BENOIT Stéphane
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Récompenses de BENOIT Stéphane
")





-
Dagoma ultimate neuve, je n'arrive pas à imprimer des pièces de plus de 5 cm de diamètre
BENOIT Stéphane en réponse au topic de BENOIT Stéphane dans Dagoma
Et bien non @tristanlcf le ventilo avant ne tournait pas au dessus de 50°. Du coup j'ai testé les ventilo avec https://support.dagoma.fr/support/solutions/articles/36000071235-discoeasy200-discoultimate-un-ventilateur-ne-tourne-pas-ou-les-deux- Et effectivement le ventilo avant ne tournait pas avec M104 S100; Consigne de température à 100° G28; Origine de tous les axes M109 S100; Consigne de température à atteindre pour passer à la commande suivante G1 Z100; La tête d'impression monte de 10 cm M104 S0; Consigne de température à 0° G1 Z0; La tête d'impression descend de 10 cm M109 S0; Consigne de température à atteindre pour passer à la commande suivante Du coup j'ai inversé les fils des ventilos avant et arrière sur la carte mère, et résultat nickel! Voir en test en PJ. Bon, c'est une conn.... de ma part, qui m'a fait perdre beaucoup de temps et d'énergie. Le bon coté des choses, c'est que cela m'a fait une formation accélérée à l'impression 3D et comment régler tous les problèmes que l'on peut rencontrer. En tout cas merci, merci beaucoup à @tristanlcf et @electronx pour m'avoir aider, sans eux je crois que je n'y serai pas arrivé!
