Lefix2
-
Compteur de contenus
6 -
Inscrit(e) le
-
Dernière visite
Récompenses de Lefix2
")





-
Salut, Je ne me suis pas trop renseigné sur le sujet mais il me semble que ces résine n'ont pas la même longueur d'onde de polymérisation! Edit: Eh non ce n'est pas ça, toujours du 405 nm https://monocure3d.com.au/product/rapid-model-dental-resin-beige-1-25ltr/ Mais une déformation moindre! Etant donné les applications dentaires (fabrication de prothèses etc.) le matériau utilisé ne doit pas trop se dilater/contracter afin de travailler sur une réplique parfaite de la dentition du client si tu veux mon avis! ^^
-
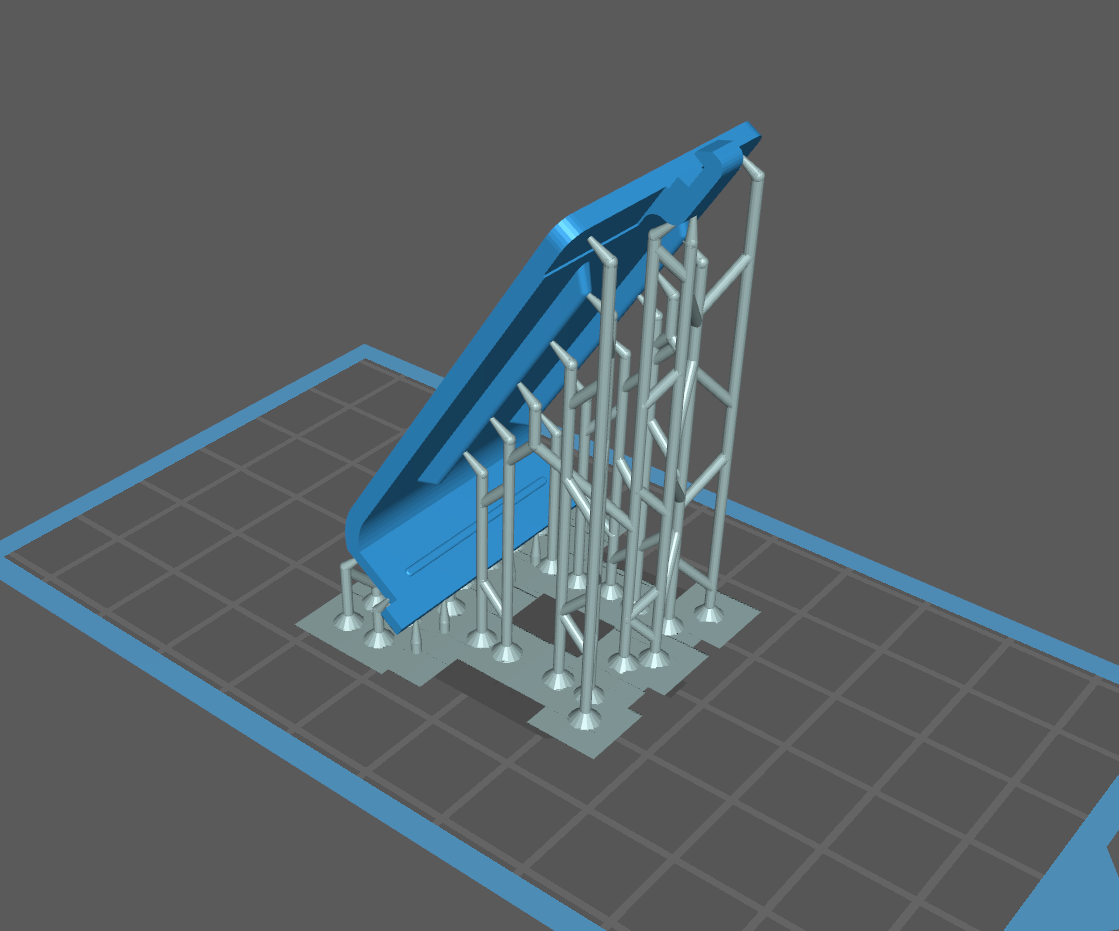
@TizTiz, je pense que si, effectivement en redescendant la pièce est écrasée contre le FEP+10um de résine et doit se tordre un peu. Des support de chaque coté pourraient améliorer la chose. J'ai aussi trouvé cet article extrêmement intéressant et documenté, je pense faire la modification! https://blog.honzamrazek.cz/2019/09/testing-the-precision-of-elegoo-mars-volume-5-whats-wrong-with-the-z-axis-and-how-to-fix-it-finally/ Il parle à la fin d'une imprécision sur les hauteurs de pièces, j'ai lu ailleurs qu'on peut changer la valeur de calibration rotation<->élévation avec la ligne gcode M8010 Sxxx http://www.customize-3d.com/chitu-g-code-explained.html La tour de test ELEGOO (rook) s'est imprimée sans accro, la "torsion" de la pièce en impression à l'air de jouer énormément.
