



Franck Dewit
-
Compteur de contenus
13 -
Inscrit(e) le
-
Dernière visite
Récompenses de Franck Dewit
")





-

Elegoo Mars Une légère couche entre les pièces
Franck Dewit en réponse au topic de Franck Dewit dans Entraide : Questions/Réponses sur l'impression 3D
Salut à vous et bien je reviens vers vous concernant mon problème qui perdure. J'ai changé le FEP (dotbit DLP 3D 0.15 à 0.2mm) J'ai étalonné Z La température de la pièce est à 22°c (je crève de chaud ^^) écran testé OK J'ai de la résine eleego classic neuve Support refait en plus gros slicing à 0.02mm hauteur maxi des pièces supportées : environs 1cm Résultat : toujours la grosse bavure au milieu de l'impression au centre du plateau. Collage de résine au fond du bac. Quelqu'un aurait-il une idée d'où cela peut venir s'il vous plait ? D'avance merci -
Elegoo Mars Une légère couche entre les pièces
Franck Dewit en réponse au topic de Franck Dewit dans Entraide : Questions/Réponses sur l'impression 3D
Merci Marc, je vais garder à l'esprit cela et monter la température de la pièce où se trouve l'imprimante. Je refais un test d'impression, basé sur 2 facteurs, la température de la pièce, l'étalonnage de Z. -
Elegoo Mars Une légère couche entre les pièces
Franck Dewit en réponse au topic de Franck Dewit dans Entraide : Questions/Réponses sur l'impression 3D
Je me posais la question suivante.... Est ce que la température ambiante actuelle de la pièce entre 10 et 20°, n'y serait pas pour quelque chose ??? Cela ne changerait-il pas la viscosité de la résine par hasard ? Merci de vos réponses -
Elegoo Mars Une légère couche entre les pièces
Franck Dewit en réponse au topic de Franck Dewit dans Entraide : Questions/Réponses sur l'impression 3D
Le LCD n'a pas de trous noirs, j'ai de nouveau changer le FEP et tendu au maximum; Je relance une impression ce soir; Personne n'a une idée de ce qu'est mon problème s'il vous plait ? Pour info j'imprime des pièces de 10mm de haut maximum et fais des passes à 0.02 -
Elegoo Mars Une légère couche entre les pièces
Franck Dewit en réponse au topic de Franck Dewit dans Entraide : Questions/Réponses sur l'impression 3D
Salut Toy, merci pour ta réponse Oui il y a moyen de tester l'écran avec le système de l'imprimante, par contre il ne fait que le contour pas le centre ou de faire un objet 3d rectangulaire de la grandeur du plateau que l'on peut mettre en impression sans le bac et sans plateau. Le LCD s'allumera sur l'ensemble. Mais généralement les points non lumineux font des trous dans les pièces d'un coté à l'autre. Mais je vais refaire un test pour être sur. Là j'ai une sorte de grosse bavure de résine polymérisé de l'épaisseur d'une couche. -
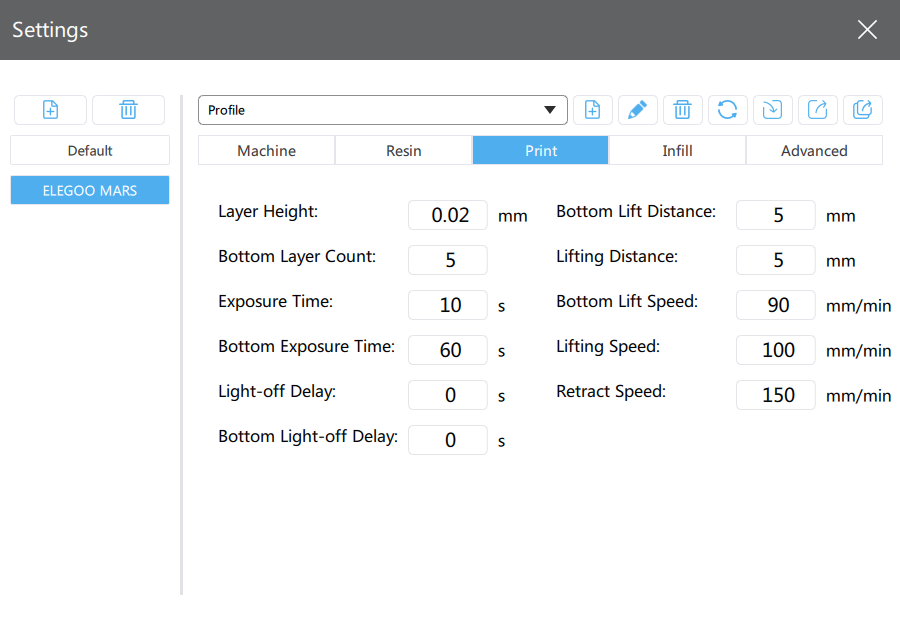
Bonjour à tous, Depuis un petit moment, j'ai une petite couche (peau) de résine entre mes pièces au centre de l'impression et à mi-hauteur comme-ci la couche imprimé avait reçu un rayonnement UV juste au centre sur une surface plus grande que celle voulu. J'ai une Elegoo Mars, film FEP neuf, résine Elegoo standard grise. Voici mes réglages : J'ai pensé que c'était des micro éléments flottant sur le fichier, mais j'ai testé avec une impression qui ne m'a jamais fait défaut, résultat pareil. Après j'ai émis l'hypothèse que c'était le FEP qui collait légèrement, je l'ai donc changer (manque un peu de tension peut-être). Enfin en clair je patine et je n'ai pas trouvé sur le Web une réponse à ma question. Seriez vous d'où cela vient s'il vous plait ?? D'avance merci FRK

