Micka_64
-
Compteur de contenus
8 -
Inscrit(e) le
-
Dernière visite
Récompenses de Micka_64
")





-
Besoin de votre aide Ender 3 sortie du carton et cata
Micka_64 en réponse au topic de Micka_64 dans Entraide : Questions/Réponses sur l'impression 3D
Pour le moment non, je suis sur la valeur calculée soit 96,88. A l'occas pour vérifier je vais refaire un étalonnage d'extrudeur. -
Besoin de votre aide Ender 3 sortie du carton et cata
Micka_64 en réponse au topic de Micka_64 dans Entraide : Questions/Réponses sur l'impression 3D
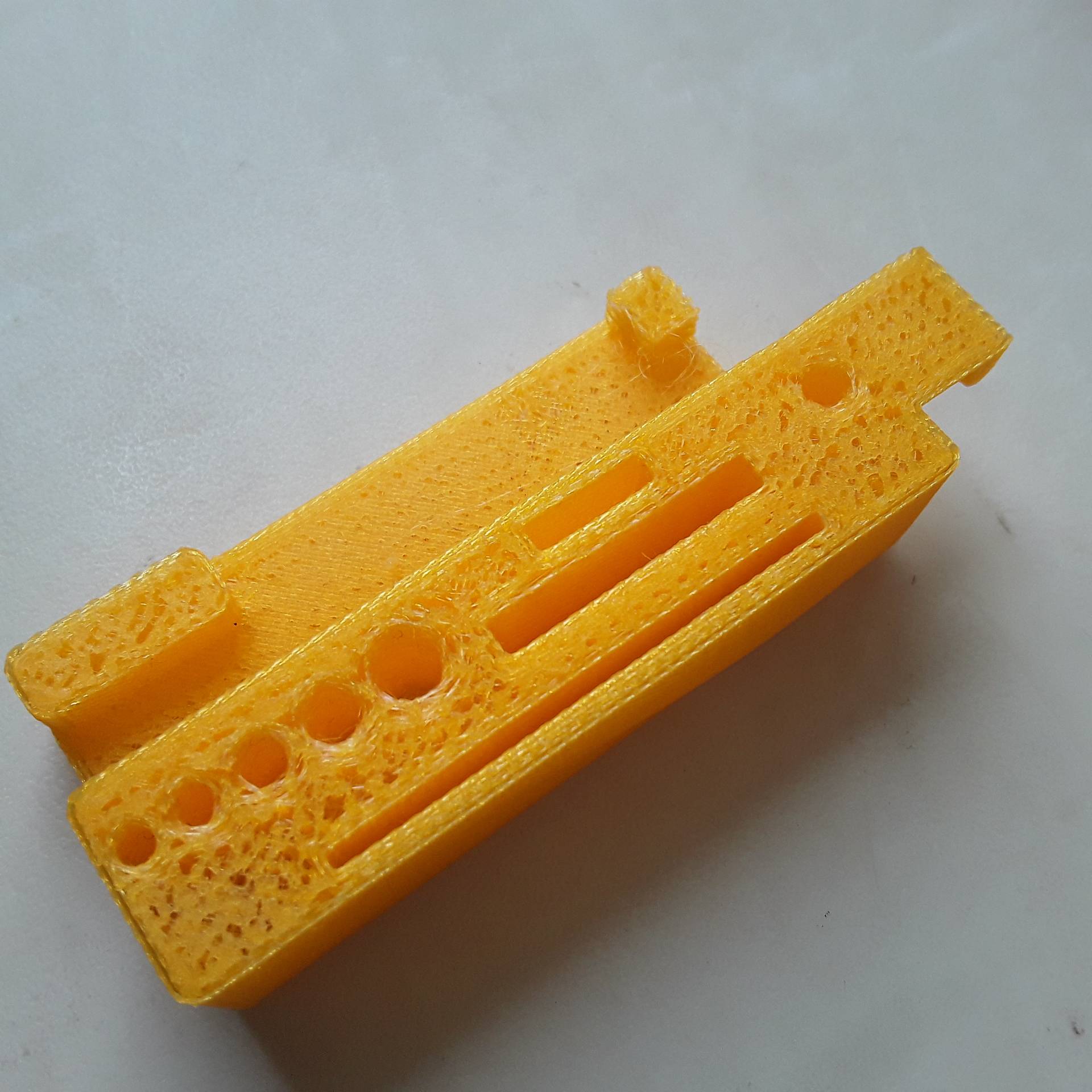
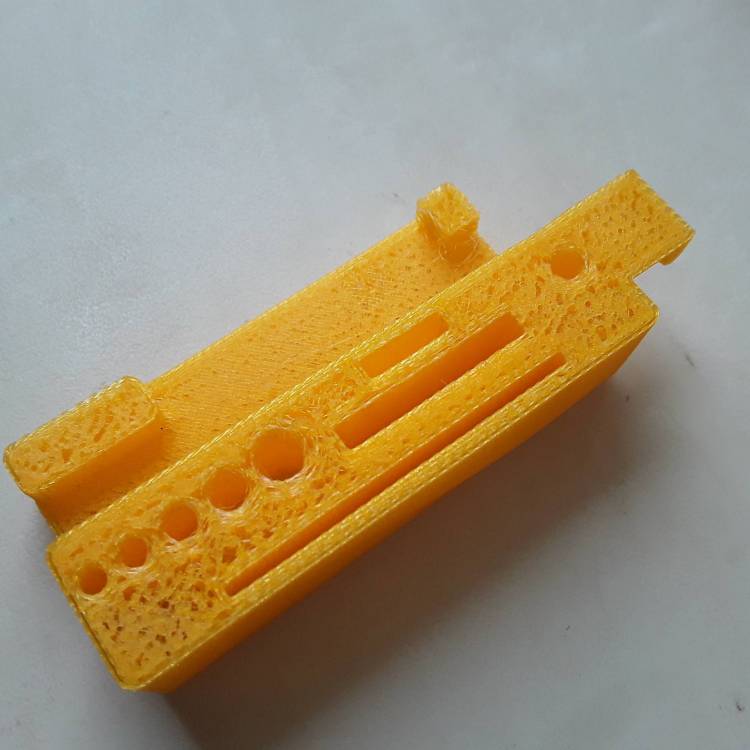