-
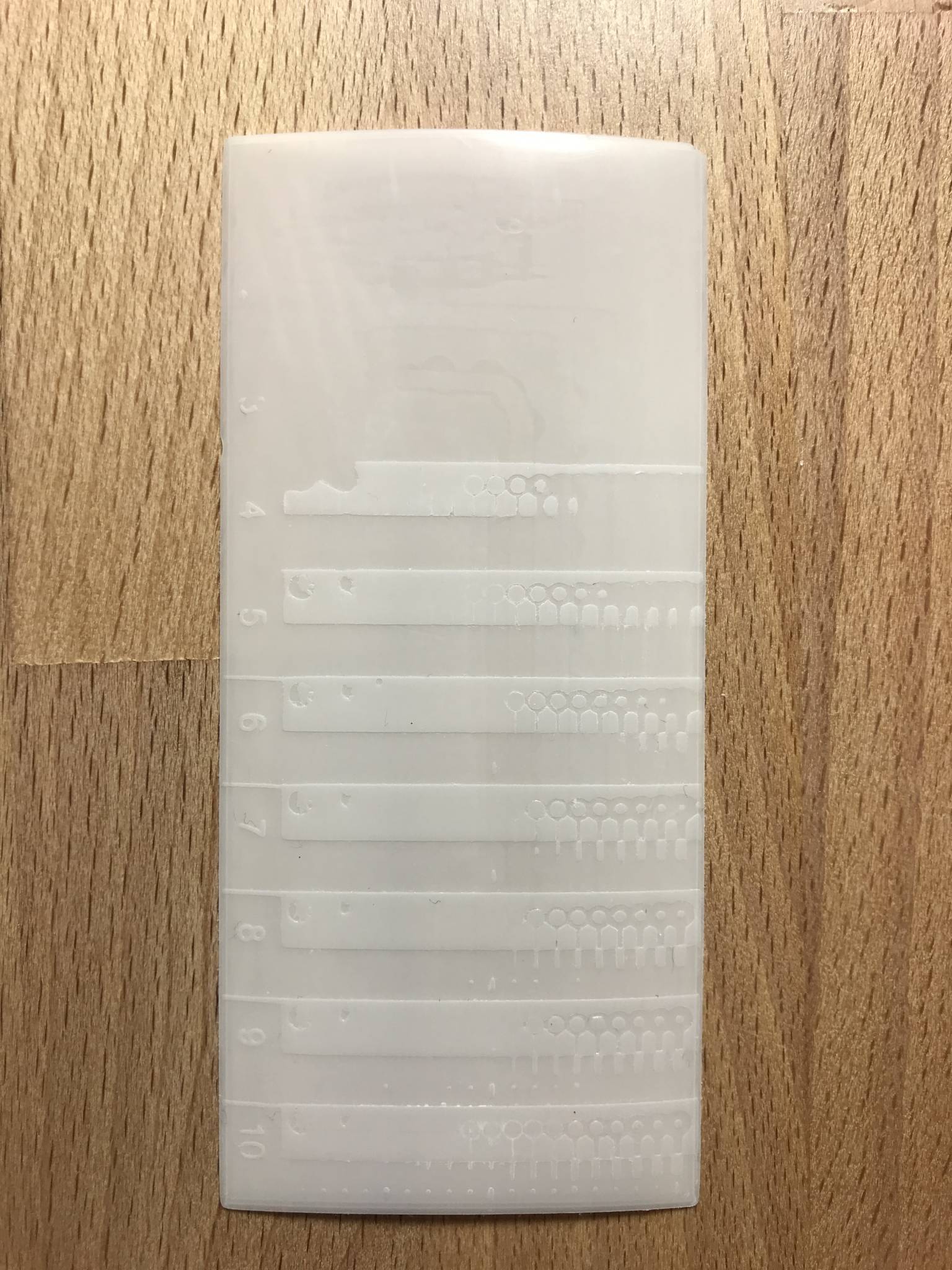
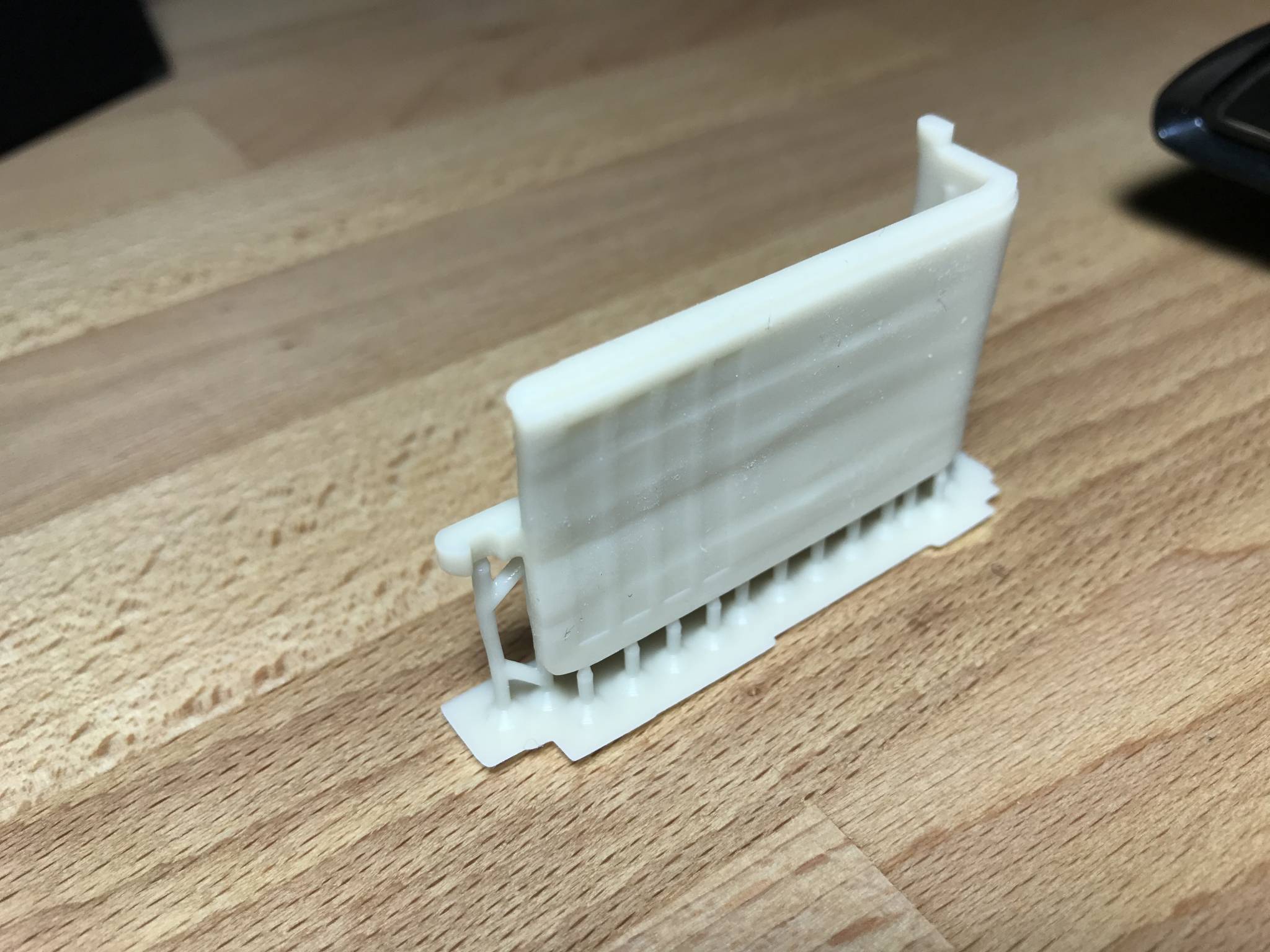
Je ne remet absolument pas en cause ton procédé qui à mon avis est amplement suffisant, je dis simplement que mon problème ne vient pas du post traitement. J'ai trouvé un test de calibration des temps d'exposition fort intéressant: https://www.youtube.com/watch?v=P5p4IgZuqMA J'ai obtenu le résultat suivant indiquant bien 12-14 secondes: J'ai resserré toutes les vis/axes/build plate Et une fois de plus le même problème est apparu: C'est sensiblment le même rendu qu'à l'impression précédente, sans le gros shift à la fin: A la