FRANDSEN
-
Compteur de contenus
186 -
Inscrit(e) le
-
Dernière visite
Récompenses de FRANDSEN
")





-
Il y a forcément une explication physique au phénomène mais après avoir usé pour rien au moins 1Kg de plastique à essayer en chauffant le tapis de froid à 80°C, et plusieurs vitesses d'impression, depuis que je rempli à 100%, mon impression est nickel ! Peut-être un problème sur les grandes pièces de densité entre les parois et l'intérieur moins dense.
-
Oui, je me doutais bien qu'il fallait sortir l'électronique et l'alimentation pour ne pas qu'elle chauffe également. Pour l'instant, je vais en rester là et continuer mes essais avec du PETG cette fois-ci, toujours avec un remplissage à 100% pour les grandes pièces.
-
Bonjour à tous, J'ai fait un petit break pour réfléchir calmement à mon problème et je me suis dit que j'avais des ennuis sur les grosses impressions depuis que j'avais baissé le taux de remplissage de 100% à 40% pour faire des économies de plastique, alors, je me suis remis en route, pour recommencer avec du PLA, avec une température de 50°C de tapis recommandé par le fabricant(Amazon basic), la colle ELEGOO et une remplissage de 100% et là stupeur, mon boitier est sorti parfait sans aucune rétractation. Il ne me restera plus qu'à en faire autant avec du PETG et je remettrai à plus tard mon idée de changer le machine. Si l'un d'entre vous qui a réalisé un coffret pour sa Neptune 4 PRO pouvait me fournir les plans, cela serait sympa. Bon week-end.
-
La hauteur dans le cas présent est de 70mm, ce qui n'est pas excessif. Alors quelle est la bonne solution pour imprimer un coffret de 215x94x70mm en PETG ou en PLA ?
-
