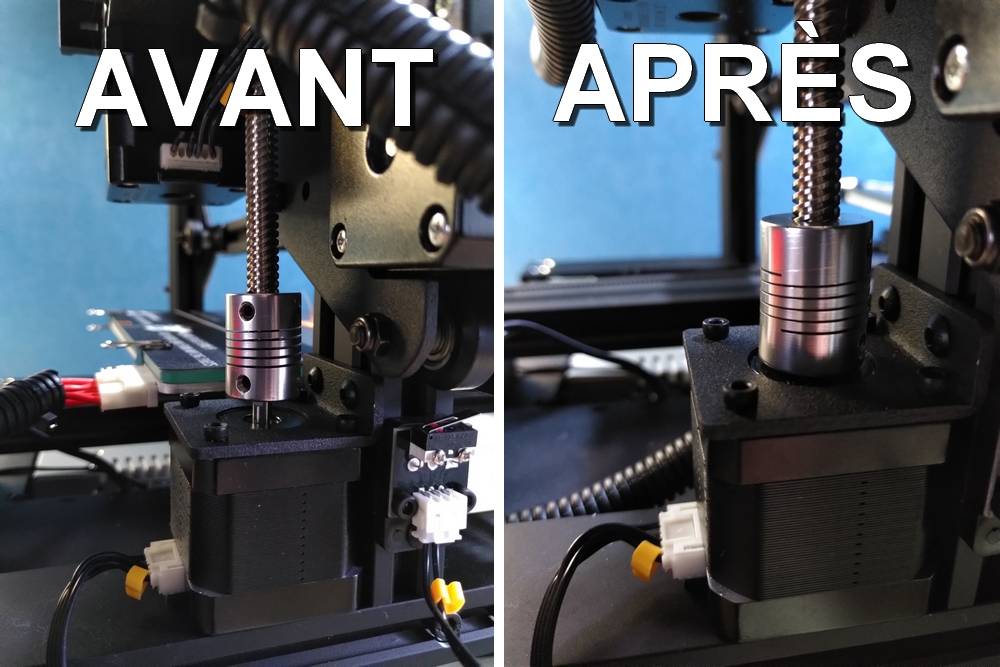
-
La réponse m’intéresse également et je n'ai pas bien compris la manip. Il faut coller la tige à l'axe du moteur ou laisser du mou !? Je pense avoir le même problème, voir mon post :
-
Rhebian a changé sa photo de profil
-
LK4 Pro neuve : Problème de surextrusion et/ou rétractation
Rhebian a posté un sujet dans Alfawise / Longer3D
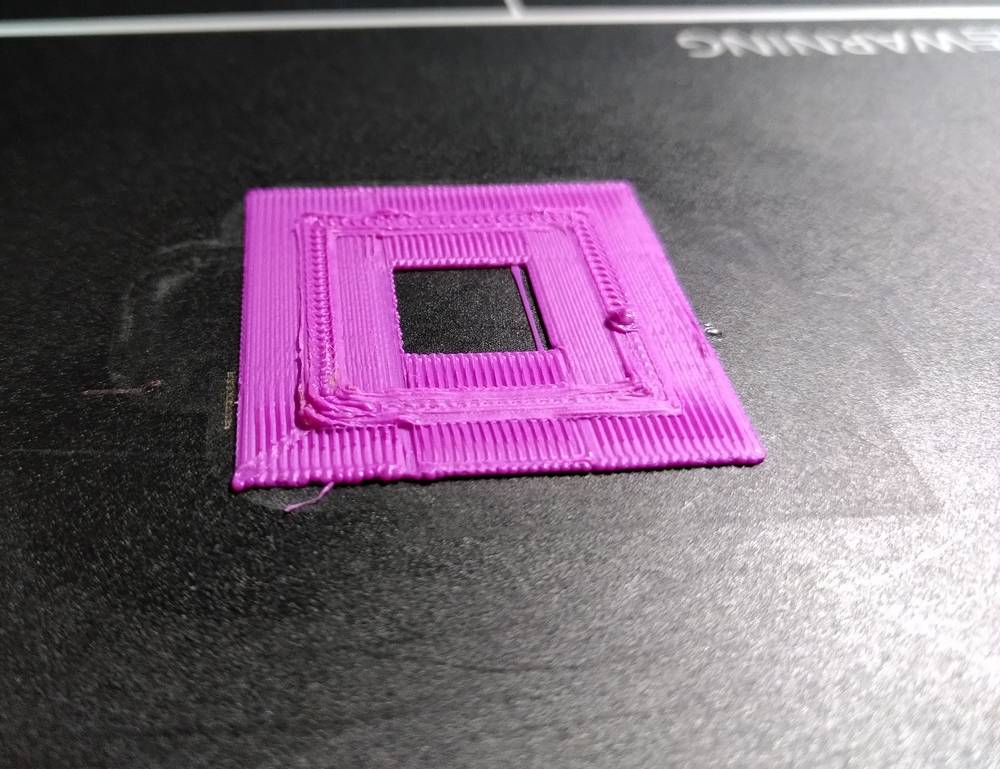
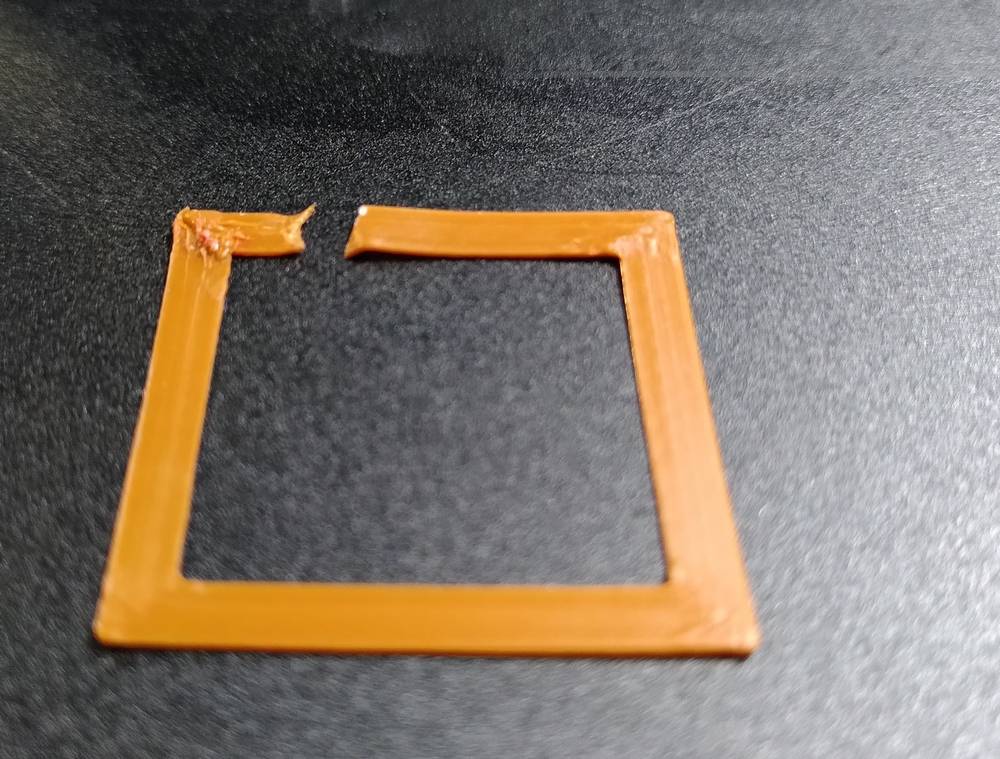
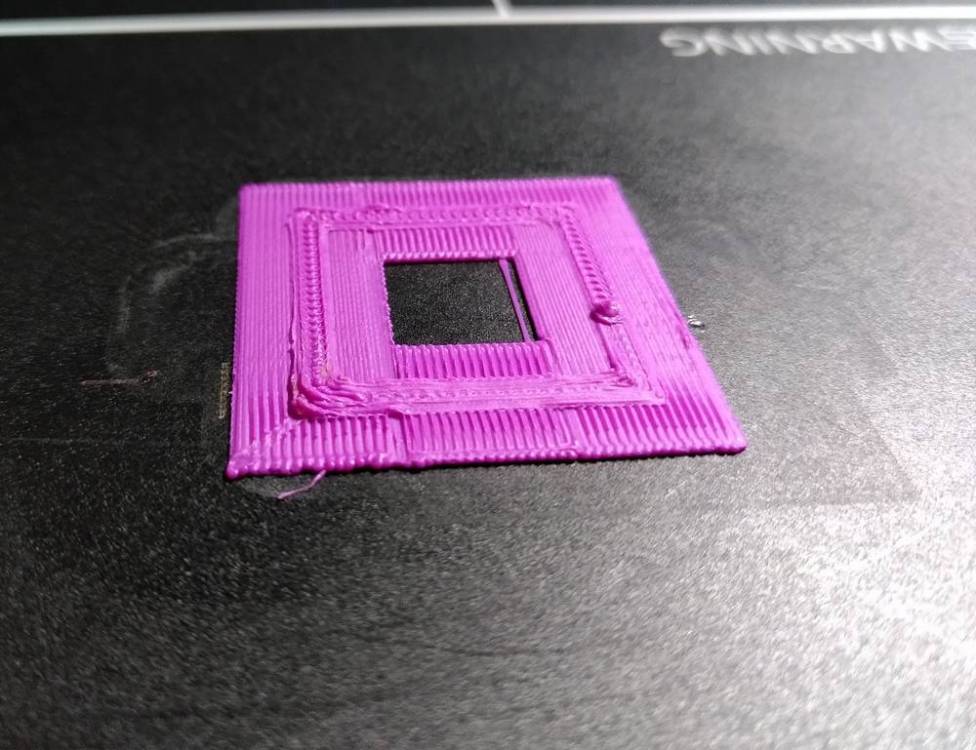
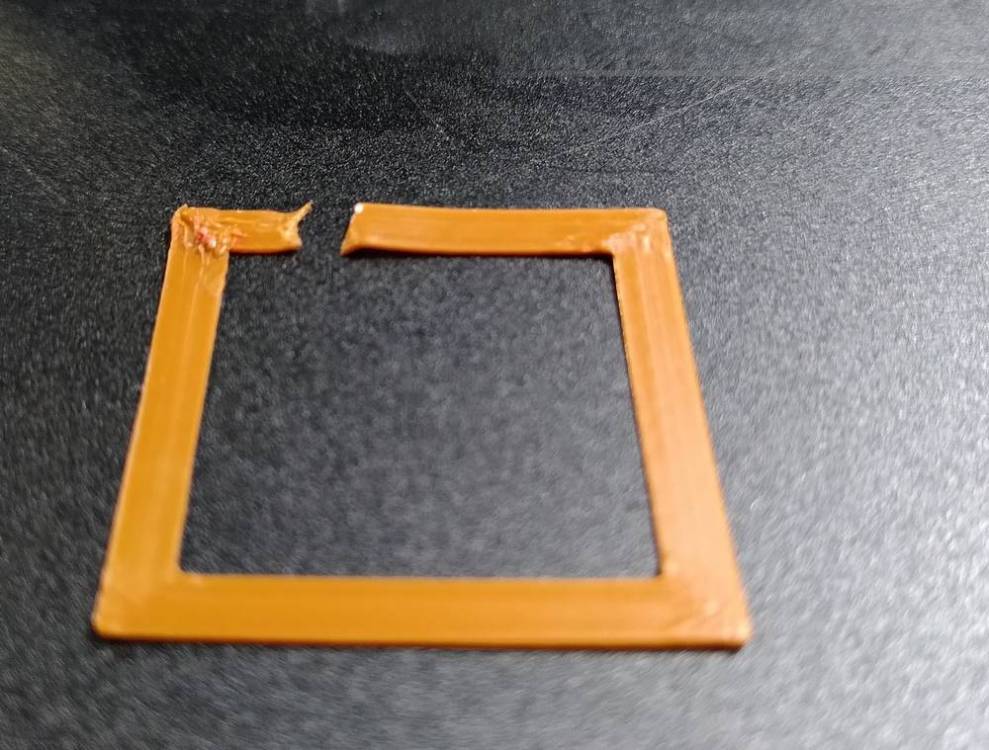
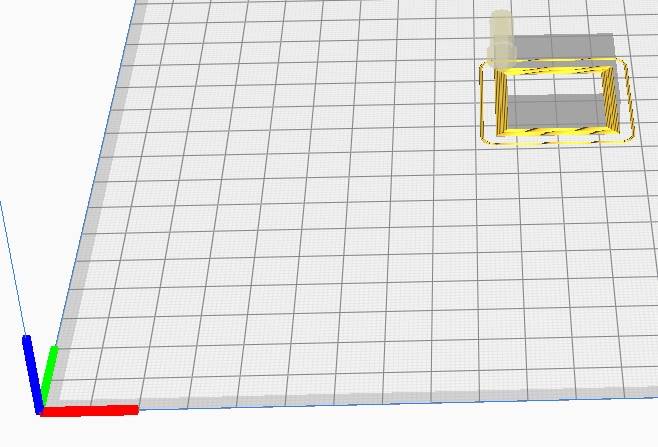
