Glloq32
-
Compteur de contenus
12 -
Inscrit(e) le
-
Dernière visite
Récompenses de Glloq32
")





-
Je ne me rappelle plus bien mais il me semble que ça ressemblait a ça : https://www.google.com/url?sa=t&source=web&rct=j&url=https://caron.ws/wp-content/uploads/telechargement/Imprimante%203D/Ender%203%2C%20r%C3%A9glage%20des%20axes%20-%20ZiroBlogZiroTroc.pdf&ved=2ahUKEwi3wtPNl6DuAhVLyxoKHROeB6QQFjAKegQIBxAB&usg=AOvVaw1pRyibrczhJuuWkIo3nDD8
-
Solidité ABS / décollement des couches
Glloq32 en réponse au topic de Glloq32 dans Consommables (filaments, résines...)
Merci pour tous vos retours. J'ai appris quelque chose sur le PLA. Effectivement, après quelques recherches ça résiste plutôt bien a l'eau. Je pense que l'amalgame vient de la sensibilité a l'humidité avant "cuisson". C'est une bonne nouvelle ! Pour l'ABS, je pense que j'ai quand même un soucis. Je n'ai pas précisé mais je ne mets pas de ventilation. Donc rien a gagner de ce côté là. J'essaie aussi de faire attention aux courants d'air. Je ne pense pas non plus augmenter la température. Je suis déjà a 260, ce qui semble être beaucoup (trop?) pour le ptfe. Je vais tenter d'augmenter le débit. La buse est peut être un peu bouchée. Sinon, j'ai vu des choses sur la largeur ou sur le diamètre de la buse. Peut être des choses a essayer de ce côté là ? -
Solidité ABS / décollement des couches
Glloq32 en réponse au topic de Glloq32 dans Consommables (filaments, résines...)
Merci pour cette réponse très complète et pertinente. Je ne sais pas si elle m'inquiète ou me rassure Oui je pensais que l'ABS était plus solide et recommandé pour des pièces mécaniques. Il me semble que c'est ce que j'ai vu a plusieurs endroits. Au vu de ma petite expérience et de ton retour, je crains effectivement que ce ne soit pas le cas. Après, pour cette pièce en particulier, ce n'est pas la solidité qui m'a fait passer en ABS mais la tenue a l'eau (c'est une réparation d'un accessoire de piscine, immergé). Je pense que le PLA est proscrit dans ce cas. Après, quid de la tenue reelle du pla a l'humidité ? J'ai une autre pièce (levier de commande de capot d'une voiture). La pièce est actuellement en pla et me semble solide. Je voulais la refaire en ABS par ce que je craignais l'humidité. Peut être que ce n'est pas un risque si important en fait (elle est exposée a l'humidité mais je ne pense pas a l'eau directement). Idem, le l'ai imprimée en ABS et elle a delaminé et cassé par endroits. Si je ne trouve pas moyen d'améliorer la tenue de l'ABS, elle va rester en pla. Du coup, au final quelle alternative au pla pour les pièces soumises a l'eau ? Quid du PETG ? Est ce que ça s'imprime mieux que de l'ABS ? -
Solidité ABS / décollement des couches
Glloq32 a posté un sujet dans Consommables (filaments, résines...)