-
Dagoma ultimate neuve, je n'arrive pas à imprimer des pièces de plus de 5 cm de diamètre
BENOIT Stéphane en réponse au topic de BENOIT Stéphane dans Dagoma
Merci @electronx Je vais regarder cela. -
Dagoma ultimate neuve, je n'arrive pas à imprimer des pièces de plus de 5 cm de diamètre
BENOIT Stéphane en réponse au topic de BENOIT Stéphane dans Dagoma
Bonjour @tristanlcf. J'ai regardé tes liens, que j'avais déjà consulté. Cela donne de très bons conseils pour déboucher la buse, effectivement, mais je ne trouve rien qui résolve vraiment définitivement le bouchage de la buse et le claquage de l'extrudeur définitivement. J'ai bien démonté et remonté l'extrudeur, vérifié que la petite roue lisse tourne sans encombre, que le bras, le ressort de l'extrudeur soient installés correctement. Les dernières impressions réalisées ne donnent pas de meilleurs résultats, toutes les pièces à moins de 5 cm de diamètre fonctionnent, au delà la première couche foire. Une seule fois récemment, pour l'impression du dérouleur, quand la première couche a foiré, j'ai mis sur pause, j'ai débouché, l'imprimante a repris le cours de l'impression, a réussi à finir la première couche, puis a terminé complètement la pièce. J'ai retenté le coup avec la même méthode sans résultat. -