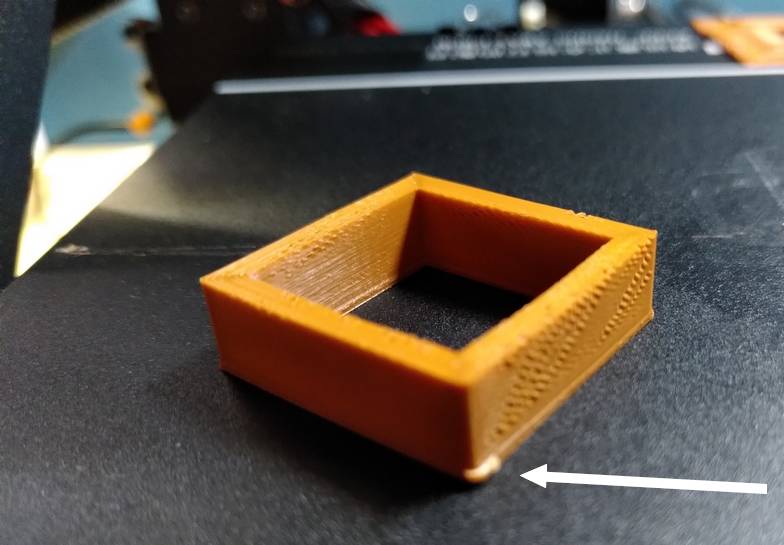
Bonjour à tous. Je viens de faire l'acquisition d'une LK4 Pro. Le montage est très rapide mais qu'est ce qu'elle est bruyante ! Après avoir parcouru le forum j'ai envoyé un mail au support pour de nouveaux ventilos, j’attends la réponse... A part ça, je rencontre un soucis qui à mon humble avis a un rapport avec de la surextrusion ou la rétractation. Ça se produit avec les fichiers gcode livrés avec l'imprimante (ils sont censés être au top du réglage, non ?). Exemple avec 30mm01.gcode, il y a trop