Le support c'est l'ancien ! Voilà le nouveau. Mon gamin en le mettant en place a cassé un petit morceau. Les côtes sont fortes donc le logement de la tête de vis était trop petit et craque. Ça commence à ressembler à quelque chose.
-
Besoin de votre aide Ender 3 sortie du carton et cata
Micka_64 en réponse au topic de Micka_64 dans Entraide : Questions/Réponses sur l'impression 3D
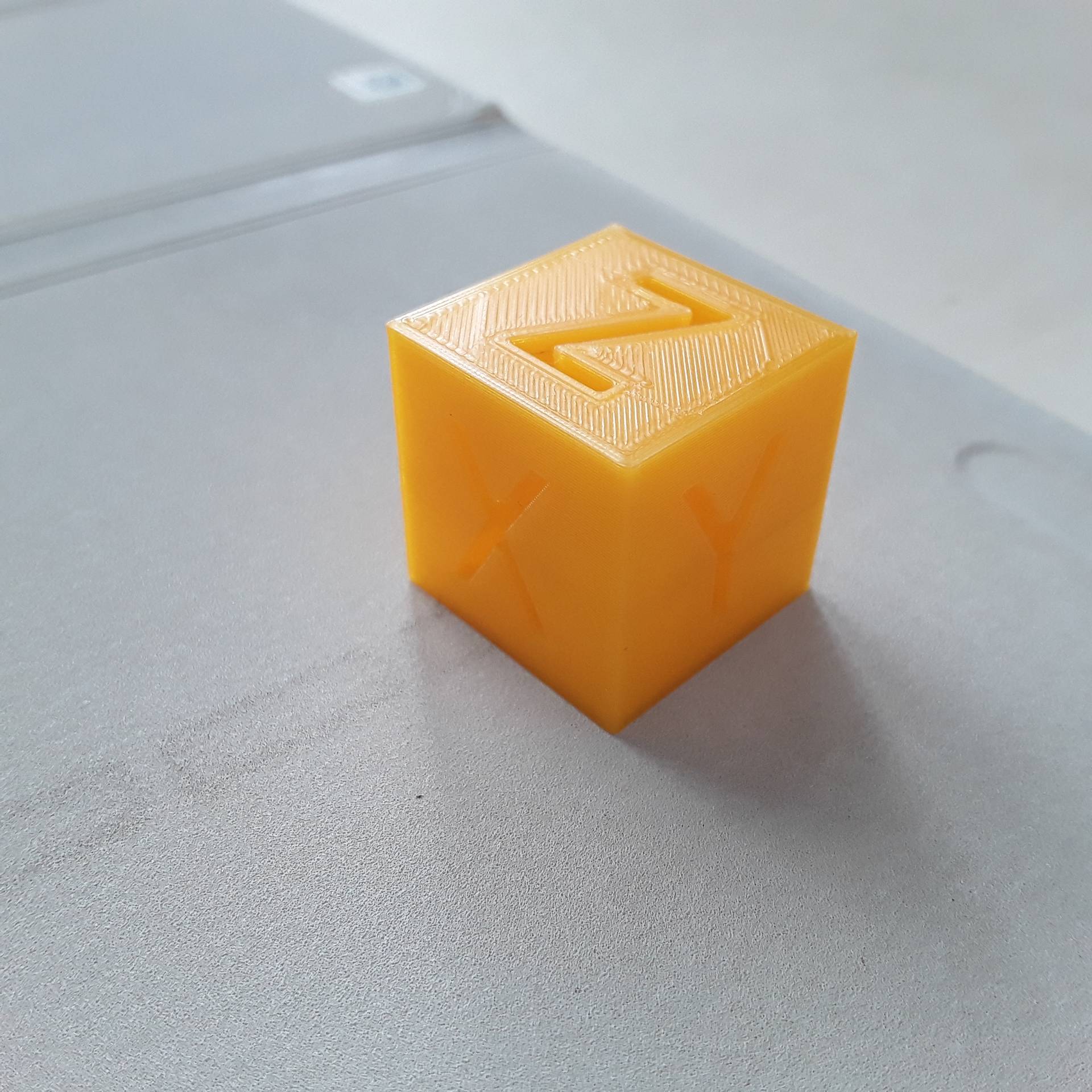
Bonjour à tous. La vidéo pour finir. A mes yeux tout fonctionne normalement, dites moi ce que vous en pensez. Merci. 20200411_192440.mp4 Quelques ajustements pour corriger les côtes (Dim du cube au dessus) et réglage parois minces. Le mystère reste entier pour les 1eres valeurs aberrantes de réglage !?! Bon dimanche et doucement sur le chocolat -
