MBA
-
Compteur de contenus
8 -
Inscrit(e) le
-
Dernière visite
Récompenses de MBA
")





-
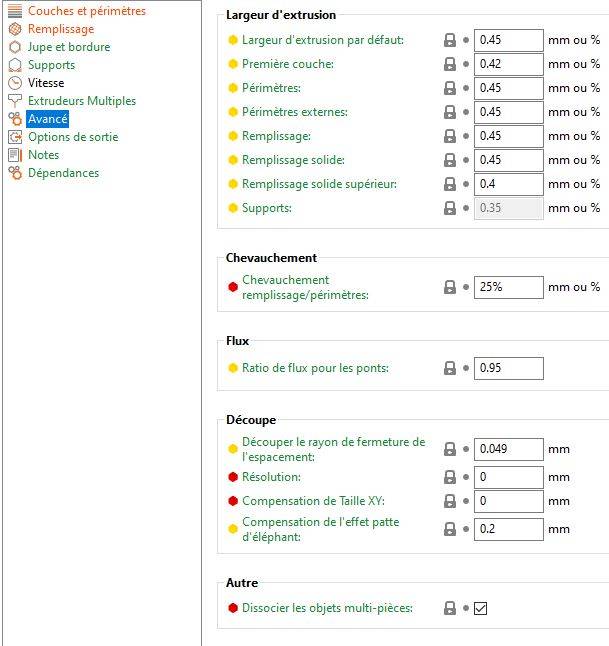
Bonjour à tous, voici un petit retour de mes tests. Grace à votre support, j'ai pu isoler et corriger le problèmes. Il y apparemment un problème sous Prusa Slicer avec l'option "Compensation de l'effet patte d'éléphant". Par défaut il est à 0.2. Je l'ai mis à 0 et le problème a disparue Je vais faire un test avec 0.1 pour voir si le problème apparaît. Encore merci pour votre aide.
-
Désolé de ne pas avoir donné toutes les informations de base (type d'imprimante) dès le début. C'est une bonne idée que de faire pivoter la pièce de 90°. Je vais fairerun test et je te tiens informé.
-
Merci @Pascal03 pour ces précieuses informations. Je vais faire des tests et je ferais un retour des résultats. Bonne soirée. Bonjour @Yellow T-pot, merci pour les informations. Mon Ender 5 est customisée : - Hemera Direct Drive - Rail Linéaire BGN12H en X et Y - EZABL Pro de TH3D pour la mise à niveau automatique du lit Je pense (peut-être à tort) quelle est capable de gérer les vitesses indiquée. Je viens de faire un test en gardant les paramètres que j'avais au début mais en diminuant le périmètres (de 5 à 2) et les couches basses (de 5 à 4). L'impression est très bien sortie (bonne qualité). J'ai également fait un test en baissant la température du lit de 60 à 50° et ça avait l'air également mieux mais je ne peux pas le confirmer car l'impression n’adhère pas eu lit à cette température (elle s'est décollée). Concernant le second problème, j'ai diminué la vitesse du périmètre externe de 35 à 20. Il y a eu du mieux mais ça n'a pas corrigé le problème.

-
Merci @Pascal03 pour ton retour. Qu'entends-tu par flow des parois ? Pourrais-tu m'indiquer une correspondance dans le slicer Prusa ? Quelle vitesse doit-on réduire (il y en a plusieurs dans Prusa selon le déplacement) ? Merci.