En fait, j'ai eu une réponse intéressante: " L'impression de pièces d'assez grandes tailles provoque plus de warping et de déformation que les petites pièces. Aussi, il est recommandé afin d'optimiser l'adhérence et de limiter cet effet de déformation d'utiliser un brim (bordure) avec un largeur de +/- 10 lignes pour vous augmenter la surface d'encrage de la pièce sur le plateau. De la même façon, utiliser un peu de spray ou de colle peut augmenter l'adhérence et vous aide à optimiser cette accroche. Enfin, nous ne recommandons pas de dépasser 60 degrés de plateau avec votre PLA, cela pourrait au contraire augmenter cet effet de warping. " A ce propos, connaissez-vous un forum de revente d'imprimantes 3 D car j'envisage de revendre la mienne qui est presque neuve pour le modèle ELEGOO Neptune 4 max qui a un plateau plus grand.
-
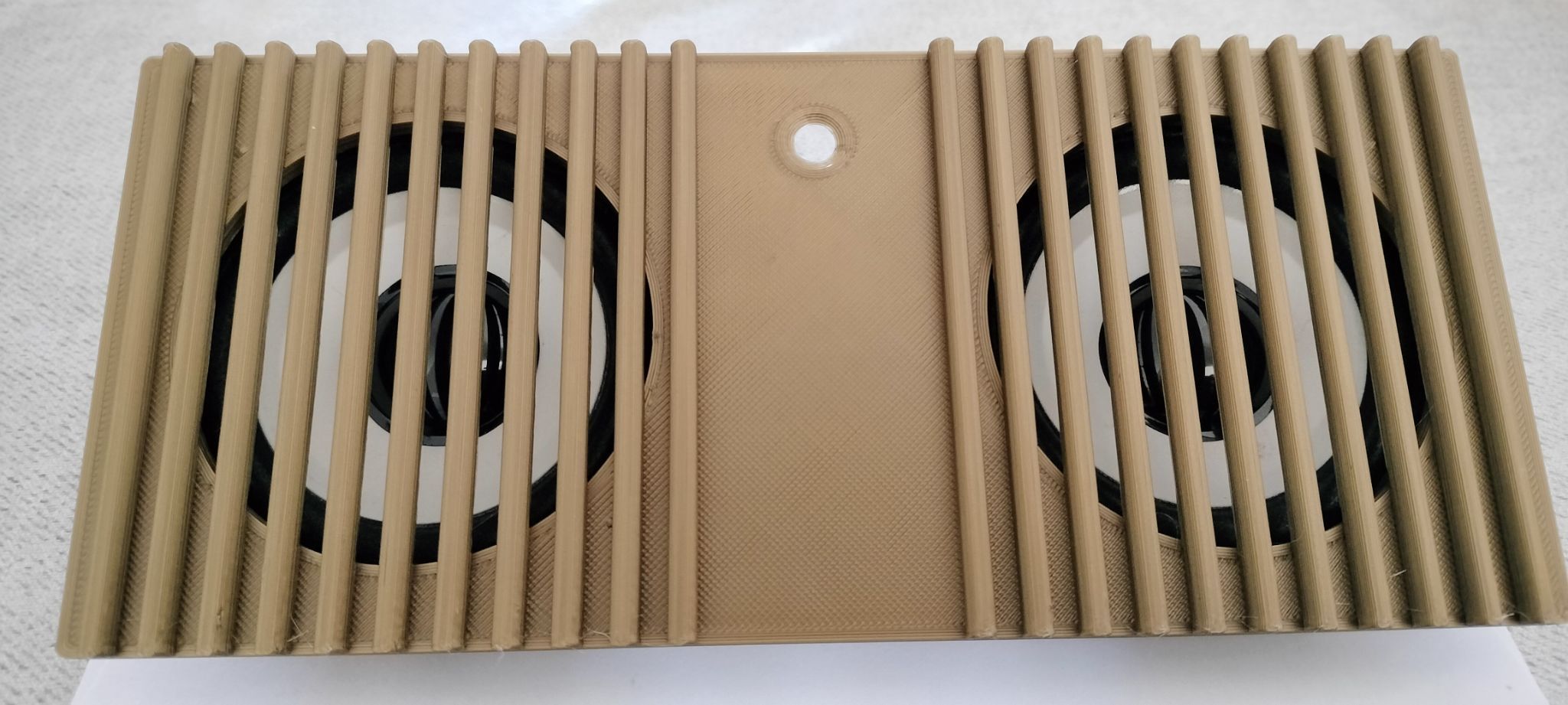
L'épaisseur de la façade fait 8mm avec la grille et 4mm sans, alors que l'épaisseur du coffret est de 4mm , donc identique. J'ai fait l'impression en PLA à 60°C en supprimant le chauffage du bed dans la parti centrale et j'ai eu la rétractation au quatre coins de la pièce avec un effet plus réduit certes , mais la pièce n'est toujours pas utilisable. Je vais essayer de joindre Polyfab3D qui me l'a vendu pour savoir s'ils n'auraient pas déjà rencontré ce problème!
-
Ok, je vais l'imprimer en PLA puis ensuite en PETG à 60°C. Pourtant la façade en PETG imprimée à 45°C le jeudi à 10H47 était bonne!
-
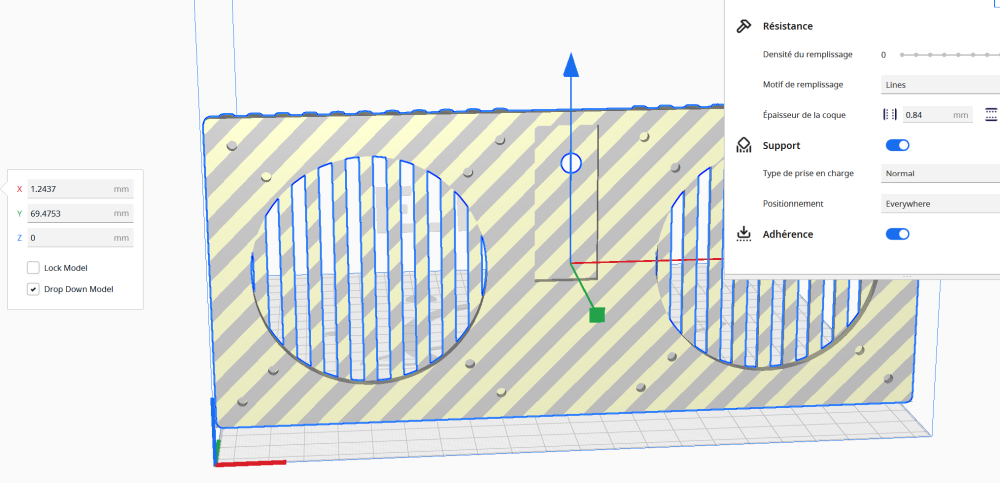
Ma pièce pèse 230gr et j'ai mis 11H00 pour l'imprimer. L'épaisseur de contact de ma pièce est un rectangle de 4mm d'épaisseur de contact. C'est pour cela que j'ai mis en adhérence une jupe tout au tour. J'avais pensé que la chaleur du tapis était la cause de mon problème mais il semble que cela ne soit pas le cas. La colle semble bien faire son travail. J'attends demain une commande de PLA pour essayer de refaire cette pièce dans cette matière.