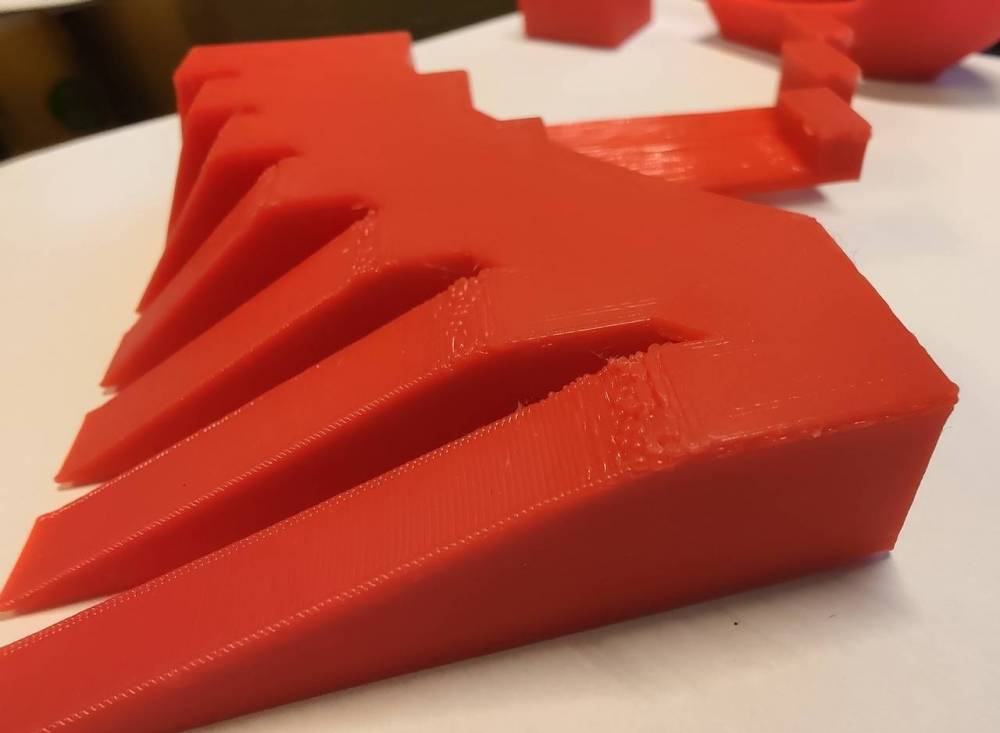
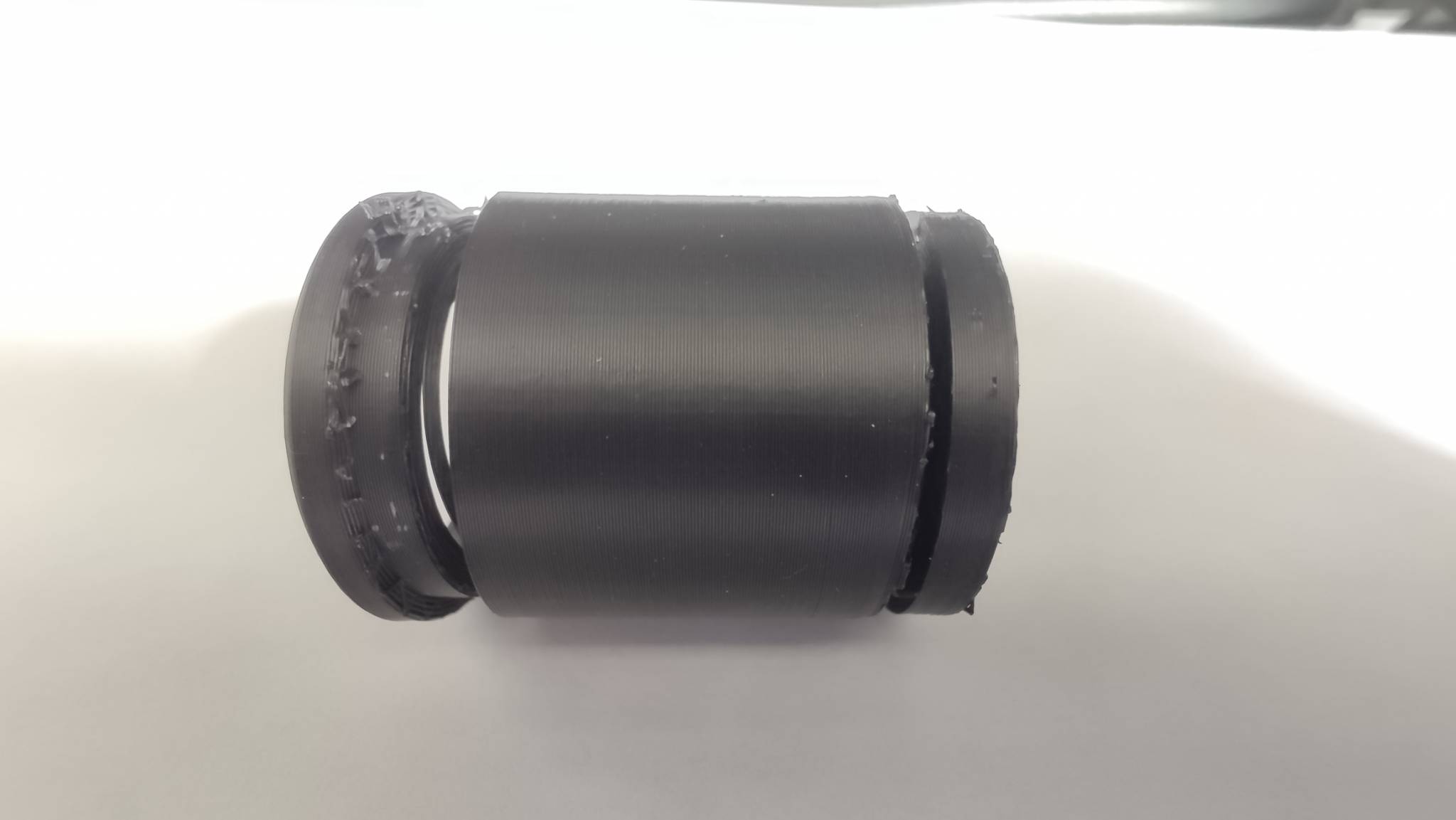
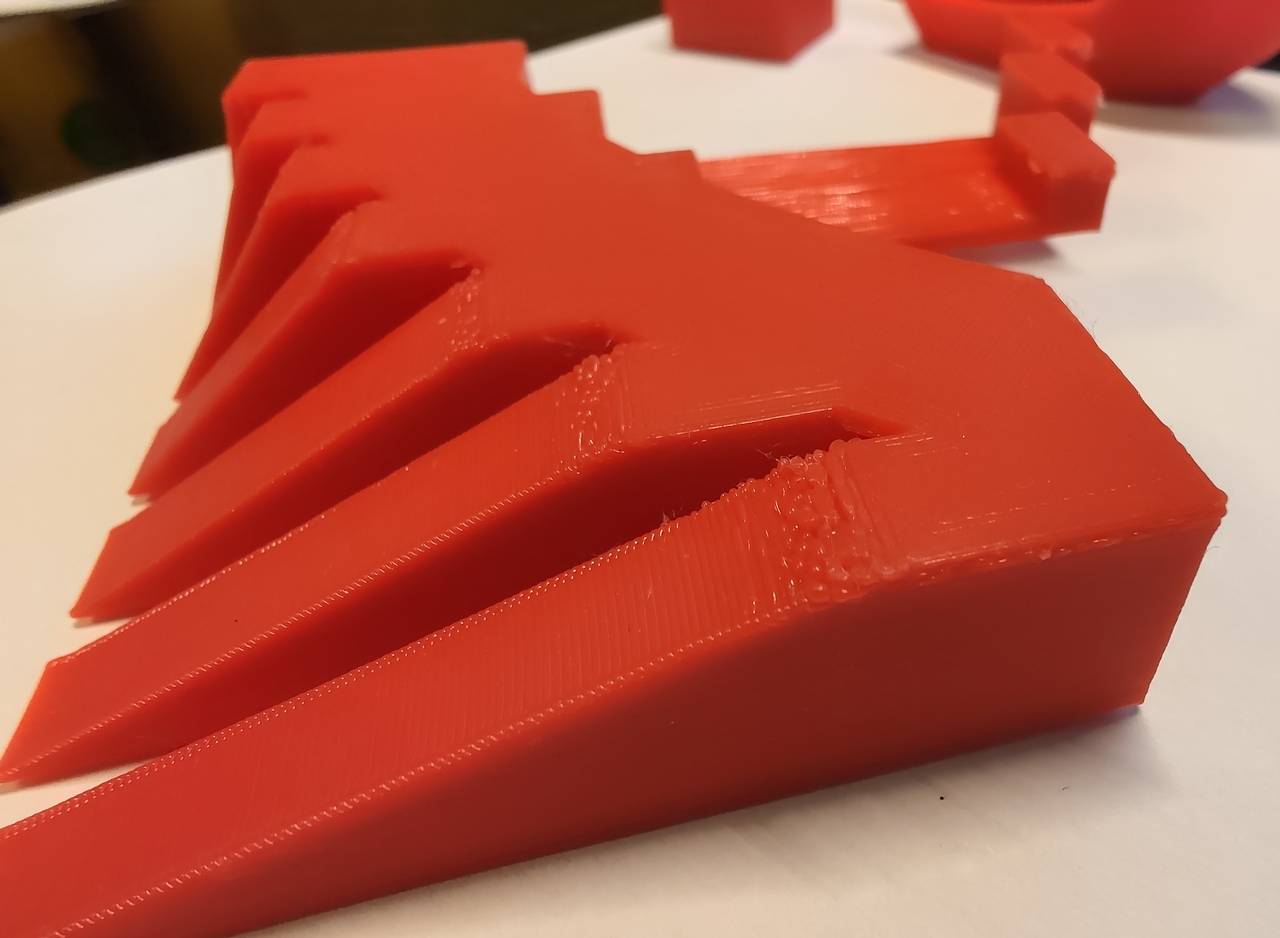
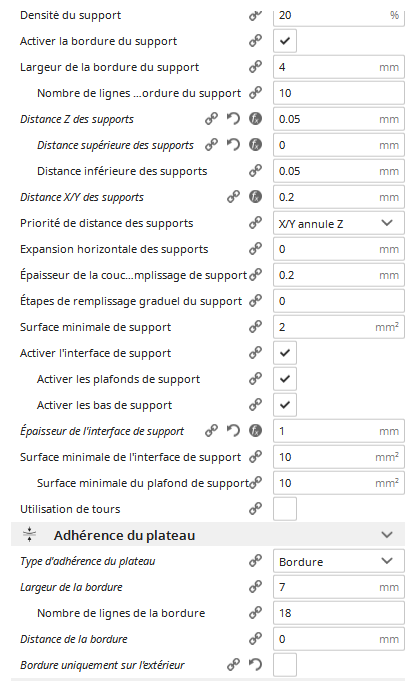
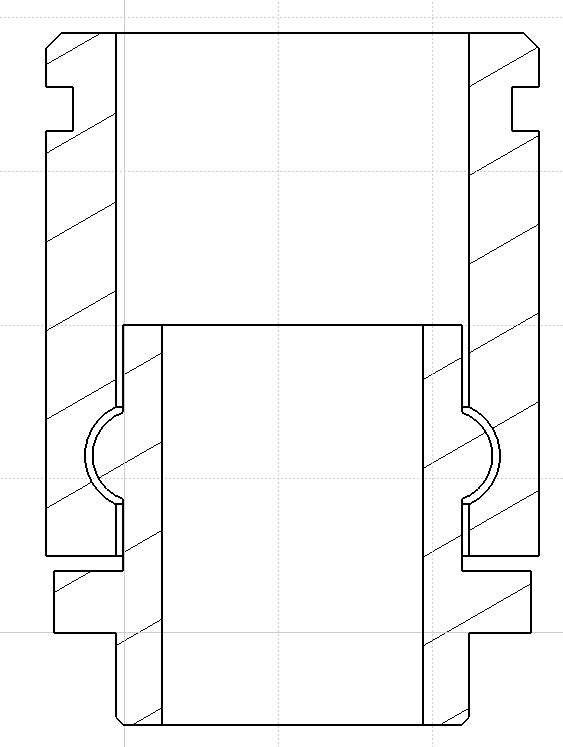
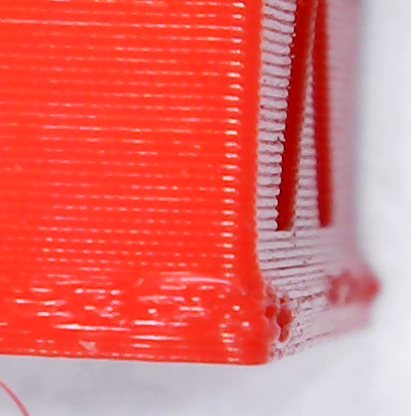
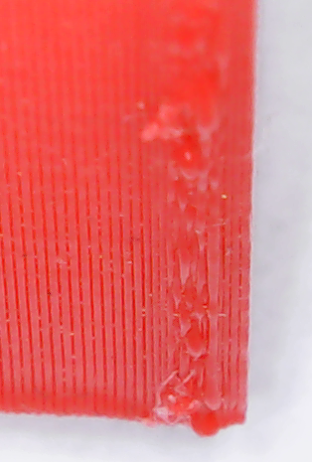
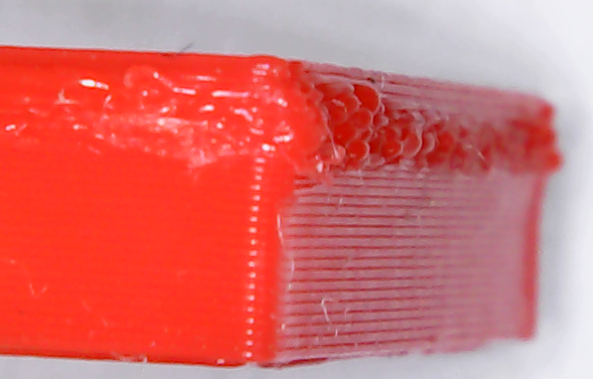
Bonjour, J'ai une Ender 3 pro qui fonctionne très bien en PLA. J'ai acheté de l'ABS Sunlu pour réaliser des pièces qui doivent tenir un peu plus mécaniquement et surtout à l'humidité / eau. J'ai pas mal galéré avec le wraping voir le délaminage et écumé le forum pour parvenir à peu près à imprimer en réglant le bed, avec de la laque et en jouant sur les températures