Besoin de votre aide Ender 3 sortie du carton et cata
Micka_64 en réponse au topic de Micka_64 dans Entraide : Questions/Réponses sur l'impression 3D
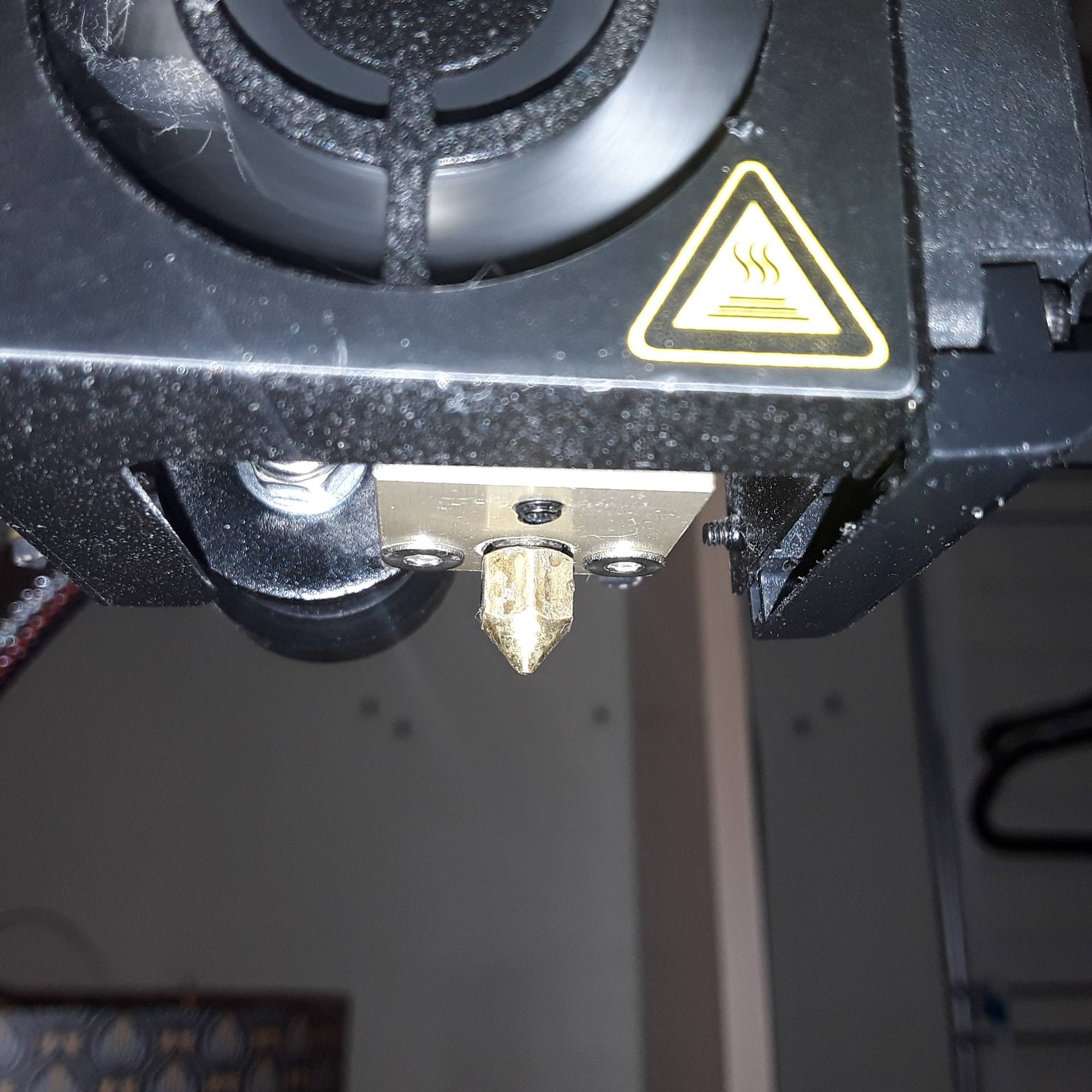
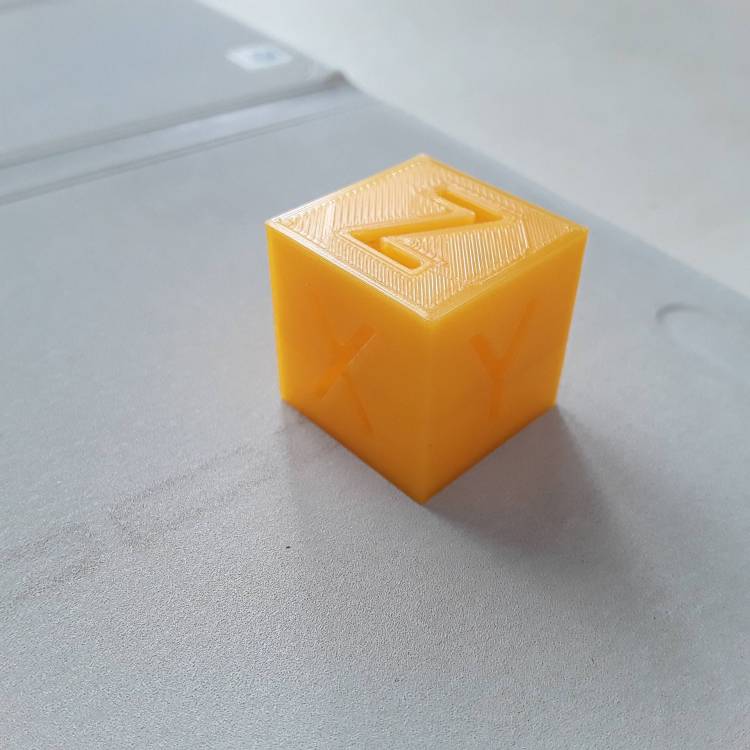
Bonjour, Désolé pour le vocabulaire, je reformule. Donc hier, après réglage de l'extrudeur, print du chien résultat plutôt bien mais j'avais des fuites côté buse. Application Titi's procédure et j'ai relancé un Print mais en moins de 10mns encore fuites... En y regardant de plus près => Fuite côté buse mais également côté heatbreak très léger mais quand même. J'ai tout démonté côté tête. Heatbreak, bloc de chauffe, buse... Tout nettoyé dans les moindres recoins, passage de taraud et petit bricolo pour aller dans les coins etc... J'ai relancé un cube. Paramètre cura de base découpe en 0,2. Pas la moindre fuite ! Mesure du cube (pied à coulisse)en X et en Y environ 20mm14. En Z environ 20,20 En ce moment, le support outil est encours, ça se passe plutôt bien comparé à la première fois du support. Je voulais joindre une vidéo mais j'ai merdé, 45s et 89Mega... Je vais la reprendre. Et je n'arrive pas à citer des posts avec la tablette, je vais passer sur PC. Merci.