-
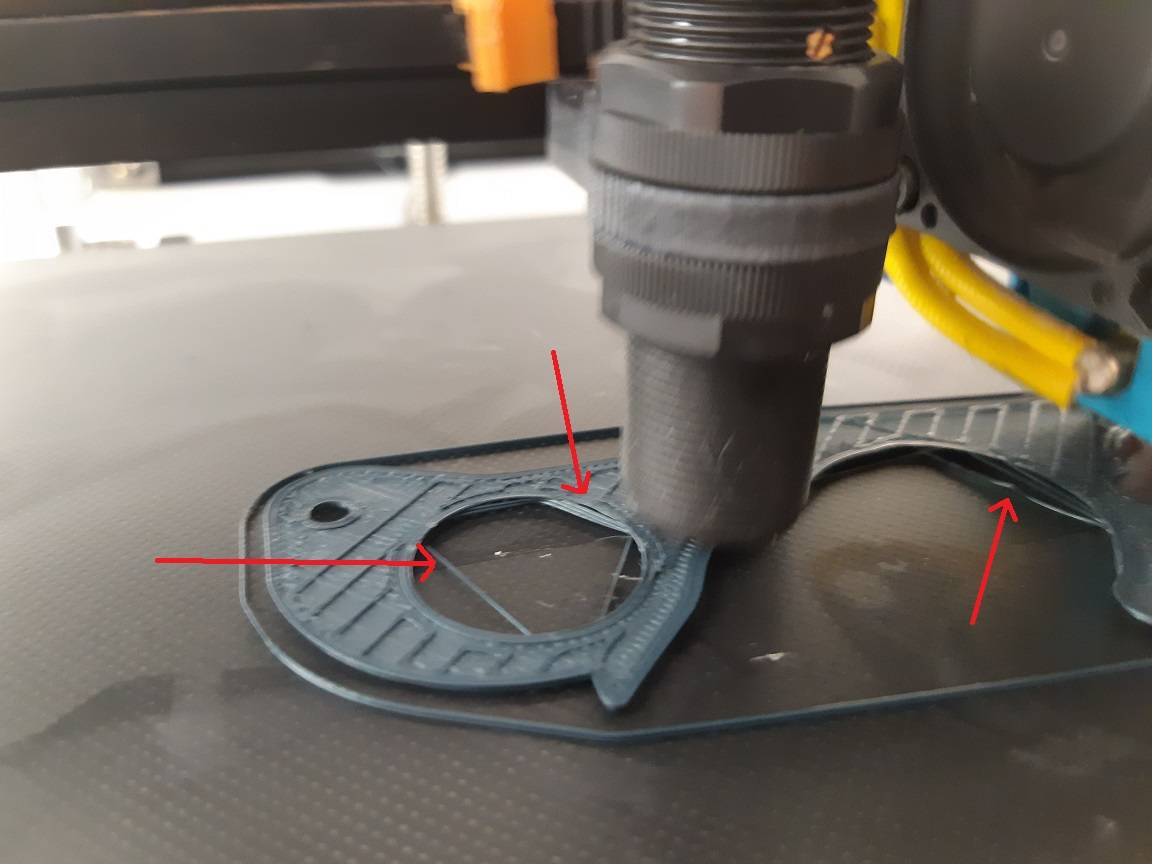
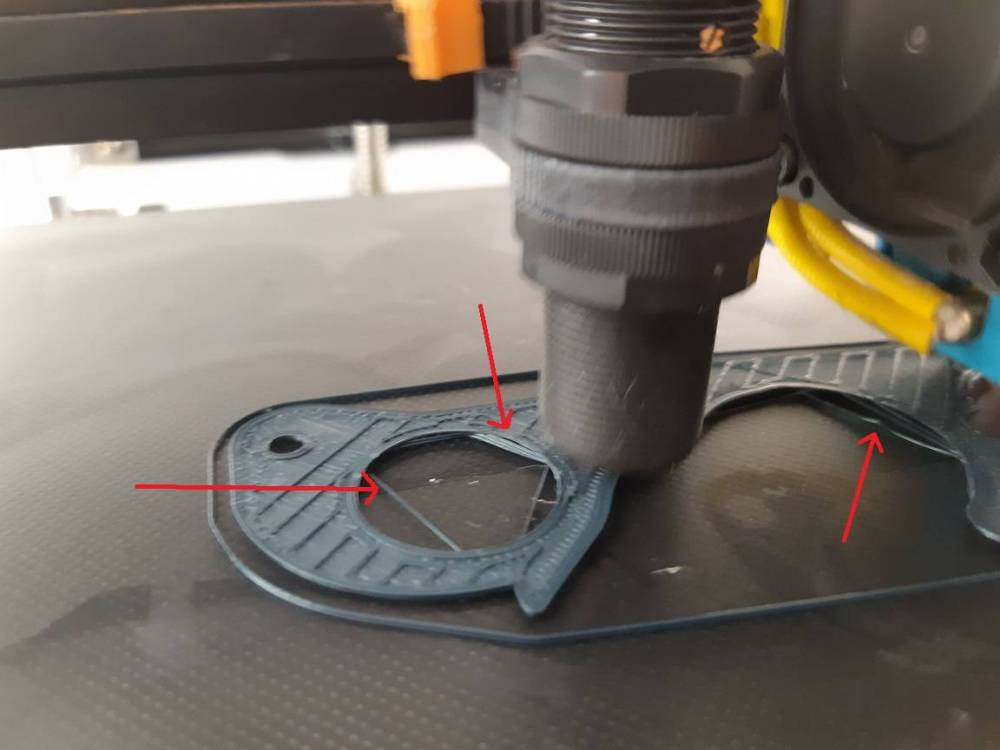
Merci pour vos retours. Je viens de lancer un test avec un bed à 50°C et buse à 215 °C. J'aurais un autre problème à soumettre. J'ai parfois une mauvaise liaison entre les premières couches au niveau des arrondis, cercles (voir photo avec les flèches rouge), auriez-vous une idée ou une piste pour m'aiguiller ? Merci encore.
