



Seiphi
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Récompenses de Seiphi
")





-
Cheveux d'ange - Cura 3.6
Seiphi en réponse au topic de Remyar dans Paramétrer et contrôler son imprimante 3D
Bonjour, J'ai actuellement beaucoup moins de cheveux d'ange mais je serais incapable de dire pourquoi... J'ai fait tellement de chose que je serais dire: Nettoyage de la buse (Chauffer a 230/240 pour du PLA pour essayer de faire fondre un quelconque résidu) Démontage et nettoyage des ventilateurs (refroidissement des couches + refroidissement de l'extrudeur) Passage de Cura à Simplify3D (avec des paramètre par défauts) Contrôle du tube PTFE (aucun problème apparent) Ajustement du nivelage du plateau (Fait avec le bltouch) Vérification et ajustements des excentriques de l'axe X et Y Et je ne sais plus si j'en oublie. Il m'en reste encore quelque un mais il doit surement s'avéré de réglages à faire. Je vous tiendrais au courant. Bonne journée -
Cheveux d'ange - Cura 3.6
Seiphi en réponse au topic de Remyar dans Paramétrer et contrôler son imprimante 3D
Merci @Titi78 Je vais contrôler tout ceci dès que possible, je vais avoir quelque indisponibilité mais j'espère le faire très vite. -
Cheveux d'ange - Cura 3.6
Seiphi en réponse au topic de Remyar dans Paramétrer et contrôler son imprimante 3D
Merci Thierry, je vais regarder si il y a possibilité de nettoyer ces résidus ou de remplacer la buse. J'ai tenter de la «purger» hier soir en chauffant a 230 et en extractant de la matière afin de fondre d'éventuelle résidu mais à priori sans succès car j'ai eu des cheveux d'ange sur le print réalisé derrière -
Cheveux d'ange - Cura 3.6
Seiphi en réponse au topic de Remyar dans Paramétrer et contrôler son imprimante 3D
Bonsoir, je commence à avoir le même soucis que Reymard. Je suis sur Ender 5. Mes cheveux d'ange sont arrivés du jour au lendemain... j'imprime avec du EasyFil PLA de chez Formfutura. J'ai fais plusieurs print sans problème et du jour au lendemain plein de cheveux d'ange son apparu pour une raison inconnue... Je suis a 205° (préconisations Formfutura entre 200 et 220) donc aurant dire que je suis assez bas @Remyar as tu trouvé une solution a tes problème apparu soudainement? @bernard3D mon tube ptfe est un tube capricorne recommandé sur beaucoup de site à priori. En rétractation d'origine je suis a 5mm comme remyar. Auriez-vous des pistes ? Dois-je revoir ma température alors que je suis presque au minimum ? Voici une photos de d'apparition du jour au lendemain
-
@Vector Oui la deuxième photos excuse. Cela voudrais dire que tout mes g-codes sont corrompues dès que les insert sur la carte SD ? Car pour tout STL que je tranche avec Cura, j'ai ce phénomène. Aujourd'hui j'ai complétement désinstaller Cura, installer la dernière version et tout laisser par défaut. Je rajoute juste la ligne G29 (pour le bltouch) dans Cura. Le problème est identique... Je t'ai mis ci-joint un STL que je viens d'imprimer ou j'ai ce problème. (+ des problèmes de Stringing qui sont apparue du jour au lendemain alors que j'ai changer aucun paramètre...) CE5_dragoncito.gcode
-
@Vector, oui c'est exact j'ai juste inversé ma gauche et ma droite car mon origine machine est en haut à droite si on regarde ton image Sinon une idée de pourquoi je n'ai pas les deux lignes mais le 1er dessin ?
-
Personne ??
-
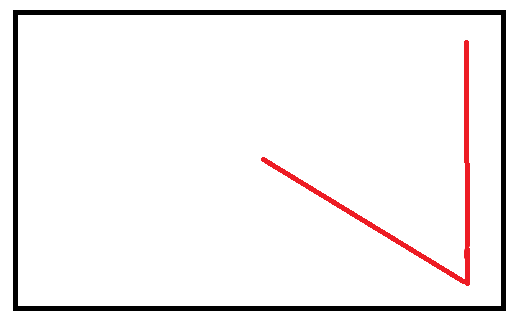
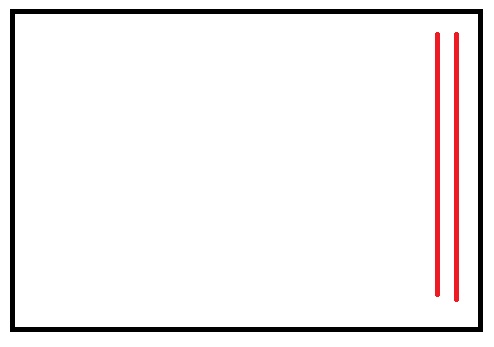
Bonsoir, Je rencontre un phénomène bizarre avec mon Start G-Code. Celui-ci ne ce comporte pas comme il faudrait. Mes impressions sont en principal lancer depuis la carte SD. Il devrait faire ceci (deux trait de purge sur la droite): En réalité il fait ceci : J'utilise le logiciel CURA en version 4.5 Mon start g-code est le suivant : M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G29 ;BlTouch G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up Auriez-vous une idée de pourquoi ? Ce qui est le plus étrange c'est que le comportement est ainsi lorsque j'imprime directement depuis la carte SD. J'ai essayer de lancer une impression depuis un OctoPI et la purge s'effectue comme elle le devrait dans le g-code. Merci par avance, Bonne soirée
-
Bonsoir à tous, Je m’appelle Anthony, 31 ans tout récemment j'ai donc fêter mon confinersaire ! Ahaha Je débute dans l'impression 3D, ceci m'est venu lors de la remise en route d'une vielle imprimante Solidoodle 2 au travail. Pour ma part j'ai personnellement fait l'acquisition d'une Creality Ender 5. Bonne soirée à tous
-
Seiphi a rejoint la communauté
-
Bonjour à tous! Après plus de 3/4 jours de galère, j'ai finis par réussi à compiler un TH3D sur mon ender 5 et une silent board V1.1.5 Tous ceci accompagner d'un Bltouch. De base mon nivelage du plateaux est pas parfait car celui-ci est bombé (j'ai régler le mieux que je pouvais. D'où l'installation du bltouch pour palier a ce problème. Mon nivelage se fait correctement avec le Gcode G29, le bltouch viens prendre ces 9 points de mesures. Après un réglage de l'offset Z, ma 1ère couche se forme pas trop trop mal a priori (je suis pas spécialiste). Cependant lorsque je passe a des couches supérieures, ma buse viens racler les couches inférieur et viens en plus mettre mon plateau en oscillation de ce fait... Voici une vidéo : https://streamable.com/pwiwta Je ne sais plus quoi faire... Auriez-vous une idée ? Merci par avance