-
Franck Dewit a changé sa photo de profil
-
Merci à tous les deux Je reconnais que mes bains sont extrêmement long... Je le sais, cela ramolli bien mes supports (donc parfois un peu voulu, mais j'abuse en dépassant 1h ou 2 ) Je travaille sur des éléments qui ne font parfois pas plus de 0.5mm et j'ancre le support en profondeur à 0.1 pour un point d'ancrage à 0.2. Je ne dis pas cela pour justifier mais pour expliquer (voir image la pièce fait 7mm par exemple) et lorsque j'enlève les support j'ai moins de casse ^^ Je reconnais aussi que le trempage dans l'eau savonneuse est inutilement long (parfois un poil dans la main je l'avoue ) Par contre OUI, j'oublie de refaire une cuisson final... Donc vous me confirmez bien, ce que je pensais d'où vient mon problème de craquelage .... Bains trop long et manque de curage. Il va falloir que je me discipline pour améliorer mon procédé
-
Merci Bosco, bon bah c'est ce que je vais faire du coup augmenter le temps d'expo et nettoyer sans passer par différents bains ^^
-
Bonjour à tous, Je viens vers vous car j'ai plusieurs questions concernant le nettoyage d'objets imprimés en résine photopolymère (eleego), pour info j'ai une Mars. Je ne suis pas sur du processe et je dois certainement faire des erreurs. J'aimerai que vous me corrigiez et conseiller s'il vous plait. Ma procédure est la suivante : - Une fois l'impression terminé, je la laisse égoutté 30mn sur le plateau, couvercle fermé. - Puis je plonge les pièces réalisée dans un bain d'alcool à 95° et les laisse tremper durant un temps variable entre 30mn et 8h (pourquoi 8h... Le temps de dormir ^^) - Finalement je les plonge, sans les sécher, dans un bain d'eau et de liquide vaisselle (est ce que cela provoque un choc chimique ?), le temps varie aussi, mais généralement cela dure 4h (le temps d'une autre impression en faite :p) Au final, parfois mes pièces sont parfaite, mais de nombreuses fois des craquelures se forment sur la tranche de l'impression et des strates se décollent. Donc mes questions sont les suivantes : Je sais que mes temps de trempage sont beaucoup trop long (du moins c'est ce que j'en déduis surtout avec l'alcool) Que me recommanderiez vous de faire pour nettoyer au mieux ces pièces et les temps moyens nécessaires s'il vous plait. Ah j'ai omis de dire que je travaille sur des pièces qui font entre 7mm et 30mm maximum avec un nombre certain de détails. mes réglages sont les suivant epaisseur couche 0.01 (ou 0.02) ; expo : 8s ; expo base : 60s Pas de creusage de pièces, elles sont toutes pleines. D'avance merci
-
Film FEP, et si je pouvais utiliser ????
Franck Dewit en réponse au topic de papy22 dans Discussion sur les imprimantes 3D
Merci...... Oki je note pour l'Iso.... (purée, il me semble l'avoir vu quelque part en plus)... Merci du tuyau Oui j'ai passé commande sur Amazon pour le FEP, au plus rapide la fin de la semaine venant -
Film FEP, et si je pouvais utiliser ????