-
Salut @BDA merci pour ton retour. c'est plus large sur tout le contour mais plus marqué sur le devant (voir les tracés en rouge sur la photo jointe). J'ai vérifié la tension des courroies et les pignons. Tout semble ok. Concernant la tête d'impression, j'ai fait un check du serrage il y a une semaine. Ce qui est étrange c'est que cela fonctionnait encore hier avec les mêmes paramètres (vitesses) hormis pour le périmètre et les couches hautes et basses.

-
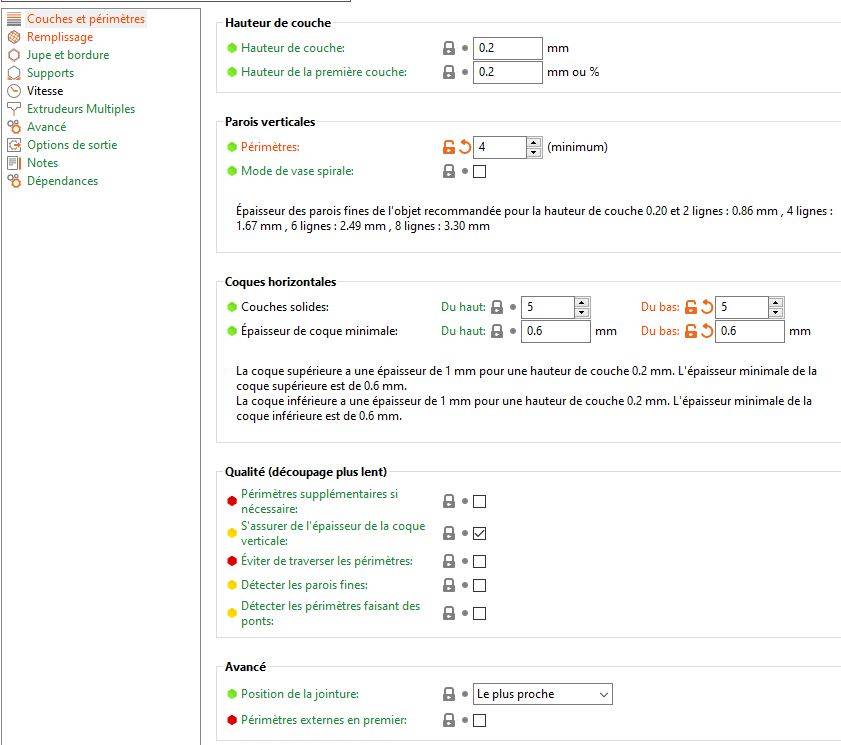
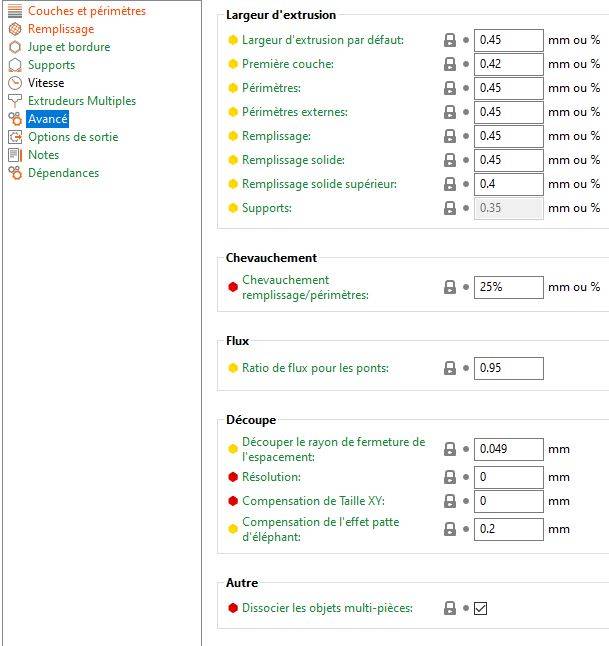
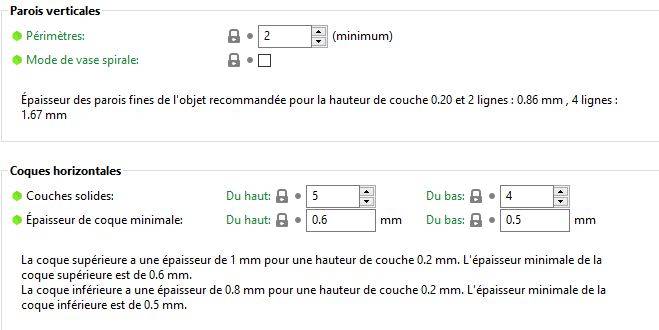
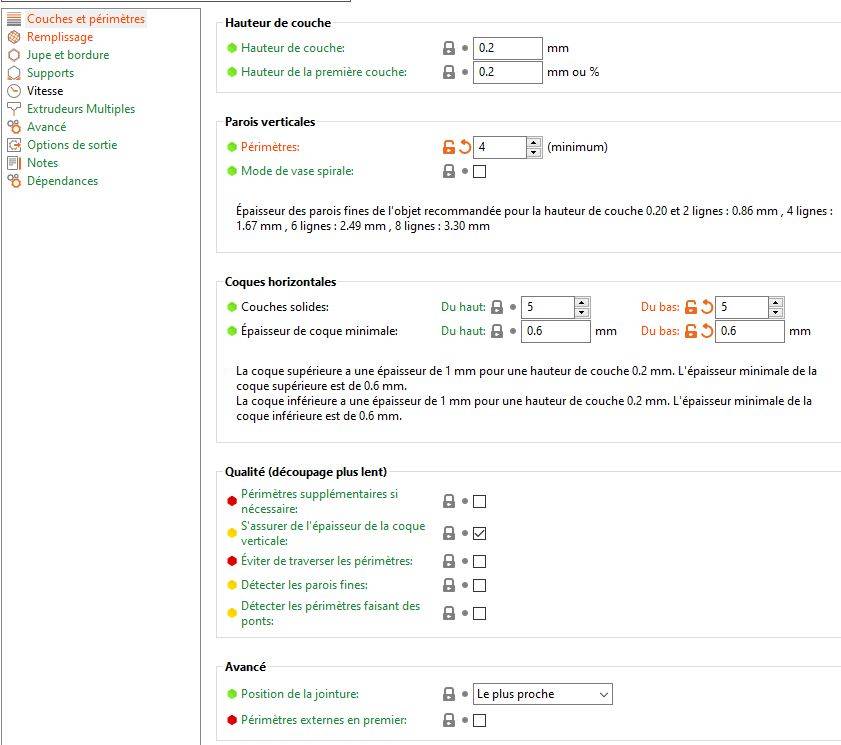
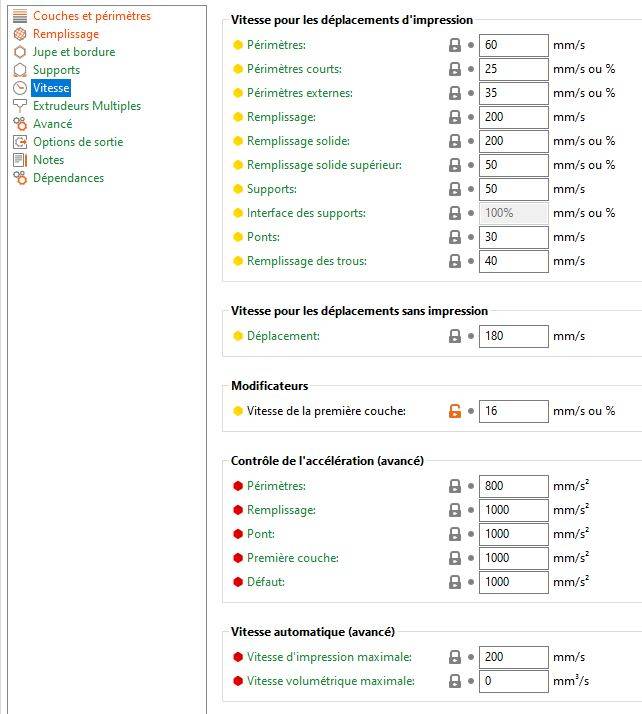
Bonjour, voilà j'ai actuellement un problème d'impression. Les premières couches (1 à 2 mm) sont plus larges que le reste de l'impression. J'ai vérifié les axes poulies, courroies et tout semble ok. Le problème s'est accentué lorsque j'ai augmenté le périmètre et les couches haut et bas. La première et troisième photo montrent le problème. La seconde photo est une impression réussie avec un périmètre à 2 et 5 en couche haute et basse. Les autres photos montrent mes paramètres d'impression sous Prusa Slicer. Mon imprimante est une Ender 5 custom (sur rail, Hemera). Je suis bloqué et une aide de la communauté serait appréciable. Merci d'avance à tous.