-
Oui, mais le Fabriquant (PRIMA CREATEUR SELECT 3D-PRINT FILAMENT) indique PETG 1,75mm Solid Bronze. Print Temp: 195-235°C Bed Temp: 35-60°C Cependant, la déformation a été la même! Bonjour Savate, pour répondre à ton post, à chaque impression, le tapis est nettoyé à l'alcool isopropylique. Une couche de colle (ELEGOO Build Platform Glue Stick) est posée et j'ai surveillé tout au long de l'impression que celle-ci restait bien collée au tapis. En fin d'impression, j'avais sûr que le coffret ne s'était pas décollé!
-
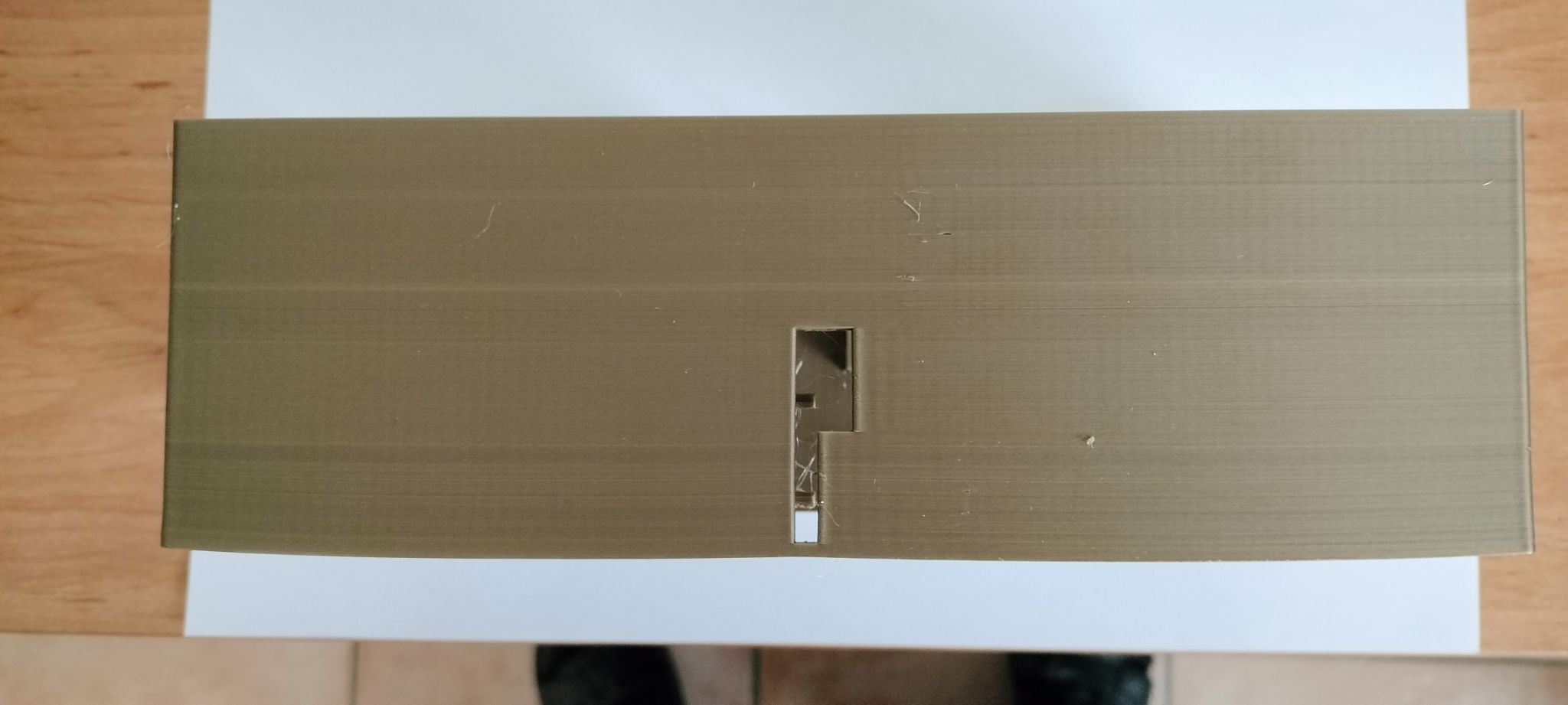
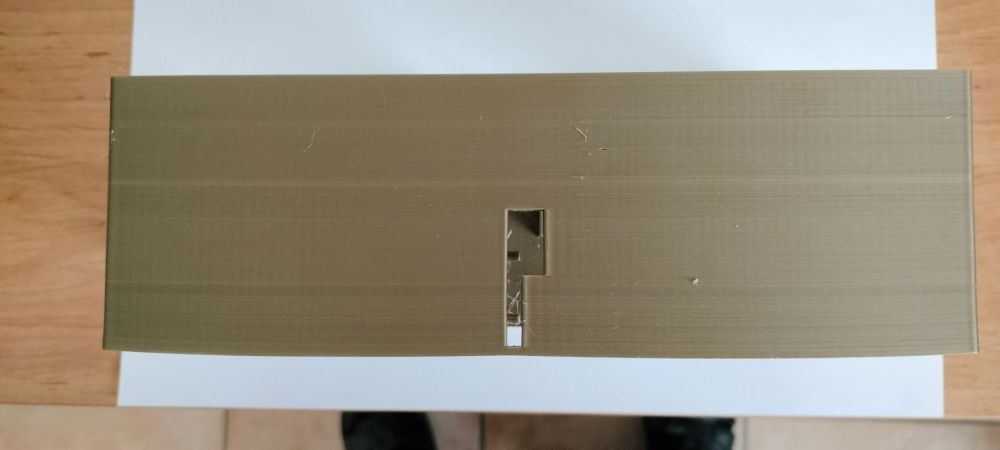
Les impressions se suivent mais ne se ressemble pas. Le coffret principal, une fois décollé du tapis est visiblement déformé, alors que la partie haute de l'impression est parfaitement plane. C'est le deuxième coffret qui présente ce défaut; portant, lorsque l'impression s'est terminée, je la voyais bien plane, collée au tapis. La première température de tapis était de 75°C pour du PETG. Cette fois ci, le fabriquant indiquant une température de tapis de 35 à 60°C, je l'ai mis à 45°C et le résultat est identique!! Avez-vous déjà rencontré ce problème? On dirait que c'est lorsque je l'ai décollé du tapis que le problème s'est créé.
-
Après quelques jours d'absence, voici ce que j'ai pu faire de mieux. Le résultat est correct avec une température de plateau de 45°C et en utilisant la colle fourni par le fabriquant (ELEGOO Build Platform Glue Stick). Une vitesse d'impression couche initiale de 30mm/s. Vitesse d'impression 100mm/s. Merci à ste0024 pour son info sur l'image de l'objet.