-
Besoin de votre aide Ender 3 sortie du carton et cata
Micka_64 en réponse au topic de Micka_64 dans Entraide : Questions/Réponses sur l'impression 3D
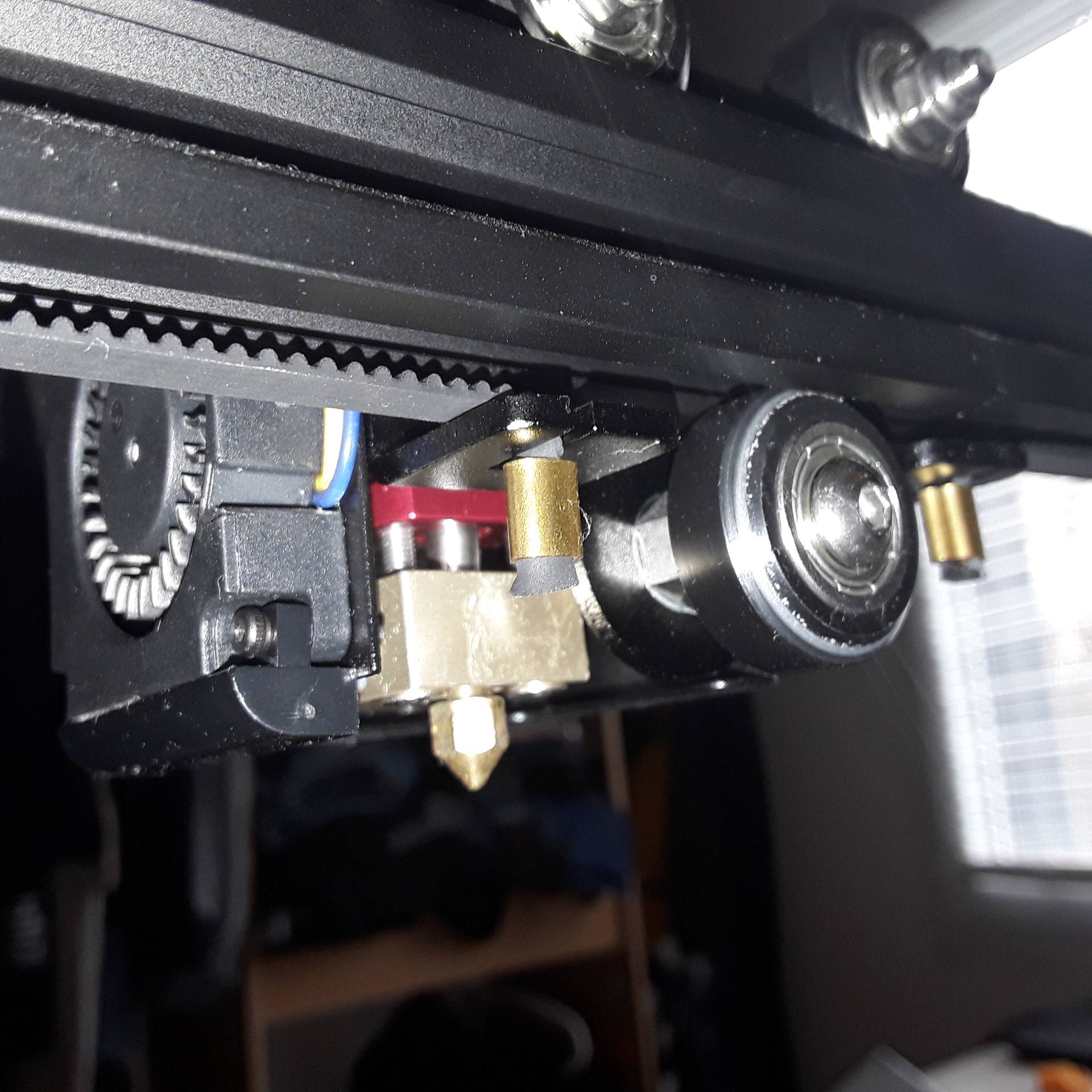
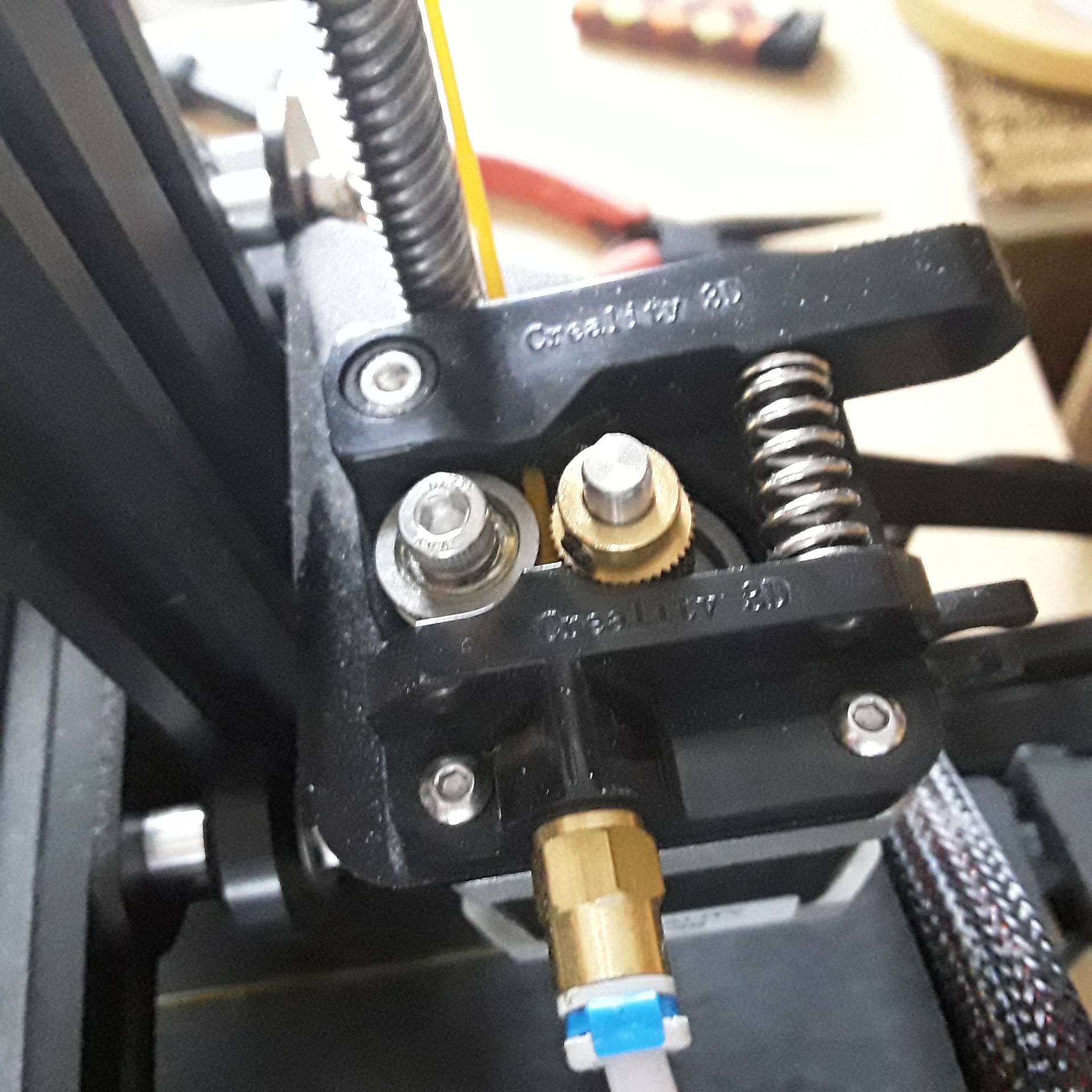
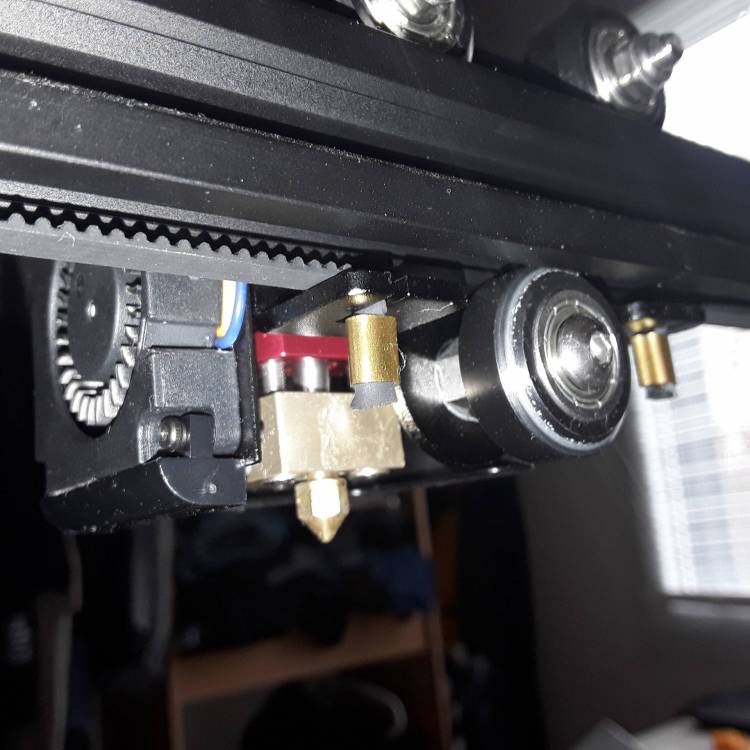
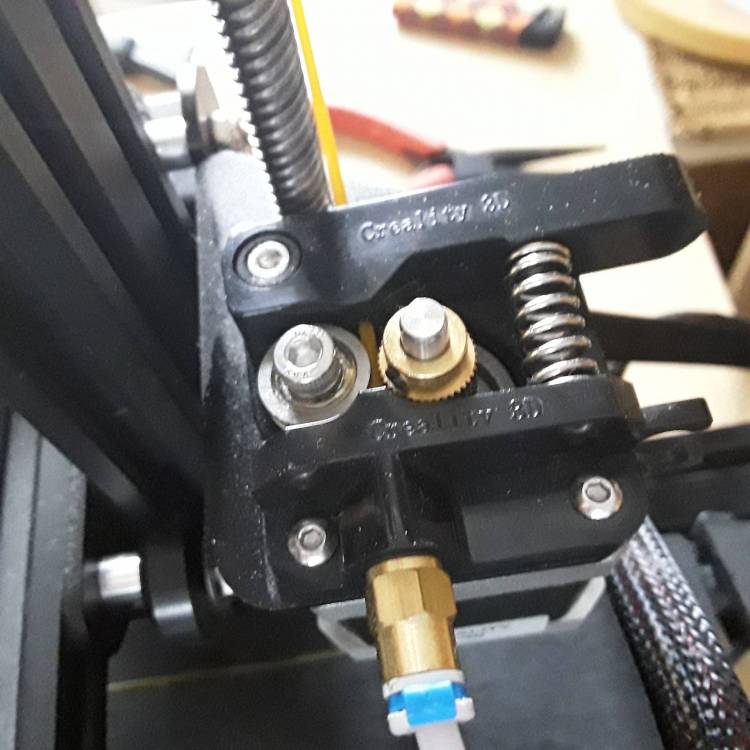
Me revoilà. Bon un mystère informatique, à devenir fou... Mon 1er test de réglage, Je demande 100mm et j'ai 40. Je calcule et je tombe sur cette valeur de fou... 232,5 Intègre ce paramètre, je relance une commande 100mm et la j'ai environ 200mm de pris... Je remets le paramètre d'origine à 93, je relance et la miracle 96mm de pris. Nouveau calcul, nouveau paramètre et re test => donne 100mm J'ai lancé pendant la soupe un modèle de la carte et le résultat est mieux !!! Maintenant j'ai des débordements de PLA autour de la buse. Je vais appliquer la Titi's procédure. Pendant le Print des débordements sont partis de la buse pour se coller sur le chien, j'ai arrêté et relancé ça a fait quelques pb. Y'a un manque sur la droite, un coup de pincé un peu sévère. Est ce que ce coup de calgon est fini ou va revenir.... une bonne question. Photos de extrudeur, pas de soucis, quoi en particulier à montrer ? Entraînement pignon vue de dessus ? Merci du coup main !
