Flo49
-
Compteur de contenus
28 -
Inscrit(e) le
-
Dernière visite
Récompenses de Flo49
")





-
Déformation pièce cylindrique filament PETG / PLA+
Flo49 en réponse au topic de Flo49 dans Entraide : Questions/Réponses sur l'impression 3D
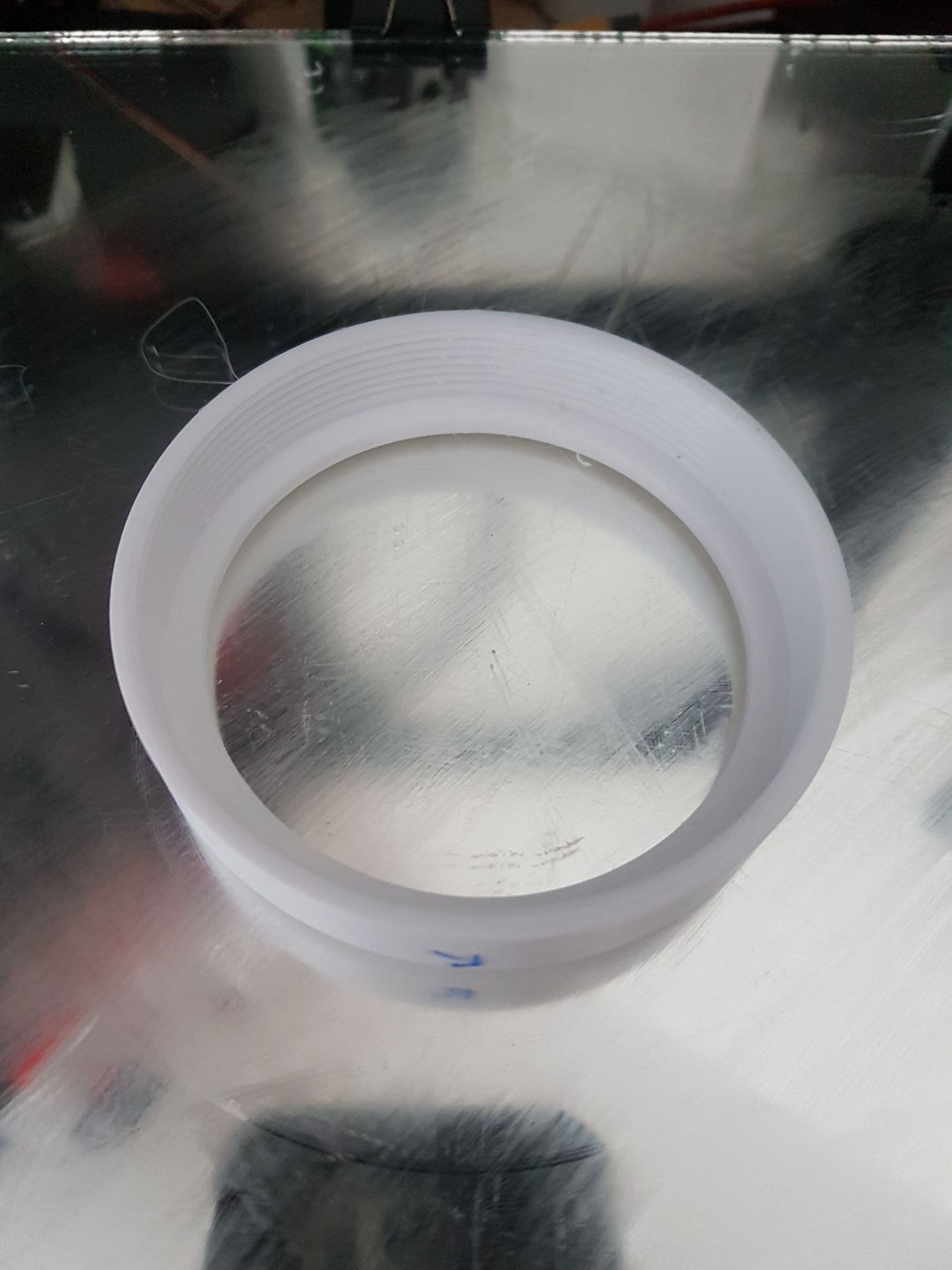
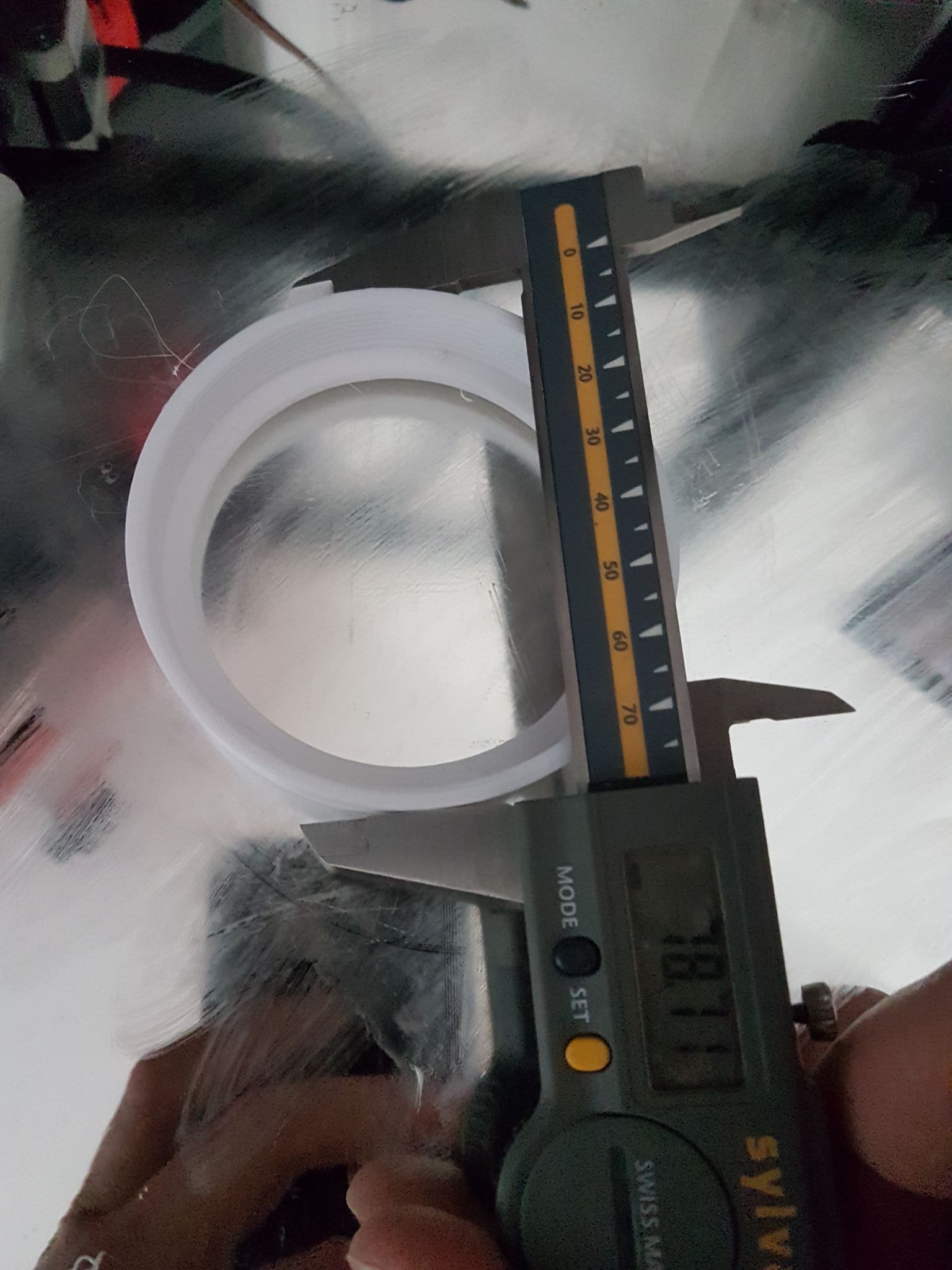
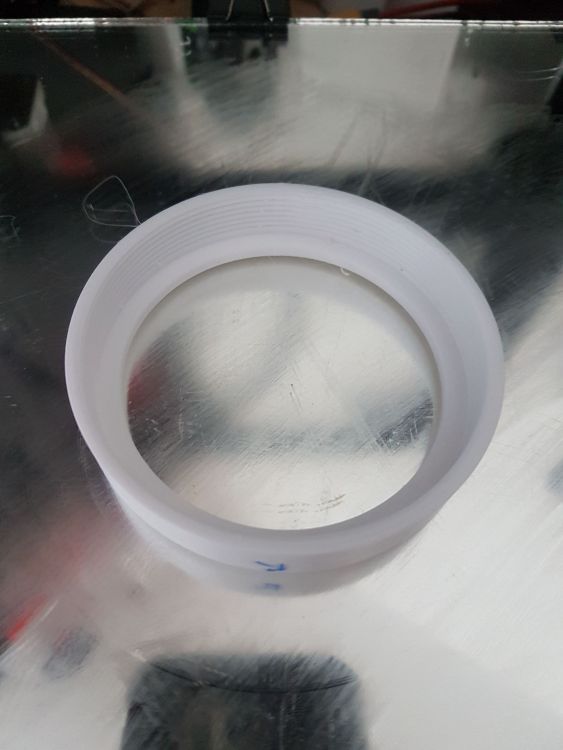
Bonjour, Merci pour les infos Je vais regarder tous ça, ayant très peu utilisé idéaMaker, j'ai retendu mes courroies et j'ai refais mes réglages, j'obtiens encore une ovalisation entre 0.2/0.3mm sur une pièce de Ø80 exter et Ø72 inter donc une épaisseur de paroi de 4mm, si je mesure la paroi à plusieurs endroits j'ai entre 3.94mm et 4.08mm. Après oui la pièce est souple et se déforme légèrement. Pour ma première pièce j'avais dessiné le filetage inter avec un jeu d'environ 0.1 afin de visser correctement l'écrou sur ma douche, ça à bien fonctionné malgré la déformation, la pièce c'est recentré une fois montée. -
Déformation pièce cylindrique filament PETG / PLA+