Dagoma ultimate neuve, je n'arrive pas à imprimer des pièces de plus de 5 cm de diamètre
BENOIT Stéphane en réponse au topic de BENOIT Stéphane dans Dagoma
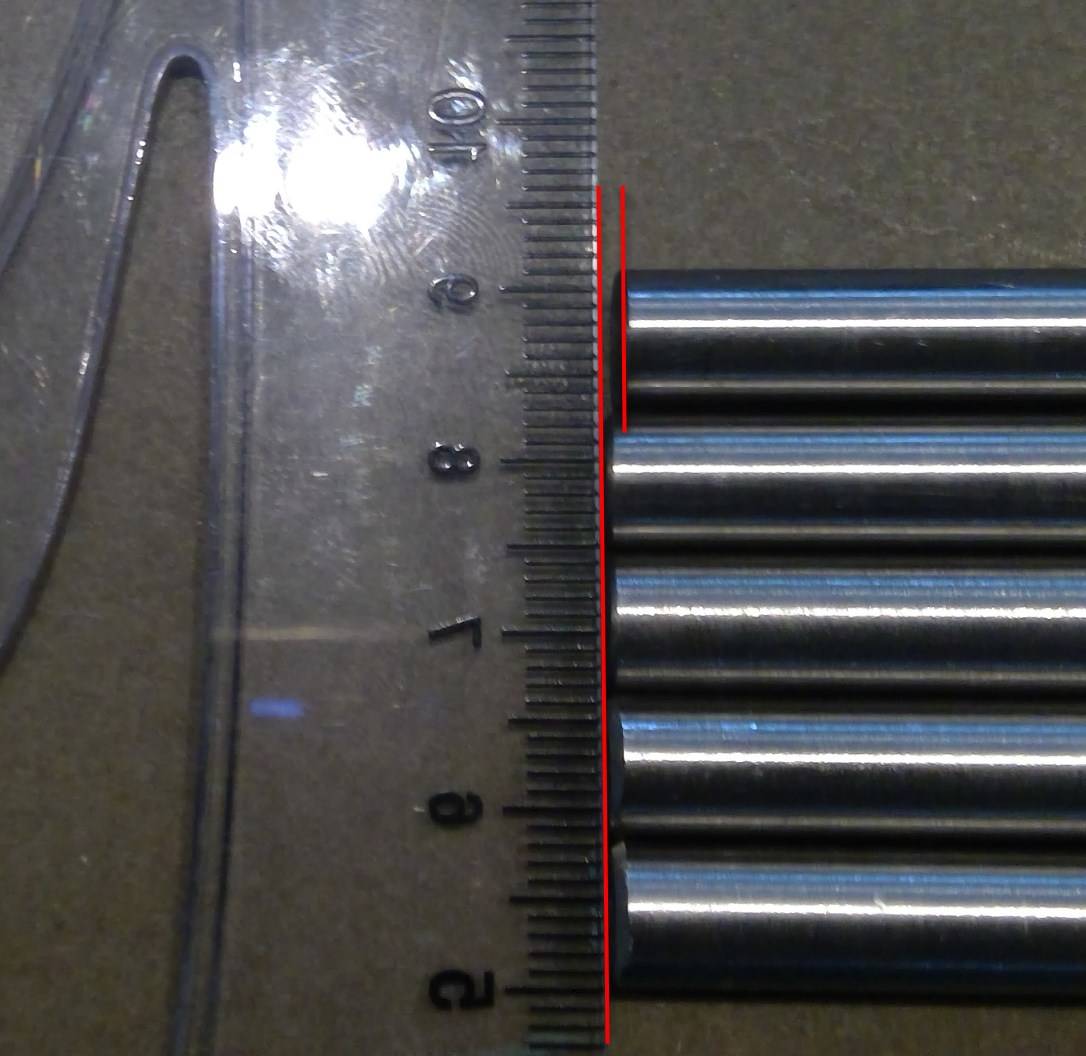
Bonjour @tristanlcf Alors, j'ai démonté l'imprimante. Je me suis aperçu qu'une des 4 barres de la base, était légèrement plus courte que les autres. Je l'ai échangé avec une des barres du portique de la bonne longueur. Du coup au remontage, je n'ai plus le décalage sur le châssis arrière gauche. Et le plateau est bien parallèle à la face avant. Le réglage de contrôle de la distance entre le plateau et l'axe X à 2.40 mm est ok. Le dagomap est mieux qu'il n'a jamais été. Par contre le Zoffset , même si maintenant commence par tracer des carrées bien parallèles au plateau, plante rapidement, la buse se bouche et l'extrudeur claque. @electronx j'ai essayé de vérifier la "planéité avec une règle métal et un papier que je glisse en différents points une lampe derrière la règle au ras du plateau", mais je n'arrive pas à bien comprendre la manip. Vous savez où je peux trouver un tuto ou vidéo à ce sujet? Merci!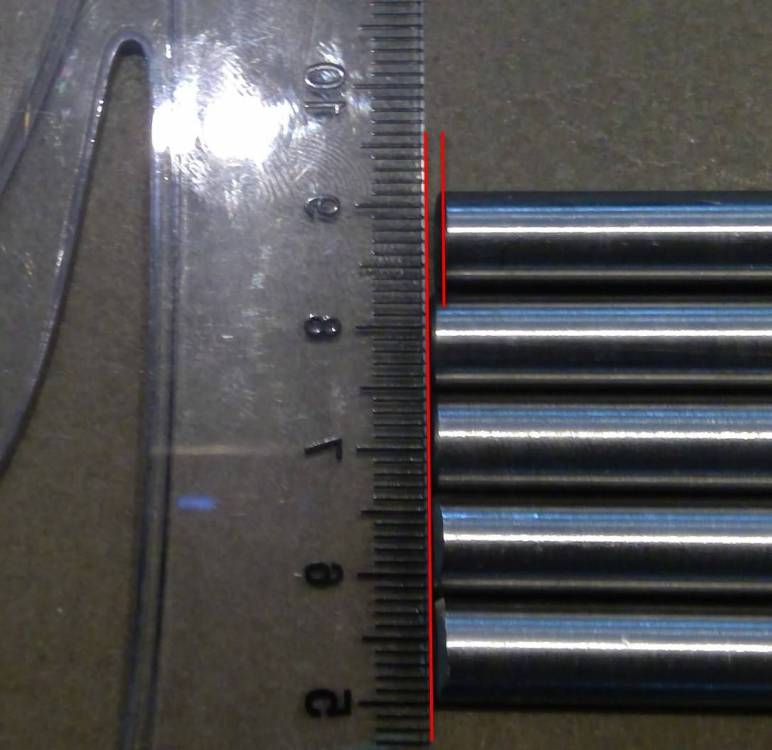


-
Dagoma ultimate neuve, je n'arrive pas à imprimer des pièces de plus de 5 cm de diamètre
BENOIT Stéphane en réponse au topic de BENOIT Stéphane dans Dagoma