et le débit. Au dernier essai, j'étais à 260°C, 105°C pour le bed, un débit de 104% et 110% pour la 1ere couche. Je trouve l'impression pas si mal que ça visuellement (ne pas tenir compte de la partie cassée et des supports que je n'ai pas enlevé totalement) : MAIS elle est très fragile. A peine on force, les couches de séparent. A gauche, elle s'est cassée en essayant d'enlever le support (c'est une gorge de joint) A droite, il y a normalement un épaulement (plus petit diamètre) qui s'est également coupé en enlevant le support qui pourtant ne tient pas beaucoup, malgré que j'ai mis une distance Z des supports nulle (ce que je ne fais jamais en PLA). la pièce en coupe pour info : Ma question : J'ai compris qu'un caisson était bien mieux pour avoir de bons résultats en ABS. Est ce que je peux raisonnablement espérer avoir des couches qui adhèrent entre elles et des pièces solides (c'était l'objectif) ? Si oui, une idée de ce que je peux essayer (je pensais monter encore le débit pour écraser les couches) ? Merci pour votre aide PS : mes paramètres complets sous Cura :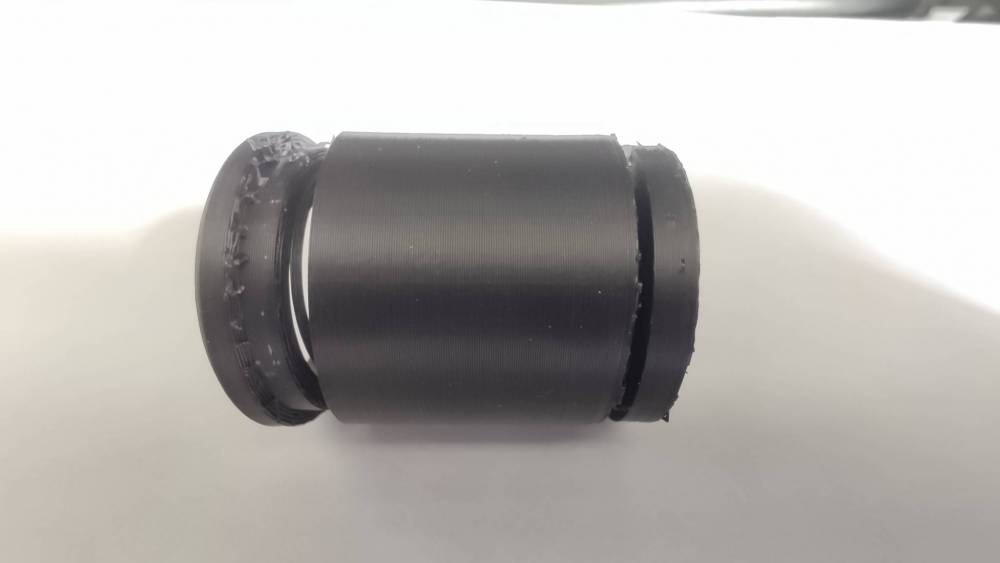



-
Bonne nouvelle, j'ai trouvé le problème !!! En observant le déplacement Z, je me suis rendu compte que la traverse ne se déplaçait pas immédiatement coté droit (coté opposé à la vis sans fin). J'ai donc repris entièrement les alignements et les réglages des excentriques des galets selon cet article : https://www.zirotroc.fr/ender-3-reglage-des-axes/ Les galets coté droit serraient un peu trop et coté gauche pas assez. Du coup, sur les premiers dixièmes de mm, la traverse se déplaçait peu et surtout de travers (le coté gauche montait tandis que le le coté droit ne montait pas dans un premier temps). Une fois les jeux compensés, tout montait mais de travers. D’où le tassement des premiers couches, l'effet patte d'éléphant, la grosse correction que j'ai eu à faire sur l'axe Z (corrigée depuis). Plus aucun soucis maintenant avec des paramètres très basiques (pas de correction sur le flow) ! Merci pour votre aide et si ça peut servir à d'autres ...