Flo49 en réponse au topic de Flo49 dans Entraide : Questions/Réponses sur l'impression 3D
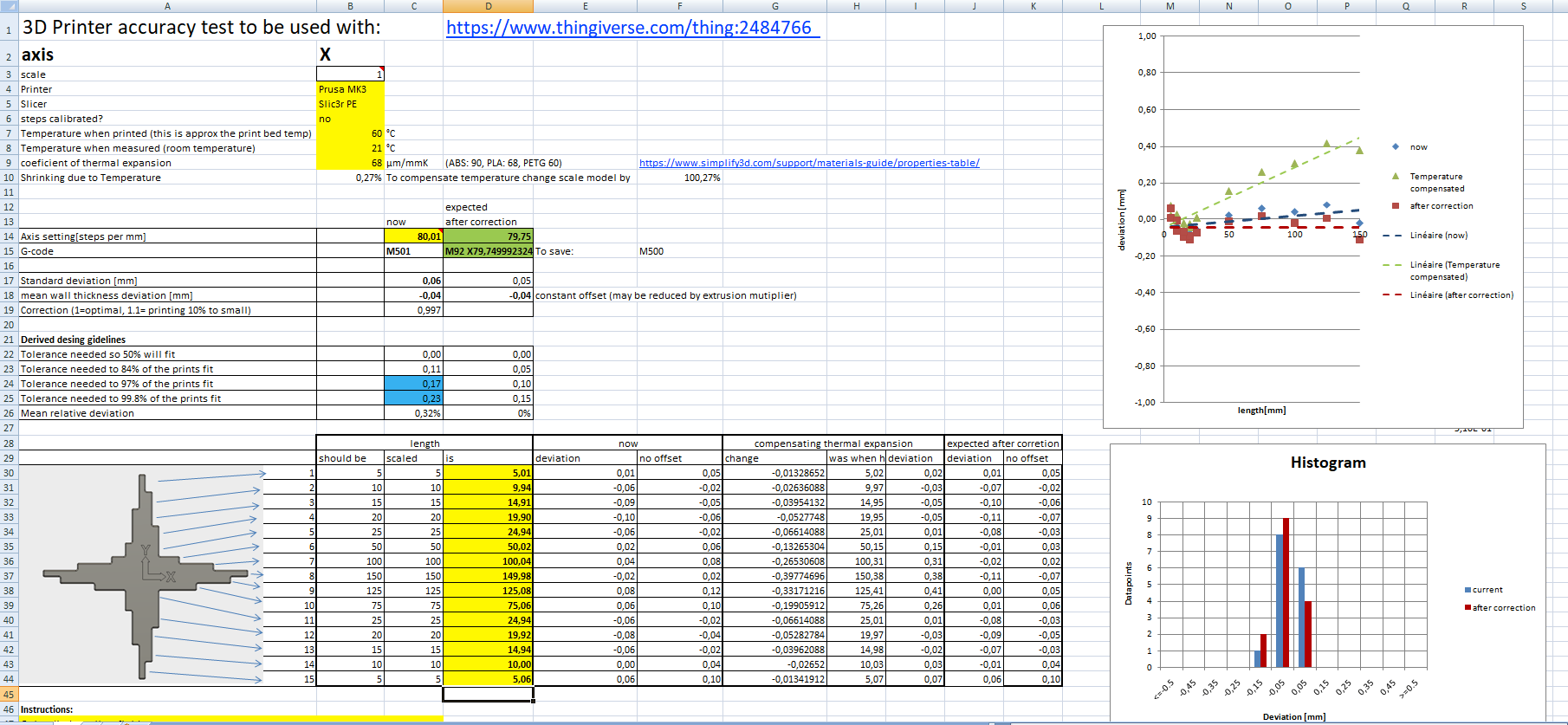
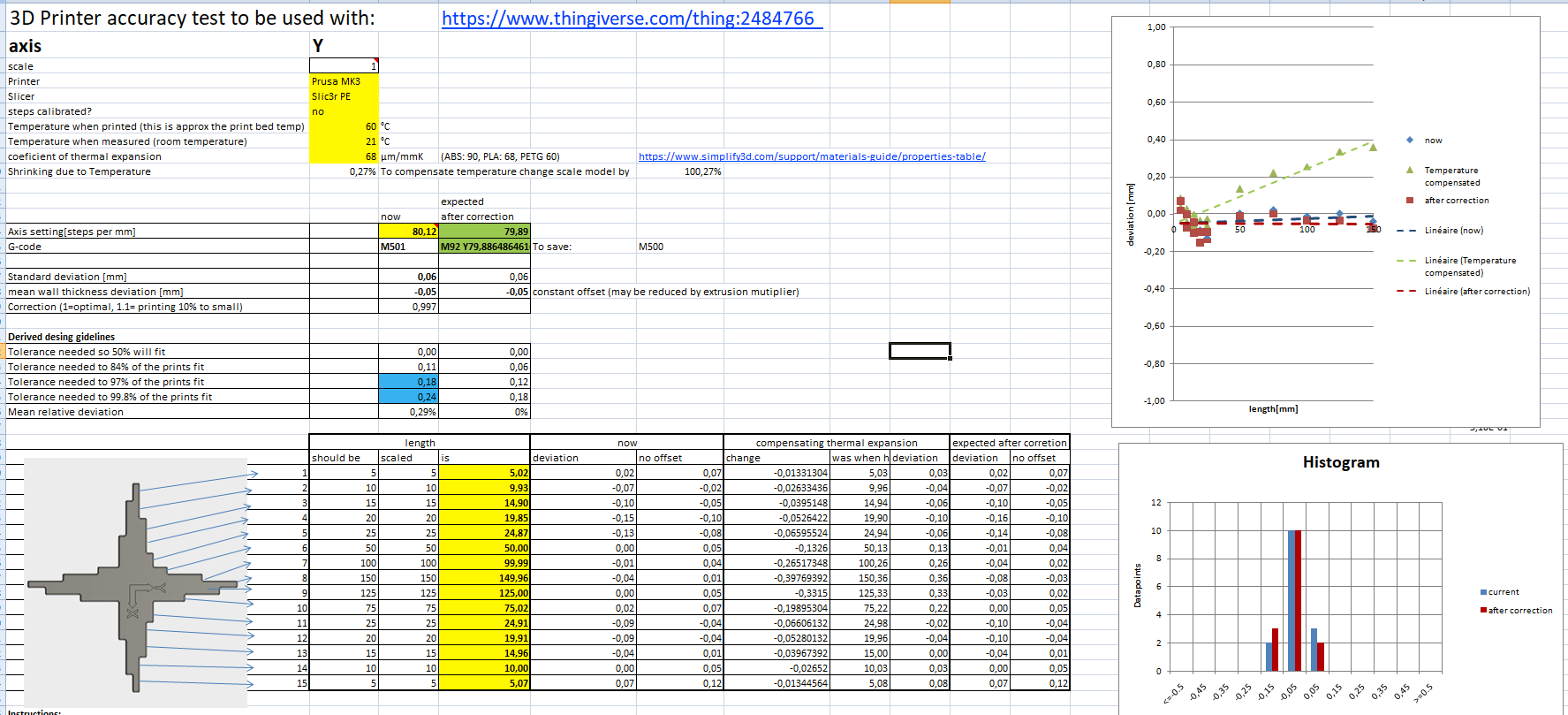
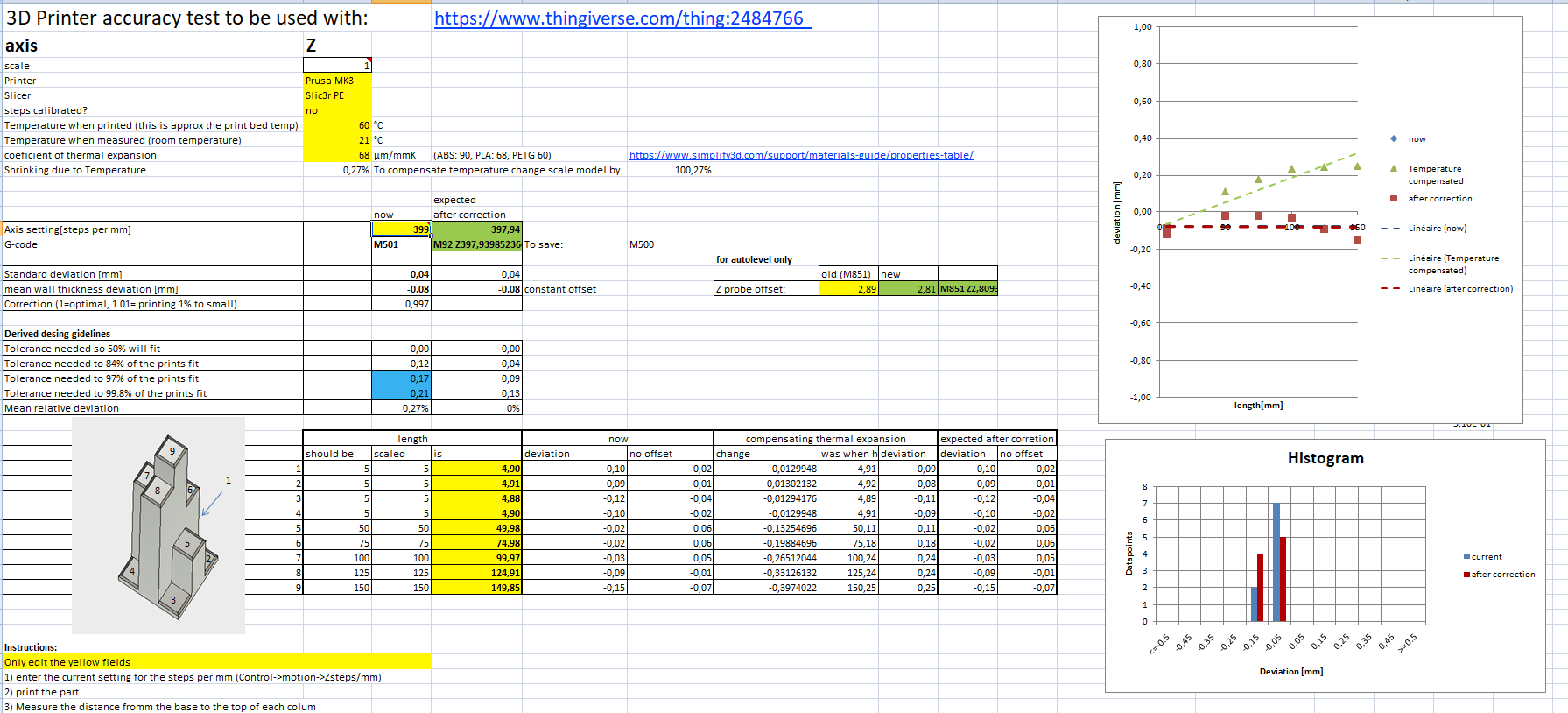
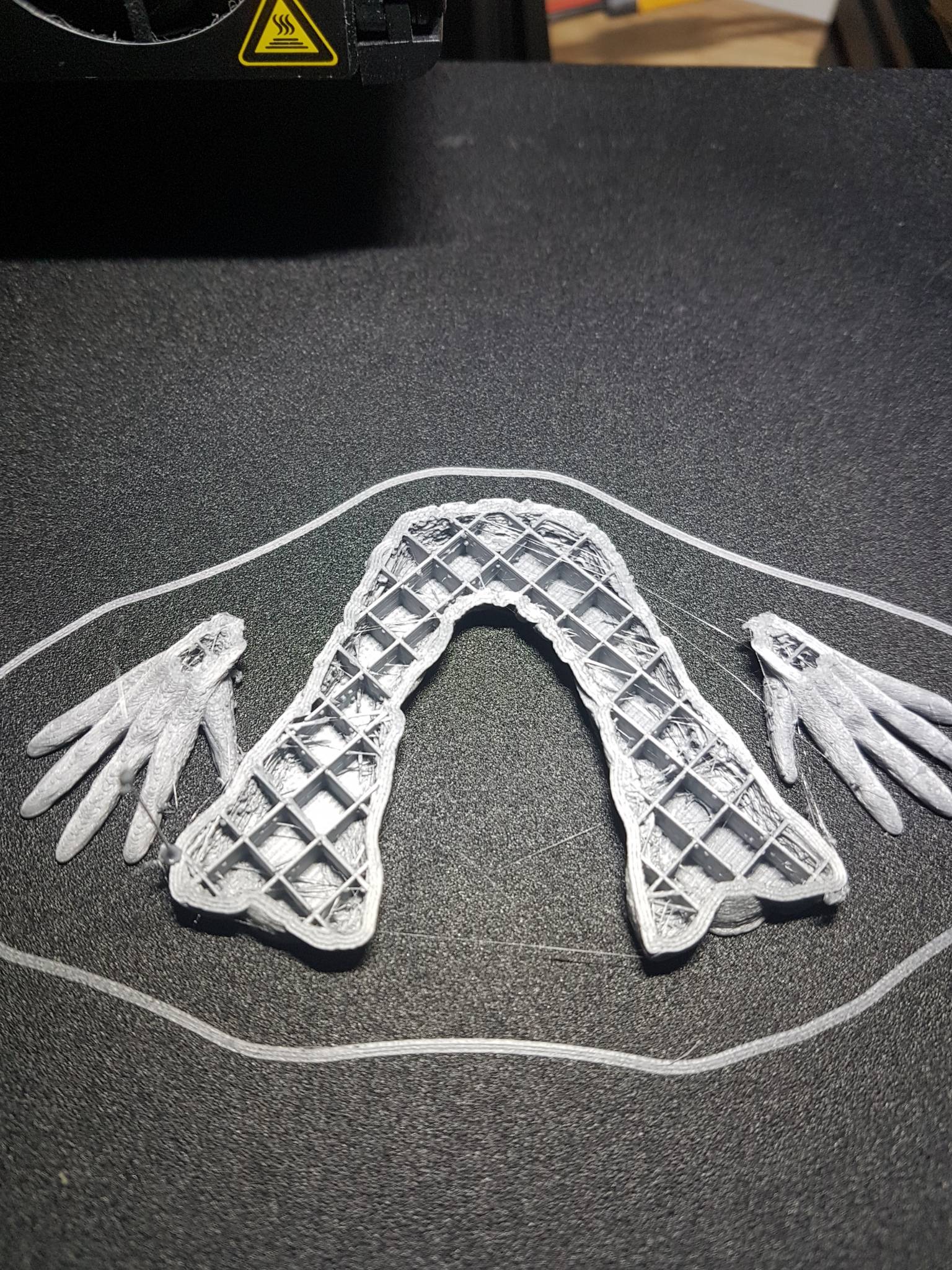
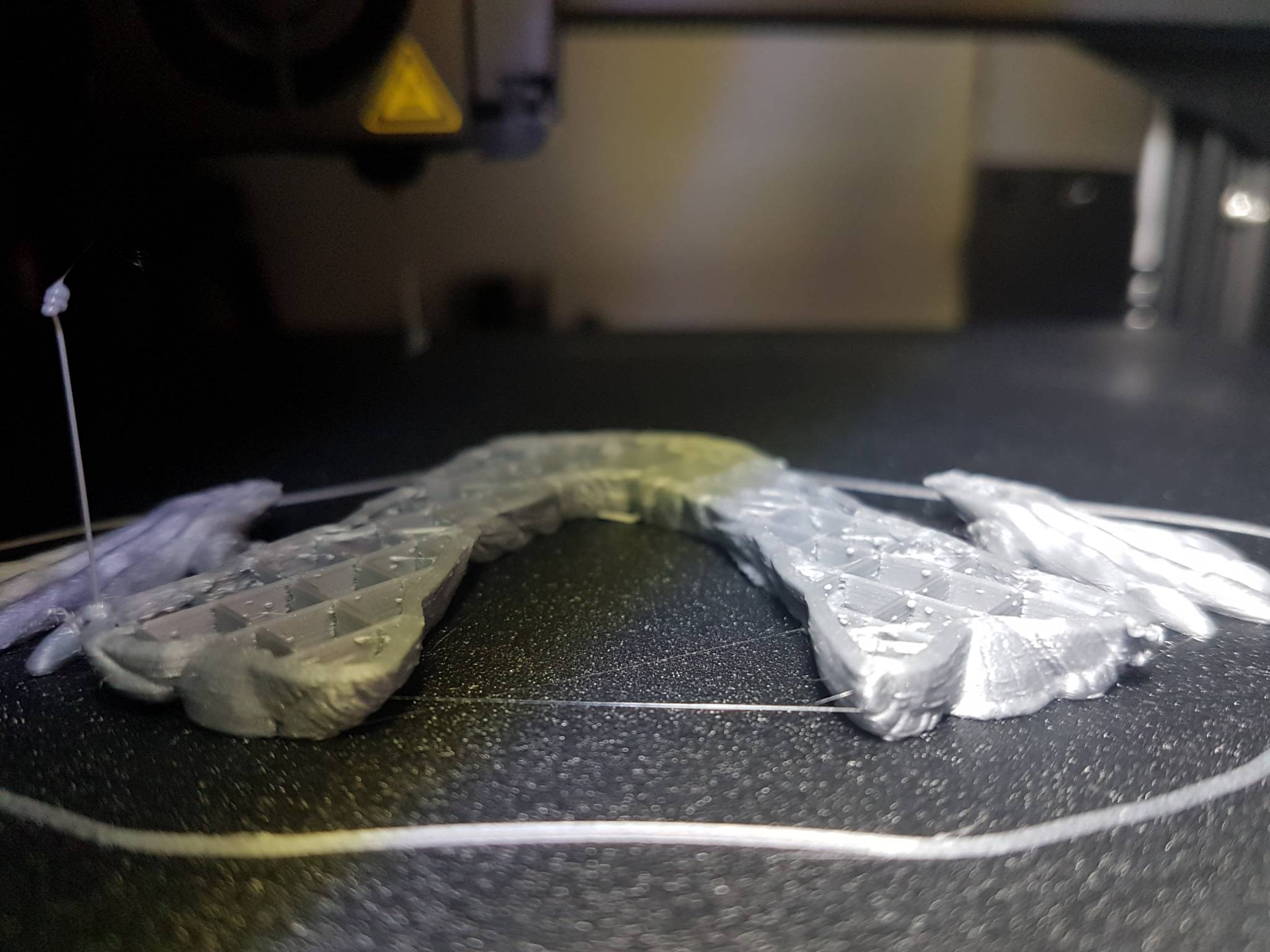
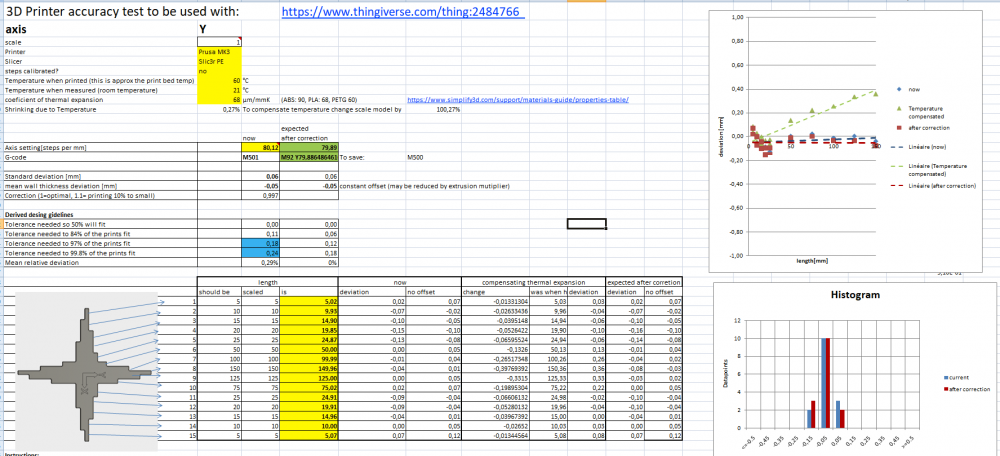
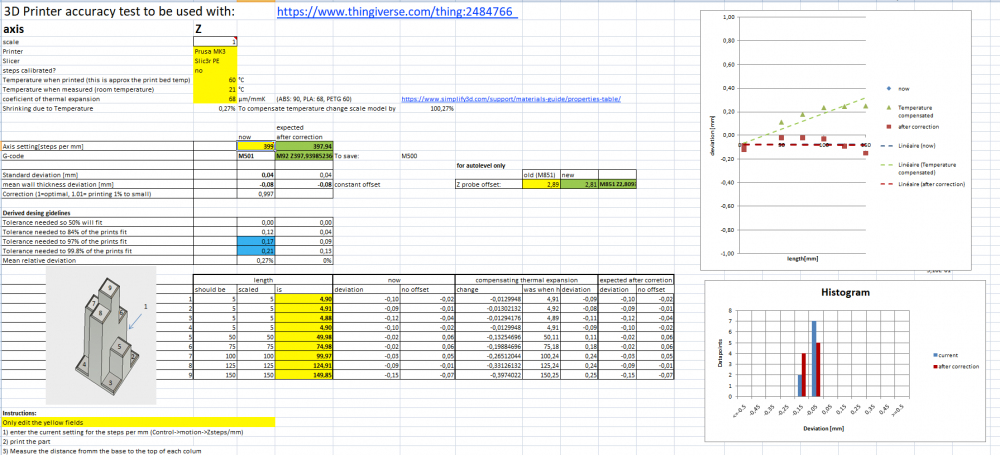
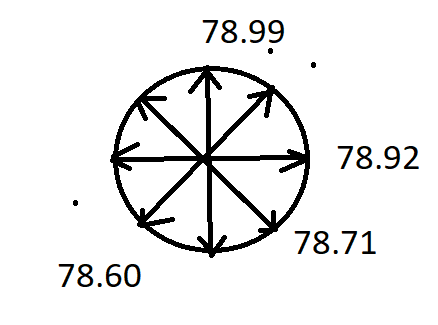
Bonjour, Alors en relisant vos réponses je me suis aperçu que mes photos n'étaient pas bien expliquées, En faite mon Ø de pièce est bon en X et en Y mais quand je mesure en diagonale comme ci-dessous : j'ai des écarts entre 0.2 / 0.4mm par rapport à mon Ø du 80. J'ai bien la bonne mesure sur la jointure aussi. J'ai vérifier mes axes avec la méthodes de la 1er vidéo j'ai entre 0.02 - 0.06 entre mes axes. Mon cube fait bien 20x20x20, et j'ai refait une croix de calibration et repris le tuto ci dessous: https://www.lesimprimantes3d.fr/forum/topic/34123-tuto-conseils-quelques-réglages-à-réaliser-avant-de-se-lancer/ https://www.lesimprimantes3d.fr/forum/topic/22524-calibrage-axes-xyz-concours-de-précision-creality/ https://www.lesimprimantes3d.fr/forum/topic/31756-calibration-xyz-cube-ou-croix-et-dilatation/ Voici mes résultats: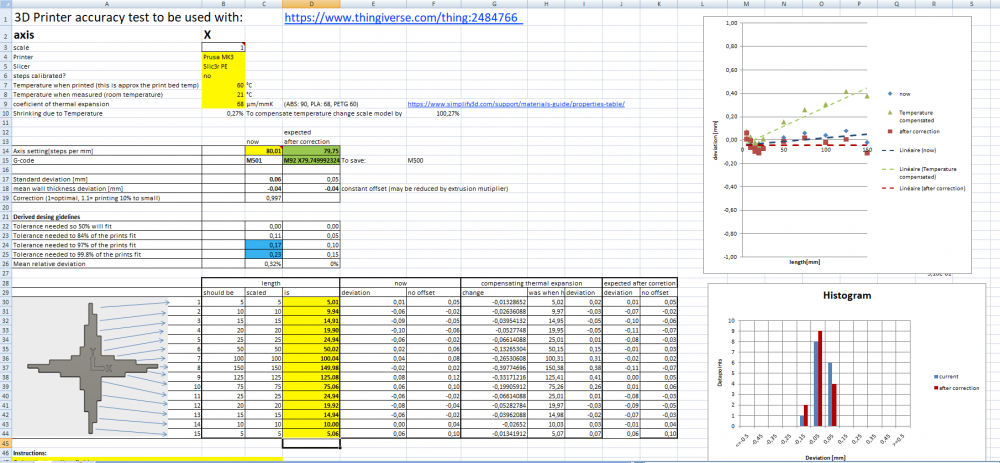
-
Déformation pièce cylindrique filament PETG / PLA+
Flo49 en réponse au topic de Flo49 dans Entraide : Questions/Réponses sur l'impression 3D
Je regarde cela se soir et vous redis. -
Bonjour, J'ai besoin de vos avis, j'imprime un écrou de douche de Ø exterieur de 79mm mais il mesure en X78.99mm et en Y78.70mm (j'ai fait des repères sur la pièce) et si je mesure la circularité de la pièce j'ai en cote maxi 78.99 et mini 78.60mm, ma pièce est donc ovale. J ai calibré mon extrudeur J'ai calibré mes steps/mm avec le stl de la croix de calibration au lieu du cube XYZ J'ai calibré mon flowrate 90% dans cura J'ai fait des essais avec un raft et un brim. J'ai mesuré ma pièce à chaud encore collée sur le plateau dès la fin de l'impression même constat. La déformation est flagrante quand je mesure en diagonale en X et Y cela est moins flagrant. J'avais fait un check up des tensions des