@tristanlcf Alors j'ai vérifié, et effectivement le plateau tiré vers vers l'avant, n'est pas complètement parallèle avec le châssis. Et du coup je me suis aperçu ce qui est sans doute une erreur de montage de ma part : le châssis à l'arrière gauche à un décalage que je n'avais pas vu. Je vais le démonter et le remonter pour voir.
-
Dagoma ultimate neuve, je n'arrive pas à imprimer des pièces de plus de 5 cm de diamètre
BENOIT Stéphane en réponse au topic de BENOIT Stéphane dans Dagoma
Filament : Chromatik Température 200 à 220. En fait je ne touche pas à la température. -
Dagoma ultimate neuve, je n'arrive pas à imprimer des pièces de plus de 5 cm de diamètre
BENOIT Stéphane en réponse au topic de BENOIT Stéphane dans Dagoma
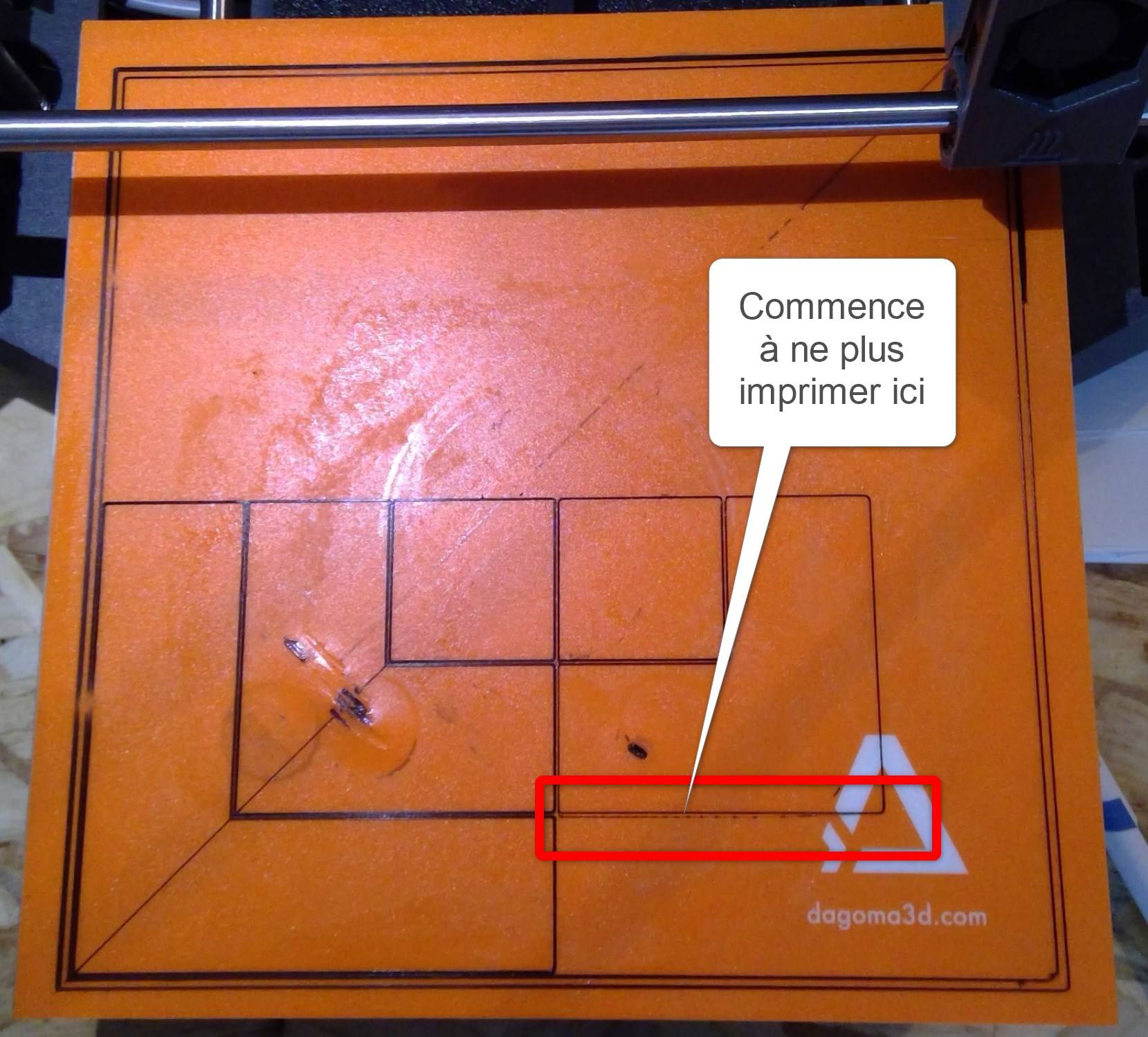
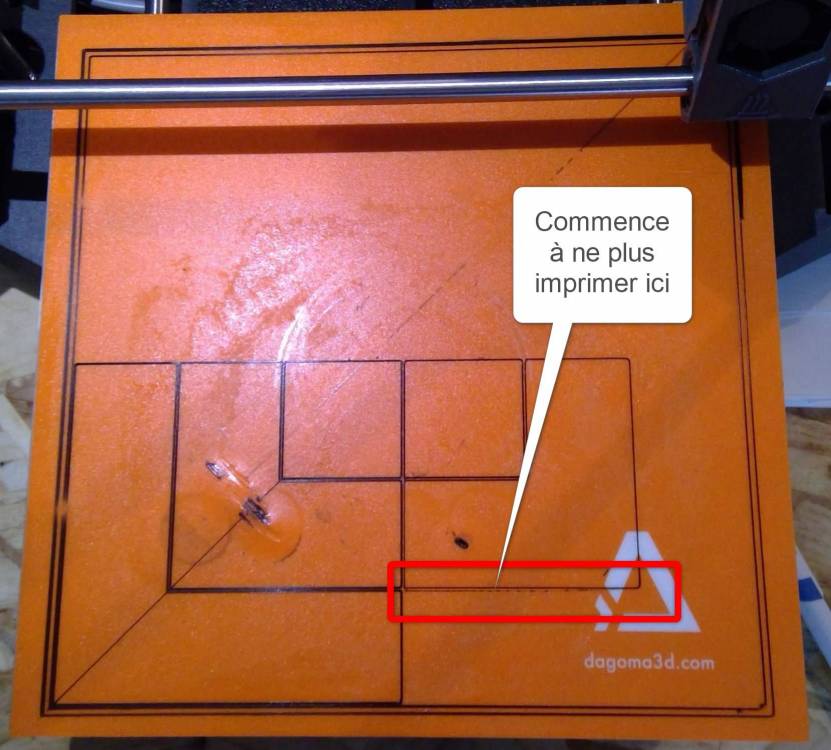
Alors @tristanlcf J'ai vérifié la hauteur des barres, j'avais effectivement une différence de 1 mm à gauche, rectifiée. J'ai refait le paramétrage avec Dagomap et les ronds, ok, même si je n'obtiens pas un résultat aussi lisse que toi sur la vidéo. J'ai imprimé le fichier Monoprice_Calibration_Print_v2.stl, le résultat est en PJ, c'est pas top. Tout d'abord coté gauche le trait est plus près du bord que coté droit. Dès qu'on arrive en bas à gauche, le trait se fait presque invisible, et ensuite très vite l'extrudeur claque et la buse se bouche. @electronx comment vérifie t'on la planéité du plateau? Merci beaucoup!