réception de mon imprimante j'avais imprimé les tours d'exemple qui étaient sorties impeccable, je vais retenter cette impression et voir si le problème vient du print par rapport aux capacités de la MARS ou si la qualité s'est dégradée dans le temps! J'ai trouvé une personne mentionnant le même problème pour le même type d'application: Et une autre personne ayant identifié une erreur de conception (qui doit être corrigé dans la version pro si je ne m'abuse):

-
 Lefix2 a changé sa photo de profil
Lefix2 a changé sa photo de profil -
De retour aux tests Alors je viens d'acheter la monocure, j'ai toujours fait avec la elegoo avant mais je voulais changer car la mienne était transparente (tendance a diffracter un peu les UV) et à sortaitdes pièces un peu plus grosses. Le problème de déformation était aussi présent mais peut être pas autant. @plainair37 je vais tenter les paramètres de justin dans ton tableau et voir le resultat! @divers, je suis à peu près certain que le curing n'influe pas sur le résultat mais je vais quand même prendre des photos avant/après et suivre ta procédure! Avant de lancer l'impression je vais nettoyer a fond la plaque d'impression, refaire les niveaux et bien serrer les vis/vérifier les jeux. Prusa donne une bonne liste des erreurs : https://www.prusa3d.com/3d-print-quality-troubleshooting-guide/ J'ai récemment installé du kaption pour protéger mon imprimantes des fuites peut être que ça joue! https://www.youtube.com/watch?v=A4po-OycO6o
-
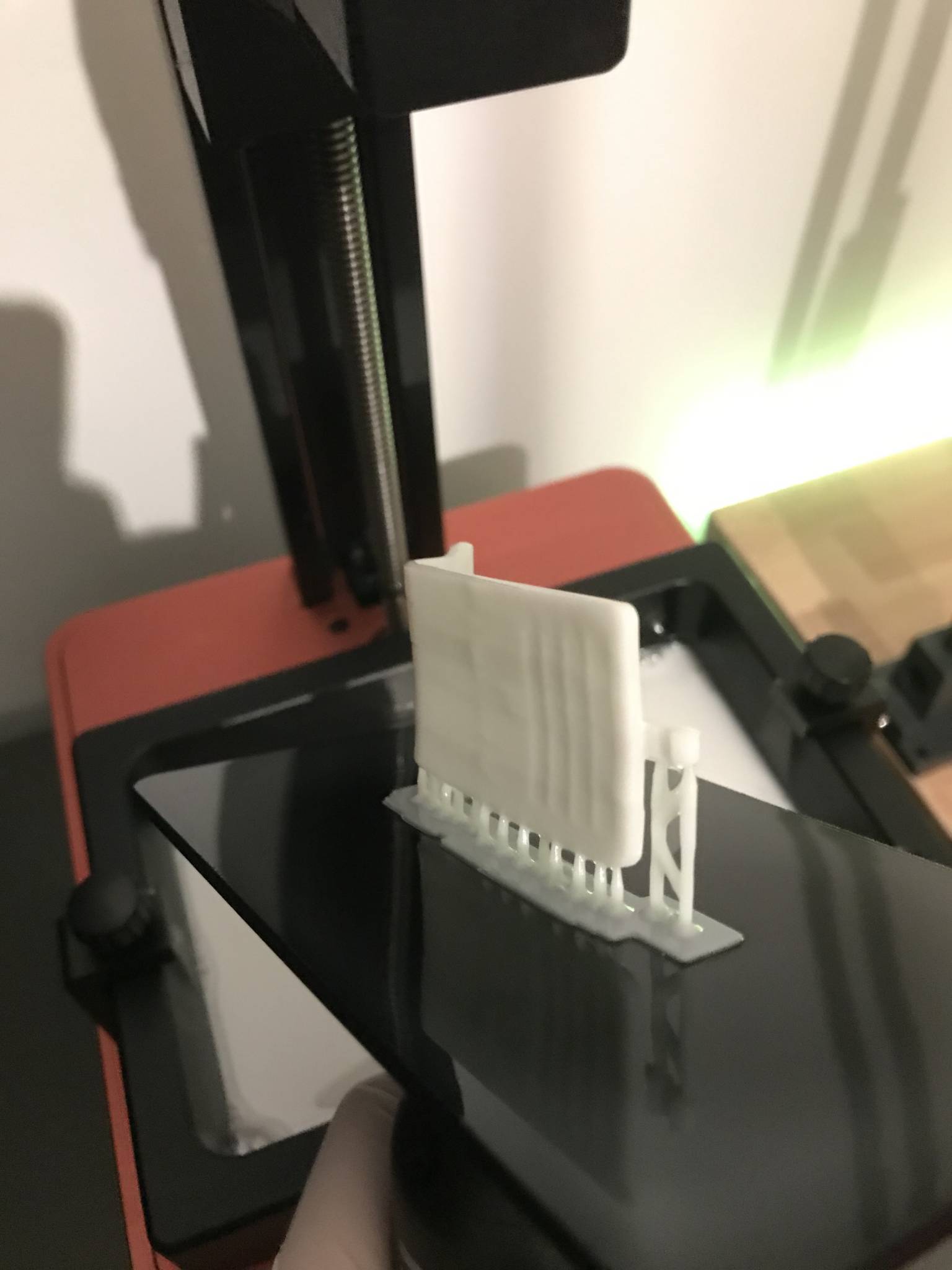
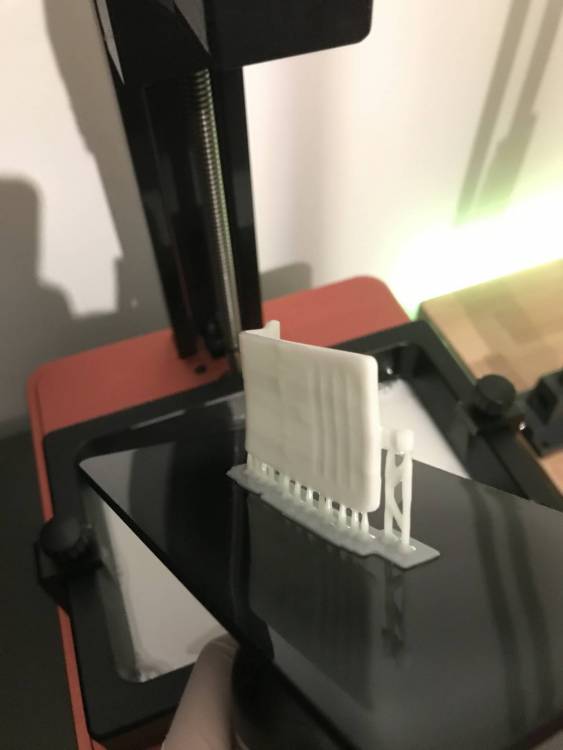
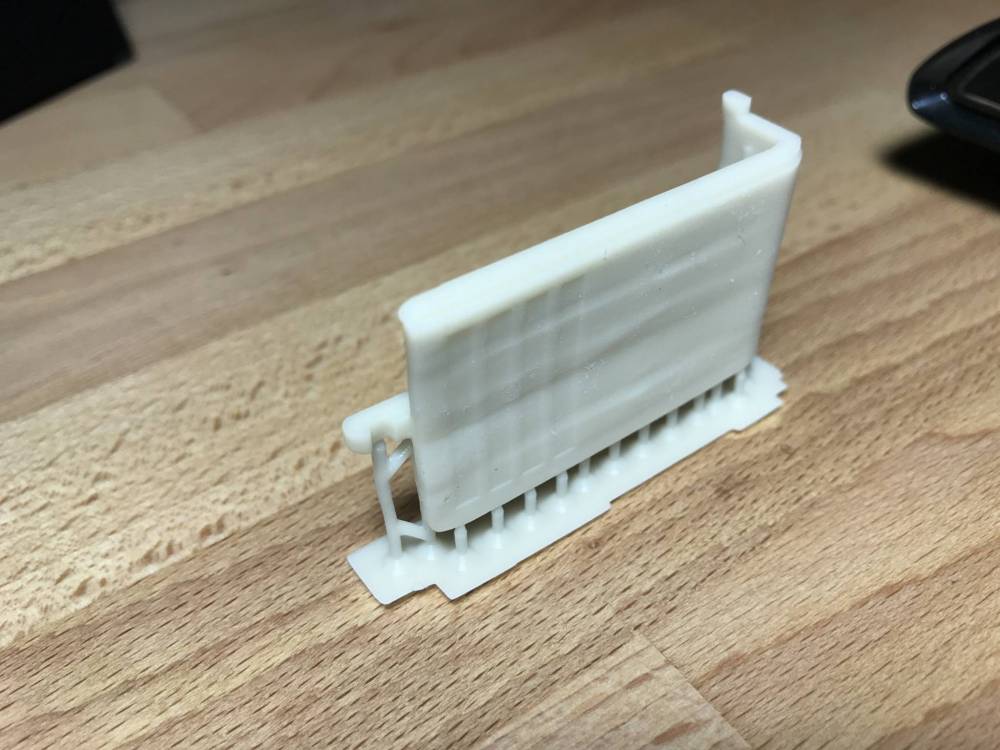
La température peut ramolir la résine mais je n'ai jamais constaté de déformation entre la sortie de l'imprimante et la fin du post traitement. Pour le séchage je préfère faire réagir toute la résine que je n'ai pas de surprise