courroies et serrage des vis du plateau ainsi que des roulettes. D'après mes recherches sur internet il paraît q' une imprimante delta est plus adaptée pour faire des pièces cylindrique ? Ma config : Plateau 80° Buse 225° Colle spécial impression 3d qui évite le warping Filament Esun blanc solid Petg même résultat en PLA+ J ai pris un profil de base Petg et PLA dans cura J'ai fait des tours de températures etc.... J'ai modifié ceci : Profil std quality dans cura Vitesse 50mms test à 30mms même résultat sur du PETG et du PLA+ Ventilateur 100% pour le PLA+ et 40% pour le PETG à la 3ème couches, j'ai essayé 100% pour le PETG aussi. Hauteur 0.2 Largeur 0.2 Nbr de paroi 3 Remplissage 20% idem à 50% en mode grille Retraction sur 5mm à45mm/s j'ai un Bl touch Tube ptfe capricorn Zoffset ok Nivelage plateau test avec un stl ok Le défaut augmente proportionnellement avec la taille de la pièce. Si vous avez des idées, merci d'avance.


-
Problème de couche impression benchy
Flo49 en réponse au topic de Flo49 dans Entraide : Questions/Réponses sur l'impression 3D
J'ai refait des essais en tendant plus ma courroie en X le défaut à changé de hauteur ?
-
Problème de couche impression benchy
Flo49 en réponse au topic de Flo49 dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, Je refait un test sans pour être sûr ! Bon pas concluant avec le zhop désactivé voir ci dessous :

-
Problème de couche impression benchy
Flo49 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
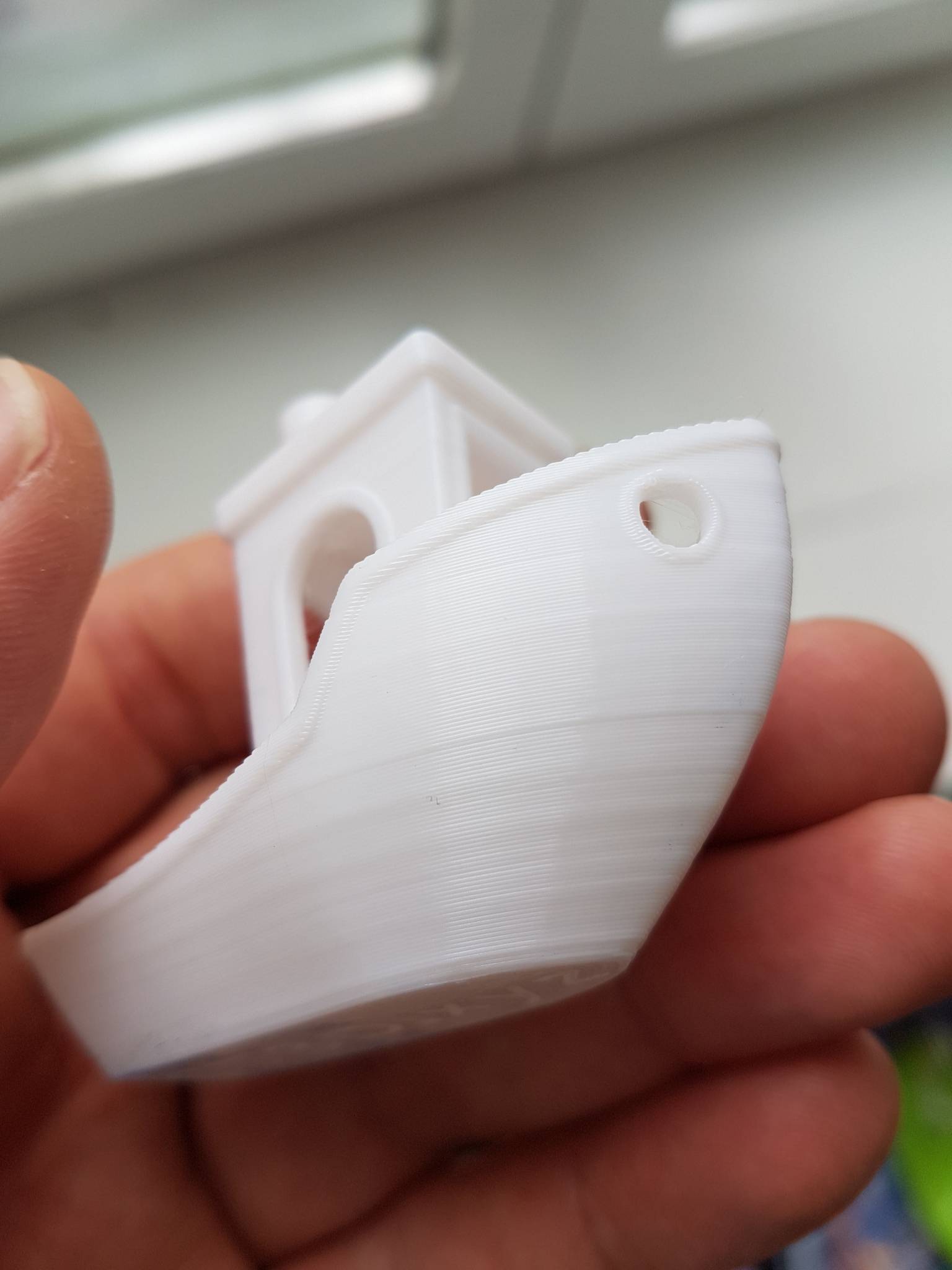
Bonjour, Après beaucoup de recherche je me permet de poster ma problèmatique. J'ai testé 2 marques différentes de filament (pla blanc) et recalibrer mon extrudeur avec le cube 20x20x20, mes côtes font 20.01x20x19.98. Je lance par la suite le boat 3d benchy mais j'ai un défaut de couche tous le temps aux mêmes endroits. J'ai donc démonté et vérifié : Tige axe Z ok bien rectiligne pas de saletées ni de choc dans les dents. Position de la tige ok j'ai suivi la procédure de la doc de Les excentriques et courroies X Y Z sont bien serrées/tendues mais pas trops L' axe des x est bien parallèle Structure d'équerre Ecrou