-
Dagoma ultimate neuve, je n'arrive pas à imprimer des pièces de plus de 5 cm de diamètre
BENOIT Stéphane en réponse au topic de BENOIT Stéphane dans Dagoma
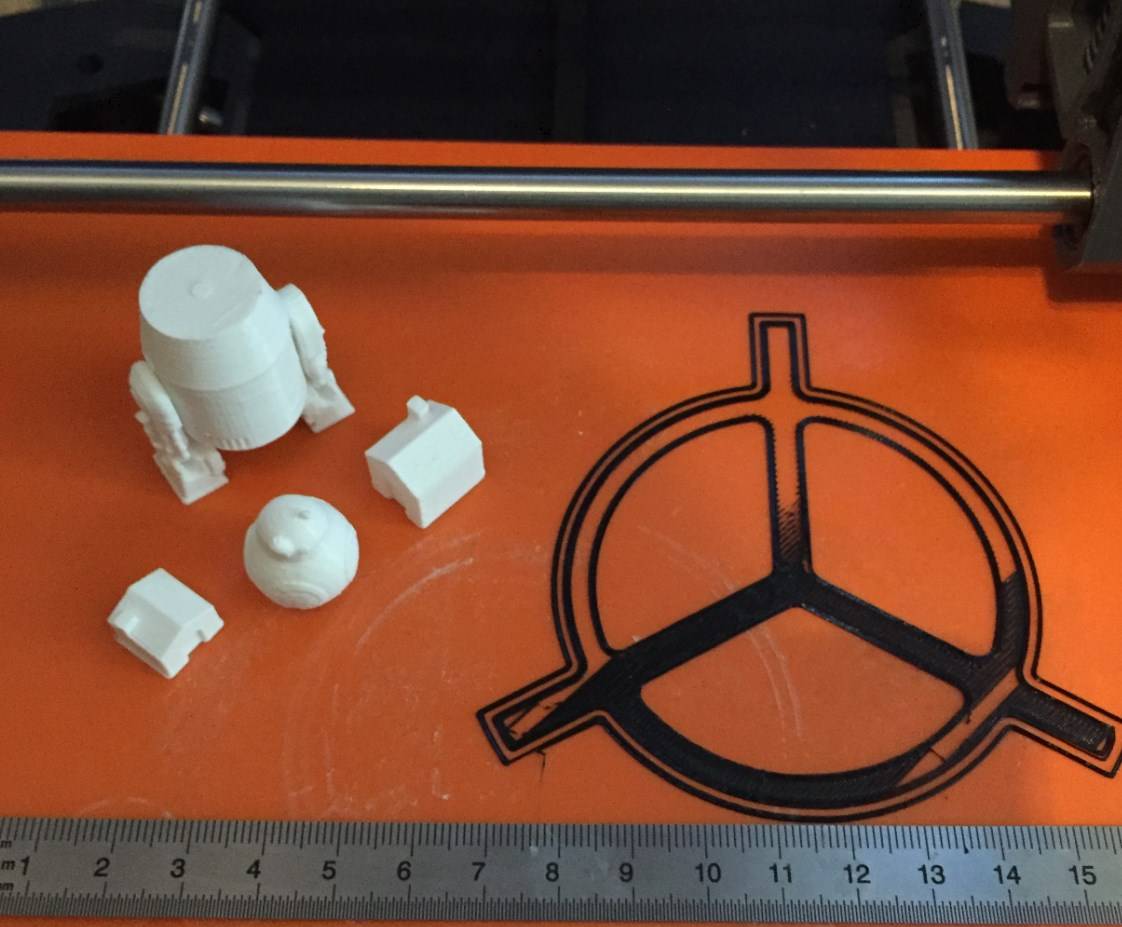
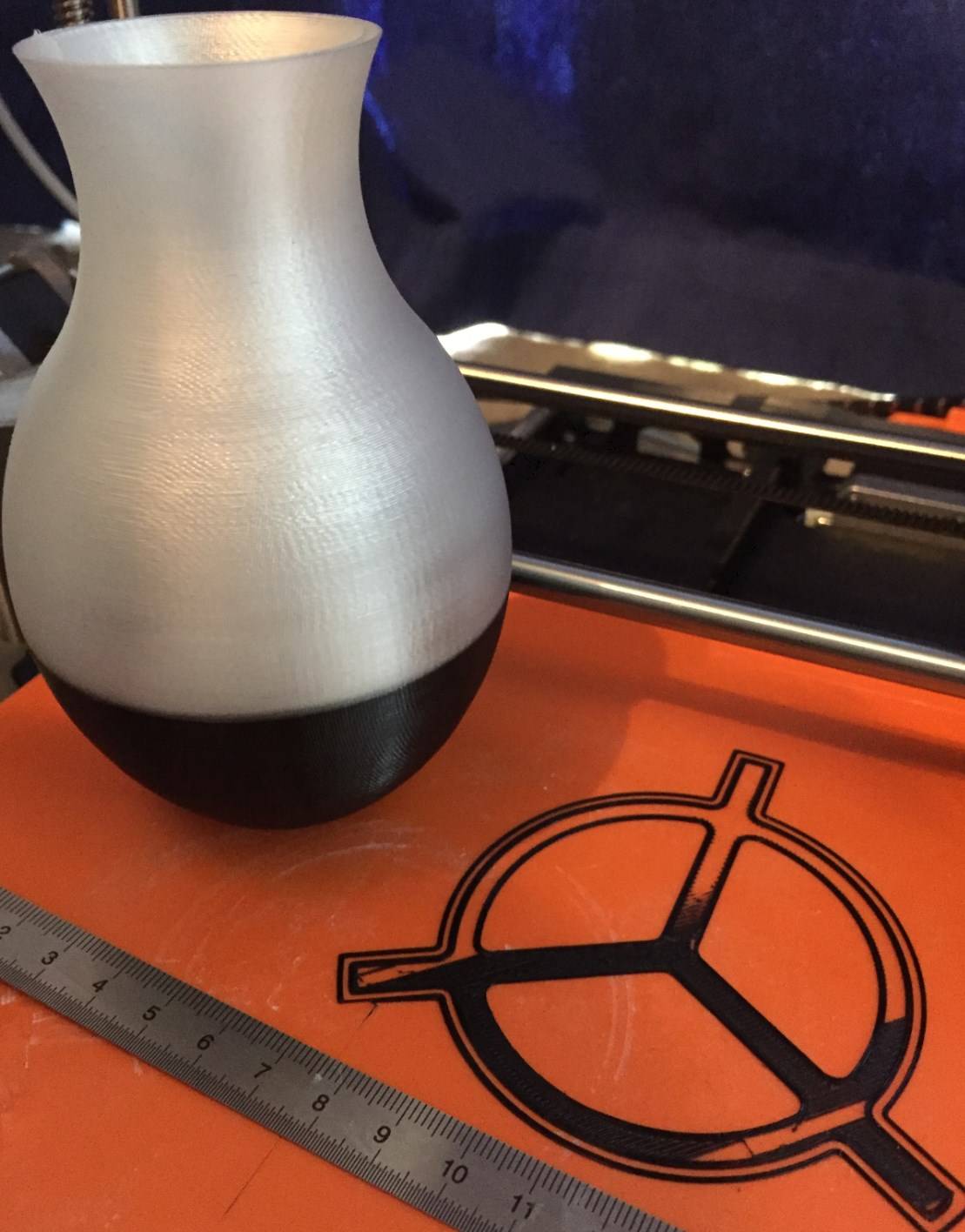
Merci pour ta réponse tristanlcf! Je vais de suite regarder la vidéo et faire un Zoffset. Et je vous tiens au courant du résultat. Voici des photos. dagoma1.jpg : le support de bobine qui foire dès le début, avec à coté des petites pièces qui fonctionnent à tous les coups. dagoma2.jpg : le même support avec à coté un vase de grande taille. Mais vous remarquerez que ce vase à une assise très petite, puis il s'élargie.