dans le temps. Pour l'orientation, tu as complètement raison, j'ai donc réitéré l'opération (dans le doute j'ai quand même nettoyé la piece a la main) mais le même problème est apparu sur les faces en contact avec les supports. J'ai aussi eu un petit décollement du raft. On peut surtout constater que rien n'est droit grace à ce test, les couches successives ne sont pas alignées, et les dernières sont carrément décalé!

-
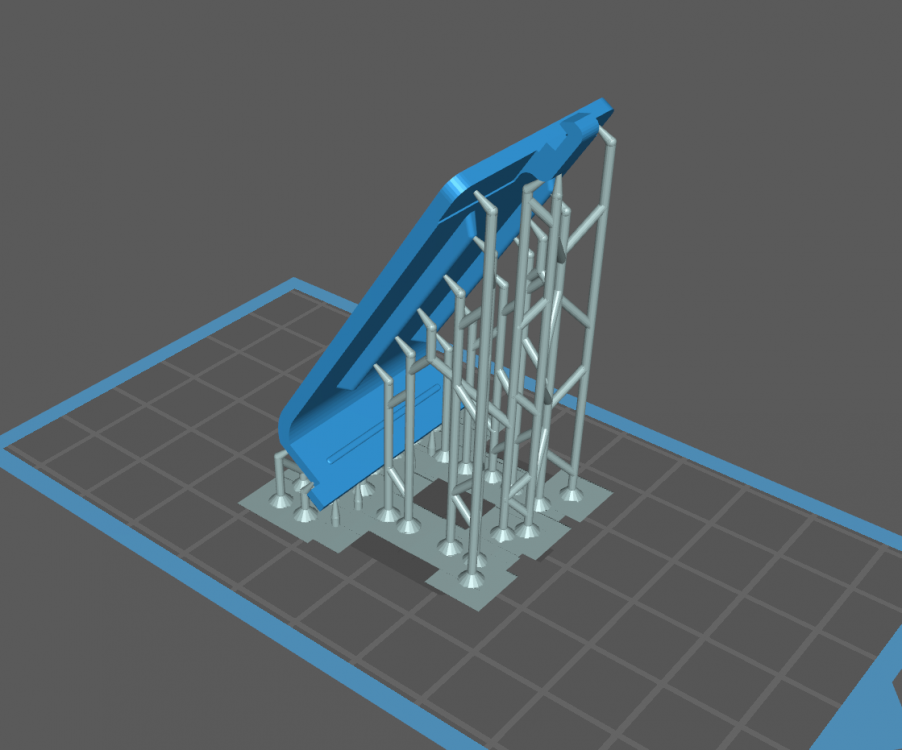
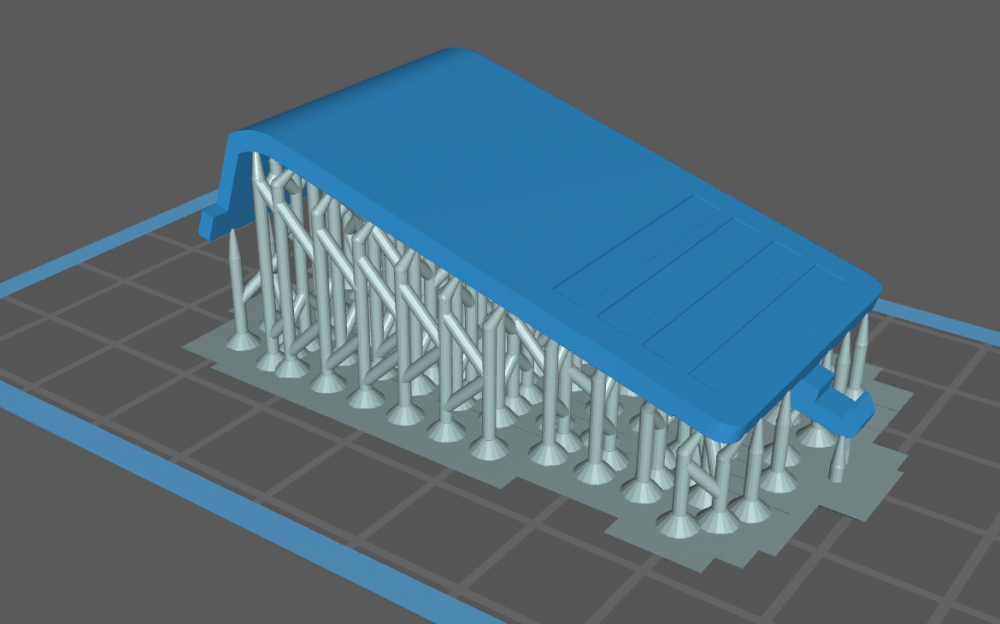
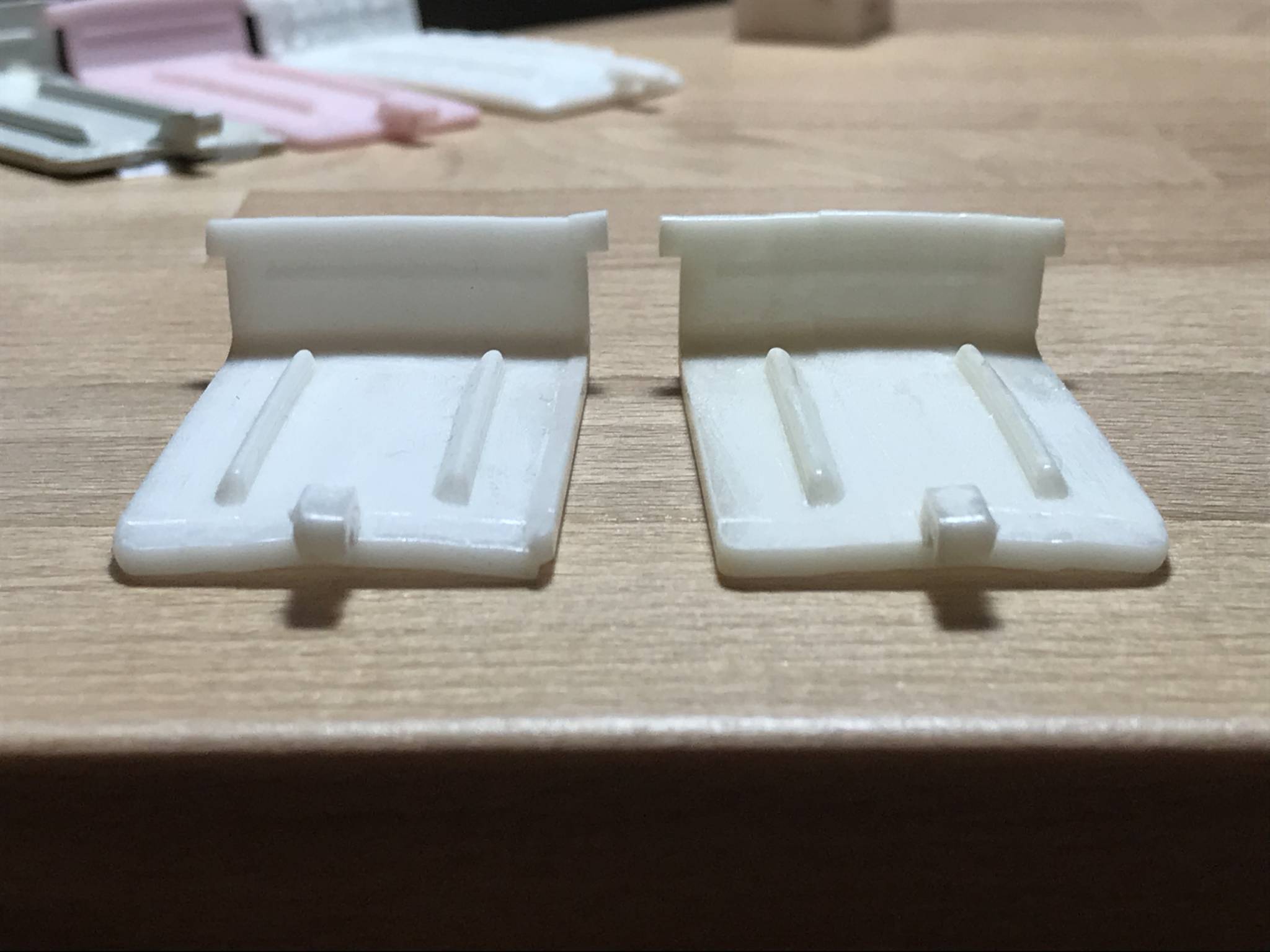
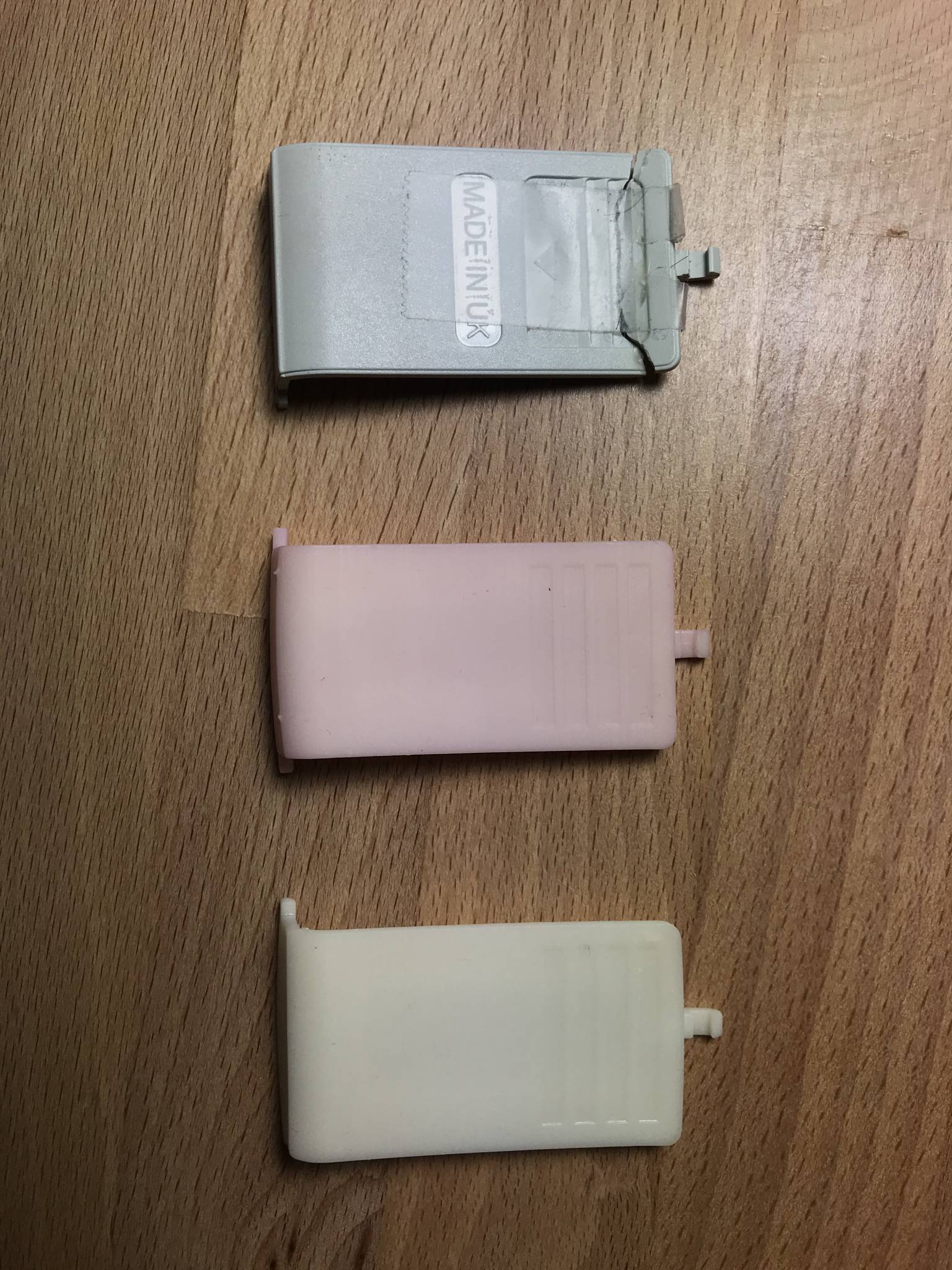
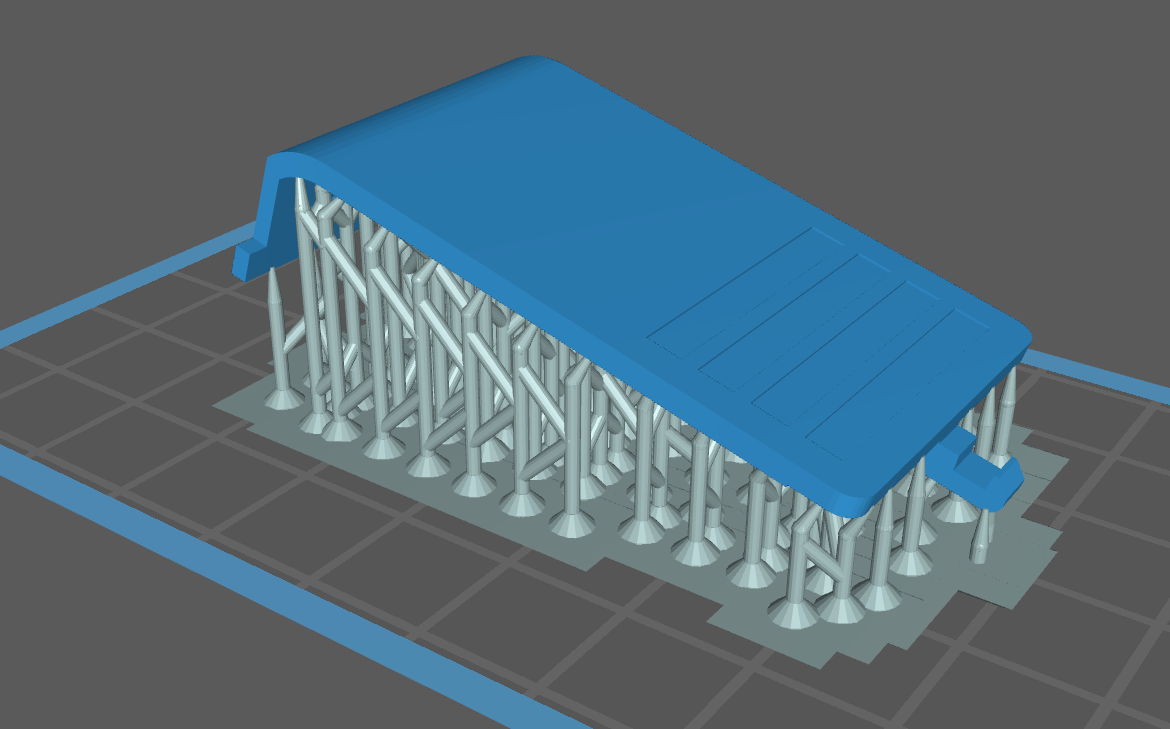