en bronze n'est pas serrée Plateau sur plaque de verre bien plan Le déroulement du filament est bien guidée. Le galet d'entrainement de l'extrudeur est bien réglé les marques sur mon fil ne sont pas trops prononcés. J'ai essayé de mettre plus/moins de tension ca ne change rien. La machine est sur des coussins amortisseurs. J'ai fait titi procédure de néttoyage aussi. Je n'ai pas mis de tlsmoother, buse et ptfe d'origine. Cela se produit quand j'active le z hop dans cura pour le 3d benchy boat pas sur le cube xyz. J'ai essayer différentes vitesses d'impression et température 190 195 200 205 avec des couches de 0.2 rien à faire, j'ai toujours le défaut si j'active le zhop dans cura. Je laisse les experts me conseiller. Merci d'avance.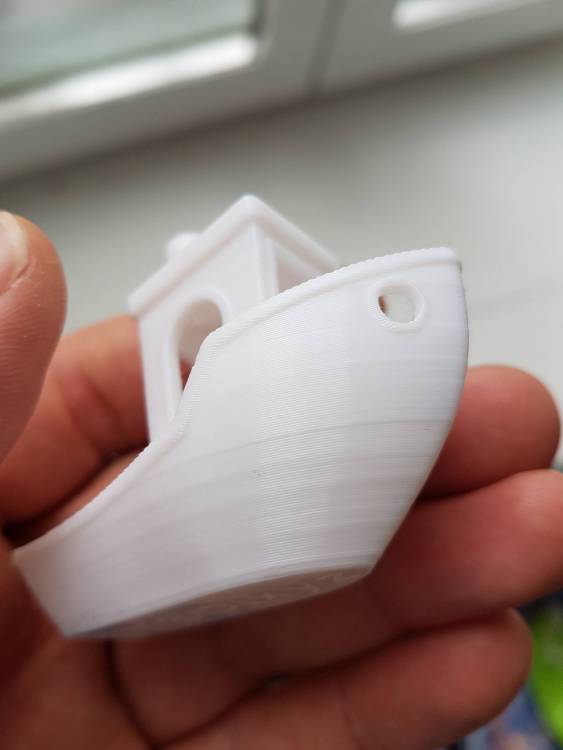
-
Merci de ton retour.
-
Problèmes qualité impression Ender 3
Flo49 en réponse au topic de SebPierf dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, Je ne suis pas un expert mais à vérifier ton z seam/coutures/jointures en z tombe a cette endroits ? Je pense l'apercevoir des 2 côtés. Sinon baisse ta vitesse d impression à 30mms et/ou ta hauteur de couche à 0.16 ou 0.12. -