de matière dans les angles et j'ai l'impression que le raft déborde un peu : J'ai créé mon gcode (shape.gcode) avec la même pièce (Smallsquare.STL), mais sans raft cette fois-ci et j'ai toujours ce problème de surextrusion dans les angles : J'ai essayé de modifier la rétractation (plusieurs tests avec la longueur de 6mm à 10mm, de 40mm/s à 50mm/s) mais j'ai l'impression que ça ne change rien. J'ai également essayé d'activer le décalage en Z lors de la rétractation mais ça ne change rien non plus. Je j'arrive pas à faire décoller la buse lors de ce passage précisément : Sinon, en baissant le débit à 60%, j'ai réussi à avoir ce résultat. Ça déborde encore mais c'est négligeable, en revanche j'ai de la sous extrusion. Du coup je ne pense pas qu'il s'agit d'un problème de débit. Dans Cura, j'ai configuré l'imprimante en tant qu'Alfawise U30, mais j'ai les mêmes soucis en la configurant en custom. J'utilise ce profil : profil.curaprofile Avez-vous des pistes pour m'aider à régler ça ? Après quelques recherches, j'ai quelques pistes que je n'ai pas encore exploré : Remplacer le coupleur Z par un fixe, il me semble avoir lu que ça éliminait les pattes d"éléphants (est-ce mon problème ??) Bidouiller le firmware en USB pour décaler un offset en Z ou augmenter la hauteur des couches ? Merci d'avance.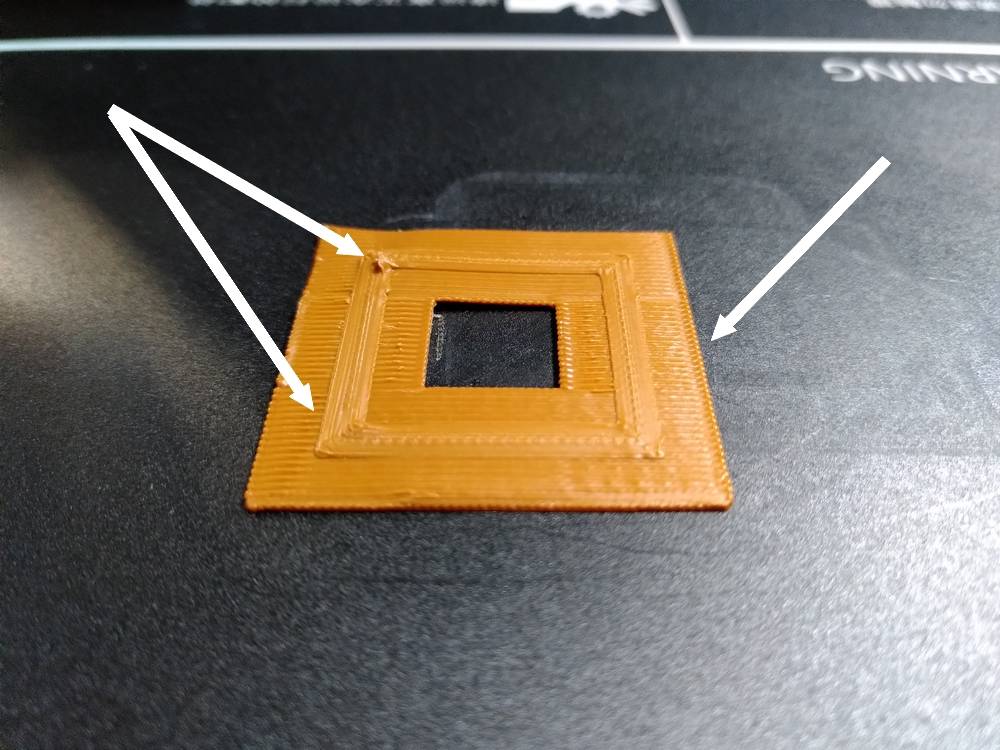
-
Bonjour à tous, J'ai commencé l'impression 3D avec une Reprap prusa I3 il y a quelques années. J'ai récemment acquis une Longer LK4 Pro. Les évolutions dans le domaine en quelques années sont fulgurantes. Nouvelle imprimante, nouveaux problèmes (quelle prise de de tête ce bowden...). Au plaisir d'échanger avec vous à l'avenir. Rheb.