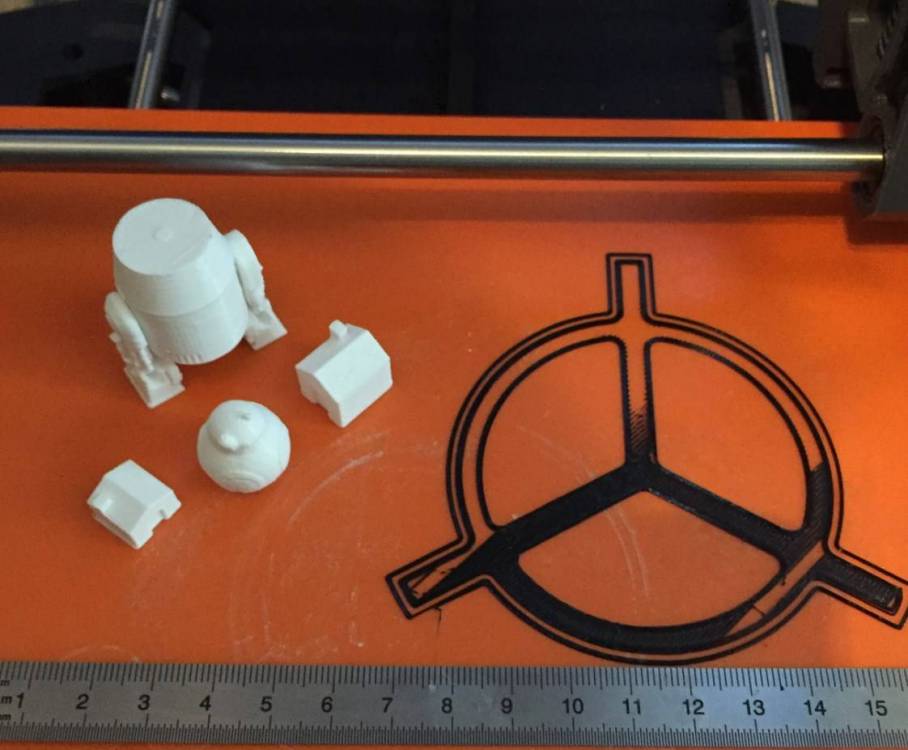

-
Bonjour à tous. Ceci est mon premier post dans ce forum. J'espère que je suis au bon endroit, faites moi savoir SVP si ce n'est pas le cas. J'ai reçu une Dagoma ultimate il y a 3 jours, et après le montage et les réglages, j'ai commencé l'impression. J'ai commencé par des petites pièces, nickel, enthousiasmant. Et puis j'ai voulu essayer d'imprimer le dérouleur de bobine Dagoma. Et là, même la première couche foire. Très vite l'extrudeur claque, la buse se bouche. Je débouche la buse, je recalibre, je met de la laque, j'imprime plein de petites pièces, sans problème, je tente une pièce plus grande, plantage. Après moult tests et essai, je remarque que je n'arrive pas à imprimer des pièces de plus de 5 cm de diamètre. La preuve, j'arrive enfin à imprimer un dérouleur de bobine, à condition de réduire sa taille à 5 cm de diamètre. Avant de poster, j'ai fait quelques recherches sur Google et dans ce forum, sans résultat. Je suis totalement novice dans l'impression 3D, je ne sais pas trop quoi faire, des idées? Des expériences à partager? Merci!