Bonjour, Finalement as tu résolu le problème ? Cela m'intéresse ? Bonne journée.
-
Bonjour, après plusieurs jours de vérification avec des fichiers bench, et quelques heures d essais j'ai reçu mon nouveau filament il y à 2 jours et je confirme bien que le 1er filament doit être humide car plus de problème avec le nouveau filament. Je vais regarder pour acheter un desydrateur afin de refaire des essais avec le 1er filament.
-
Bonsoir, je ne suis pas un expert car je me forme aussi depuis 1 mois sur ma ender 3 pro je commence à prendre le coup de main. As tu vérifié si ta tige de l axe Z était droite en la faisant rouler sur elle même sur une surface plane ? As tu réglé tes steps par mm ainsi que ton extrudeur ? Si tu as encore le filament blanc fournis avec la machine pour essayer avec un autre filament ?
-
Bonsoir, C'est noté.
-
j'ai acheté des sachets anti humidités sur amazone pour stocker les deux bobines dans des sachets zip. https://www.amazon.fr/wisedry-déshydratants-dabsorbeur-Coffres-forts-garde-robe/dp/B07KYGN4NT/ref=sr_1_29?__mk_fr_FR=ÅMÅŽÕÑ&dchild=1&keywords=sachet+anti+humidité&qid=1591816225&sr=8-29 J'attends encore 1h30 pour voir le print en cour si avec une tension plus forte sur la courroie en y + température à 195° améliore mon problème. Bon c'est pas encore gagné mais y a une légère amélioration en qualité à 195°, je relance un test à 190° + vitesse d'impression réduite de 50%. Moment de lucidité, je n'ai pas eu ce problème avec le petit chien à imprimer avec le filament d'origine PLA blanc donc ???? Je vais voir il me reste 2M de ce filament pour essayer de print le baby groot du moins essayer d'imprimer une partie des pieds, et je vais print le petit chien avec le filament de eryone qui me pose probleme. <Modération> Le bouton EDITER au bas d'un post permet d'éviter le «multipostage» rarement bien vu ni toléré, accepté sur les fora Je te conseille d'en faire bon usage dorénavant. </fin>
-
J'ai arreté à 2h bulle dans les couches internes / externes. je test à 0.1 puis 195° + resserage courroie en Y.