-
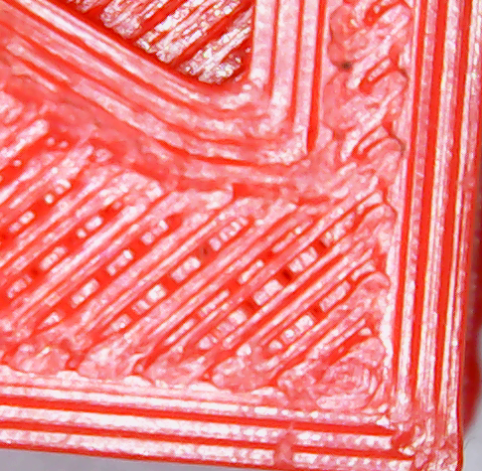
Suite des essais ! - débit à 90% (pour tous les paramètres) C'est mieux. Par contre, le dessus commence a pas être assez dense - Nouvel essai avec un mix 80 et 90% en réduisant encore les couches inférieures et supérieures C'est encore mieux mais le dessus est vraiment trop limite Enfin, je m'étais déjà aperçu qu'elle était mal calibrée. Plutôt OK sur X et Y (19,9 et 20.1 au lieu de 20) et très mal calibrée en Z (18.5 au lieu de 20). Ça peut aussi expliquer le "tassement" des couches. J'ai donc recalibré en ajustant les step / mm. J'ai fait une impression avec tout à 85%. Mieux au niveau des irrégularités (meme si il en reste) mais toujours ce phénomène pattes d'éléphant. toujours insuffisant également sur le dessus. Par contre, le calibrage a bien fonctionné et je suis très proche des 20x20x20 En conclusion, j'ai donc du mieux mais je pense qu'il y a quand même un souci que je ne m'explique pas et que je contourne partiellement avec les débits.


-
Pour le réglage du bed, je l'ai fait et refait. Je le fait avec une feuille de papier style 80g de sorte qu'elle accroche à peine sous la buse. Ma crainte était plus que j'ai trop de jeu car mon verre est légèrement bombé, creux vers le centre. Au début je faisais le réglage dans les angles puis je me suis rendu compte que le centre avait plus de jeu. Maintenant, je fais mon réglage à l'endroit de l'impression. Dans tous les cas, j'aurais plutôt plus de jeu que pas assez au centre. Pour l'accélération et la saccade, tu parles des valeurs à lire directement sur l'imprimante ? je regarderai et dirai. Pour le flow, tu parles des réglages que j'ai modifié ci-dessus ? si oui, j'étais donc à 100% et je suis en train de faire des essais en modifiant ce paramètre.
-
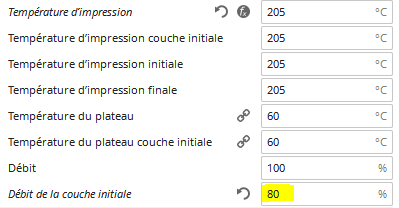
Merci à tous pour vos retours. J'avais beaucoup d'espoir en lisant ça. Mon problème pourrait en effet ressembler à un soucis d'hysteresis sur l'axe z. j'ai essayé de refaire le montage en faisant bien appuyer la vis sans fin contre l'axe et bien serrer. ça me semble quand même assez rigide. j'ai refait un essai => pas de changement J'essaierai peut être de changer l'accouplement mais il me semble quand même rigide. J'ai alors tenté un décalage en z à chaque rétractation, me disant que si y'avait un soucis d'hystérésis, ça pourrait permettre de toujours revenir sur la pièce par le haut => pas de changement (globalement, idem ci-dessus) J'ai ensuite fait un essai en baissant de débit sur la 1ere couche : On voit alors un changement sur la 1ere couche mais les 6 - 8 couches suivantes recommencent à déconner. Je vais continuer à faire des essais en jouant sur les paramètres de débit.