-
Besoin de votre aide Ender 3 sortie du carton et cata
Micka_64 en réponse au topic de Micka_64 dans Entraide : Questions/Réponses sur l'impression 3D
Merci Bosco ! J'ai lu les 2 tutos mais je suis perdu... Quand je fais ma règle de 3 avec les chiffres, je retombe pas sur ta valeur 105,2 ?!? J'ai demandé 100, j'ai 40mm de passé. Je devrais avoir (93*100)/40 soit 232,5 -
Besoin de votre aide Ender 3 sortie du carton et cata
Micka_64 en réponse au topic de Micka_64 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous et merci de pour votre aide C'est du PLA DruckerRhino en 1mm75, mesuré au pied à coulisse et confirmé. Donc : Niveau tête d'impression, c'est tout propre, pas de fuite, j'avais regardé et appliqué la Titi's procédure dans mes recherches, je préfère repartir de zéro avec vos conseils ! Vis de pignon extrusion serré. Connecteur moteur extrudeur à fond. Alors Paramétrage de l'extrudeur : Je sorts le tube téflon en sortie extrudeur (je ne fais rien couler par la tête) Je monte la température de la tête à 200. Je lance un mouvement de 100mm avec mon coup de crayon à 120mm Resultat, y me reste 80mm, soit 1 mouvement de 40 mm pour 100 demandé ! Est ce qu'un tel décalage est possible ? Le paramètre machine Esteps/mm est à 93 Merci -
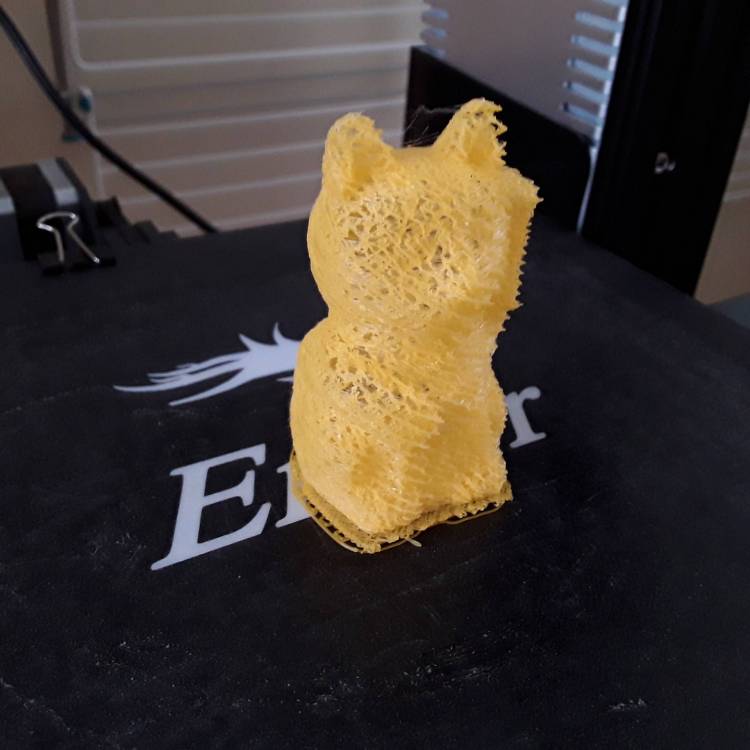
Bonjour les Makers, J'espère que tout se passe bien chez vous ! Comme dit rapidement dans mon post de présentation, l'Ender 3 de mon gamin me fait vivre un enfer depuis le 1er jour... Encore un mec de plus à aider J'ai fait de multiples recherches mais je fini par créer mon propre post, mes excuses si je fais un boublon, j'ai lu tellement de post, je suis perdu. Depuis le 1er jour, les résultats sont mauvais. Le montage s'est déroulé sans pb. Tous les branchements moteurs sont vérifiés. J'ai relancé hier soir un Print de la carte avec la machine donc pas d'histoires de paramètres cura etc... et le résultat donne ça. Le matou a mauvaise mine... Vous en pensez quoi ? Des orientations pour solutionner ça ? Merci d'avance les Makers ! Bonne journée
-
Bonjour les makers !! Quelques mots pour se présenter. Je m'appelle Mickael vivant dans le 64 et pour le moment toujours 41ans. J'ai la joie d'avoir un pré ado de 13 ans qui après des semaines de négo, a réussi à passer la commande d'une Ender 3, mais depuis l'arrivée de la machine rien ne fonctionne... Après des heures de recherche plus ou moins fructueuse, je viens chercher directement de l'aide. Nous verrons ça dans mon prochain Post. Merci pour l’accueil. A très vite Micka