Yoann Musin
-
Compteur de contenus
155 -
Inscrit(e) le
Récompenses de Yoann Musin
")





-
Documentation - Installation de Klipper sur Super Racer
Yoann Musin en réponse au topic de Guilouz dans FLSUN 3D
dans le config, j'ai vu cette option : #[include timelapse.cfg] #Activer si vous souhaitez utiliser Timelapse quand je l'ai activé, il y a des nouvelles macro : TIMELAPSE RENDER et TIMELAPSE TAKE FRAME, mais je viens de comprendre que c'est les 2 versions de timelapse. désolé, je débute sous klipper avec ma SR, et de galère un lpeu. A part décommenter la ligne "[include timelapse.cfg] #Activer si vous souhaitez utiliser Timelapse", il y a autre chose à faire ? Merci pour ton aide. -
Documentation - Installation de Klipper sur Super Racer
Yoann Musin en réponse au topic de Guilouz dans FLSUN 3D
Merci @Guilouz pour le tuto. installation faite avec ma SR en direct drive. Je vois que tu as une option de disponible pour les time laps, peux tu nous en dire un peu plus sur les macros qui s'affiche lors de l'activation ? Merci d'avance. Yoann -
je suis dans le même cas que toi,
-
tu as sauté le pas aussi vers la SR
-
Flsun SR - Ghosting
Yoann Musin en réponse au topic de nkox_maker dans Entraide : Questions/Réponses sur l'impression 3D
à priori, niveau mécanique, cela peu venir de la tension des courroies. J'ai déjà vu un petit stl afin de pouvoir mesurer la tension et grâce à ca de mettre la même tension sur les 3. Mais j'arrive plus à mettre la main dessus -
Flsun SR - Ghosting
Yoann Musin en réponse au topic de nkox_maker dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour @nkox_maker, J'ai la même config que toi, j'utilise superslicer et j'ai aussi du ghosting. tu as trouvé quoi changer sur ton slicer ??? Merci d'avance -
je ferai un teste avec 0.3236 dès que je peux
-
j'ai de lire l'explication grâce à ton lien. J'ai pas tout compris honnêtement, mais en bref si j'ai suivi, je mets 0.202 pour avoir un meilleur résultat En tout cas, merci pour l'explication
-
oui, sur cette vidéo que j'ai vu l'astuce
-
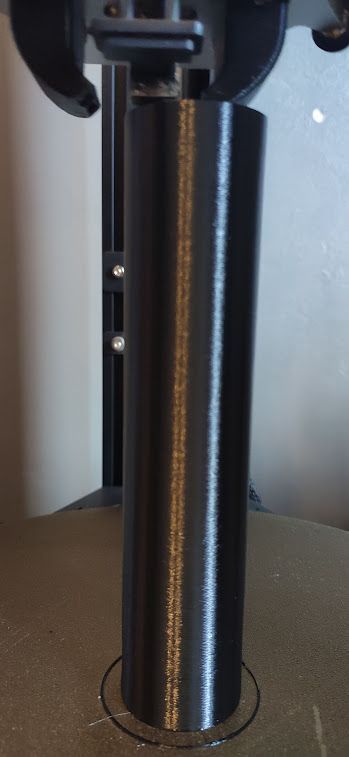
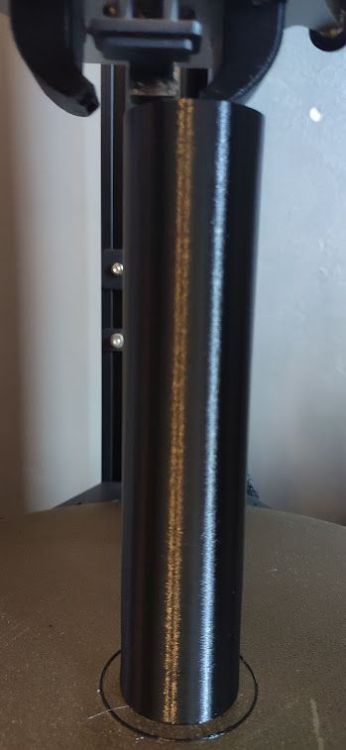
Bonjour, Je lance un petit sujet sur les réglages de nos imprimantes. Qu'avez vous fait comme réglage à part les standards (G33, Extrudeur, flux dans le slicer, étalonnage du plateau )pour avoir des impressions nickels ? - je viens de passer ma hauteur de couche à un multiple de 0.07 soit 0.203 mm (astuce vu sur une vidéo), j'ai une amélioration de la surface des murs. - sur la cartésienne, j'avais réglé le jerk et le linéaire advance, des personnes ont déjà fait sur votre SR ? Sur la photo, c'est du PETG
-
j'ai passé aussi une commande pour les rails, ils sont pas top les miennes.