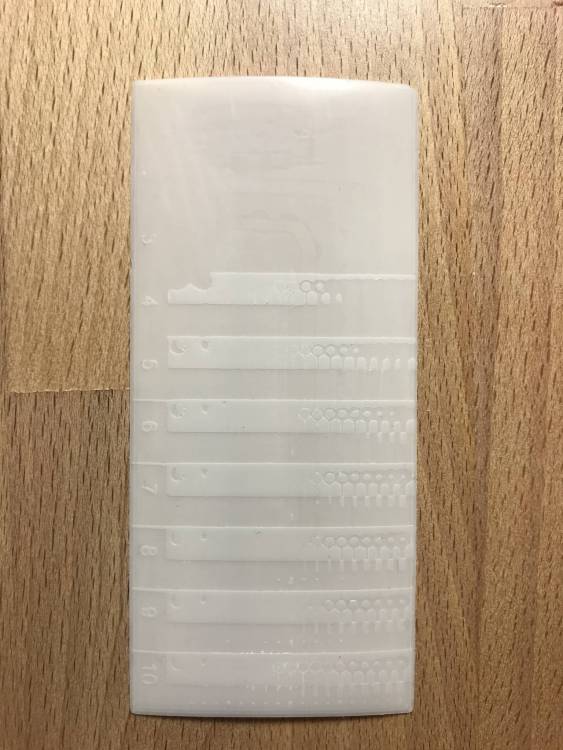
Bonsoir, J'ai fait pas mal de pièces avant de poster mais je me résous à faire appel à la communauté! J'ai acquis une ELEGOO MARS en septembre dernier et j'ai eu le temps de bien expérimenter l'imprimante et les slicer. Je commence à modéliser des pièces pour de la petite mécanique (c'était le but de cet achat) mais le problème que j'avais pu constater en imprimant des figurines ou autre me met maintenant bien en difficulté. Je m'explique en deux points: - C'est comme si les surface opposées au LCD étaient "baveuse" - Les partie droites/planes se courbent Voici un exemple avec la reproduction d'un cache pile (en haut) dans deux orientations différentes: impression rose: impression blanche: (la couleur rose est due a un IPA usagé, la blanche est un peu plus large car j'ai corrigé une cote) J'utilise actuellement de la résine monocure, 11s d'exposition par couche, 5 bases à 100s d'exposition. Je nettoie mes pièces aux ultrasons à 50° pendant 20min dans de l'IPA. Je les durci entre 20 min à 1h dans un four uv 385nm 50w. Merci d'avoir pris le temps de me lire, je suis très embêté par ces imprécisions sachant que j'avais pris une SLA pour ça! :) Bonne soirée!