Franck Dewit en réponse au topic de papy22 dans Discussion sur les imprimantes 3D
Ah ! super, as tu une adresse à refiler s'il te plait ? [mode Mythbuster] Sinon.... J'ai essayé le truc de ce Youtuber.... En désespoir de cause. Et bien ça fonctionne pas ^^ Ayant percé mon FEP hier et n'en n'ayant pas d'avance, pourtant c'est pas faute de me dire qu'il faut que j'en commande depuis 2 ou 3 semaines, j'ai essayé cette alternative proposée. 1er essai : 1 pochette de 125µ par feuille. J'ai fait exactement ce qu'il disait, je coupe la pochette en deux, fait fondre au four l'EVA et tout le tralala..... Résulat = La résine colle au fond du bac et se détache donc du plateau.... De plus l'EVA redevient opaque rapidement, impossible de nettoyer même à l'Iso.... Après je me suis dit que peut être je me suis trompé de coté... Mais mais non j'avais bien tout mis coté PET dans le BAC 2em essai : Pareil que le premier essai mais avec une pochette de 200µ par feuille.... Résultat identique 3è essai : oui oui je suis maso, je prend une pochette de 80µ par feuille que je lamine vide à chaud, ce qui donne une feuille de PET de 160µ. Pour l'Elegoo, il faut un FEP de 150µ. Je réinstalle, j'imprime.... La moitié reste collée au fond, l'autre moitié semble coller au plateau, mais au final ce matin.... Plus rien sur le plateau, tout est au fond du BAC Le film au fond commençant même à peler du coté résine. Mon analyse final, car perso j'y connais rien en plastique, j'ai fait une petite recherche quand même après le premier essai où tout collait PET (Polytéréphtalate d'éthylène): Très bon diélectrique (280 kV/mm base 23µm), Résistance mécanique élevée (traction, aux chocs), Pas ou peu affecté par les huiles, graisses et dérivés aromatiques, Thermo formable, Peu perméable, Tenue d’utilisation en continu 105°C (UL), 130°C(CEI), Utilisation de -70 à 150°C, Classification au feu VTM-2, Bonne tenue aux pliages FEP (fluorinated ethylene propylene) : Température de fusion plus basse que le PTFE, Plus souple que le PTFE, Clair et transparent, Faible constante diélectrique (isolant), Chimiquement inert, Coefficient de frottement très bas, Anti-adhésion, Résistance aux rayons UV (faible vieillissement), Non hygroscopique (absorbtion d’eau < 0,01%), Conformité FDA, Température de fonctionnement à partir de -200°C jusqu’a +205°C Purée, quel charabia.... J'ai perdu quelqu'un en route ??? En clair, j'y connais rien, mais j'ai noté une chose : l'anti adhésivité du FEP qui vient de sa partie Fluorinated (fluoropolymère comme le téflon qui est une polymérisation du PTFE, voilà en quelques mots simple, j'suis pas chimiste :p) Donc Rien à voir avec le PET..... ] -
Bonjour à tous, Je recherche en urgence un ou deux films FEP pour le bac à résine de ma Elegoo Mars, je viens de percer le miens après plusieurs dizaines d'impressions et je galère à en avoir un rapidement à un coût convenable... A vos proposition s'il vous plait, merci
-
Salut @Vector, voici quelques petits.... tous petits truc (7mm de haut) echelle 1/300 si je ne me trompe pas ^^
-
Salut à tous et à toutes ou à Toutes et à Tous J'me présente je m'appel Francky, Et j'imprime toute la nuit..... toute la nuiiiiiitttt !!! Pour avoir plein de figurines. lala li !!! Bon sérieux, je suis complètement Newby dans l'impression 3D et j'apprends à utiliser ma chère Elegoo avec plus ou moins de résultat. C'est en imprimant que l'on apprend à imprimer comme disait le sacre saint de l'impression. J'utilise tout un tas de différents programmes pour la modélisation, Sketchup (pour les gros travaux), Meshmixer, Meshlab (surtout pour réduire les Go des fichier pour le moment), Blender (mais je patine complètement ^^) et comme slicer Chitubox. Merci à vous de m'accueillir dans votre monde !!
-
Film FEP, et si je pouvais utiliser ????
Franck Dewit en réponse au topic de papy22 dans Discussion sur les imprimantes 3D
Salut à tous, je suis newby et excusez moi de déterrer ce sujet. Vu que la conversation n'a pas eut de fin, puisse qu'il n'y a pas eut de personne ayant essayé ce truc ou qui n'a pas partager son expérience, j'aurais toutefois aimé connaître la chute. Est ce que c'est possible ou pas ? D'avance merci les Imprimeurs