-
Profils SuperSlicer pour FLSUN Super Racer SR
Yoann Musin en réponse au topic de Motard Geek dans FLSUN 3D
il faut que je retrouve celui que j'avais avant j'ai retrouvé celui-ci : G21 G90 M82 M107 T0 M140 S[first_layer_bed_temperature] M104 S[first_layer_temperature] T0 M190 S[first_layer_bed_temperature] M109 S[first_layer_temperature] T0 G28 ; Lower nozzle and move to start position G1 Z150 G1 X-125 Y0 Z0.4 F3000 ; Extrude about 40 mm by printing a 90 degree arc G3 X0 Y-125 I125 Z0.3 E40 F2700 ; Retract and move nozzle up G92 E0 G1 E-1.5 F1800 G0 Z0.5 G1 E0 F300 quelqu'un peut me confirmer s'il est bon et prends bien en charge le dernier leveling du bed s'il vous plait -
Profils SuperSlicer pour FLSUN Super Racer SR
Yoann Musin en réponse au topic de Motard Geek dans FLSUN 3D
j'ai un truc comme ça : M117 Nozzle preheat M104 S100 ; preheat extruder to no ooze temp M140 S[first_layer_bed_temperature] ; set bed temp M190 S[first_layer_bed_temperature] ; wait for bed final temp Je remplace de cette façon : M117 InitializingG21G90M82M117 Nozzle preheat M104 S100 ; preheat extruder to no ooze temp M140 S[first_layer_bed_temperature] ; set bed temp M190 S[first_layer_bed_temperature] ; wait for bed final tempM117 HomingG28; Lower nozzle and move to start positionG1 Z150G1 X-125 Y0 Z0.4 F3000; Extrude about 40 mm by printing a 90 degree arcG3 X0 Y-125 I125 Z0.3 E40 F2000; Retract and move nozzle upG92 E0G1 E-1.5 F1800G0 Z0.5G1 E0 F300 désolé, je suis bon à rien dans les gcode -
Profils SuperSlicer pour FLSUN Super Racer SR
Yoann Musin en réponse au topic de Motard Geek dans FLSUN 3D
bonjour @Motard Geek, j'ai repris tes paramètre de superslicer pour mettre sur prusaslicer (je préfère les supports de la nouvelle version), par contre j'ai une erreur lors du de la création du gcode : voici le gcode de début M117 Initializing G21 G90 M82 M107 T0 M140 S[first_layer_bed_temperature] M104 S{first_layer_temperature[initial_extruder]+extruder_temperature_offset[initial_extruder]} T0 M190 S[first_layer_bed_temperature] M109 S{first_layer_temperature[initial_extruder]+extruder_temperature_offset[initial_extruder]} T0 M117 Homing G28 ; Lower nozzle and move to start position G1 Z150 G1 X-125 Y0 Z0.4 F3000 ; Extrude about 40 mm by printing a 90 degree arc G3 X0 Y-125 I125 Z0.3 E40 F2000 ; Retract and move nozzle up G92 E0 G1 E-1.5 F1800 G0 Z0.5 G1 E0 F300 Peux tu le dire se que je dois changer s'il te plait ? Merci d'avance Yoann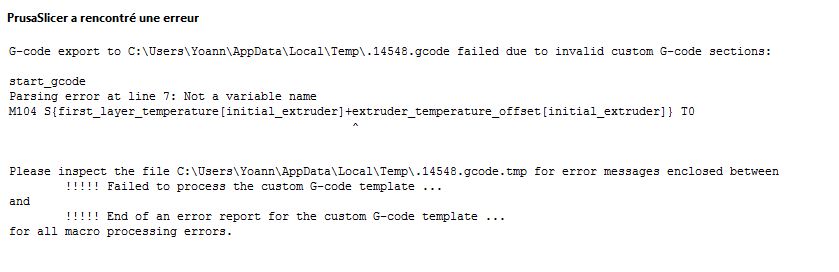
-
Bonjour Julmar J'ai reçu mon imprimante hier, Installé tout de suite mon PEI, mon corps de chauffe volcano, heatbreak bi métal et nouvelle buse. Je vois que toi aussi, peux tu me dire qu'elle version de fanduck tu as mis s'il te plait. Cordialement