-
Ok, merci du renseignement.
-
50 mm/s, c'est peut-être un peu lent par rapport à ce que la machine est susceptible de faire mais c'est dans cette direction que je vais m'orienter. Une dernière chose, je n'ai jamais l'image de l'objet que j'imprime. Savez vous pourquoi ?
-
Il va de "MOI" que j'ai téléchargé CURA 5.6 et que je l'ai utilisé tel quel ,sans configuration que je suis incapable de faire. Alors dans ces condition, est-ce que je dois rester sur CURA 4.8 et faire avec ou pas? Après plusieurs minutes de réflexions et 2 essais dont le premier raté, je me suis aperçu qu'en diminuant la vitesse à 100mm/s, le PEGT avait le temps de se coller aux couches précédente et la qualité redevenait "presque" parfaite. J'ai du mal à penser qu'au double de cette vitesse on arrive à faire un travail de qualité, mais je ne demande qu'à apprendre de vos expériences.
-
Merci à vous tous pour cette inflation de conseils bienveillants. Pour commencer et faire les choses dans l'ordre, j'ai commencé par télécharger CURA 5.6 directement sur le site de Multimaker (j'ai vu qu'ils préparaient CURA 5.7). Ensuite si mes problèmes persistent, j'essaierai éventuellement en PLA. Je me demande si, en tournant la pièce de 90°, j'aurai le même problème? Pour info, la buse est neuve. Big problème avec CURA 5.6 téléchargé! Ma pièce, la même que précédemment (215mm) est trop grande et n'entre pas sur le plateau!!!