-
Pas de changements voir même peut être pire : Avec les paramètres suivants :


-
Merci pour vos retours. - Pour l'épaisseur des couches, effectivement, ce n'est pas logique. j'étais persuadé que Cura mettait automatiquement à jour l'épaisseur en fonction de la hauteur et nombre de des couches. j'ai l'impression qu'il arrondi au nombre de couche le plus proche mais ne joue pas sur l'épaisseur du dessus / dessous => j'y ferais attention les prochaines fois et calculerai la bonne épaisseur. Je vais refaire un essai. - Pour la différence de température entre couche initiale et suivante, j'avais vu sur un tuto qu'il était préférable de mettre une température plus élevée pour la 1ere couche pour l'accroche. Il utilisait cet écart. J'ai fait des essais avec la même température, sans impact. - Pour le motif concentrique, je l'avais mis pour une pièce qui était de révolution. je trouvais que la finition était mieux - Pour les températures, mon PLA est donné entre 180 et 215. Il me semblait que c'était un peu mieux en baissant la température (au départ j'étais au milieu : 200°C) mais c'est vrai que je n'ai pas exploré des températures plus élevée (210°C) => je vais faire un essai avec une température plus haute et constante. - Pour la rétractation, pouvez vous me donner des exemples de valeurs adéquates (distance et vitesse) ? Merci pour votre aide. En attendant, je vais faire un essai avec une température plus haute, une épaisseur de couche cohérente, une distance de rétractation plus faible (4mm) et une vitesse de rétractation plus faible (20 mm/s)
-
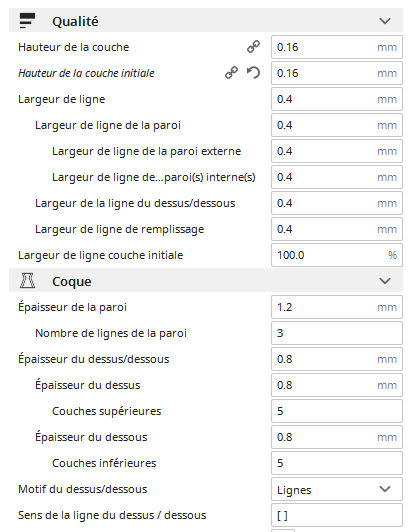
J'ai essayé plusieurs paramètres mais en général, je suis autour de ça (cura 4.5) :



-
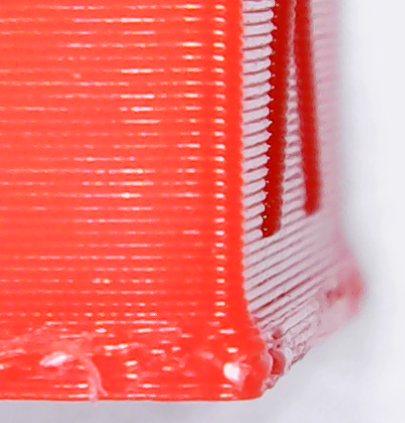
Bonjour, J'ai acheté une Ender 3 pro en début d'année et je rencontre un problème sur les 1eres couches. J'ai pas mal cherché sur le forum, essayé plusieurs paramètres mais pas trouvé de solution. Mes impressions sont de bonne qualité à mon sens, à l'exception des premières couches qui "bavent", comme si il y avait une surextrusion ou une souci de rétractation. Du coup, j'ai des bases évasées, une mauvaise qualité d'impression sur les premières couches et des bordures difficiles à enlever. Quelques exemples : Une fois ces premières couches passées, l'impression se passe toujours bien avec une qualité qui me semble au rendez vous : J'ai essayé de changer les paramètres de température (je suis en général à 200°C / 60°C), de refroidissement (100% à la troisième couche), de faire et refaire la mise à niveau de mon plateau (j'ai un plateau en verre et je fais avec une feuille de papier). J'ai un tube PTFE et des raccords pneufit en commande. J'ai refait le montage et il est vrai que le tube était abimé. Mais je n'arrive pas comprendre pourquoi ca ne poserait problème que sur les 1eres couches. Je n'ai plus d'idée ... Avez vous des pistes à me proposer ? Merci par avance !